
Comparative Analysis of Human Operators and Advanced Technologies in the Visual Inspection of Aero Engine Blades



Abstract
1. Introduction
2. Literature Review
2.1. Inspection of Aero Engine Parts
2.2. Advanced Technologies
2.2.1. Software
2.2.2. 3D Scanning
3. Materials and Methods
3.1. Research Objective and Methodology
3.2. Research Design
3.3. Research Sample
3.4. Research Population and Technological Systems
3.4.1. Software for Piece-Part Inspection
3.4.2. Software for Automated Borescope Inspection
3.4.3. 3D Scanning
3.5. Data Interpretation
3.6. Data Analysis and Comparative Methodology
4. Inspection Results
4.1. Human Operator
4.2. Piece-Part Inspection Software
4.3. Borescope Inspection Software
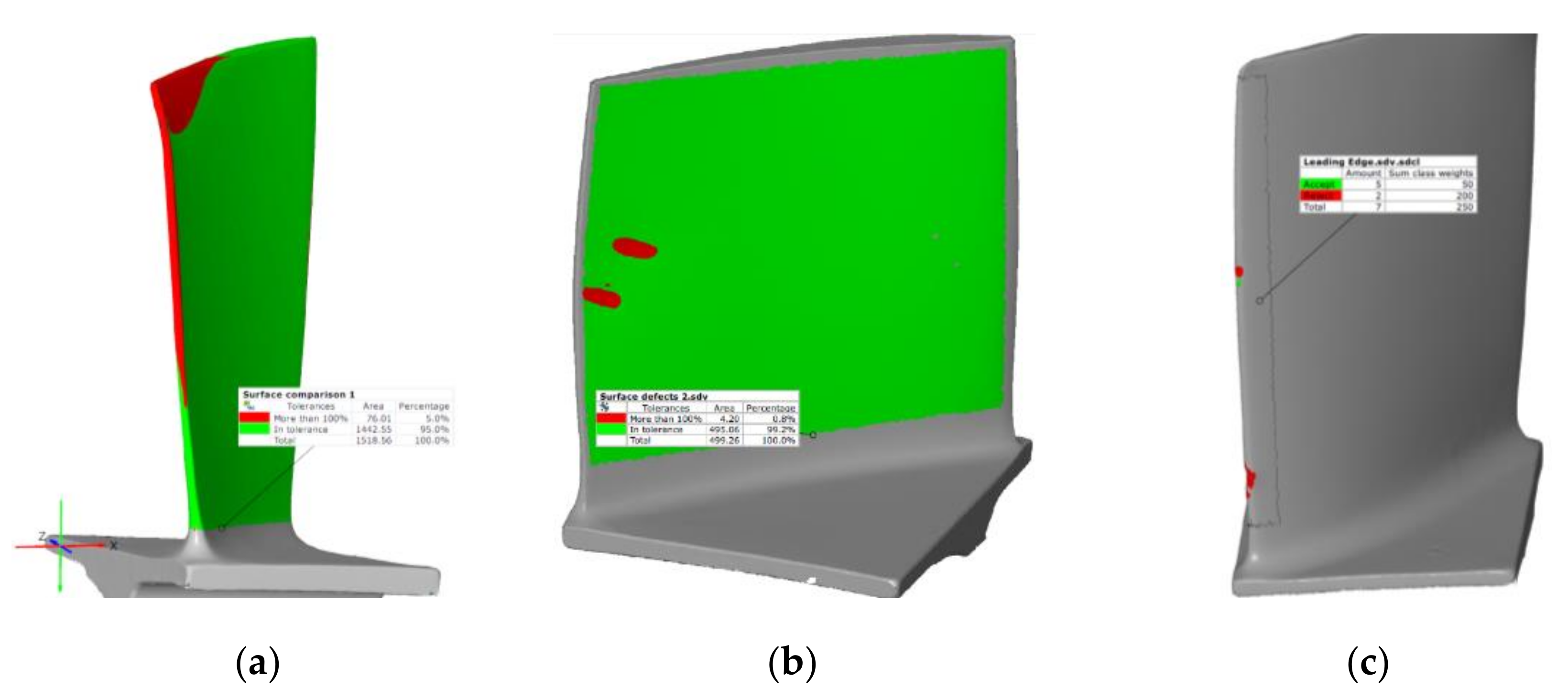
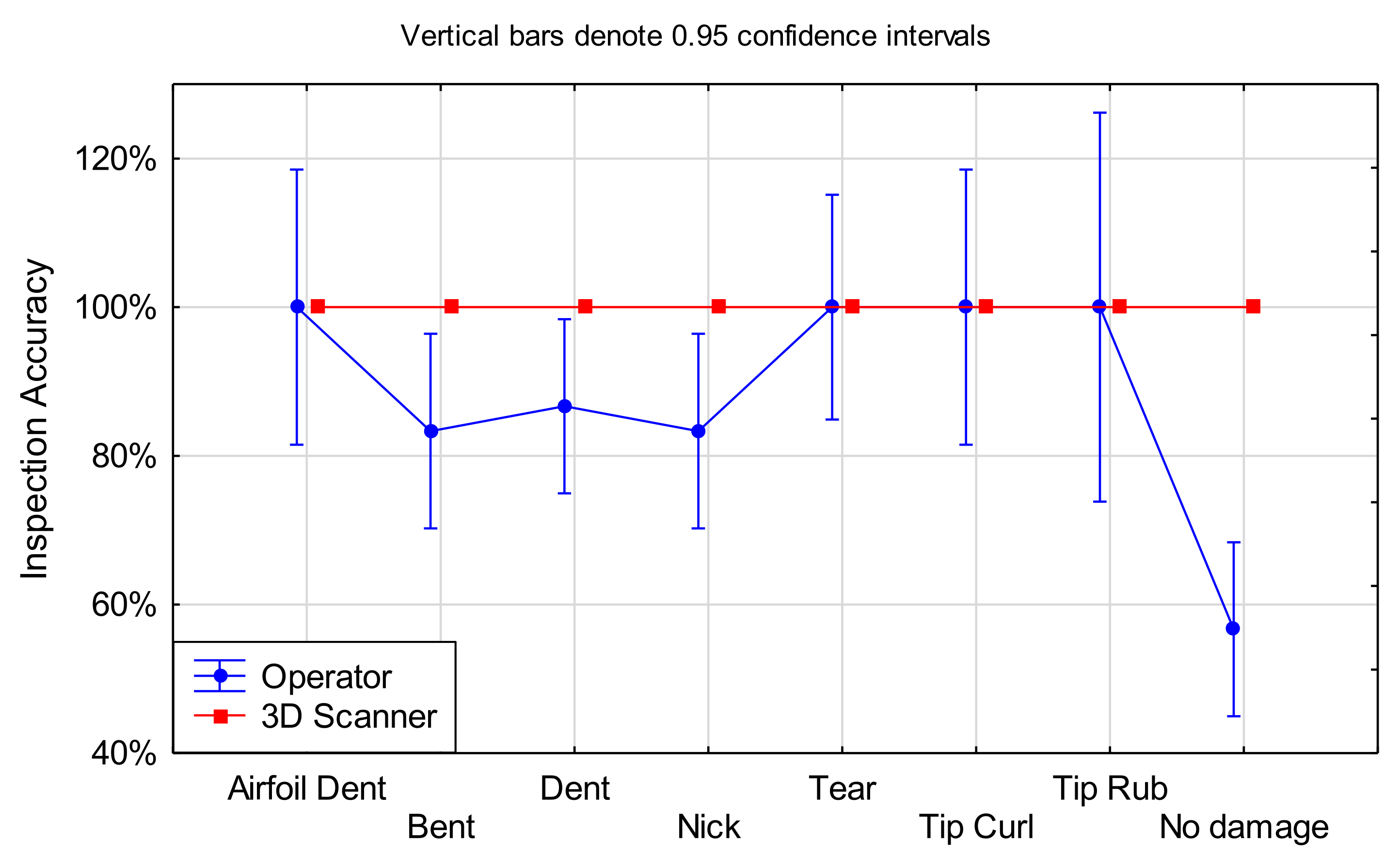
4.4. 3D Scanning Technology
5. Human–Technology Comparison
5.1. Performance Comparison
5.1.1. Piece-Part Inspection
5.1.2. Borescope Inspection
5.1.3. Visual–Tactile Inspection
5.2. SWOT Analysis
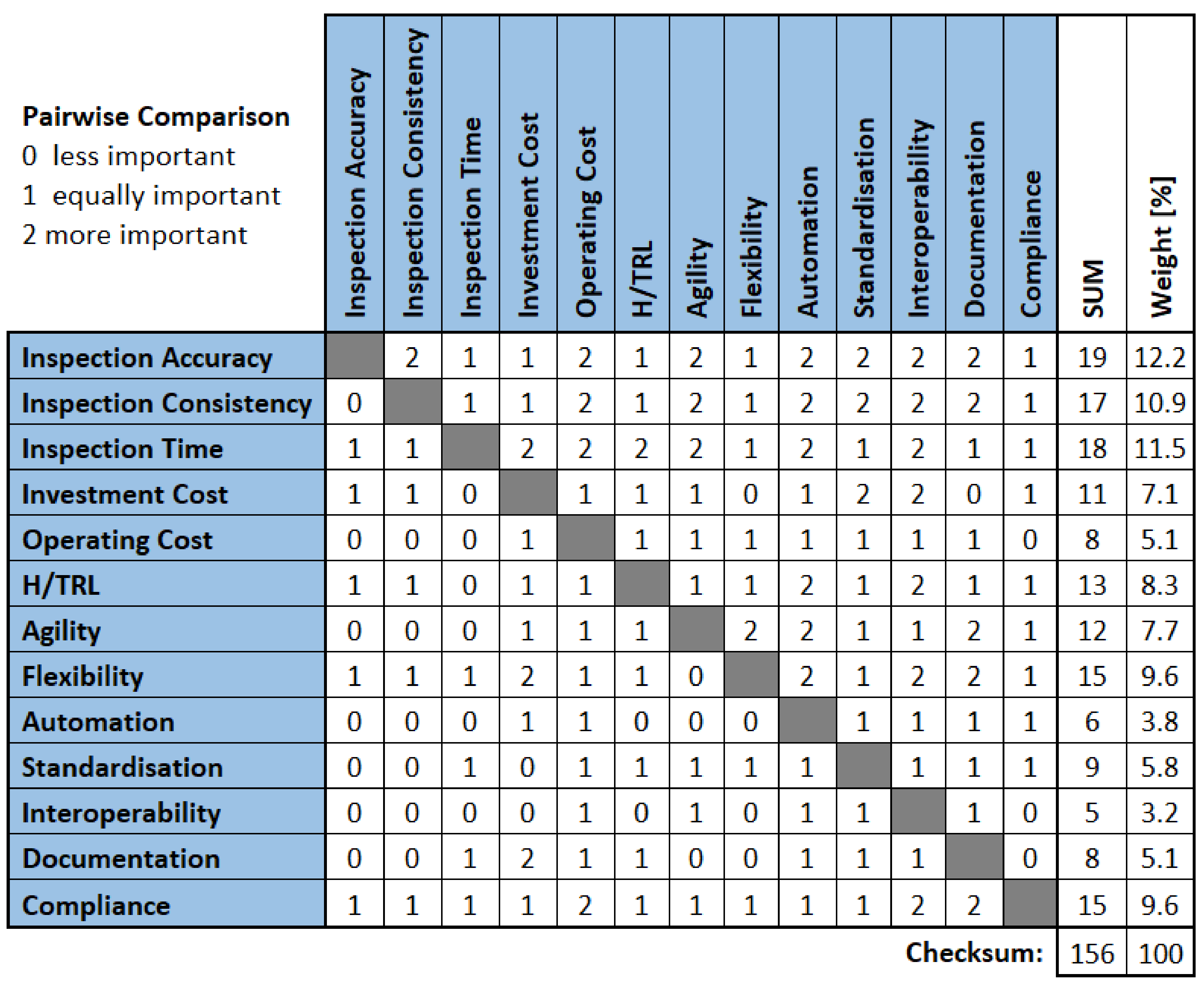
5.3. Weighted Factor Analysis
6. Discussion
6.1. Summary of Work
6.1.1. Inspection Performance
6.1.2. Benefits and Limitations of Humans and Advanced Technologies
6.2. Implications for Practitioners
6.3. Limitations
6.4. Future Work
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Allen, J.; Marx, D. Maintenance Error Decision Aid Project (MEDA). In Proceedings of the Eighth Federal Aviation Administration Meeting on Human Factors Issues in Aircraft Maintenance and Inspection, Washington, DC, USA, 16–17 November 1993. [Google Scholar]
