
Utilization of Industrial Ferronickel Slags as Recycled Concrete Aggregates

 ,
,  ,
,  , ,
, , 
 and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Methods for Raw Materials
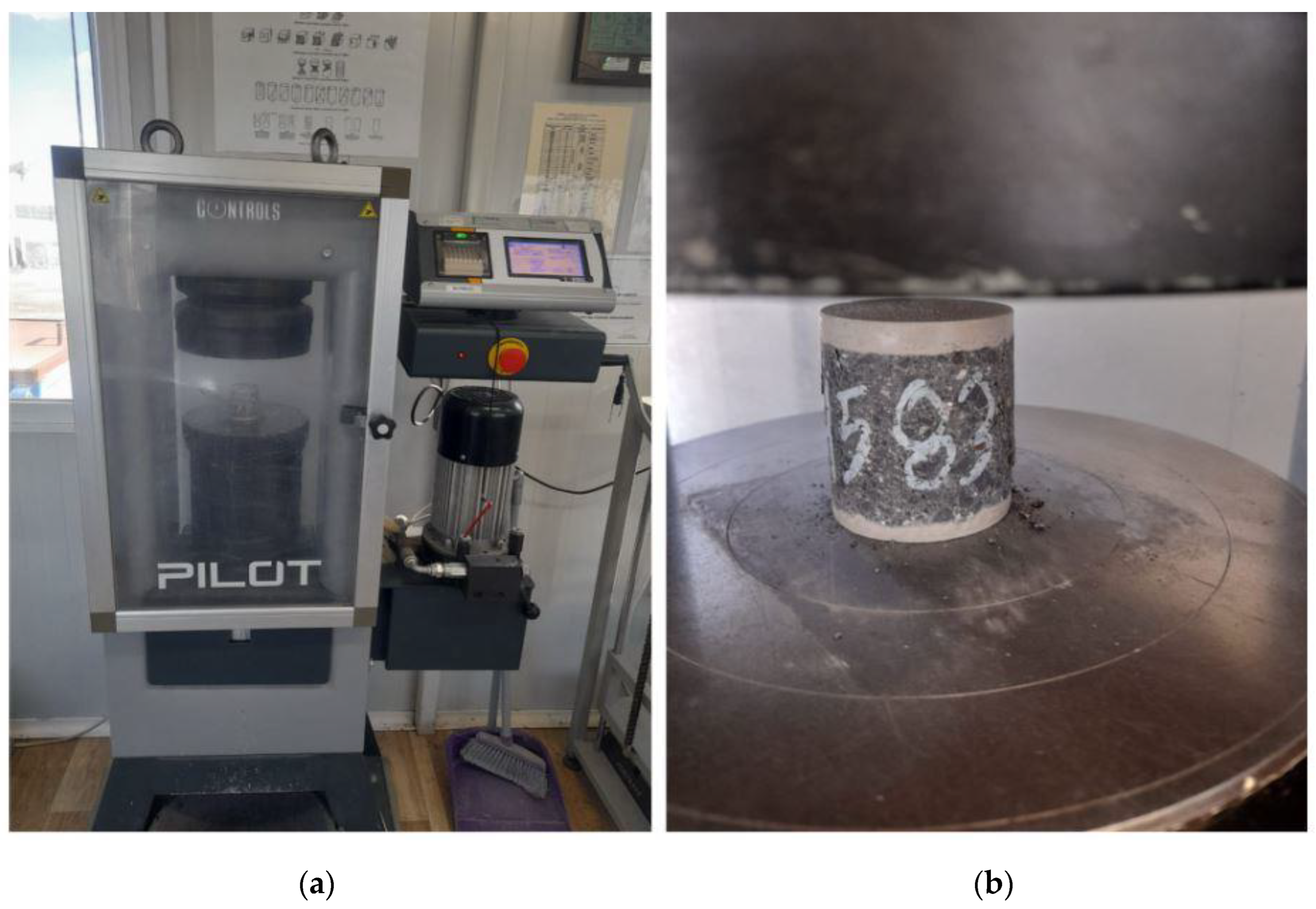
2.2.2. Methods for the Produced Concrete
3. Results
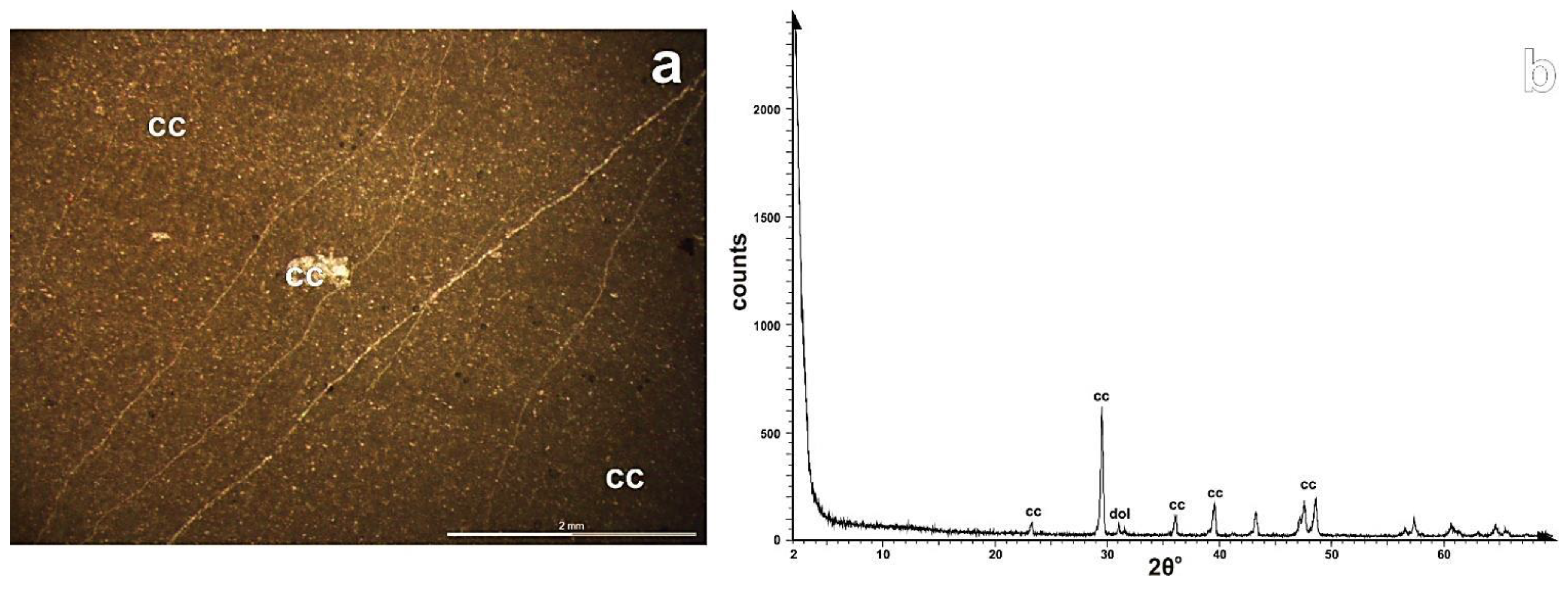
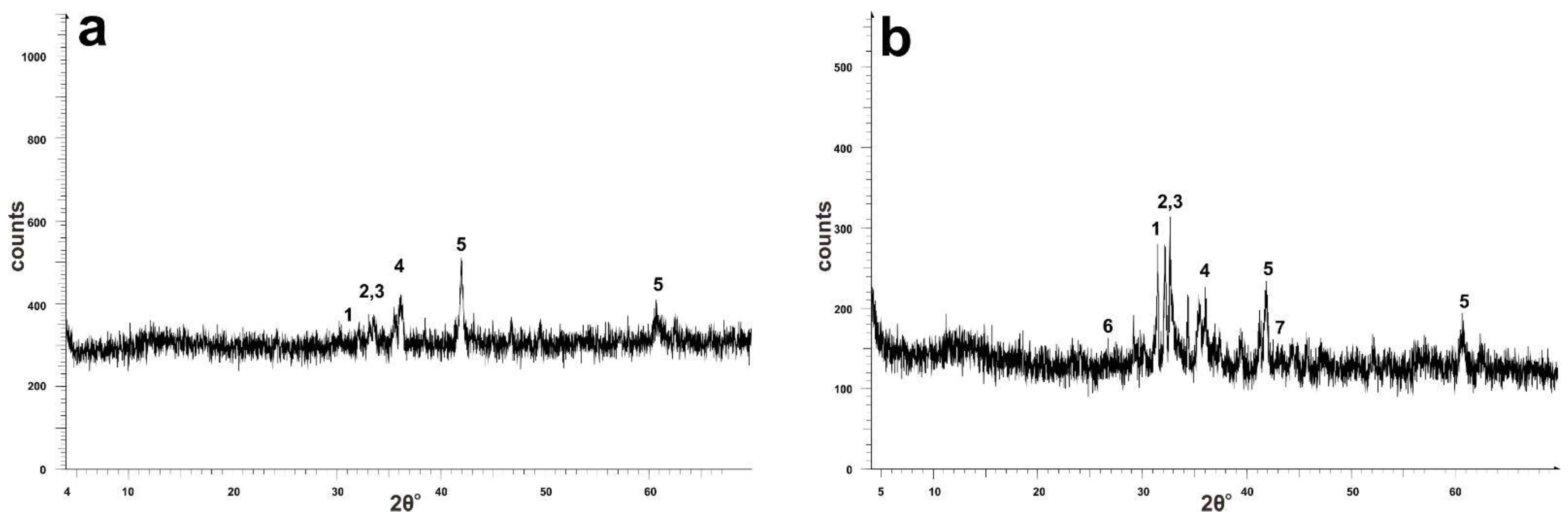
