1. Introduction
Industry 4.0 (I4.0) revolutionizes the industry by adopting new paradigms like the Internet of Things (IoT), Cyber-Physical Systems (CPS), cloud computing, and machine learning [
1]. Through the CPS concept and an IoT framework, manufacturing processes can be monitored and controlled remotely, even autonomously, at the device-level. Furthermore, the cloud computing and machine learning techniques enable storing, analysing, predicting, and classifying massive data for further optimization of the process in real-time. Predictive maintenance, being one of these optimization processes, is our focus in this study. In modern production lines, small defects can easily cause a chain reaction and paralyze the production line for weeks [
2]. Preventive maintenance has been a commonly used approach to avoid such breakdowns, which is performed periodically on the devices to replace or run a regular maintenance check based on mean-time-to-failure (MTTF) or mean-time-between-failures (MTBF) of the devices [
3]. However, considering the cases when a device wears out faster or slower than usual and when there is an external disturbance affecting a process, this approach falls short in adapting. For that, predictive maintenance (PM) algorithms have been proposed to predict possible system failures in the future from the sensor readings and the historical data patterns [
2].
Since PM is a relatively new application field, how to incorporate predicted machinery states (prognostics) into online decision processes is a rather less discovered area of research. In general, maintenance planning consists of scheduling maintenance intervention based on the state of machinery and carrying out operational decisions to retain or restore a system to an acceptable operating condition [
4]. Our research into the online analysis of PM has shown that little to no focus has been given to the latter, that is, the scheduling of operational decisions to adapt better to the changing states of machinery—we refer to this as
adaptive process scheduling. Many approaches into prognostics only schedule maintenance through simple control measures like condition-based maintenance (CBM) [
5], which may also be categorized as preventive solutions [
6]. With the advances in PM, recent studies offer prognostic health management (PHM) applications that run online prognostics to predict the remaining useful life (RUL) of a machine to better schedule maintenance intervention based on fault predictions [
6,
7,
8]. Even though these approaches protect the machines and greatly reduce breakdowns, we believe that they need to be complemented with operational decisions to adapt to the predicted conditions for a more efficient process, until a maintenance intervention is issued.
The advantages of taking PM-based operational decisions can be, for example, delaying a scheduled maintenance intervention by retaining an acceptable operating condition, autonomously recovering when some transient abnormal behavior disappears by itself (e.g., if it is due to a short-lived external disturbance), and finding a new operating condition that may avoid the abnormal behavior and possibly cancel the scheduled intervention. In general, many maintenance interventions and long downtimes could be reduced by such an adaptive process scheduling that optimizes an operation mode. Nevertheless, the conventional process scheduling mechanisms provide dynamic solutions toward maintaining the desired performance, which then usually disregard a machine’s health and maintenance actions. We state that a holistic approach to process scheduling should be developed so that an industrial process jointly optimizes for a more efficient and safe mode of operation until a maintenance intervention is issued.
Our premise in this study is to develop and deploy an adaptive process scheduling that integrates PM analysis as a safety component in scheduling for an operation mode. First of all, we develop a digital twin of an industrial process, in our case a conveyor belt system run by a servo motor (
https://github.com/cangorur/servo_motor_simulation, accessed on 30 April 2021), providing massive data to generate a “fingerprint” (i.e., a large collection of nominal operational behavior data) for the system that is used both to train for a more accurate PM and to calculate the expected system behavior for a requested operation during runtime. For our implementation of a PM approach, we conduct a comparative analysis to select the best fitting algorithm to our setup since the performance of an anomaly detection algorithm depends on the pattern of the generated data. We implement commonly-used anomaly detection approaches and compare their performances in terms of training time, classification time, and classification accuracy to finally select and integrate one-class support vector machine (OCSVM) approach as the basis of our real-time PM.