- Marais, K.; Robichaud, M. Analysis of trends in aviation maintenance risk: An empirical approach. Reliab. Eng. Syst. Saf. 2012, 106, 104–118. [Google Scholar] [CrossRef]
- Rankin, W.L.; Shappell, S.; Wiegmann, D. Error and error reporting systems. Hum. Factors Guide Aviat. Maint. Insp. 2003. Available online: https://www.faa.gov/about/initiatives/maintenance_hf/training_tools/media/hf_guide.pdf (accessed on 17 November 2018).
- Reason, J.; Hobbs, A. Managing Maintenance Error: A Practical Guide; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Campbell, R.D.; Bagshaw, M. Human Performance and Limitations in Aviation; John Wiley & Sons: Hoboken, NJ, USA, 2002.
- Drury, C.G.; Watson, J. Good Practices in Visual Inspection. Available online: https://www.faa.gov/about/initiatives/maintenance_hf/library/documents/#HumanFactorsMaintenance (accessed on 14 June 2021).
- Illankoon, P.; Tretten, P. Judgemental errors in aviation maintenance. Cogn. Technol. Work. 2020, 22, 769–786. [Google Scholar] [CrossRef]
- Shen, Z.; Wan, X.; Ye, F.; Guan, X.; Liu, S. Deep Learning based Framework for Automatic Damage Detection in Aircraft Engine Borescope Inspection. In Proceedings of the 2019 International Conference on Computing, Networking and Communications (ICNC), Honolulu, HI, USA, 18–21 February 2019; pp. 1005–1010. [Google Scholar]