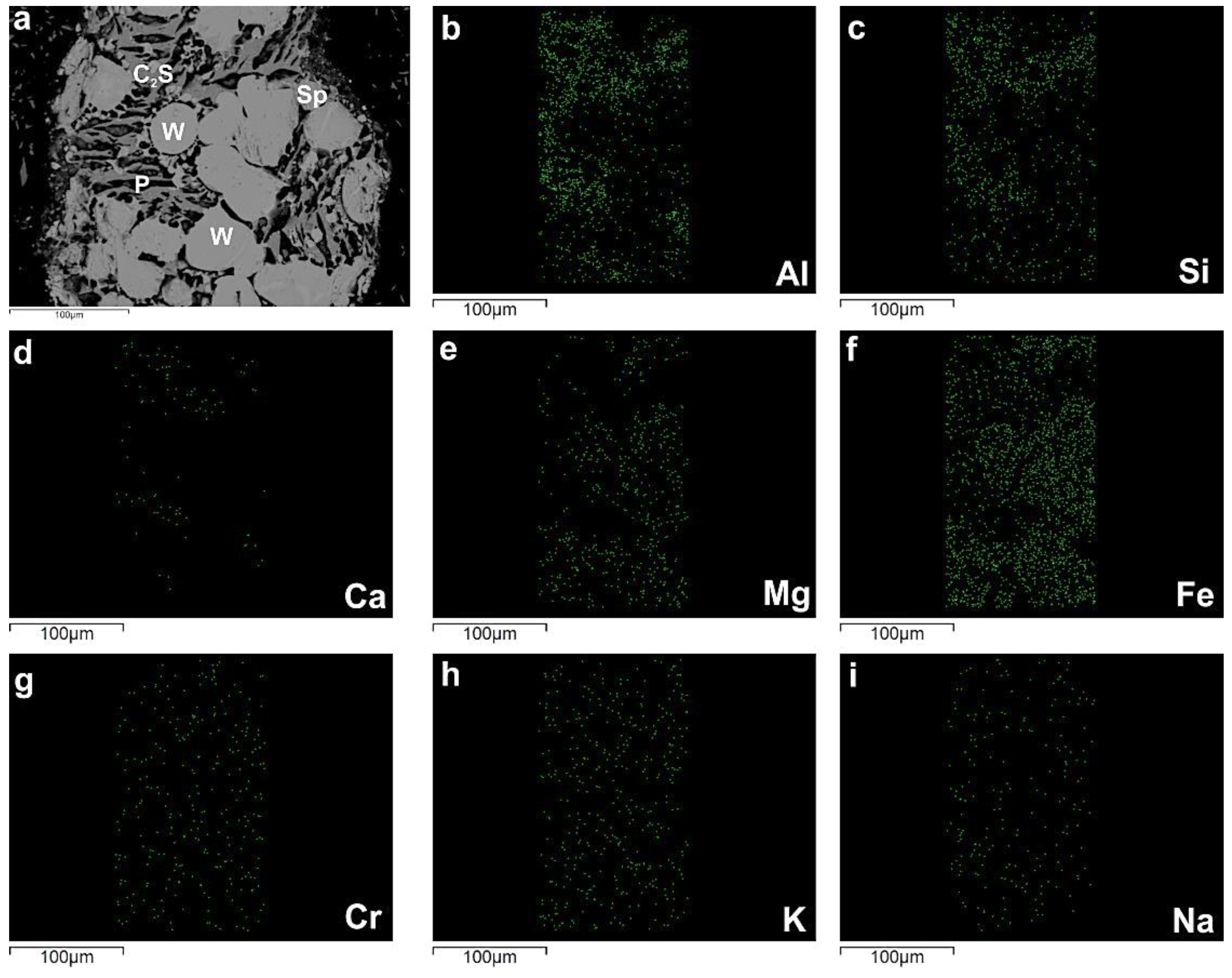
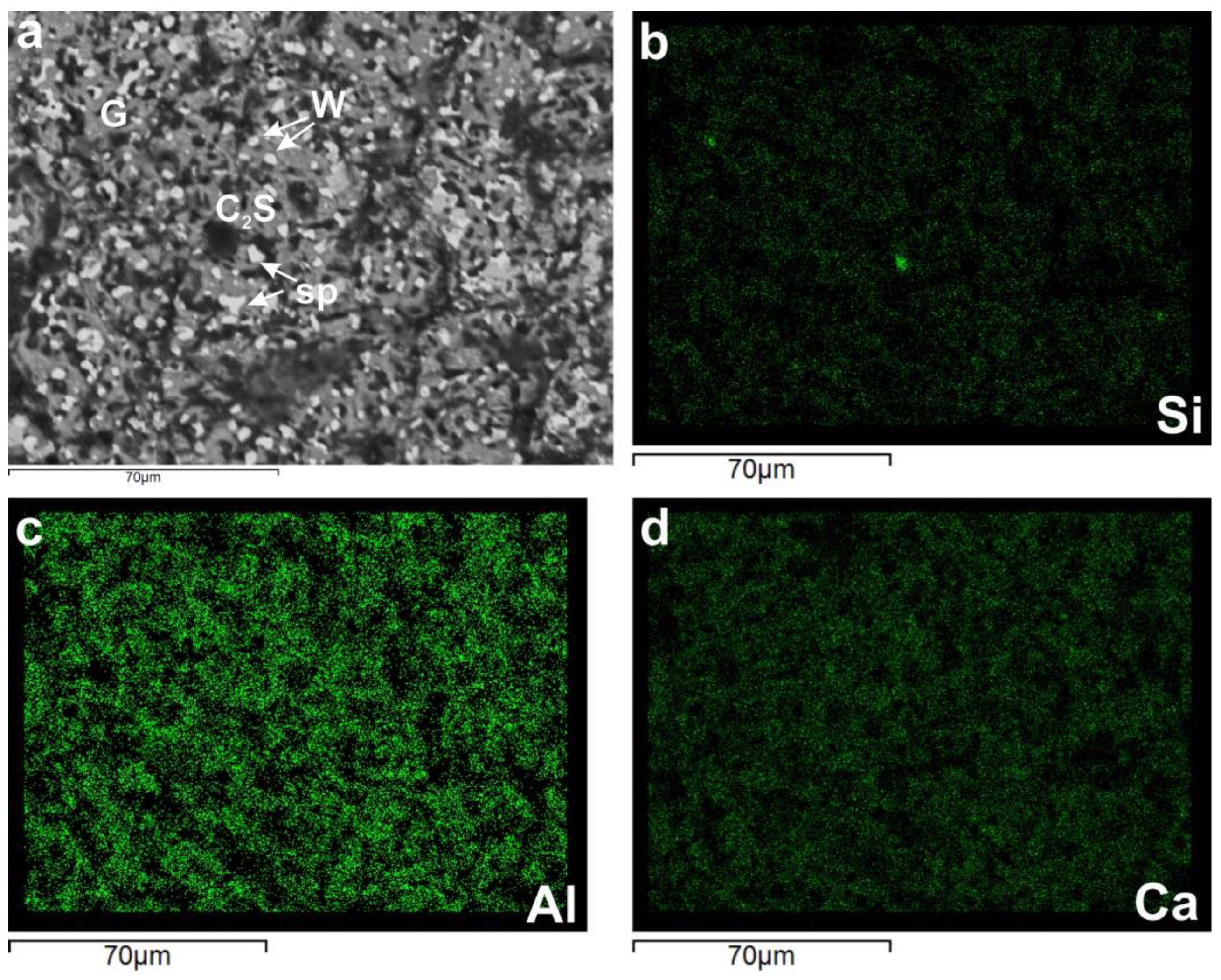
3.1. Raw Materials Characterization
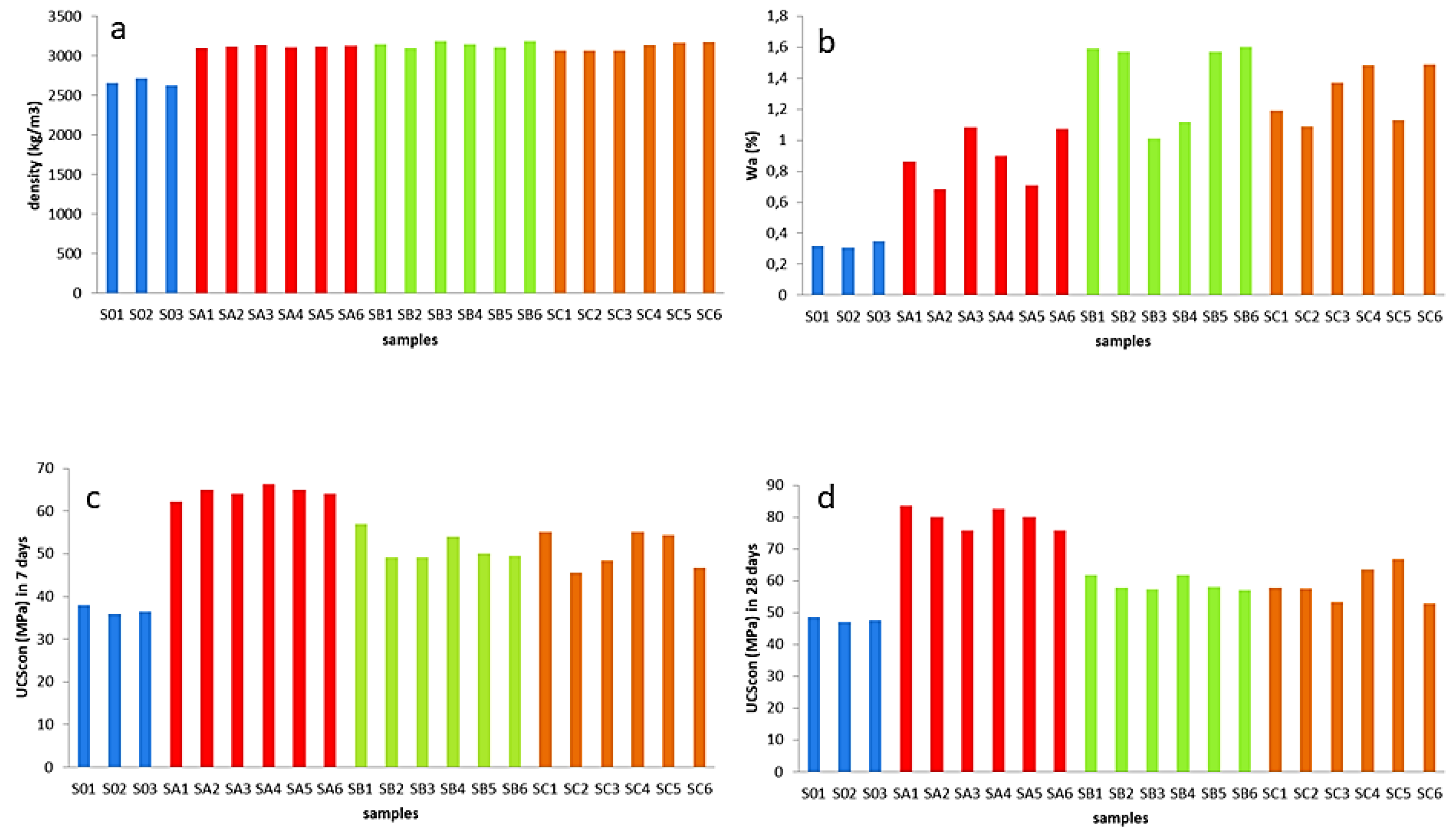
3.2. Results of Concrete Specimens
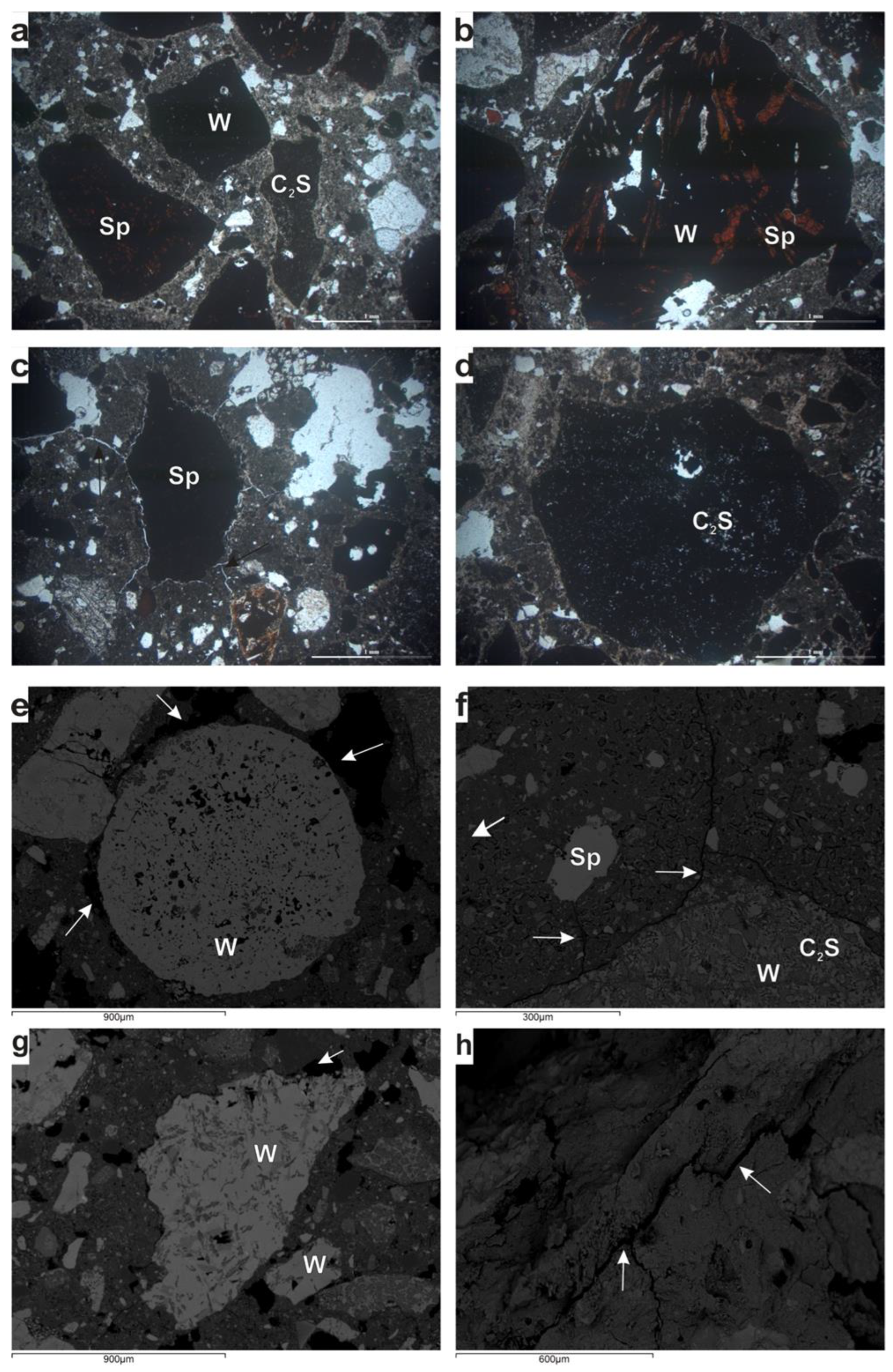
4. Discussion
5. Conclusions
- ➢
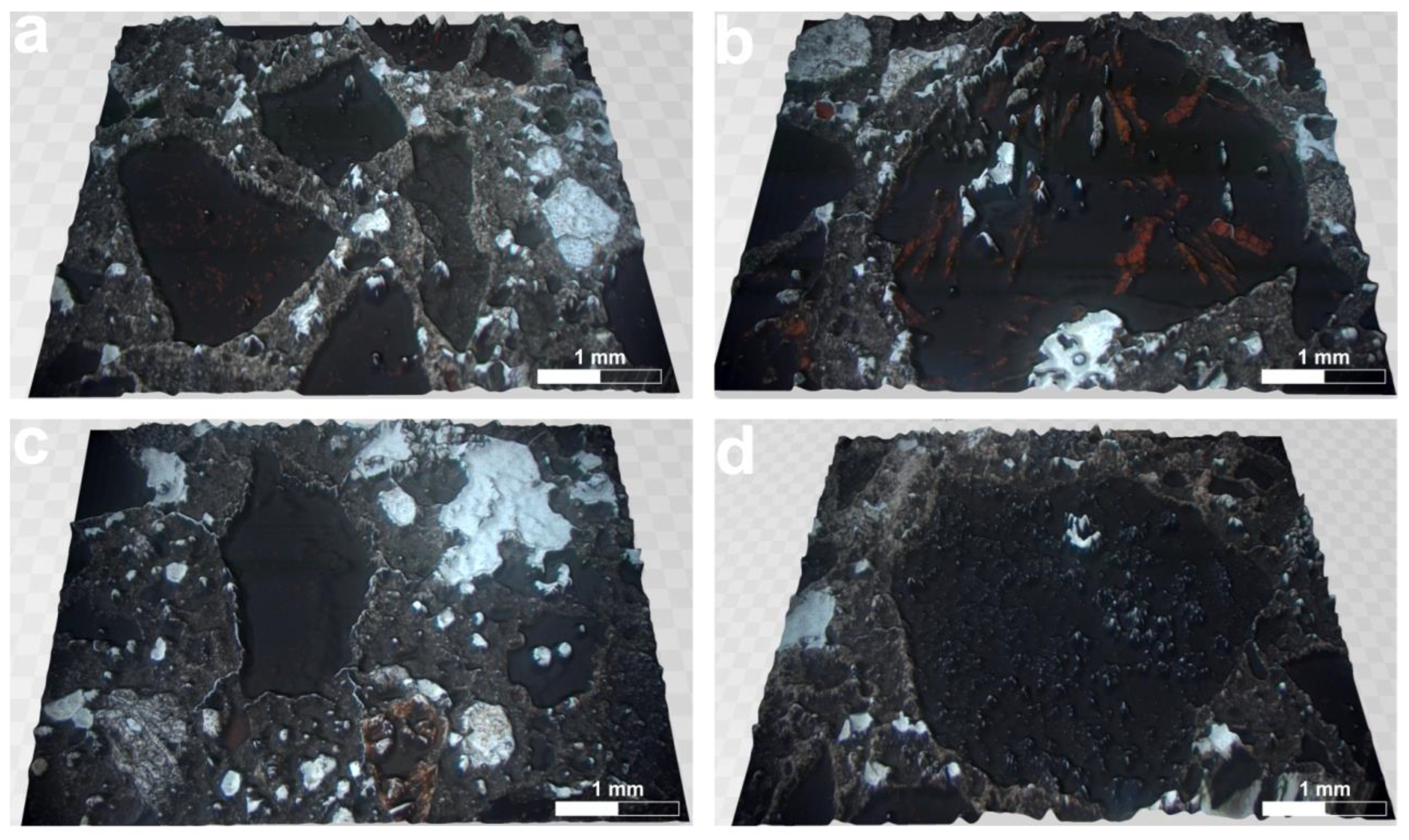
