Groove Formation in Glass Substrate by a UV Nanosecond Laser



Abstract
Featured Application
Abstract
1. Introduction
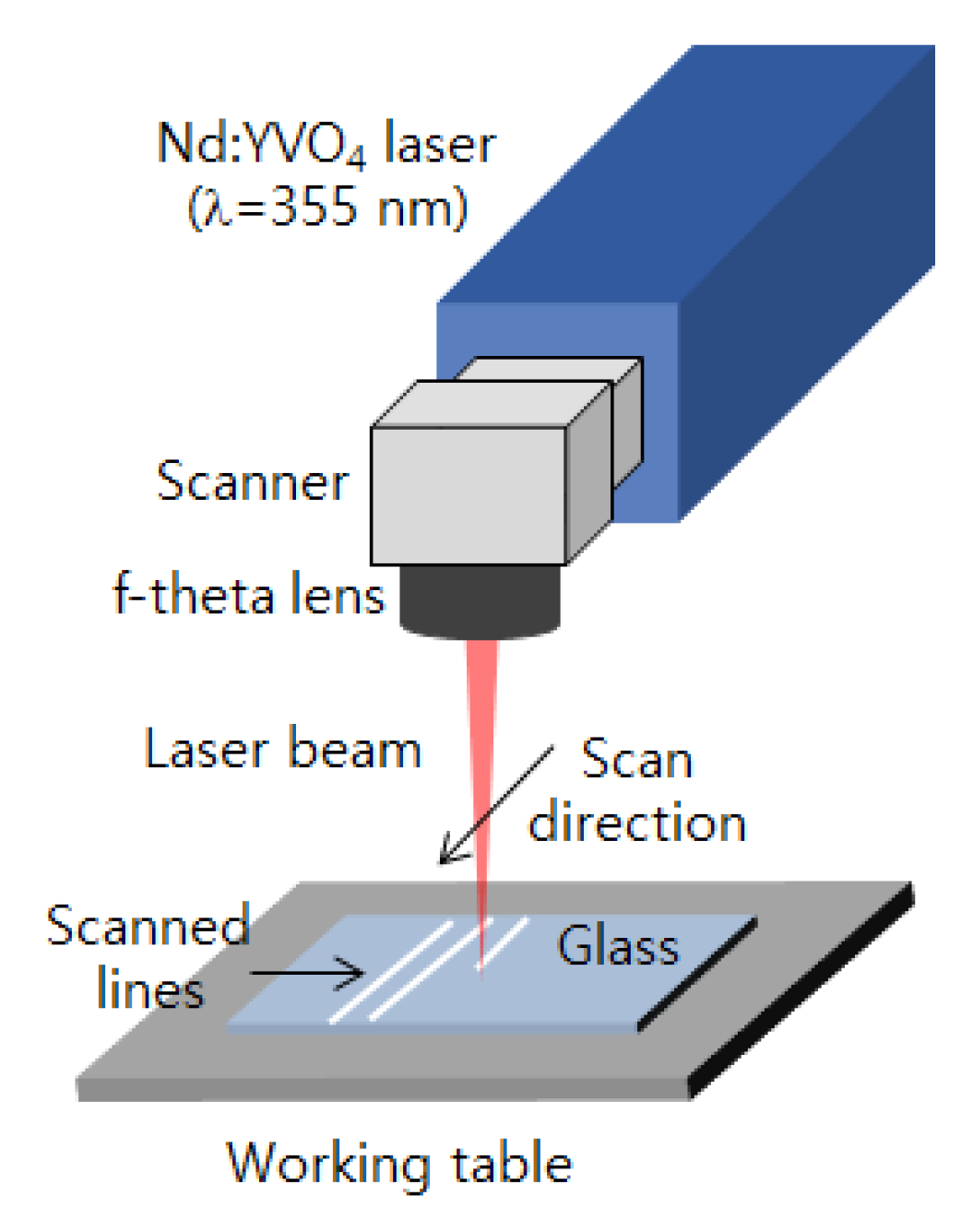
2. Experimental Details
3. Results and Discussion
3.1. Result of Damage Threshold Test
3.2. Analysis of Glass Surface Morphology Produced by Single Laser Scan
3.3. Groove Formation by Multiple Laser Scans
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zhou, M.; Ngoi, B.K.A.; Yusoff, M.N.; Wang, X.J. Tool wear and surface finish in diamond cutting of optical glass. J. Mater. Process. Technol. 2006, 174, 29–33. [Google Scholar] [CrossRef]
- Kondrashov, V.I.; Shitova, L.A.; Litvinov, V.A.; Surkov, V.V. Characteristics of cutting parameters and their effect on the glass edge quality. Glass Ceram. 2001, 58, 303–305. [Google Scholar] [CrossRef]
- Pan, C.T.; Hsieh, C.C.; Su, C.Y.; Liu, Z.S. Study of cutting quality for TFT-LCD glass substrate. Int. J. Adv. Manuf. Technol. 2008, 39, 1071–1079. [Google Scholar] [CrossRef]
- Steen, W.M.; Mazumder, J. Laser Material Processing, 4th ed.; Springer: London, UK, 2010. [Google Scholar]
- Allcock, G.; Dyer, P.E.; Elliner, G.; Snelling, H.V. Experimental observations and analysis of CO2 laser induced microcracking of glass. J. Appl. Phys. 1995, 78, 7295–7303. [Google Scholar] [CrossRef]
- Finucane, M.A.; Black, I. CO2 laser cutting of stained glass. Int. J. Adv. Manuf. Technol. 1996, 12, 47–59. [Google Scholar] [CrossRef]
- Guignard, F.; Autric, M.; Baudinaud, V. Temperature and residual stress evolution in CO2 Laser irradiated glass. Proc. SPIE 1998, 3343, 534–545. [Google Scholar]
- Hermanns, C. Laser cutting of glass. Proc. SPIE 2000, 4102, 219–226. [Google Scholar]