- Aust, J.; Mitrovic, A.; Pons, D. Assessment of the Effect of Cleanliness on the Visual Inspection of Aircraft Engine Blades: An Eye Tracking Study. Sensors 2021, 21, 6135. [Google Scholar] [CrossRef] [PubMed]
- Aust, J.; Pons, D.; Mitrovic, A. Evaluation of Influence Factors on the Visual Inspection Performance of Aircraft Engine Blades. Aerospace 2022, 9, 18. [Google Scholar] [CrossRef]
- Aust, J.; Pons, D. Assessment of Human Performance in Aircraft Engine Blade Inspection using Attribute Agreement Analysis. Safety 2022. [Google Scholar]
- Nickles, G.; Him, H.; Koenig, S.; Gramopadhye, A.; Melloy, B. A Descriptive Model of Aircraft Inspection Activities. 2019. Available online: https://www.faa.gov/about/initiatives/maintenance_hf/library/documents/media/human_factors_maintenance/a_descriptive_model_of_aircraft_inspection_activities.pdf (accessed on 20 September 2021).
- Aust, J.; Pons, D. Bowtie Methodology for Risk Analysis of Visual Borescope Inspection during Aircraft Engine Maintenance. Aerospace 2019, 6, 110. [Google Scholar] [CrossRef]
- Aust, J.; Pons, D. A Systematic Methodology for Developing Bowtie in Risk Assessment: Application to Borescope Inspection. Aerospace 2020, 7, 86. [Google Scholar] [CrossRef]
- Technik, L. Mobile Robot for Fuselage Inspection (MORFI) at MRO Europe. Available online: http://www.lufthansa-leos.com/press-releases-content/-/asset_publisher/8kbR/content/press-release-morfi-media/10165 (accessed on 2 November 2019).