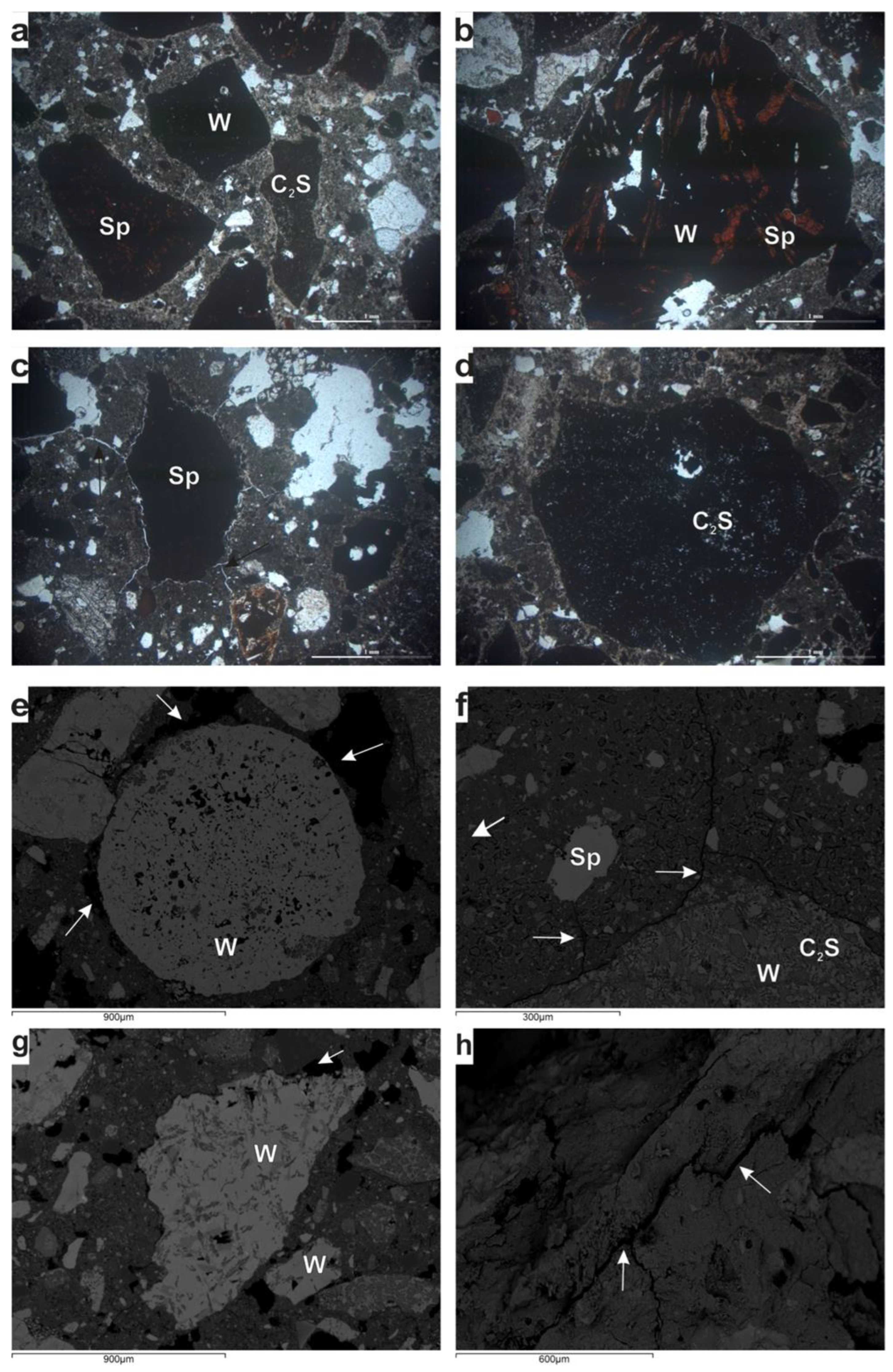
- The determinant factor for the final mechanical behavior of concrete seems to be the mineralogical and microstructural characteristics of slags used as aggregates. In contrast to wüstite and spinel, the presence of C2S phases seems to have a significant positive effect on the concrete strength as no significant detachment zones are found perimetrically during the fracture.
- ➢
- Natural aggregates are less compact as they contain numerous microcracks and hence they penetrate their entire mass compared to slags where they are more compact and they display less intargranular microcracks, making them suitable for concrete aggregates.