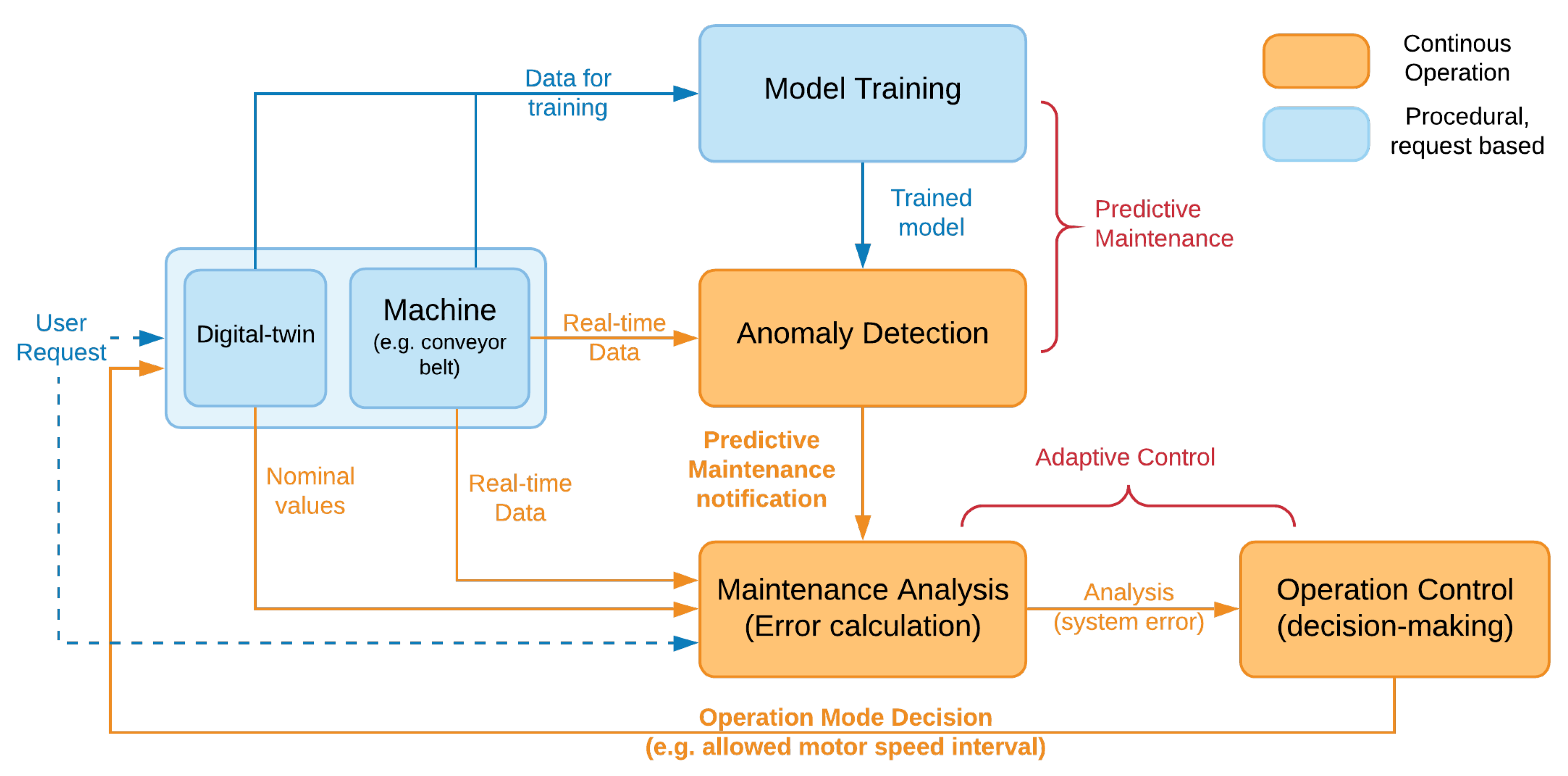
Our main contribution is a novel PM-based adaptive process scheduling pipeline that incorporates obtained PM analysis as feedback to select a new operation mode for an industrial process that prevents machine breakdowns while keeping the operation running with minimum performance degradation. We believe that this pipeline can complement various industrial processes as high-level decision-making to regulate the process toward a safe operation with maximum efficiency. Our mechanism is a closed-loop system that continuously runs PM analysis and each time an abnormal behavior is predicted, a PID error is calculated to analyze the deviation of current system behavior from its nominal behavior, that is, the expected system behavior at a requested operation. An example would be that the expected power drainage at a requested conveyor speed can be calculated by the digital twin during runtime and our system monitors how much the current drainage deviates from it. A process scheduler then schedules an operation that compensates for this deviation in behavior: the new plan reduces the performance (e.g., the running speed of the conveyor) as close to the original request as possible provided that the power readings are within the allowed safe region of a newly scheduled operation. In this way, the risk of causing further damages to the system is reduced while maximum possible performance is still maintained. As for the scheduling, we are agnostic to the algorithm used. We select a state-of-the-art genetic algorithm (GA) as it is one of the most commonly used meta-heuristic adaptive control techniques [
9]. Each chromosome in the GA model describes a different operation mode, in our case a range of nominal speed and power values for the conveyor to safely operate, which are obtained from the fingerprint. The scheduler, i.e., the GA, decides on one of these operation modes according to the optimization criteria, that is, system safety and performance. The pipeline also allows a user to adjust the optimization goals by selecting either a performer mode (more weight on maximum speed) or a protective mode (more weight on minimum power), both of which still optimize to protect the machine’s health.