- Dong, X.; Axinte, D.; Palmer, D.; Cobos, S.; Raffles, M.; Rabani, A.; Kell, J. Development of a slender continuum robotic system for on-wing inspection/repair of gas turbine engines. Robot. Comput. -Integr. Manuf. 2017, 44, 218–229. [Google Scholar] [CrossRef]
- Troncoso, D.; Nasser, B.; Rabani, A.; Nagy-Sochacki, A.; Dong, X.; Axinte, D.; Kell, J. Teleoperated, In Situ Repair of an Aeroengine: Overcoming the Internet Latency Hurdle. IEEE Robot. Autom. Mag. 2018, 26, 10–20. [Google Scholar] [CrossRef]
- Wang, M.; Dong, X.; Ba, W.; Mohammad, A.; Axinte, D.; Norton, A. Design, modelling and validation of a novel extra slender continuum robot for in-situ inspection and repair in aeroengine. Robot. Comput. -Integr. Manuf. 2021, 67, 102054. [Google Scholar] [CrossRef]
- Dong, X.; Wang, M.; Ahmad-Mohammad, A.-E.-K.; Ba, W.; Russo, M.; Norton, A.; Kell, J.; Axinte, D. Continuum robots collaborate for safe manipulation of high-temperature flame to enable repairs in extreme environments. IEEE/ASME Trans. Mechatron. 2021. [Google Scholar] [CrossRef]
- Warwick, G. Aircraft Inspection Drones Entering Service with Airline MROs. Available online: https://www.mro-network.com/technology/aircraft-inspection-drones-entering-service-airline-mros (accessed on 2 November 2019).
- Donecle Automated Aicraft Inspections. Available online: https://www.donecle.com/ (accessed on 2 November 2019).
- Bates, D.; Smith, G.; Lu, D.; Hewitt, J. Rapid thermal non-destructive testing of aircraft components. Compos. Part B Eng. 2000, 31, 175–185. [Google Scholar] [CrossRef]
- Wang, W.-C.; Chen, S.-L.; Chen, L.-B.; Chang, W.-J. A Machine Vision Based Automatic Optical Inspection System for Measuring Drilling Quality of Printed Circuit Boards. IEEE Access 2017, 5, 10817–10833. [Google Scholar] [CrossRef]
- Rice, M.; Li, L.; Gu, Y.; Wan, M.; Lim, E.; Feng, G.; Ng, J.; Jin-Li, M.; Babu, V. Automating the Visual Inspection of Aircraft. In Proceedings of the Singapore Aerospace Technology and Engineering Conference (SATEC), Singapore, 7 February 2018. [Google Scholar]
- Malekzadeh, T.; Abdollahzadeh, M.; Nejati, H.; Cheung, N.-M. Aircraft Fuselage Defect Detection using Deep Neural Networks. arXiv 2017, arXiv:1712.09213. [Google Scholar]
- Jovančević, I.; Orteu, J.-J.; Sentenac, T.; Gilblas, R. Automated visual inspection of an airplane exterior. In Proceedings of the Quality Control by Artificial Vision (QCAV), Le Creusot, France, 3–5 June 2015. [Google Scholar]
- Parton, B. The Robots Helping Air New Zealand Keep Its Aircraft Safe. Available online: https://www.nzherald.co.nz/business/the-robots-helping-air-new-zealand-keep-its-aircraft-safe/W2XLB4UENXM3ENGR3ROV6LVBBI/ (accessed on 2 November 2019).
- Dogru, A.; Bouarfa, S.; Arizar, R.; Aydogan, R. Using Convolutional Neural Networks to Automate Aircraft Maintenance Visual Inspection. Aerospace 2020, 7, 171. [Google Scholar] [CrossRef]
- Heilemann, F.; Dadashi, A.; Wicke, K. Eeloscope—Towards a Novel Endoscopic System Enabling Digital Aircraft Fuel Tank Maintenance. Aerospace 2021, 8, 136. [Google Scholar] [CrossRef]
- Jovančević, I.; Arafat, A.; Orteu, J.; Sentenac, T. Airplane tire inspection by image processing techniques. In Proceedings of the 2016 5th Mediterranean Conference on Embedded Computing (MECO), Bar, Montenegro, 12–16 June 2016; pp. 176–179. [Google Scholar]
- Baaran, J. Visual Inspection of Composite Structures; European Aviation Safety Agency (EASA): Cologne, Germany, 2009. [Google Scholar]
- Roginski, A. Plane Safety Climbs with Smart Inspection System. Available online: https://www.sciencealert.com/plane-safety-climbs-with-smart-inspection-system (accessed on 9 December 2018).
- Usamentiaga, R.; Pablo, V.; Guerediaga, J.; Vega, L.; Ion, L. Automatic detection of impact damage in carbon fiber composites using active thermography. Infrared Phys. Technol. 2013, 58, 36–46. [Google Scholar] [CrossRef]
- Andoga, R.; Fozo, L.; Schrötter, M.; Češkovič, M.; Szabo, S.; Breda, R.; Schreiner, M. Intelligent Thermal Imaging-Based Diagnostics of Turbojet Engines. Appl. Sci. 2019, 9, 2253. [Google Scholar] [CrossRef]
- Ghidoni, S.; Antonello, M.; Nanni, L.; Menegatti, E. A thermographic visual inspection system for crack detection in metal parts exploiting a robotic workcell. Robot. Auton. Syst. 2015, 74, 351–359. [Google Scholar] [CrossRef]
- Vakhov, V.; Veretennikov, I.; P’yankov, V. Automated Ultrasonic Testing of Billets for Gas-Turbine Engine Shafts. Russ. J. Nondestruct. Test. 2005, 41, 158–160. [Google Scholar] [CrossRef]
- Gao, C.; Meeker, W.; Mayton, D. Detecting cracks in aircraft engine fan blades using vibrothermography nondestructive evaluation. Reliab. Eng. Syst. Saf. 2014, 131, 229–235. [Google Scholar] [CrossRef]
- Zhang, X.; Li, W.; Liou, F. Damage detection and reconstruction algorithm in repairing compressor blade by direct metal deposition. Int. J. Adv. Manuf. Technol. 2018, 95, 2393–2404. [Google Scholar] [CrossRef]
- Tian, W.; Pan, M.; Luo, F.; Chen, D. Borescope Detection of Blade in Aeroengine Based on Image Recognition Technology. In Proceedings of the International Symposium on Test Automation and Instrumentation (ISTAI), Beijing, China, 17–21 November 2008; pp. 1694–1698. [Google Scholar]