- Vanagas, E.; Kawai, J.; Tuzhilin, D.; Kudryashov, I.; Mizuyama, A.; Nakamura, K. Glass cutting by femtosecond pulsed irradiation. J. Microlithogr. Microfabr. Microsyst. 2004, 3, 358–363. [Google Scholar] [CrossRef]
- Nikumb, S.; Chen, Q.; Li, C.; Reshef, H.; Zheng, H.Y.; Qiu, H.; Low, D. Precision glass machining, drilling and profile cutting by short pulse lasers. Thin Solid Films 2005, 477, 216–221. [Google Scholar] [CrossRef]
- Richter, S.; Nolte, S.; Tünnermann, A. Ultrashort pulse laser welding—A new approach for high-stability bonding of different glasses. Phys. Procedia 2012, 39, 556–562. [Google Scholar] [CrossRef]
- Sugioka, K.; Cheng, Y. Ultrafast laser-reliable tools for advanced materials processing. Light Sci. Appl. 2014, 3, 1–12. [Google Scholar] [CrossRef]
- Wlodarczyk, K.L.; Brunton, A.; Rumsby, P.; Hand, D.P. Picosecond laser cutting and drilling of thin flex glass. Opt. Lasers Eng. 2016, 78, 64–74. [Google Scholar] [CrossRef]
- Shin, J. Investigation of the surface morphology in glass scribing with a UV picosecond laser. Opt. Laser Technol. 2019, 111, 307–314. [Google Scholar] [CrossRef]
- Cho, S.H.; Chang, W.S.; Kim, J.G.; Kim, K.R.; Hong, J.W. Fabrication of internal diffraction gratings in planar fluoride glass using low-density plasma formation induced by a femtosecond laser. Appl. Surf. Sci. 2008, 255, 2069–2074. [Google Scholar] [CrossRef]
- Ahn, S.; Choi, J.; Noh, J.; Cho, S.H. High aspect ratio nanoholes in glass generated by femtosecond laser pulses with picosecond intervals. Opt. Laser Eng. 2018, 101, 85–88. [Google Scholar] [CrossRef]
- Industrial Report. Available online: https://www.spectra-physics.com/assets/client_files/files/documents/Laser_Glass_Cutting_SP.pdf (accessed on 10 January 2020).