To demonstrate the applicability of our pipeline, we implement it on a small-scale conveyor belt as part of a project called CHARIOT (
https://chariot.gt-arc.com/, accessed on 30 April 2021) [
10], which aims at the holistic inter-networking of a heterogeneous set of devices and human actors through unified IoT middleware and data models. As a core part of the middleware, a knowledge management system provides services for data storage and access as well as cloud-based machine learning and data analysis services. Our study is an important use-case of CHARIOT, utilizing the framework to obtain data from the connected devices (e.g., servo motors, current sensors, load sensors) and to run PM analysis and our adaptive process scheduler. This enables real-time data analysis and responses, making it possible to demonstrate the applicability of our solution and evaluate it at runtime. We open the access to our knowledge management system that also implements the experimented PM approaches (
https://github.com/GT-ARC/chariot-ml-engine, accessed on 30 April 2021). To demonstrate the effectiveness of incorporating PM analysis into automated process control, we compare our system with a reactive, rule-based approach (preventive maintenance) as a baseline and show that such PM-based scheduling provides an efficient operation and can still protect the system. Additionally, we conclude that a PM approach alone does not provide sufficient efficiency if it is not integrated into an automated planning process, which paves the road to industrial automation with maintenance-in-the-loop.
In the rest of this article, after an overview of the related literature (in
Section 2), we outline our PM-based adaptive scheduling pipeline (in
Section 3.1) and describe the digital twin model (in
Section 3.2), followed by the details of our predictive maintenance implementation (in
Section 3.3) and the adaptive process control mechanism that describes how PM results are integrated into a process scheduling algorithm (in
Section 3.4). In
Section 4, we first present our CHARIOT framework used in evaluations (in
Section 4.1) and then the experiment setup (in
Section 4.2 and
Section 4.3). For the results, we start with a comparative analysis for predictive maintenance implementation (in
Section 4.4), analyze the performance of our adaptive control system (in
Section 4.5), and finally present its comparison with a rule-based approach (in
Section 4.6).
Section 5 concludes the article with a summary and future work.
2. Related Work
In recent years, thanks to the advances in machine learning and computational technologies, anomaly detection algorithms have been widely applied in fraud detection, intrusion detection and fault detection in many different domains, including predictive maintenance in industrial processes [
11,
12,
13,
14]. Predictive maintenance methods can be classified into three main categories: model-based approaches, case-(rule-)based approaches and data-driven approaches [
15]. Over the years, data-driven predictive maintenance approaches have progressed and become crucial towards Industry 4.0 [
16]. Recently, it has been shown that machine learning techniques increase the feasibility and availability of predictive maintenance, allowing its broad application including the fields that are previously considered hard to conduct maintenance [
14,
17,
18].
Various machine learning approaches for clustering, classification and regression are widely applied for PM and proven to be effective [
14,
18,
19,
20]. This includes different PM applications, such as the calculation of the Remaining Useful Life (RUL) [
7,
21] or condition monitoring to prevent premature failures [
3]. In this work, in order to exploit real-time information from massive data obtained from our conveyor belt and its peripheral devices, we apply an online condition monitoring that falls into the domain of anomaly detection. It refers to the problem of finding data points that do not follow the expected behavior. Such data points are usually named as anomalies, exceptions, outliers or novelties in different applications [
22]. When a training dataset only involves “normal conditions,” the trained model should be capable of detecting whether a new observation belongs to the model. In that case, it is called a novel pattern that is then incorporated into the normal model after its detection. Any other previously unseen observation that is not categorized as novelty is then considered as an anomaly [
23]. In our setup, since we have access mostly to the normal behavior data, we need a novelty detection algorithm that is also considered as a semi-supervised learning anomaly detection as it is a one-class classification problem [
22]. Our goal is to classify new data as a novelty (part of normal behavior data) or as an anomaly (abnormal behavior data) if the test data does not relate to the training set [
24].
There are various novelty detection techniques, which can be mainly categorized as distance-based, reconstruction-based, domain-based, and probabilistic methods. A widely used distance-based approach is
k-nearest neighbor (
k-NN) and is based on the assumption that normal data points all have close neighbors. Then, if a data point is far away from its neighbors, it is regarded as an anomaly [
25]. An example of a domain-based novelty detection is one-class support vector machine (OCSVM). It is an unsupervised learning method that clusters only one class, which makes it suitable for a PM application detecting rare events with very small amount of abnormal behavior samples [
26]. A decision boundary is calculated to indicate the area where most of data points are located. The area outside of this boundary is regarded as a novelty region. Kernel principle component analysis (PCA), on the other hand, is a reconstruction-based approach. It calculates a reconstruction error between the original and the reconstructed dataset, compares with a predefined threshold and decides the novelty of a new observation. Even though there are many other available approaches, they mostly suffer from problems such as excessive computational power requirements during the training stage if the dataset is large or not being sensitive to nonlinear data. Since a PM application is specific to data formats and patterns of different devices, we develop and compare most commonly applied methodologies that are suitable for our conveyor belt setup. For the purpose, we compare a
k-NN, an OCSVM and a kernel PCA; and select the best performer to be adopted in our system.