- ➢
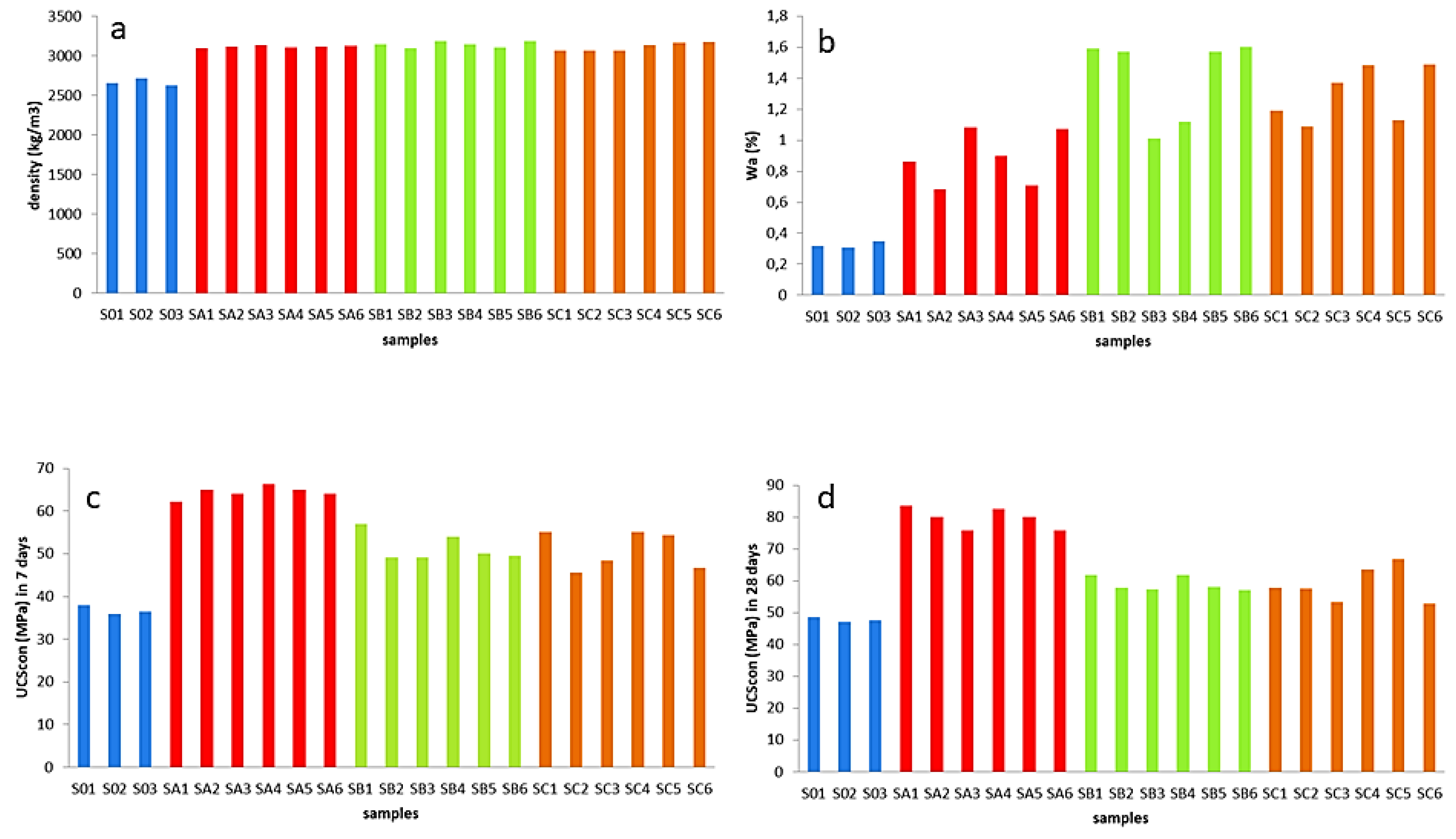
- The participation of slags in concrete mixtures improves their mechanical strength as the replacement of limestone aggregates with slags in concrete seems to significantly increase their compressive strength both in 7 and 28 days in all mixtures.
- ➢
- Mixtures containing higher amount of ELECTRIC ARC FURNACE SLAG slag due to their lower concentration of wϋstite and mervinite present increased mechanical concrete properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- ISO/TC 071; Strategic Business Plan. ISO: Tokyo, Japan, 2016.
- World Population Clock: 7.9 Billion People (2021)—Worldometer. Available online: https://www.worldometers.info/world-population/ (accessed on 7 December 2021).
- Saha, A.K.; Khan, M.N.N.; Sarker, P.K. Value added utilization of by-product electric furnace ferronickel slag as construction materials: A review. Resour. Conserv. Recycl. 2018, 134, 10–24. [Google Scholar] [CrossRef] [Green Version]
- Andrew, R.M. Global CO2 emissions from cement production. Earth Syst. Sci. Data 2018, 10, 195–217. [Google Scholar] [CrossRef] [Green Version]
- Kosmatka, S.K.; Kerkhoff, B.; Panarese, W.C. Design and Control of Concrete Mixtures, 14th ed.; Portland Association: Skokie, IL, USA, 2002; ISBN 0-89312-217-3. [Google Scholar]
- Paris Agreement. Available online: https://ec.europa.eu/clima/eu-action/international-action-climate-change/climate-negotiations/paris-agreement_el (accessed on 14 December 2021).
- Circular Economy Action Plan. Available online: https://ec.europa.eu/environment/strategy/circular-economy-action-plan_en (accessed on 14 December 2021).
- Directive, E.C. Directive 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on waste and repealing certain Directives (Text with EEA relevance). Off. J. Eur. Union 2008, 312, 3–30. [Google Scholar]
- Directive (Eu) 2018/851 of the European Parliament and of the Council of 30 May 2018 amending Directive 2008/98/EC on waste (Text with EEA relevance). Off. J. Eur. Union 2018, 150, 109–140.
- Van Oss, H.G. Slag-Iron and Steel, U.S. Geological Survey, Minerals Yearbook 2017; USGS: Reston, VA, USA, 2017.
- Statistics 2018—Euroslag. Available online: https://www.euroslag.com/products/statistics/statistics-2018/ (accessed on 16 December 2021).
- Bartzas, G.; Komnitsas, K. Life cycle assessment of ferronickel production in Greece. Resour. Conserv. Recycl. 2015, 105, 113–122. [Google Scholar] [CrossRef]
- Criado, M.; Ke, X.; Provis, J.L.; Bernal, S.A. Alternative Inorganic Binders Based on Alkali-Activated Metallurgical Slags; Woodhead Publishing: Sawston, UK, 2017; ISBN 9780081020029. [Google Scholar]
- Saha, A.K.; Sarker, P.K. Sustainable use of ferronickel slag fine aggregate and fly ash in structural concrete: Mechanical properties and leaching study. J. Clean. Prod. 2017, 162, 438–448. [Google Scholar] [CrossRef]
- Dong, Q.; Wang, G.; Chen, X.; Tan, J.; Gu, X. Recycling of steel slag aggregate in Portland cement concrete: An overview. J. Clean. Prod. 2021, 282, 124447. [Google Scholar] [CrossRef]
- Małek, M.; Jackowski, M.; Łasica, W.; Dydek, K.; Boczkowska, A. An Experimental Study of Possible Post-War Ferronickel Slag Waste Disposal in Szklary (Lower Silesian, Poland) as Partial Aggregate Substitute in Concrete: Characterization of Physical, Mechanical, and Thermal Properties. Materials 2021, 14, 2552. [Google Scholar] [CrossRef]
- Palankar, N.; Ravi Shankar, A.U.; Mithun, B.M. Durability studies on eco-friendly concrete mixes incorporating steel slag as coarse aggregates. J. Clean. Prod. 2016, 129, 437–448. [Google Scholar] [CrossRef]
- Manso, J.M.; Polanco, J.A.; Losañez, M.; González, J.J. Durability of concrete made with EAF slag as aggregate. Cem. Concr. Compos. 2006, 28, 528–534. [Google Scholar] [CrossRef]