- Błachnio, J.; Spychała, J.; Pawlak, W.; Kułaszka, A. Assessment of Technical Condition Demonstrated by Gas Turbine Blades by Processing of Images for Their Surfaces/Oceny Stanu Łopatek Turbiny Gazowej Metodą Przetwarzania Obrazów Ich Powierzchni. J. KONBiN 2012, 21, 41–50. [Google Scholar] [CrossRef]
- Chen, T. Blade Inspection System. Appl. Mech. Mater. 2013, 423–426, 2386–2389. [Google Scholar] [CrossRef]
- Ciampa, F.; Mahmoodi, P.; Pinto, F.; Meo, M. Recent Advances in Active Infrared Thermography for Non-Destructive Testing of Aerospace Components. Sensors 2018, 18, 609. [Google Scholar] [CrossRef] [PubMed]
- He, W.; Li, Z.; Guo, Y.; Cheng, X.; Zhong, K.; Shi, Y. A robust and accurate automated registration method for turbine blade precision metrology. Int. J. Adv. Manuf. Technol. 2018, 97, 3711–3721. [Google Scholar] [CrossRef]
- Klimanov, M. Triangulating laser system for measurements and inspection of turbine blades. Meas. Tech. 2009, 52, 725–731. [Google Scholar] [CrossRef]
- Ross, J.; Harding, K.; Hogarth, E. Challenges Faced in Applying 3D Noncontact Metrology to Turbine Engine Blade Inspection. In Dimensional Optical Metrology and Inspection for Practical Applications; SPIE: Bellingham, WA, USA, 2011; Volume 8133, pp. 107–115. [Google Scholar]
- Carter, T.J. Common failures in gas turbine blades. Eng. Fail. Anal. 2005, 12, 237–247. [Google Scholar] [CrossRef]
- Drury, C.; Sinclair, M. Human and Machine Performance in an Inspection Task. Hum. Factors J. Hum. Factors Ergon. Soc. 1983, 25, 391–399. [Google Scholar] [CrossRef]
- Firestone, C. Performance vs. competence in human–machine comparisons. Proc. Natl. Acad. Sci. USA 2020, 117, 26562–26571. [Google Scholar] [CrossRef]
- Zieliński, S.K.; Lee, H.; Antoniuk, P.; Dadan, O. A Comparison of Human against Machine-Classification of Spatial Audio Scenes in Binaural Recordings of Music. Appl. Sci. 2020, 10, 5956. [Google Scholar] [CrossRef]
- Lasocha, B.; Pulyk, R.; Brzegowy, P.; Latacz, P.; Slowik, A.; Popiela, T.J. Real-World Comparison of Human and Software Image Assessment in Acute Ischemic Stroke Patients’ Qualification for Reperfusion Treatment. J. Clin. Med. 2020, 9, 3383. [Google Scholar] [CrossRef] [PubMed]
- Whitworth, B.; Ryu, H. A comparison of human and computer information processing. In Encyclopedia of Multimedia Technology and Networking, 2nd ed.; IGI Global: Hershey, PA, USA, 2009; pp. 230–239. [Google Scholar]
- Banerjee, S.; Singh, P.; Bajpai, J. A Comparative Study on Decision-Making Capability between Human and Artificial Intelligence. In Nature Inspired Computing; Springer: Singapore, 2018; pp. 203–210. [Google Scholar]
- Korteling, J.E.; van de Boer-Visschedijk, G.C.; Blankendaal, R.A.M.; Boonekamp, R.C.; Eikelboom, A.R. Human- versus Artificial Intelligence. Front. Artif. Intell. 2021, 4, 622364. [Google Scholar] [CrossRef] [PubMed]
- Insa-Cabrera, J.; Dowe, D.L.; España-Cubillo, S.; Hernández-Lloreda, M.V.; Hernández-Orallo, J. Comparing Humans and AI Agents. In Artificial General Intelligence; Springer: Berlin/Heidelberg, Germany, 2011; pp. 122–132. [Google Scholar]
- Geirhos, R.; Janssen, D.; Schütt, H.; Rauber, J.; Bethge, M.; Wichmann, F. Comparing deep neural networks against humans: Object recognition when the signal gets weaker. arXiv 2017, arXiv:1706.06969. [Google Scholar]
- Oh, D.; Strattan, J.S.; Hur, J.K.; Bento, J.; Urban, A.E.; Song, G.; Cherry, J.M. CNN-Peaks: ChIP-Seq peak detection pipeline using convolutional neural networks that imitate human visual inspection. Sci. Rep. 2020, 10, 7933. [Google Scholar] [CrossRef] [PubMed]
- Dodge, S.; Karam, L. A Study and Comparison of Human and Deep Learning Recognition Performance Under Visual Distortions. In Proceedings of the 2017 26th International Conference on Computer Communication and Networks (ICCCN), Vancouver, BC, Canada, 31 July–3 August 2017. [Google Scholar]
- Liu, R.; Rong, Y.; Peng, Z. A review of medical artificial intelligence. Glob. Health J. 2020, 4, 42–45. [Google Scholar] [CrossRef]
- De Man, R.; Gang, G.J.; Li, X.; Wang, G. Comparison of deep learning and human observer performance for detection and characterization of simulated lesions. J. Med. Imaging 2019, 6, 025503. [Google Scholar] [CrossRef]
- Burlina, P.; Pacheco, K.D.; Joshi, N.; Freund, D.E.; Bressler, N.M. Comparing humans and deep learning performance for grading AMD: A study in using universal deep features and transfer learning for automated AMD analysis. Comput. Biol. Med. 2017, 82, 80–86. [Google Scholar] [CrossRef]
- Kühl, N.; Goutier, M.; Baier, L.; Wolff, C.; Martin, D. Human vs. supervised machine learning: Who learns patterns faster? arXiv 2020, arXiv:2012.03661. [Google Scholar]
- Kattan, M.W.; Adams, D.A.; Parks, M.S. A Comparison of Machine Learning with Human Judgment. J. Manag. Inf. Syst. 1993, 9, 37–57. [Google Scholar] [CrossRef]
- Conci, A.; Proença, C.B. A Comparison between Image-processing Approaches to Textile Inspection. J. Text. Inst. 2000, 91, 317–323. [Google Scholar] [CrossRef]
- Innocent, M.; Francois-Lecompte, A.; Roudaut, N. Comparison of human versus technological support to reduce domestic electricity consumption in France. Technol. Forecast. Soc. Change 2020, 150, 119780. [Google Scholar] [CrossRef]