Application of PM is a necessary step, but the utilization of its analysis in an industrial operation to autonomously adapt to an estimated abnormal condition is a rather undiscovered area of research. PM analysis (prognostics) are usually used by prognostic health management applications to calculate RUL of machines and schedule more efficient maintenance interventions [
8]. Regarding the process scheduling of a machinery system, the focus has been mostly towards estimating and improving the efficiency of a machine operation. The “adaptive scheduling” concept is proposed to solve the parametric uncertainty problems, such as when there is an extra noise or an operation environment is dynamic [
9]. In other words, the goal is to estimate or learn machine parameters online that lead to control signals for a desired performance [
27]. There are only a handful of studies implementing data-driven adaptive control using machine learning. In [
28], a neural network is constructed to acquire the motor controller gains for a parallel robot manipulator. In [
29], the PID controller parameters are constantly modified by an Artificial Neural Network to obtain an optimal performance. Machine learning-based control has been proven to be effective; however, it requires training a model beforehand. This limits its adaptation when the environment is drastically changing. Another approach to data-driven adaptive control is through meta-heuristic methods. In [
30,
31], the authors compare various meta-heuristic methods to tune PID parameters offline. As an example to online methods, Lin et al. [
32] propose a genetic algorithm for PID tuning on a linear induction motor to achieve a minimal position control error. Despite their good performance and wide use, one drawback of meta-heuristic methods [
9] is their long convergence time. This may introduce delays in updating a system control signal in real-time.
In general, existing process scheduling approaches are towards satisfying an efficient operation, yet they mostly discard the safety factor. Whereas, there are preventive approaches like condition-based maintenance that prevent machines from harm but they are not efficient due to long downtimes. Our goal, for the first time to our knowledge, is to integrate these approaches using PM analysis as a safety component coupled to an adaptive industrial process scheduling mechanism to optimize for operating condition. Then, the system adapts towards a more efficient and a safer operation mode using PM analysis to protect a machine with less or no downtimes. In particular, we believe that a PM implementation without its analysis integrated into a closed-loop system would not show its full potential, whereas a sole performance-driven adaptive control would discard the machine health. A holistic adaptive control and maintenance ecosystem taking PM analysis as feedback to optimize an operation is necessary for the future of PM applications in autonomous systems.
4. Experiments and Evaluation
4.1. IoT Knowledge Management: CHARIOT
Our PM-based adaptive control mechanism running a conveyor system have been developed and integrated as part of the CHARIOT project. The CHARIOT framework allows real-time data-driven control through its four-layer structured, namely,
physical layer,
middleware layer,
agent layer, and
knowledge layer, as shown in
Figure 7. The physical layer is part of the CHARIOT runtime environment integrating many different runtime environments, such as, Robotic Operating System (ROS) (
https://www.ros.org/, accessed on 30 April 2021) and KURA (
http://www.eclipse.org/kura/, accessed on 30 April 2021). CHARIOT runtime environment is able to integrate simple and resourceful devices, where the former runs on, for example, a raspberry PI and the latter already has its own computational resources. The physical layer directly runs on the device nodes and it installs libraries and interfaces for the devices. The device drivers of our conveyor system scenario run on ROS. The middleware layer serves as a bridge between the physical layer and the CHARIOT framework, where the device agents interface the ROS agents in the physical layer using a websocket protocol (i.e., a fast enough protocol for real-time control).
The device agents physically run on the distributed devices; however, they are a part of the CHARIOT middleware, that is, the agent framework. They act as an abstraction of the real devices and as an interface to the agent layer. The low-level planning and motor control still run on the physical layer (i.e., on ROS drivers) whereas the application agents on the agent layer make high-level decisions and send command signals for the devices, for example, a speed request, through their device agents. Additionally, as a part of the runtime environment, each device runs a data gateway. To provide a real-time access to device data and satisfy a continuous data analysis, we use publish/subscribe type communication from the device to the CHARIOT database through the data gateway components. The knowledge layer provides machine learning functions as services for generic use. An application agent requests for a certain machine learning training and/or prediction on a certain data. For example, the PM Application Agent requests for an anomaly detection on the conveyor motor data, receives the result from the cloud and notifies the Adaptive Control Application Agent. The services are made available through Chariot Cloud API, and once a machine learning request is created, the results (we call knowledge) are available to any other agents running on the CHARIOT framework. Thanks to this framework, we are able to run our distributed conveyor system with heterogeneous devices and PM-based adaptive control mechanism in real-time.