- Chatzopoulos, A.; Sideris, K.K.; Tassos, C. Production of concretes using slag aggregates: Contribution of increasing the durability and sustainability of constructions. Case Stud. Constr. Mater. 2021, 15, e00711. [Google Scholar] [CrossRef]
- Patra, R.K.; Mukharjee, B.B. Influence of incorporation of granulated blast furnace slag as replacement of fine aggregate on properties of concrete. J. Clean. Prod. 2017, 165, 468–476. [Google Scholar] [CrossRef]
- Anastasiou, E.; Georgiadis Filikas, K.; Stefanidou, M. Utilization of fine recycled aggregates in concrete with fly ash and steel slag. Constr. Build. Mater. 2014, 50, 154–161. [Google Scholar] [CrossRef]
- Kim, H.; Lee, C.H.; Ann, K.Y. Feasibility of ferronickel slag powder for cementitious binder in concrete mix. Constr. Build. Mater. 2019, 207, 693–705. [Google Scholar] [CrossRef]
- Sun, J.; Feng, J.; Chen, Z. Effect of ferronickel slag as fine aggregate on properties of concrete. Constr. Build. Mater. 2019, 206, 201–209. [Google Scholar] [CrossRef]
- Nuruzzaman, M.; Kuri, J.C.; Sarker, P.K. Strength, permeability and microstructure of self-compacting concrete with the dual use of ferronickel slag as fine aggregate and supplementary binder. Constr. Build. Mater. 2022, 318, 125927. [Google Scholar] [CrossRef]
- Yuan, S.; Liu, X.; Gao, P.; Han, Y.X. A semi-industrial experiment of suspension magnetization roasting technology for separation of iron minerals from red mud. J. Hazard. Mater. 2020, 394, 122579. [Google Scholar] [CrossRef]
- Wu, Q.; Chen, Q.; Huang, Z.; Gu, B.; Zhu, H.; Tian, L. Preparation and characterization of porous ceramics from nickel smelter slag and metakaolin. Ceram. Int. 2020, 46, 4581–4586. [Google Scholar] [CrossRef]
- Xi, B.; Li, R.; Zhao, X.; Dang, Q.; Zhang, D.; Tan, W. Constraints and opportunities for the recycling of growing ferronickel slag in China. Resour. Conserv. Recycl. 2018, 139, 15–16. [Google Scholar] [CrossRef]
- Pan, J.; Zheng, G.; Zhu, D.; Zhou, X. Utilization of nickel slag using selective reduction followed by magnetic separation. Trans. Nonferrous Met. Soc. China 2013, 23, 3421–3427. [Google Scholar] [CrossRef]
- Liu, X.; Feng, Y.; Li, H.; Yang, Z.; Cai, Z. Recovery of valuable metals from a low-grade nickel ore using an ammonium sulfate roasting-leaching process. Int. J. Miner. Metall. Mater. 2012, 19, 377–383. [Google Scholar] [CrossRef]
- Yang, H.; Jing, L.; Zhang, B. Recovery of iron from vanadium tailings with coal-based direct reduction followed by magnetic separation. J. Hazard. Mater. 2011, 185, 1405–1411. [Google Scholar] [CrossRef]
- Rashad, A.M.; Sadek, D.M.; Hassan, H.A. An investigation on blast-furnace stag as fine aggregate in alkali-activated slag mortars subjected to elevated temperatures. J. Clean. Prod. 2016, 112, 1086–1096. [Google Scholar] [CrossRef]
- Sato, T.; Watanabe, K.; Ota, A.; Aba, M.; Sakoi, Y. Influence of Excessive Bleeding on Frost Susceptibility of Concrete Incorporating Ferronickel Slag as Aggregates. In Proceedings of the 36th Conference on Our World in Concrete and Structures, Singapore, 25–27 August 2011; Available online: www.cipremier.com/e107_files/downloads/Papers/100/36/100036049.pdf (accessed on 10 May 2015).
- Tomosawa, F.; Nagataki, S.; Kajiwara, T.; Yokoyama, M. Alkali-aggregate Reactivity of Ferronickel-slag Aggregate Concrete. Spec. Publ. 1997, 170, 1591–1602. [Google Scholar]
- Shoya, M.; Aba, M.; Tsukinaga, Y.; Tokuhashi, K. Frost resistance and air void system of self-compacting concrete incorporating slag as a fine aggregate. Spec. Publ. 2003, 212, 1093–1108. [Google Scholar]
- Wang, G.; Thompson, R.; Wang, Y. Hot-mix asphalt that contains nickel slag aggregate: Laboratory evaluation of use in highway construction. Transp. Res. Rec. J. Transp. Res. Board 2011, 2208, 1–8. [Google Scholar] [CrossRef]
- Fidancevska, E.; Vassilev, V.; Milosevski, M.; Parvanov, S.; Milosevski, D.; Aljihmani, L. Composites based on industrial wastes III. Production of composites of Fe-ni slag and waste glass. J. Univ. Chem. Technol. Metal 2007, 42, 285–290. [Google Scholar]