- Ozkan, A.; Migliore, L.R.; Dunsky, C.M.; Phaneuf, M.W. Glass processing using microsecond, nanosecond and femtosecond pulsed lasers. Proc. SPIE 2003, 5063, 108–112. [Google Scholar]
- Niino, H.; Kawaguchi, Y.; Sato, T.; Narazaki, A.; Gumpenberger, T.; Kurosaki, R. Surface Micro-Structuring of Silica Glass by Laser-Induced Backside Wet Etching with ns-Pulsed UV Laser at a High Repetition Rate. JLMN-J. Laser Micro/Nanoen. 2006, 1, 39–43. [Google Scholar] [CrossRef]
- Karnakis, D.M.; Knowles, M.R.H.; Alty, K.T.; Schlaf, M.; Snelling, H.V. Comparison of glass processing using high-repetition femtosecond (800 nm) and UV (255 nm) nanosecond pulsed lasers. Proc. SPIE 2005, 5718, 216–227. [Google Scholar]
- Data Sheet Downloaded. Available online: https://www.continentaltrade.com.pl/soda-lime-glass (accessed on 23 January 2020).
- Data for Soda-Lime Glass-Green. Available online: https://refractiveindex.info/?shelf=3d&book=glass&page=soda-lime-green (accessed on 23 January 2020).
- Data for Soda-Lime Glass-Typical Float Glass. Available online: https://glassproperties.com/glasses/ (accessed on 23 January 2020).
- Shin, J.; Mazumder, J. Numerical and experimental study on the effect of the pulse format in laser drilling. J. Laser Appl. 2016, 28, 012008. [Google Scholar] [CrossRef]
- Shin, J.; Mazumder, J. Plasma diagnostics using optical emission spectroscopy in laser drilling process. J. Laser Appl. 2016, 28, 022008. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pulse Repetition Rate (kHz) | Average Power (W) | Pulse Width (ns) |
|---|---|---|
| 30 | 4.06 | 12 |
| 40 | 3.87 | 14 |
| 50 | 3.58 | 16 |
| 60 | 3.38 | 18 |
| 70 | 3.18 | 20 |
| 80 | 2.97 | 22 |
| Property | Value |
|---|---|
| Thermal conductivity | 0.94 W/(m K) [21] |
| Specific heat | 0.88 kJ/(kg K) [21] |
| Coefficient of linear expansion | 8.3 × 10−6 °C [21] |
| Refractive index | 1.54 (at 355 nm) [22] |
| Absorption coefficient | 1.58 cm-1 (at 355 nm) [22] |
| Transmittance | 0.85 (at 355 nm) [22] |
| Material | SiO2 | Al2O3 | MgO | CaO | Na2O | K2O | Fe2O3 | TiO2 |
|---|---|---|---|---|---|---|---|---|
| Composition, mol. % | 71.86 | 0.08 | 5.64 | 9.23 | 13.13 | 0.02 | 0.04 | 0.01 |
| Laser Power (W) | Scan Speed (mm/s) | Groove Formation | Surface Condition of Groove | Crack Generation | Material Removal Characteristic |
|---|---|---|---|---|---|
| 2.28 | 5 | × | - | ○ | Type I |
| 10–15 | ○ | Smooth | ○ | Type II | |
| 20 | ○ | Rough | ○ | Type III | |
| 25–40 | ○ | Rough | × | Type III | |
| 2.8 | 5–20 | ○ | Smooth | ○ | Type II |
| 25 | ○ | Rough | ○ | Type III | |
| 30–40 | ○ | Rough | × | Type III | |
| 3.32 | 5 | × | - | ○ | Type I |
| 10–20 | ○ | Smooth | ○ | Type II | |
| 25–30 | ○ | Rough | ○ | Type III | |
| 35–40 | ○ | Rough | × | Type III |
| Pule repetition Rate (kHz) | Laser Power (W) | Scan Speed (mm/s) |
|---|---|---|
| 30 | 2.28 | 25–40 |
| 2.8 | 30–40 | |
| 3.32 | 35–40 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shin, J.; Nam, K. Groove Formation in Glass Substrate by a UV Nanosecond Laser. Appl. Sci. 2020, 10, 987. https://doi.org/10.3390/app10030987
Shin J, Nam K. Groove Formation in Glass Substrate by a UV Nanosecond Laser. Applied Sciences. 2020; 10(3):987. https://doi.org/10.3390/app10030987
Chicago/Turabian StyleShin, Joonghan, and Kimoon Nam. 2020. "Groove Formation in Glass Substrate by a UV Nanosecond Laser" Applied Sciences 10, no. 3: 987. https://doi.org/10.3390/app10030987
APA StyleShin, J., & Nam, K. (2020). Groove Formation in Glass Substrate by a UV Nanosecond Laser. Applied Sciences, 10(3), 987. https://doi.org/10.3390/app10030987