4.2. Experiment Setup
We develop our solutions on an automated conveyor belt system running in a smart factory testbed, which features a small-scale production line with a 3D printer, a conveyor belt, a robot arm and containers for the products, as shown in
Figure 8. The products printed are conveyed through one conveyor belt, where a robot arm sorts and places them onto the container area (colored pads). In regular operation, an IR sensor detects the objects, the conveyor belt stops, the robot picks the object and scans it through the color sensor and finally places the object onto a container according to the colors defined by a task. The predictive maintenance application constantly checks for any abnormal behavior on the conveyor, for example, due to excessive load, a glitch or any disturbance on the motor, from the motor readings and notifies the adaptive control application for a new operation mode.
4.3. Abnormal Behavior Data Generation
Abnormal behavior occurs mostly due to an unexpected load on the motor running the conveyor system. The behavior of this unexpected load could be periodic (e.g., a gear in the motor is causing extra friction when it is on a certain angular position), constant (e.g., something rubbing the belt) or random. On the real setup, it is hard to create such unexpected torque requests on the motor; however, we use a friction pad placed under the belt to emulate an abnormal behavior. Whereas on the digital twin, such torque behaviors are simulated through five different functions including step, ramp, linear, logarithm, exponential and sinusoidal. In our experiments, we mainly use a sinusoidal disturbance (in Equation (
6)) as it emulates a periodic behavior and it allows to test the system’s adaptation capability, flexibility and smoothness of its responses when a disturbance is introduced and removed.
where
a and
b are two parameters defining the magnitude (i.e., the wavelength) and
is the sinusoidal torque disturbance that is added to the system load torque at time
t.
4.4. Predictive Maintenance: Comparative Analysis for Anomaly Detection
In this section, we compare the performance of three anomaly detection candidates. Since we are using the same artificial outliers and pseudo target datasets for all of the algorithms, we can directly compare their performance through the calculated error rates and the training/prediction times. We use the most optimal parameter sets decided for each algorithm in
Section 3.3. The results are shown in
Table 2.
Although the kernel PCA achieves a relatively low error rate, it consumes considerable amount of time even when trained with only 1/8 of the full dataset as opposed to the full size used in training the other two algorithms. Therefore, it is not suitable for real-time applications. As for
k-NN, despite its reasonable error rate, it suffers from over-fitting under the current parameter combination. As it can also be seen from
Figure 4 that OCSVM provides a more reliable decision boundary for our application. It not only has the lowest error rate, but also spans the shortest training and prediction time.
4.5. Adaptive Scheduling: Performance Analysis
This section details our evaluations and analysis to optimize the scheduling process, specifically, how the chromosome design and the weights of power and speed in the fitness function of our GA algorithm influence the performance of the scheduling process. First of all, in this experiment, we use the digital twin (the simulated model) in order to remove the effect of random and unknown factors that could be introduced on the real conveyor system, such as, unbalanced frictions or inaccurate sensor readings. The simulation also allows us to simulate a wide range of abnormal conditions, which is hard and dangerous to realize on the real system. A speed range of 6 to 32 r/min is used during this experiment as this is the recommended speed range of the real conveyor system according to its motor specifications.
To effectively evaluate the performance of the algorithm under different conditions, we propose a customized efficiency calculation having both power (energy) and speed (distance) as the evaluation metrics with the selected weights of importance (i.e.,
and
). The evaluation metrics are selected to reflect our optimization goals of safety (minimum power) and performance (maximum speed). It is defined as follows:
where
and
are the same weights of the fitness function in Equation (
2), that is, the weights of speed and power components.
is the absolute deviance between the energy consumption under a constant requested speed (i.e., the nominal energy consumed,
) and the real energy consumption during an operation.
is the actual amount of travelling distance of the conveyor belt during an operation.
is calculated using the total expected traveling distance under a requested speed,
. Since the real-time power consumption is changing all the time,
can be calculated by the integral of absolute power difference over time:
where
is the real power value measured during an operation and
is the nominal power value expected under the given conditions.
can be calculated by the integral of real-time speed over time:
where
is the measured speed values.
and
can be calculated as:
In our case, a good adaptive control algorithm should provide a reliable response to a load torque increase and decrease. In other words, when a disturbance is introduced and/or withdrawn, the goal is to keep the speed as close as possible to the originally requested one while keeping the motor in a safe operation (lesser power consumption when there is an abnormal behavior predicted). The control mechanism should also satisfy a smooth behavior during the operation by not allowing sudden increase or decrease on the speed when the load drastically changes.