- Burton, A.M.; Miller, P.; Bruce, V.; Hancock, P.J.B.; Henderson, Z. Human and automatic face recognition: A comparison across image formats. Vis. Res. 2001, 41, 3185–3195. [Google Scholar] [CrossRef][Green Version]
- Phillips, P.J.; O’Toole, A.J. Comparison of human and computer performance across face recognition experiments. Image Vis. Comput. 2014, 32, 74–85. [Google Scholar] [CrossRef]
- Adler, A.; Schuckers, M.E. Comparing human and automatic face recognition performance. IEEE Trans. Syst. Man Cybern. B Cybern. 2007, 37, 1248–1255. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Witten, I.; Manzara, L.; Conklin, D. Comparing Human and Computational Models of Music Prediction. Comput. Music. J. 2003, 18, 70. [Google Scholar] [CrossRef][Green Version]
- Bridgeman, B.; Trapani, C.; Attali, Y. Comparison of Human and Machine Scoring of Essays: Differences by Gender, Ethnicity, and Country. Appl. Meas. Educ. 2012, 25, 27–40. [Google Scholar] [CrossRef]
- Nooriafshar, M. A comparative study of human teacher and computer teacher. In Proceedings of the 2nd Asian Conference on Education: Internationalization or Globalization? Osaka, Japan, 2–5 December 2010. [Google Scholar]
- Remonda, A.; Veas, E.; Luzhnica, G. Comparing driving behavior of humans and autonomous driving in a professional racing simulator. PLoS ONE 2021, 16, e0245320. [Google Scholar] [CrossRef]
- Nees, M. Safer than the average human driver (who is less safe than me)? Examining a popular safety benchmark for self-driving cars. J. Saf. Res. 2019, 69, 61–68. [Google Scholar] [CrossRef]
- Aung, Y.Y.M.; Wong, D.C.S.; Ting, D.S.W. The promise of artificial intelligence: A review of the opportunities and challenges of artificial intelligence in healthcare. Br. Med. Bull. 2021, 139, 4–15. [Google Scholar] [CrossRef]
- Secinaro, S.; Calandra, D.; Secinaro, A.; Muthurangu, V.; Biancone, P. The role of artificial intelligence in healthcare: A structured literature review. BMC Med. Inform. Decis. Mak. 2021, 21, 125. [Google Scholar] [CrossRef] [PubMed]
- Yin, J.; Ngiam, K.Y.; Teo, H.H. Role of Artificial Intelligence Applications in Real-Life Clinical Practice: Systematic Review. J. Med. Internet Res. 2021, 23, e25759. [Google Scholar] [CrossRef] [PubMed]
- Young, K.; Cook, J.; Oduko, J.; Bosmans, H. Comparison of Software and Human Observers in Reading Images of the CDMAM Test Object to Assess Digital Mammography Systems; SPIE: Bellingham, WA, USA, 2006; Volume 6142. [Google Scholar]
- Kopardekar, P.; Mital, A.; Anand, S. Manual, Hybrid and Automated Inspection Literature and Current Research. Integr. Manuf. Syst. 1993, 4, 18–29. [Google Scholar] [CrossRef]
- Duan, Y.; Edwards, J.S.; Dwivedi, Y.K. Artificial intelligence for decision making in the era of Big Data—Evolution, challenges and research agenda. Int. J. Inf. Manag. 2019, 48, 63–71. [Google Scholar] [CrossRef]
- Lu, Y. Artificial intelligence: A survey on evolution, models, applications and future trends. J. Manag. Anal. 2019, 6, 1–29. [Google Scholar] [CrossRef]
- Shah, A.; Wollak, C.; Shah, J.B. Wound Measurement Techniques: Comparing the Use of Ruler Method, 2D Imaging and 3D Scanner. J. Am. Coll. Clin. Wound Spec. 2013, 5, 52–57. [Google Scholar] [CrossRef]
- Farhan, M.; Wang, J.Z.; Bray, P.; Burns, J.; Cheng, T.L. Comparison of 3D scanning versus traditional methods of capturing foot and ankle morphology for the fabrication of orthoses: A systematic review. J. Foot Ankle Res. 2021, 14, 2. [Google Scholar] [CrossRef]
- Rumbo-Rodríguez, L.; Sánchez-SanSegundo, M.; Ferrer-Cascales, R.; García-D’Urso, N.; Hurtado-Sánchez, J.A.; Zaragoza-Martí, A. Comparison of Body Scanner and Manual Anthropometric Measurements of Body Shape: A Systematic Review. Int. J. Environ. Res. Public Health 2021, 18, 6213. [Google Scholar] [CrossRef]
- Reyes, J.; Acosta, P.; Ventura, D. Repeatability of the human eye compared to an intraoral scanner in dental shade matching. Heliyon 2019, 5, e02100. [Google Scholar] [CrossRef]
- Kustrzycka, D.; Marschang, T.; Mikulewicz, M.; Grzebieluch, W. Comparison of the Accuracy of 3D Images Obtained fromDifferent Types of Scanners: A Systematic Review. J. Healthc. Eng. 2020, 2020, 8854204. [Google Scholar] [CrossRef]
- Mital, A.; Govindaraju, M.; Subramani, B. A comparison between manual and hybrid methods in parts inspection. Integr. Manuf. Syst. 1998, 9, 344–349. [Google Scholar] [CrossRef]
- Khasawneh, M.; Bowling, S.; Kaewkuekool, S.; Melloy, B. Measurement of Trust in Hybrid Inspection Systems: Review and Evaluation of Current Methodologies and Future Approach. In IIE Annual Conference. Proceedings; Institute of Industrial and Systems Engineers (IISE): Peachtree Corners, GA, USA, 2002. [Google Scholar]
- Aust, J.; Mitrovic, A.; Pons, D. Comparison of Visual and Visual–Tactile Inspection of Aircraft Engine Blades. Aerospace 2021, 8, 313. [Google Scholar] [CrossRef]
- Aust, J.; Shankland, S.; Pons, D.; Mukundan, R.; Mitrovic, A. Automated Defect Detection and Decision-Support in Gas Turbine Blade Inspection. Aerospace 2021, 8, 30. [Google Scholar] [CrossRef]
- GOM. Quality starts with a Q. Available online: https://www.gom.com/en/products/3d-scanning/atos-q (accessed on 11 December 2021).