- ASTM C 150; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2017.
- EN 932; Part 3: Procedure and Terminology for Simplified Petrographic Description. European Standard: Warsaw, Poland, 1996.
- ASTM D 7348; Standard Test. Methods for Loss on Ignition (LOI) of Solid Combustion. Residues. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM C1567; Standard Test Method for Determining the Potential Alkali-Silica Reactivity of Combinations of Cementitious Materials and Aggregate (Accelerated Mortar-Bar Method). ASTM International: West Consohohoken, PA, USA, 2013.
- ACI-211.1-91; Standard for Selecting Proportions for Normal, Heavyweight and Mass Concrete. American Concrete Institute: Farmington Hills, MI, USA, 2002.
- ASTM C42/C42M-12; Standard Test. Method for Obtaining and Testing Drilled Cores and Sawed Beams of Concrete. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM C856; Standard Practice for Petrographic Examination of Hardened Concrete. American Society for Testing and Materials: West Conshohocken, PA, USA, 2017.
- BS 812; Methods for Sampling and Testing of Mineral. Aggregates, Sands and Fillers, Part. 1: Methods for Determination of Particle Size and Shape. British Standard Institution: London, UK, 1975.
- ASTM Standard C642; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2006. [CrossRef]
- Petrounias, P.; Giannakopoulou, P.P.; Rogkala, A.; Stamatis, P.M.; Tsikouras, B.; Papoulis, D.; Lampropoulou, P.; Hatzipanagiotou, K. The Influence of Alteration of Aggregates on the Quality of the Concrete: A Case Study from Serpentinites and Andesites from Central Macedonia (North Greece). Geosciences 2018, 8, 115. [Google Scholar] [CrossRef] [Green Version]
- Petrounias, P.; Giannakopoulou, P.P.; Rogkala, A.; Lampropoulou, P.; Tsikouras, B.; Rigopoulos, I.; Hatzipanagiotou, K. Petrographic and Mechanical Characteristics of Concrete Produced by Different Type of Recycled Materials. Geosciences 2019, 9, 264. [Google Scholar] [CrossRef] [Green Version]
- Petrounias, P.; Rogkala, A.; Giannakopoulou, P.P.; Lampropoulou, P.; Xanthopoulou, V.; Koutsovitis, P.; Koukouzas, N.; Lagogiannis, I.; Lykokanellos, G.; Golfinopoulos, A. An Innovative Experimental Petrographic Study of Concrete Produced by Animal Bones and Human Hair Fibers. Sustainability 2021, 13, 8107. [Google Scholar] [CrossRef]
- Muhmood, L.; Vitta, S.; Venkateswaran, D. Cementitious and pozzolanic of electric arc furnace steel slags. Cem. Concr. Res. 2009, 39, 102–109. [Google Scholar] [CrossRef]
- Adolfsson, D.; Robinson, R.; Engström, F.; Björkman, B. Influence of mineralogy on the hydraulic properties of ladle slag. Cem. Concr. Res. 2011, 41, 865–871. [Google Scholar] [CrossRef]
- Arnout, L.; Beersaerts, G.; Liard, M.; Lootens, D.; Pontikes, Y. Valorising Slags from Non-ferrous Metallurgy into Hybrid Cementitious Binders: Mix Design and Performance. Waste Biomass Valor. 2021, 12, 4679–4694. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
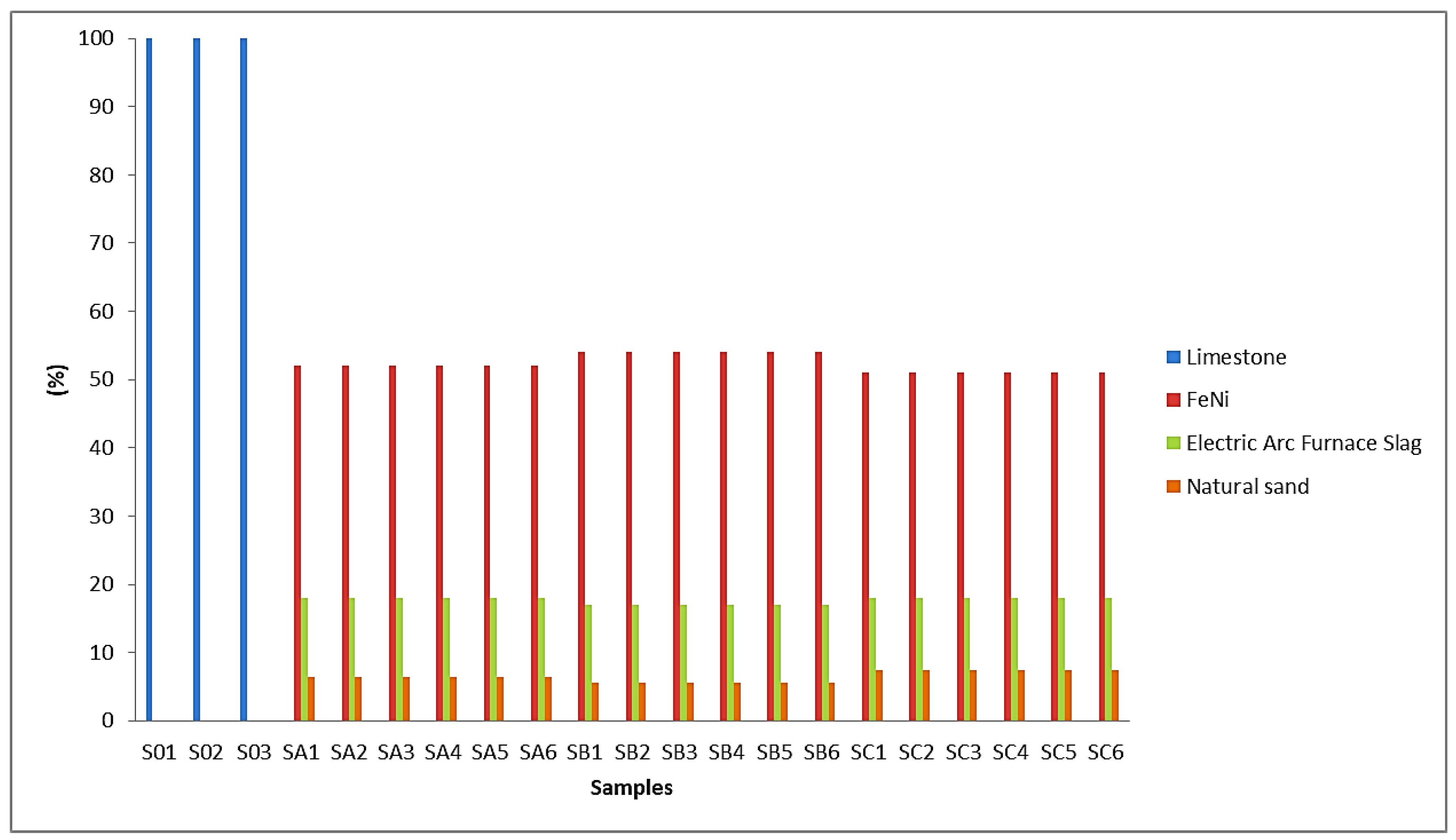
| Samples | Limestone (%) | FeNi (%) | Electric Arc Furnace Slag (%) | Natural Sand (%) |
|---|---|---|---|---|
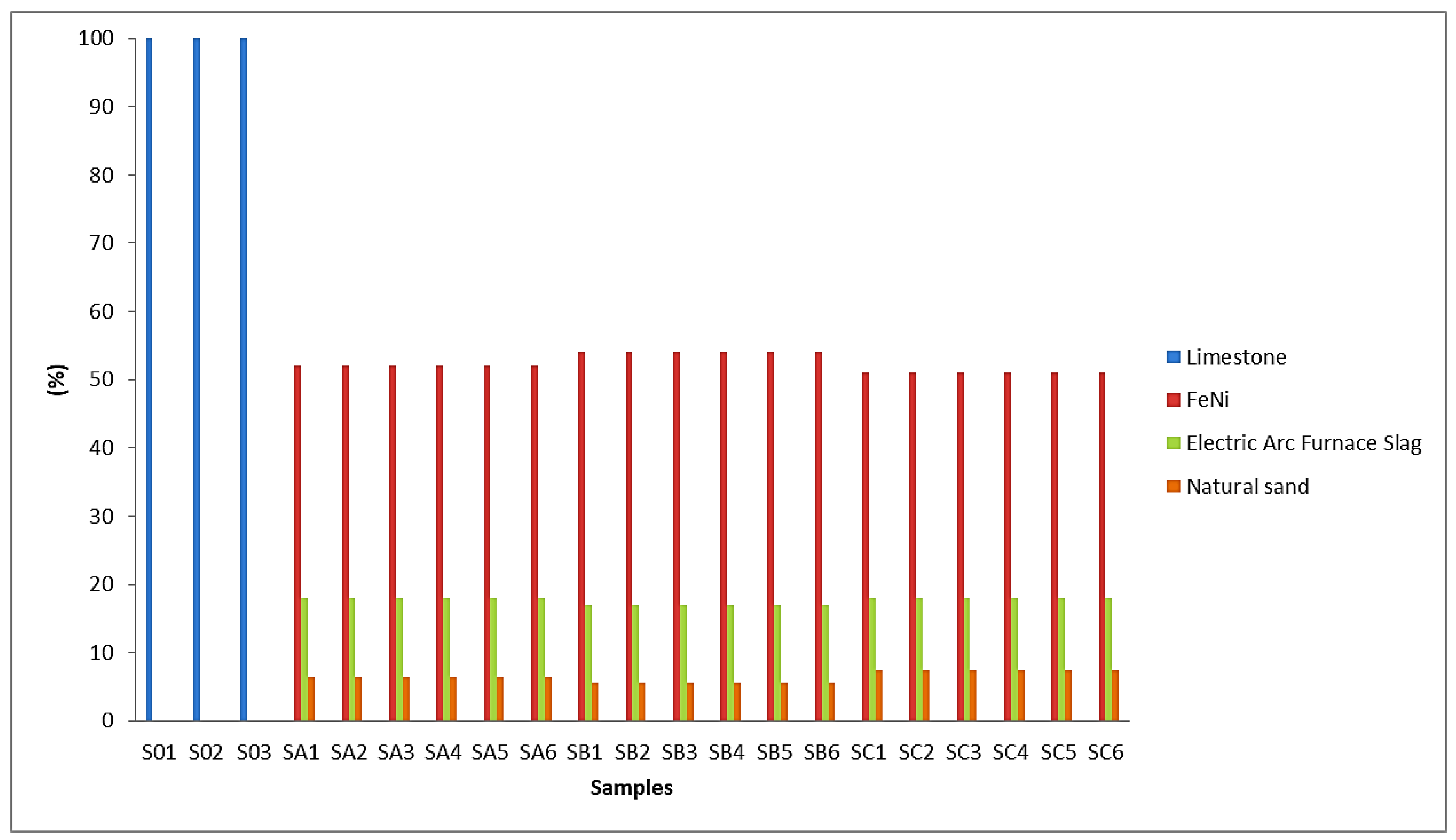
| S01 | 100 | - | - | - |
| S02 | 100 | - | - | - |
| S03 | 100 | - | - | - |
| SA1 | - | 52 | 18 | 6.5 |
| SA2 | - | 52 | 18 | 6.5 |
| SA3 | - | 52 | 18 | 6.5 |
| SA4 | - | 52 | 18 | 6.5 |
| SA5 | - | 52 | 18 | 6.5 |
| SA6 | - | 52 | 18 | 6.5 |
| SB1 | - | 54 | 17 | 5.5 |
| SB2 | - | 54 | 17 | 5.5 |
| SB3 | - | 54 | 17 | 5.5 |
| SB4 | - | 54 | 17 | 5.5 |
| SB5 | - | 54 | 17 | 5.5 |
| SB6 | - | 54 | 17 | 5.5 |
| SC1 | - | 51 | 18 | 7.5 |
| SC2 | - | 51 | 18 | 7.5 |
| SC3 | - | 51 | 18 | 7.5 |
| SC4 | - | 51 | 18 | 7.5 |
| SC5 | - | 51 | 18 | 7.5 |
| SC6 | - | 51 | 18 | 7.5 |
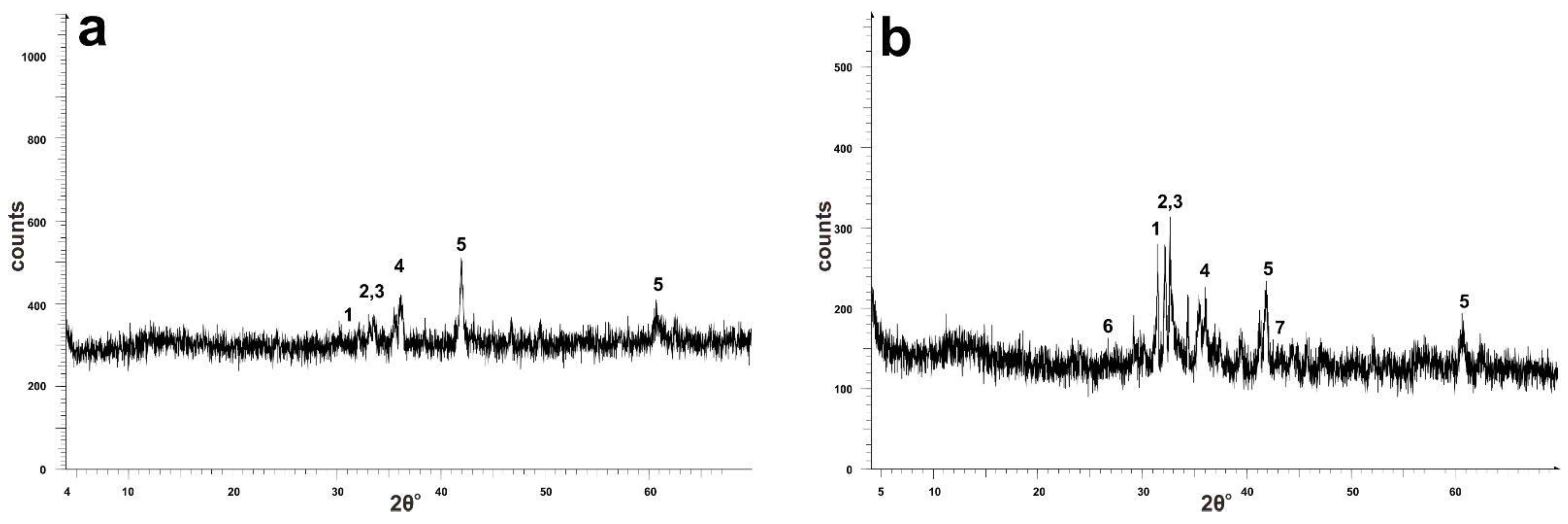
| Name | Chemical Formula | Percentages (%) |
|---|---|---|