4.5.1. The Effect of Fitness Function Weights on the Performance
In this part, we evaluate the effect of normalized fitness function weights,
(for speed) and
(for power), on the performance of the system. How to optimally respond to a predicted maintenance need (i.e., an abnormal condition) depends on the user preferences, which is depicted as a balance between the operational speed and the power drained. However, since the chromosomes are formed from the fingerprint (nominal operation) of the system, each selection ensures a safe operation. Based on the fitness function in Equation (
2), to get a fitness as large as possible, the algorithm tends to select an individual with a closer speed value to the requested one as well as a lower allowed power interval to save the motor from the abnormal conditions (details are in
Section 3.4.1). Therefore, different combinations of
and
can largely affect the performance of the system. The comparison results of different
and
are shown in
Figure 9. The black sinusoidal signal with a period of
s indicates the torque disturbance introduced on the system. Our intention is to simulate a periodic friction that can happen on the angular motion of the motor, for example, a glitch on a part of the gear. The cyan color shows the requested speed, power or efficiency in different graphs. The other colored curves are the actual behavior of our PM-based adaptive control mechanism running with different parameter values.
The speed behaviours in
Figure 9a show that most of the speed curves inversely follow the disturbance torque curve, which indicates that the algorithm controls the motor speed to compensate the changes on the torque. A smaller
means more importance is given to reduce the power consumption; hence, the speed values are selected to be lower when the applied load torque increases. In addition, smaller
also means the algorithm gives less importance to match the requested speed when there is a disturbance applied and when it is withdrawn. This can be verified for the case of
and
, where the system is not able to restore the requested behavior when the disturbance drops (see in
Figure 9a). For the maximum
, the system always satisfies the initially requested speed; however, this time it leads to an excessive power consumption as shown in
Figure 9b.
As for the power consumption, results in
Figure 9b indicate that our algorithm responds towards neutralizing the power increase caused by the abnormal torque. Bigger values of
favors for a safe operation as the power is kept very low during the abnormal conditions. However, we also want to maintain the operation so we are not pursuing a minimum power (i.e., a minimum speed) but a proximity to the requested operation. On the other hand, smaller values of
causes the power to dangerously increase and fluctuate a lot to keep the speed as requested. As the balance between preserving speed or power is very sensitive, we use the efficiency algorithm in Equation (
7). The calculated efficiency values are shown in
Figure 9c. From the graphs, we deduce that the pairs of
and
have the highest efficiencies. The selection of the final values is subject to the user preferences. In our case, a safer option would be to pick the pair of
as it kept the power consumption below the expected one during the abnormal condition, whereas the pair of
may lead to a better preservation of the operational speed. With that, we ensure that the fitness function is well formulated and provides the user with the option of optimizing for the operational needs.
4.5.2. The Effect of Different Operational Limits on the Performance
This experiment is intended to evaluate the performance of different chromosome designs, that is, different operational limits that are defined as the allowed speed interval to operate between
and
values. We create populations with the speed intervals of sizes
and 8 r/min, that is, each operation mode (chromosome) selected only allows for a speed change defined by the interval value and it is the same for all chromosomes. For the experiments, initially requested speed is 25 r/min and the same sinusoidal disturbance in the parameter tests is applied on the system. For this experiment, we pick the parameters of
and
as discussed in
Section 4.5.1. The experiment results (speed, power, and efficiency) of different sizes of intervals are shown in
Figure 10.
In
Figure 10a we show that systems with bigger interval sizes (allowed speed intervals) react slower than the ones with smaller sizes. This is mainly due to their larger allowed speed and power changes, causing longer reaction times to changing environmental conditions. Since the threshold to trigger for a new scheduling is also set proportional to the allowed interval, a larger interval makes the system more resistive to mode changes (see in
Figure 5). Another finding is that the decreased rate of speed is almost the same for different cases. This is because when the speed is decreasing, the calculated PID error is usually much larger than the threshold causing faster genetic algorithm calls. Finally, the cases with smaller intervals exhibit better system recoveries, that is, when the torque is completely withdrawn they show better approximation to the original speed request. As a comparison, when
the speed is not able to increase after the disturbance becomes zero. This is also reflected in power consumption (in
Figure 10b) and in the efficiency analysis (in
Figure 10c).
The average efficiencies calculated by Equation (
7) are shown in
Table 3. From the table, we conclude that the smaller the interval size, the higher the efficiency. This is expected, as a small interval size indicates a more fine-grained control. The system schedules for another chromosome faster and more frequently since suggested interval sizes are smaller and so exceeded faster. For a better comparison, we run ANOVA (anaylsis of variance) on each two neighboring intervals. The results suggest that, starting from the interval of
, there are significant differences between the efficiencies (
). However, the significance disappears between 0.25 and 0.5 intervals (
).