- Mitsa, T. How Do You Know You Have Enough Training Data? Available online: https://towardsdatascience.com/how-do-you-know-you-have-enough-training-data-ad9b1fd679ee (accessed on 10 January 2021).
- Balki, I.; Amirabadi, A.; Levman, J.; Martel, A.L.; Emersic, Z.; Meden, B.; Garcia-Pedrero, A.; Ramirez, S.C.; Kong, D.; Moody, A.R.; et al. Sample-Size Determination Methodologies for Machine Learning in Medical Imaging Research: A Systematic Review. Can. Assoc. Radiol. J. 2019, 70, 344–353. [Google Scholar] [CrossRef]
- Abdulraheem, A.; Abdullah Arshah, R.; Qin, H. Evaluating the Effect of Dataset Size on Predictive Model Using Supervised Learning Technique. Int. J. Softw. Eng. Comput. Sci. (IJSECS) 2015, 1, 75–84. [Google Scholar] [CrossRef]
- Warden, P. How Many Images Do You Need to Train a Neural Network? Available online: https://petewarden.com/2017/12/14/how-many-images-do-you-need-to-train-a-neural-network/ (accessed on 10 January 2021).
- Qin, Y.F.; Cao, J.B.; Cao, J. Application of Wavelet Transform in Image Processing in Aviation Engine Damage. Appl. Mech. Mater. 2013, 347–350, 3576–3580. [Google Scholar] [CrossRef]
- Tóth, T.; Živčák, J. A Comparison of the Outputs of 3D Scanners. Procedia Eng. 2014, 69, 393–401. [Google Scholar] [CrossRef]
- GOM. Airfoil Inspection. Available online: https://www.gom-inspect.com/en/overview.php (accessed on 11 December 2021).
- Saaty, T.L. What is the analytic hierarchy process? In Mathematical Models for Decision Support; Springer: Berlin/Heidelberg, Germany, 1988; pp. 109–121. [Google Scholar]
- Jiang, X.; Gramopadhye, A.K.; Melloy, B.J.; Grimes, L.W. Evaluation of best system performance: Human, automated, and hybrid inspection systems. Hum. Factors Ergon. Manuf. Serv. Ind. 2003, 13, 137–152. [Google Scholar] [CrossRef]
- Mital, D.P.; Teoh, E.K. Computer based wafer inspection system. In Proceedings of the Proceedings IECON ‘91: 1991 International Conference on Industrial Electronics, Control and Instrumentation, Kobe, Japan, 28 October–1 November 1991; Volume 2493, pp. 2497–2503. [Google Scholar]
- Pomerol, J.-C. Artificial intelligence and human decision making. Eur. J. Oper. Res. 1997, 99, 3–25. [Google Scholar] [CrossRef]
- Kishi, K.; Hida, T.; Nakajima, R.; Matsumoto, T. Proposal of Tactile Inspection Conditions for Valid Defects Detection Focusing on Haptic Perception with Active Touch. 2016. Available online: https://apiems2016.conf.tw/site/userdata/1087/papers/0152.pdf (accessed on 16 August 2021).
- Yukinawa, T.; Hida, T.; Seo, A. Effect of object orientation and scanning direction on upper limb load during tactile inspection. J. Jpn. Ind. Manag. Assoc. 2013, 64, 138–144. [Google Scholar]
- Kleiner, B.M.; Drury, C.G. Design and evaluation of an inspection training programme. Appl. Ergon. 1993, 24, 75–82. [Google Scholar] [CrossRef]
- Chi, C.-F.; Drury, C. Limits to human optimization in inspection performance. Int. J. Syst. Sci. 2001, 32, 689–701. [Google Scholar] [CrossRef]
- Simion, C. Assessment of Human Capability, An Effective Tool to Obtain Confidence in the Visual Inspection Process. Acta Univ. Cibiniensis Tech. Ser. 2018, 70, 1–6. [Google Scholar] [CrossRef]
- Hanspal, A. Here’s Why Robots are Actually Going to Increase Human Employment. Available online: https://www.weforum.org/agenda/2021/02/world-economic-forum-automation-create-jobs-employment-robots (accessed on 29 December 2021).