| Spinel group | (Mg, Fe, Mn, Ni)(Cr, Al, Fe, V)O4 | 35 |
| Wustite | FeO | 45 |
| Merwinite | C3MS2 | 7 |
| Beta dicalcium silicate | C2S | 11 |
| Gehlenite | C2AS | <3 |
| Name | Chemical Formula | Percentages (%) |
|---|---|---|
| Spinel group | (Mg, Fe, Mn, Ni)(Cr, Al, Fe, V)O4 | 27 |
| Wustite | FeO | 30 |
| Merwinite | C3MS2 | 5 |
| Beta, gamma dicalcium silicate | C2S | 18 |
| Gehlenite | C2AS | 17 |
| Quartz | SiO2 | <2 |
| periclase | MgO | <2 |
| Oxides | FeNi | ELECTRIC ARC FURNACE SLAG |
|---|---|---|
| SiO2 | 3.77 | 11.81 |
| TiO2 | 0.02 | 0.57 |
| Al2O3 | 0.43 | 7.29 |
| Fe2O3t | 37.25 | 10.41 |
| MnO | <DL | 1.74 |
| MgO | 2.30 | 1.74 |
| CaO | 10.21 | 26.85 |
| Na2O | 0.04 | 0.10 |
| K2O | 0.04 | 0.03 |
| P2O5 | 0.33 | 0.39 |
| LOI | 0 | 1.21 |
| ppm Cr | 2561 | 4537 |
| Co | 379 | 31 |
| Ni | 1327 | 20 |
| Cu | 27 | 156 |
| Zn | 12 | 115 |
| Rb | <DL | <DL |
| Sr | 39 | 486 |
| Y | 15 | 34 |
| Zr | <DL | 86 |
| Nb | <DL | <DL |
| Pb | <DL | <DL |
| Ba | 171 | 1203 |
| V | 31 | 207 |
| W | 37 | 28 |
| La | 1 | 12 |
| Ce | 58 | 94 |
| Th | <DL | <DL |
| Sc | <DL | <DL |
| Samples | Specific Gravity (T/m3) of FeNi | Specific Gravity (T/m3) of Electric Arc Furnace Slag |
|---|---|---|
| S01 | 2.70 (limestone) | |
| S02 | 2.70 (limestone) | |
| S03 | 2.70 (limestone) | |
| SA1 | 4.51 | 3.61 |
| SA2 | 4.51 | 3.61 |
| SA3 | 4.61 | 3.59 |
| SA4 | 4.51 | 3.61 |
| SA5 | 4.51 | 3.61 |
| SA6 | 4.61 | 3.59 |
| SB1 | 4.59 | 3.52 |
| SB2 | 4.54 | 3.70 |
| SB3 | 4.56 | 3.60 |
| SB4 | 4.59 | 3.52 |
| SB5 | 4.54 | 3.70 |
| SB6 | 4.56 | 3.60 |
| SC1 | 4.59 | 3.45 |
| SC2 | 4.62 | 3.51 |
| SC3 | 4.70 | 3.56 |
| SC4 | 4.72 | 3.61 |
| SC5 | 4.71 | 3.70 |
| SC6 | 4.69 | 3.70 |
| Samples | Density (kg/m3) | Water Absorption (%) | Uniaxial Compressive Strength of 7 Days (MPa) | Uniaxial Compressive Strength of 28 Days (MPa) |
|---|---|---|---|---|
| S01 | 2650 | 0.32 | 38.00 | 48.50 |
| S02 | 2709 | 0.31 | 36.00 | 47.00 |
| S03 | 2621 | 0.35 | 36.55 | 47.50 |
| SA1 | 3093 | 0.86 | 62.24 | 83.42 |
| SA2 | 3113 | 0.68 | 64.94 | 80.02 |
| SA3 | 3129 | 1.08 | 64.13 | 75.88 |
| SA4 | 3098 | 0.90 | 66.35 | 82.48 |
| SA5 | 3112 | 0.71 | 64.94 | 80.06 |
| SA6 | 3125 | 1.07 | 64.15 | 75.80 |
| SB1 | 3140 | 1.59 | 56.91 | 61.74 |
| SB2 | 3095 | 1.57 | 49.15 | 57.85 |
| SB3 | 3179 | 1.01 | 49.14 | 57.43 |
| SB4 | 3141 | 1.12 | 53.90 | 61.70 |
| SB5 | 3098 | 1.57 | 50.02 | 58.02 |
| SB6 | 3181 | 1.60 | 49.53 | 57.12 |
| SC1 | 3065 | 1.19 | 55.17 | 57.84 |
| SC2 | 3064 | 1.09 | 45.53 | 57.50 |
| SC3 | 3060 | 1.37 | 48.35 | 53.26 |
| SC4 | 3129 | 1.48 | 55.18 | 63.59 |
| SC5 | 3166 | 1.13 | 54.37 | 66.85 |
| SC6 | 3169 | 1.49 | 46.80 | 52.84 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petrounias, P.; Rogkala, A.; Giannakopoulou, P.P.; Christogerou, A.; Lampropoulou, P.; Liogris, S.; Koutsovitis, P.; Koukouzas, N. Utilization of Industrial Ferronickel Slags as Recycled Concrete Aggregates. Appl. Sci. 2022, 12, 2231. https://doi.org/10.3390/app12042231
Petrounias P, Rogkala A, Giannakopoulou PP, Christogerou A, Lampropoulou P, Liogris S, Koutsovitis P, Koukouzas N. Utilization of Industrial Ferronickel Slags as Recycled Concrete Aggregates. Applied Sciences. 2022; 12(4):2231. https://doi.org/10.3390/app12042231
Chicago/Turabian StylePetrounias, Petros, Aikaterini Rogkala, Panagiota P. Giannakopoulou, Angeliki Christogerou, Paraskevi Lampropoulou, Spyridon Liogris, Petros Koutsovitis, and Nikolaos Koukouzas. 2022. "Utilization of Industrial Ferronickel Slags as Recycled Concrete Aggregates" Applied Sciences 12, no. 4: 2231. https://doi.org/10.3390/app12042231
APA StylePetrounias, P., Rogkala, A., Giannakopoulou, P. P., Christogerou, A., Lampropoulou, P., Liogris, S., Koutsovitis, P., & Koukouzas, N. (2022). Utilization of Industrial Ferronickel Slags as Recycled Concrete Aggregates. Applied Sciences, 12(4), 2231. https://doi.org/10.3390/app12042231