The similarity on the efficiency of interval groups and can be explained by the computational bottleneck. Normally, with the interval of and smaller we should see a more fine-grained control as discussed. However, in practice, since the scheduling by the genetic algorithm takes time, that is, in this case it is particularly not fast enough to respond to such frequent calls, the advantage of smaller interval size disappears due to the slower response times. This also causes fluctuations on the curves. Since the torque is very dynamic, it constantly changes causing the system to regularly trigger for a new mode selection. In an allowed interval, the system increases the speed and the power consumption; however, a continuous change in the torque triggers the adaptive control switching to a different operation mode (different limitations on the speed). These fluctuations should be theoretically compensated by smaller interval sizes but the computation time of the genetic algorithm is a limiting factor. In our case, the selection of interval would be the best option (also computationally lightweight); however, a better computational resource would allow for smaller interval sizes and so less fluctuations.
4.6. PM-Based Adaptive Scheduling vs. A Rule-Based Preventive System
In conventional systems, rule-based and preventive approaches are used to detect and recover from abnormal behaviors. In general, our system adds more fine-grained control over such conventional approaches thanks to the predicted operational deviations calculated in real-time. Hence, to demonstrate the effectiveness of incorporating PM analysis into such automated control systems, we compare our approach (with the selected settings of
r/min,
, see in
Section 4.5.1 and
Section 4.5.2) with a rule-based mechanism as a baseline. We run the two mechanisms on the digital twin motor to be able to simulate harsh abnormal conditions. The experimented rule-based mechanism, as its name suggests, slows down the motor speed based also on PM analysis and on certain rules. In our experiment settings, we set the rule as follows: when the power exceeds 1.5 times of the expected power, the speed drops to
of the originally requested speed. If it is more severe, then the system stops. The rule is set as the base performance of our adaptive control mechanism, that is, with a very high speed interval size in chromosomes (13 r/min) that in theory should resemble a rule-based approach. As discussed in
Section 4.5.2, when the interval size becomes relatively large, the system is expected to respond to predicted anomalies with a poor sensitivity. The selection of the interval of 13 r/min is due to the available speed range (from 6 to 30 r/min), where there are only two chromosomes generated, one recommending a center speed of
r/min. This is exactly
of the initially requested speed of 25 r/min; hence, we obtain a similar behavior to the rule-based mechanism.
The results of the speed performance in
Figure 11a indicate that our adaptive control with the interval of
has a very a sensitive adaptation that it can react fast to torque increase, starting at
s (seconds). Rule-based mechanism reacts first at
s after the predefined power threshold is reached. We note that the rule-based mechanism’s reaction speed purely depends on the power threshold, a smaller threshold would lead to a shorter reaction time; however, it would show less tolerance to the power increase by directly dropping the speed. On the other hand, our PM-based adaptive control mechanism at the interval of 13 r/min reacts the slowest, at
s, since the error calculation has a very large threshold. Even though the PM algorithm throws a notification, as the same PM algorithm runs in the case of
, a large interval indicates a large threshold, and so a longer waiting time. This shows that although a PM algorithm detects problems earlier, the system behaves just like a rule-based preventive mechanism with the lack of a fine-grained adaptive control, leading to a slow response and a poor protection.
In addition, the rule-based exhibits bad flexibility in terms of speed, that is, the operational speed is not restored back when the disturbance is withdrawn. This is because a rule-based mechanism is usually designed fail-safe to protect a machine. The same effect is also observable with
due to its large error threshold (in
Figure 11a). This indicates that such preventive and/or coarsely designed adaptation mechanisms causes longer downtimes on a system even though the disturbance is withdrawn and despite they run a PM. Whereas, our fine-grained PM-based adaptive control mechanism recovers well after the abnormal torque is withdrawn even for a short time (between 40 s and 60 s). The performance of our mechanism is also shown in
Figure 11b through the power consumption. The power level is kept almost at the expected level, even slightly below, by changing the speed relatively. The poor reaction times of the other two systems cause a steep increase in the power after the disturbance is introduced. Finally, the efficiency results are shown in
Figure 11c and in
Table 4. Our mechanism has the best efficiency performance on average. All the systems exhibit a significant efficiency drop caused by an increase in power consumption or a decrease in speed at the beginning of the operation. The significance of our system is visible through restoring the operation relatively well when the disturbance starts dropping, which is directly related to the adaptation skills of our solution.
One drawback of our system is the fluctuations in the speed during the speed control, as shown in
Figure 11. This is a result of our chromosome design, which takes intervals of allowed speed and power as an operation mode (further analysis are in
Section 4.5.2). The smaller the interval is the more the system response approaches to a continuous control. Our mechanism lies at the task-level operational decisions; therefore, a decision is selected only when the system predicts an abnormal condition. Our test conditions are the hardest due to a continuous, large and dynamic disturbance; therefore, a new decision needs to be taken in a real-time frequency for the most efficient operation. Our PM-based adaptive control system is able to provide this behavior; however, the response time of the genetic algorithm introduces a computational limitation. A smaller interval size (more chromosomes) with a more computational resource would compensate the fluctuations as mentioned in
Section 4.5.2.