- Read, P.; Meyer, M.-P. Restoration of Motion Picture Film; Butterworth-Heinemann: Oxford, UK, 2000. [Google Scholar]
- Gallagher, M.; Hares, T.; Spencer, J.; Bradshaw, C.; Webb, I. The nominal group technique: A research tool for general practice? Fam. Pract. 1993, 10, 76–81. [Google Scholar] [CrossRef]
- Embrey, D. SHERPA: A systematic human error reduction and prediction approach. In Proceedings of the International Topical Meeting on Advances in Human Factors in Nuclear Power Systems, Knoxville, TN, USA, 21–24 April 1986. [Google Scholar]
- Fargnoli, M.; Lombardi, M. Preliminary Human Safety Assessment (PHSA) for the Improvement of the Behavioral Aspects of Safety Climate in the Construction Industry. Buildings 2019, 9, 69. [Google Scholar] [CrossRef]
- Aust, J.; Pons, D. Taxonomy of Gas Turbine Blade Defects. Aerospace 2019, 6, 58. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Comparison 1: Piece-Part Inspection | Comparison 2: Borescope Inspection | Comparison 3: Visual–Tactile Inspection | |
|---|---|---|---|
| Inspection mode | Screen-based | Screen-based | Part-based |
| Research sample | 118 blade images | 20 borescope images | 26 physical blades |
| Research population | 50 industry practitioners | 50 industry practitioners | 6 industry practitioners |
| Demographics | 47 male, 3 female Mean age: 44.5 years (SD = 10.3 years) Mean work experience: 17.7 years (SD = 9.4 years) | 47 male, 3 female Mean age: 44.5 years (SD = 10.3 years) Mean work experience: 17.7 years (SD = 9.4 years) | 5 male, 1 female Mean age: 41.2 years (SD = 12.1 years) Mean work experience: 15.5 years (SD = 9.9 years) |
| Technological system | Self-developed defect detection software [88] | Commercially available AI software  | GOM Atos Q [89] |
| Performance Metric | Data Interpretation |
|---|---|
| True positive (TP) | If a defective blade shows a marking around the defect, then the defect was correctly detected. |
| False negative (FN) | If a defective blade shows no marking box, then the defect was missed. |
| True negative (TN) | If a non-defective blade shows no markings, then the blade was correctly accepted. |
| False negative (FN) | If a non-defective blade shows a marking, then an incorrect detection was made. |
| Hypothesis |
| Hypothesis H1. The inspection performance measured in (a) inspection accuracy, (b) inspection time and (c) inspection consistency of advanced technologies differs to the human operator. |
| Human Operator | IP Software | AI Software | 3D Scanning | |
|---|---|---|---|---|
| Strengths |
|
|
|
|
| Weaknesses |
|
|
|
|
| Opportunities |
|
|
|
|
| Threats |
|
|
|
|
| Criteria | Description |
|---|---|
| Accuracy | Inspection accuracy is the proportion of correct serviceability decisions and number of blades inspected. |
| Consistency | Repeated inspection outcome when presented with the same blade twice (assessor agreement with themselves). |
| Inspection time | Time required to inspect each part. |
| Investment cost | Initial procurement and setup cost. |
| Operating cost | Cost for operating the system including license cost, maintenance cost and supervision cost (as applicable). |
| H/TRL | How much time and effort for training and development is required to bring the inspection agent up to the required performance level? |
| Agility | How easily can the inspection agent be transferred to the inspection of a new (different) part? |
| Flexibility | How resistant is the inspection agent to changing inspection environments (e.g., different perspective or part condition)? |
| Interoperability | How well can the system be integrated into the operational environment and interact with other processes (in light of smart factories, interconnectivity and Industry 4.0)? |
| Automation | Can the system be fully automated? |
| Standardisation | Does the inspection agent support standardisation? |
| Documentation | How accurate are the recordings of the inspection results? |
| Compliance | Is the inspection system approved by aviation authorities and does it comply with regulatory requirements? |
| Piece-Part Inspection (Image-Based) | Borescope Inspection (Image-Based) | Visual–Tactile Inspection (Part-Based) | ||||
|---|---|---|---|---|---|---|
| Human | IP Software | Human | AI Software | Human | 3D Scanner | |
| Inspection Accuracy | 76.2% | 48.8% | 63.8% | 47.4% | 84.0% | 100.0% |
| Inspection Time | 14.972 s | 0.203 s | 20.671 s | 0.025 s | 22.140 s | 55.000 s |
| Human Operator | Advanced Technology | |
|---|---|---|
| Benefits |
|
|
| Limitations |
|
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aust, J.; Pons, D. Comparative Analysis of Human Operators and Advanced Technologies in the Visual Inspection of Aero Engine Blades. Appl. Sci. 2022, 12, 2250. https://doi.org/10.3390/app12042250
Aust J, Pons D. Comparative Analysis of Human Operators and Advanced Technologies in the Visual Inspection of Aero Engine Blades. Applied Sciences. 2022; 12(4):2250. https://doi.org/10.3390/app12042250
Chicago/Turabian StyleAust, Jonas, and Dirk Pons. 2022. "Comparative Analysis of Human Operators and Advanced Technologies in the Visual Inspection of Aero Engine Blades" Applied Sciences 12, no. 4: 2250. https://doi.org/10.3390/app12042250
APA StyleAust, J., & Pons, D. (2022). Comparative Analysis of Human Operators and Advanced Technologies in the Visual Inspection of Aero Engine Blades. Applied Sciences, 12(4), 2250. https://doi.org/10.3390/app12042250