In general, we show that incorporating PM as a feedback into automated control mechanisms has significant advantages in terms of increased efficiency while still ensuring the safety of the operation, and that our approach successfully achieves it. By comparing our fine-grained PM-based control with a coarse version of it, that is, a PM-based adaptive control with an allowed operational speed interval of 13 r/min (an approximation to a rule-based system), we demonstrate that a predictive maintenance strategy alone will not be as effective unless it is incorporated into a more sophisticated decision-making algorithm that takes the prognostics, further analyzes the system deviation, and adaptively schedules a new safe and efficient operational decision. Otherwise, a preventive system that schedules for a maintenance intervention still performs similarly with or without a PM analysis at hand.
5. Conclusions
In this work, we aim to design and showcase an adaptive process scheduling mechanism that incorporates predictive maintenance results as an input to take autonomous decisions that regulate an industrial process to minimize downtimes while keeping its operation safe and efficient. Our goal is to show that such a coupled autonomous planning mechanism is needed to complement a PM mechanism, which alone would not provide a significant improvement in the efficiency of the operation when there are no relevant decisions taken accordingly. For this purpose, we propose a pipeline to incorporate PM analysis into conventional industrial process scheduling, complementing maintenance planning approaches based on prognostics (e.g., prognostic health management, i.e., PHM, solutions). In our closed-loop system, each PM notification triggers an error analysis based on a PID error calculation, to find the system deviation from the nominal operation calculated by a twin model in real-time. The rest incorporates this deviation in scheduling an optimal operation mode. We state that our pipeline is agnostic to the scheduling algorithm selected. In our application, we select GA as it is one of the mostly used scheduling algorithm in industrial operations. The fitness function takes into account the calculated error and jointly optimizes on the operation speed (i.e., less or no downtime towards keeping the requested operation) and on the power consumed by the system (i.e., to compensate extra disturbances on the system for protection). We leave the optimization criteria optional to system users, that is, a user can select a protective mode (more weight on preserving power and the machine) or a performer mode (more weight on keeping an initially requested operation). In general, the larger the deviation from an expected operation, the more protective the system gets.
In order to show the impact and the necessity of incorporating PM analysis into an automated adaptive process scheduling, we compared our final system with a rule/condition-based decision mechanism also relying on the same PM analysis as a baseline. That is, after every PM notification a rule-based decision system is triggered, replacing our GA-based adaptive scheduling, that schedules for a maintenance intervention and induces drastic changes on the system for protection. This experiment showed that without such integration, a PM algorithm with a fail-safe, rule-based mechanism would almost perform with the same efficiency of a complete preventive approach. This supports the necessity of complementing PM algorithms with such autonomous adaptive scheduling mechanisms and shows that our approach is capable of doing it. Finally, we compared the performance of our PM-based adaptive scheduling with a conventional rule-based preventive mechanism and showed that it significantly improves the efficiency (by 12.15%) and decreases downtime through adaptive recovery from transient abnormal conditions.
During run-time, we use the twin model to calculate the nominal values for the requested operation. If developing a twin model is not applicable, which might be the case for more complex industrial processes, the nominal conditions can also be obtained from the fingerprint of the system. In that case, the fingerprint can only provide expected lower and upper bounds for the requested operation (see
Figure 6). This, however, leads to less accurate error calculations, compared to the case with a twin model that provides precise nominal values. That said, we recommend obtaining a twin model of the process in order to have a more sensitive control. Nevertheless, our proposed pipeline is still functional with a more coarse system model, for example, a fingerprint model only defining input-output relation of the system. Even though the digital twins are deemed part of the future of industrial automation, we acknowledge that the need for such a complex model is a bottleneck of our solution.
One drawback of our system is the computational limitation introduced by the response time of the genetic algorithm. If the algorithm runs a scheduling with the update frequency of the anomaly detection then we encounter a latency. To compensate for it, we triggered a scheduling action with lower frequencies of updates or with higher error thresholds, that is, after larger deviations from the nominal operation. This provided sufficient performance to demonstrate the effectiveness of our pipeline. However, for a real industrial application, responding to every PM result is needed as it provides a much smoother control (i.e., fewer fluctuations in the control signals). As future work, we plan to improve the performance of GA and experiment with another scheduling algorithm having low computational requirements for comparison. Additionally, we only consider the operational speed as the performance component and the power drained as the safety component for the optimization criteria. We are aware that more complex systems may introduce more optimization factors; yet, our goal was to show the effectiveness of introducing PM analysis as one of them. We believe that this pipeline can be integrated into various industrial processes, even if they are very complex, as a complementary solution running on top of the process to ensure their safe and efficient operations toward less or no downtimes. In the future, we will deploy the pipeline on different industrial processes to examine how it scales. For a broader impact, we plan to customize and implement our approach based on the suggestions and findings on another system setup and show its wider applicability and effectiveness.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}