Influence of Recycled Precast Concrete Aggregate on Durability of Concrete’s Physical Processes




Abstract
Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mix Design
2.3. Experimental Programme
2.4. Consistency of Fresh SCC
2.5. Physical Properties
2.5.1. Density of Hardened SCC
2.5.2. Shrinkage Cracking
2.5.3. Freeze-Thaw Resistance
2.5.4. Resistance to Ageing by Thermal Shock
2.5.5. Abrasion Resistance
2.6. Mechanical Properties
2.7. Statistical Analysis
3. Results and Analysis
3.1. Characterization of Aggregates
3.2. Consistency of Fresh SCC
3.3. Density of Hardened SCC
3.4. Shrinkage Cracking
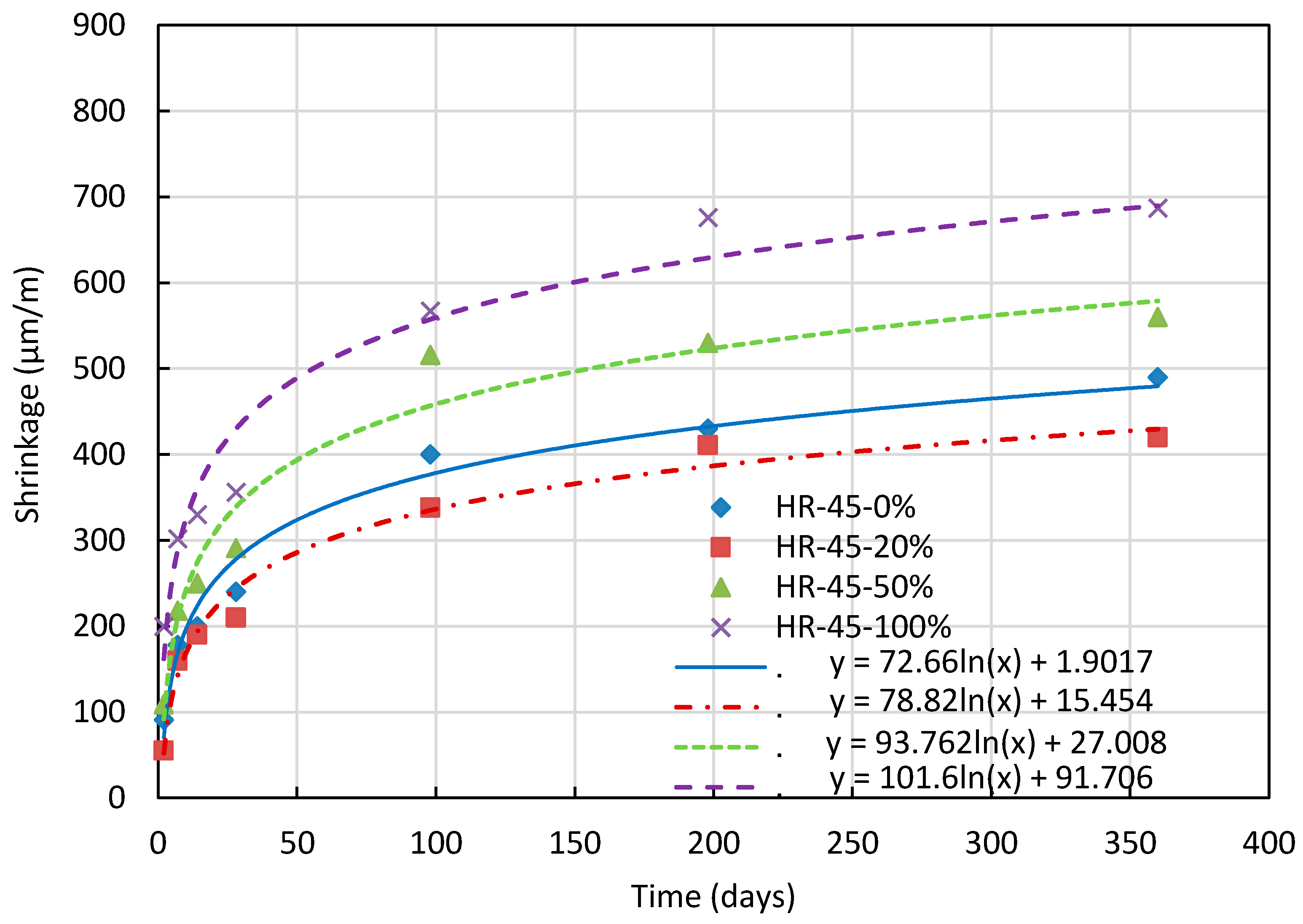
3.4.1. Shrinkage as Function of Time
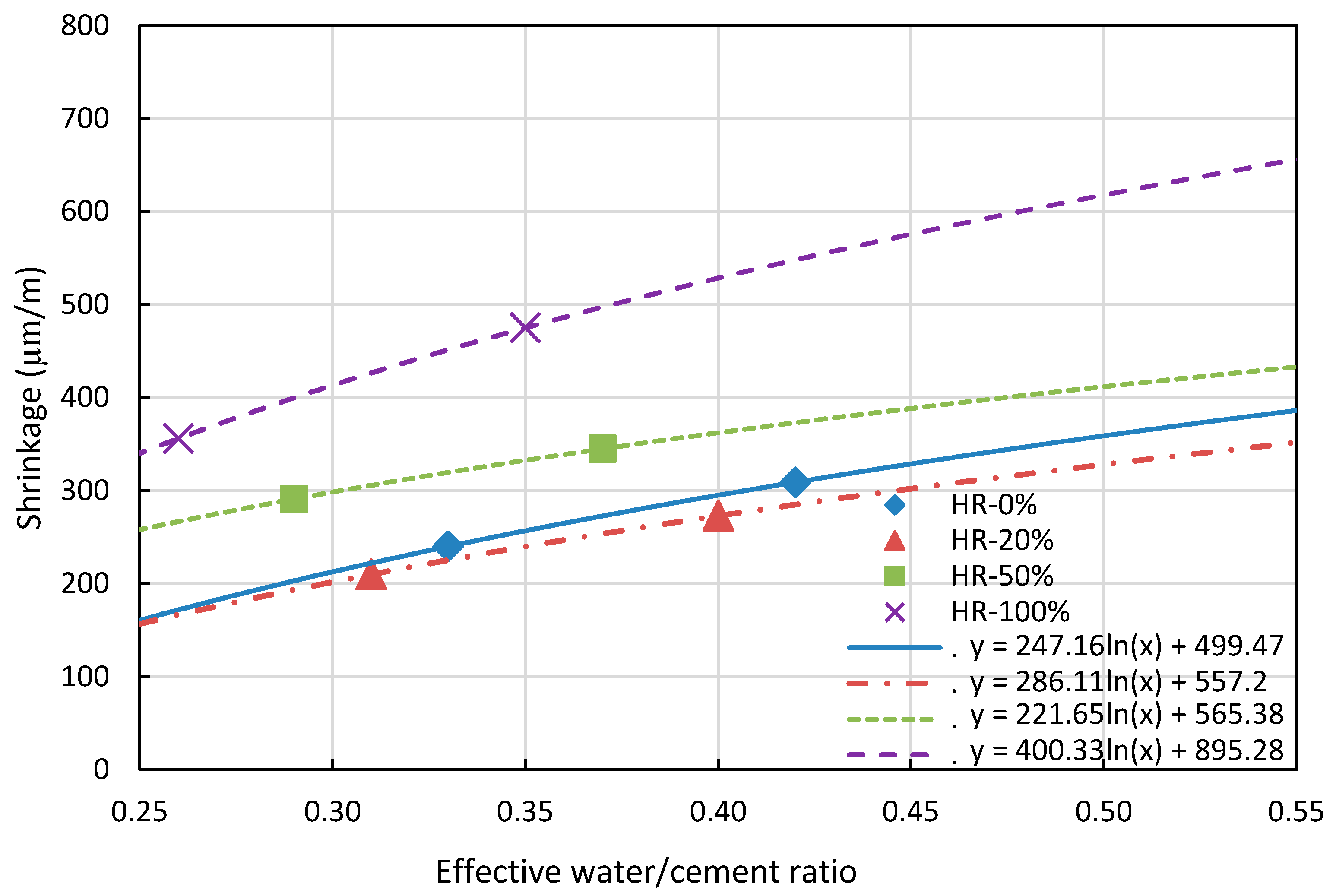
3.4.2. Shrinkage as a Function of Effective Water/Cement Ratio
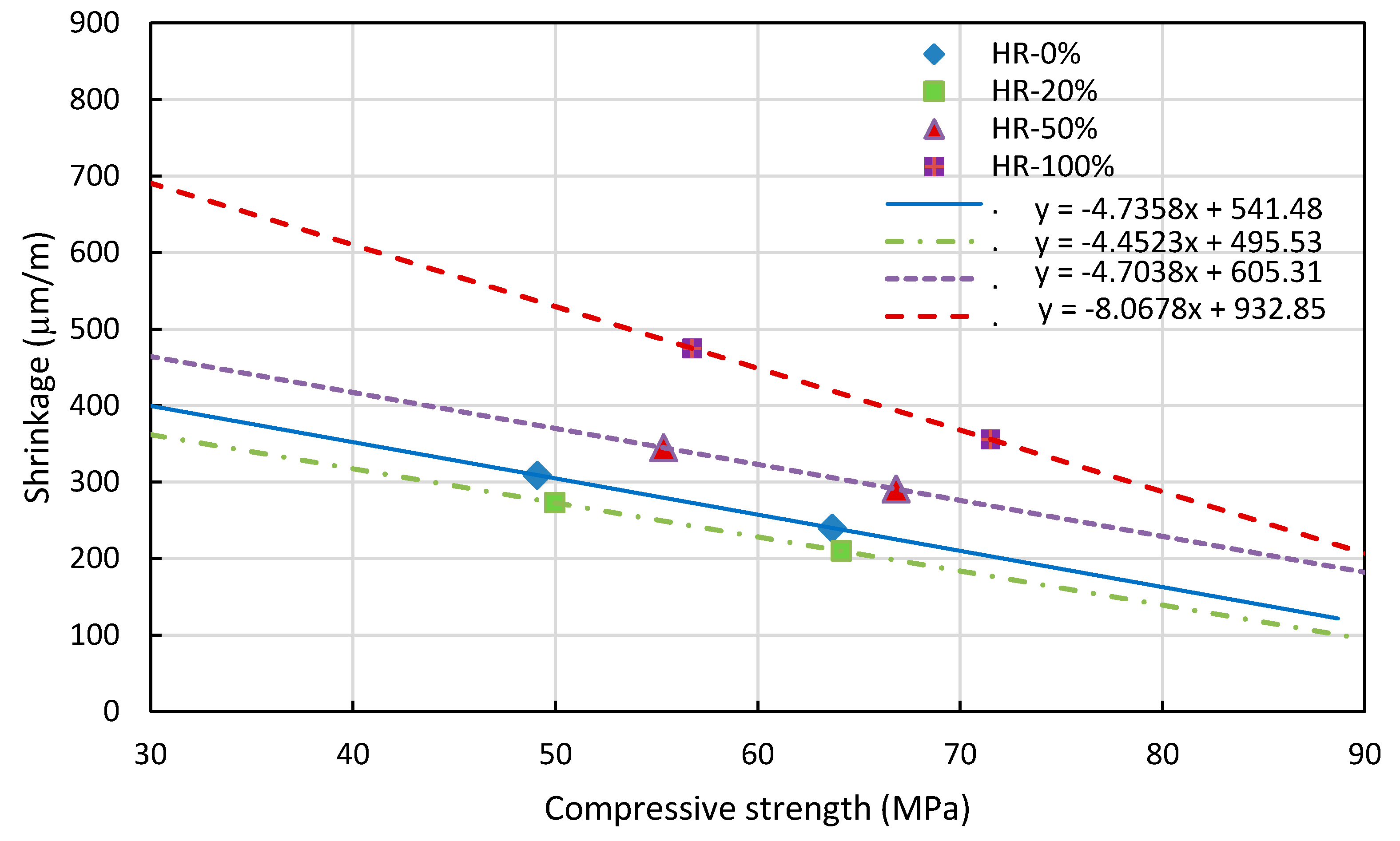
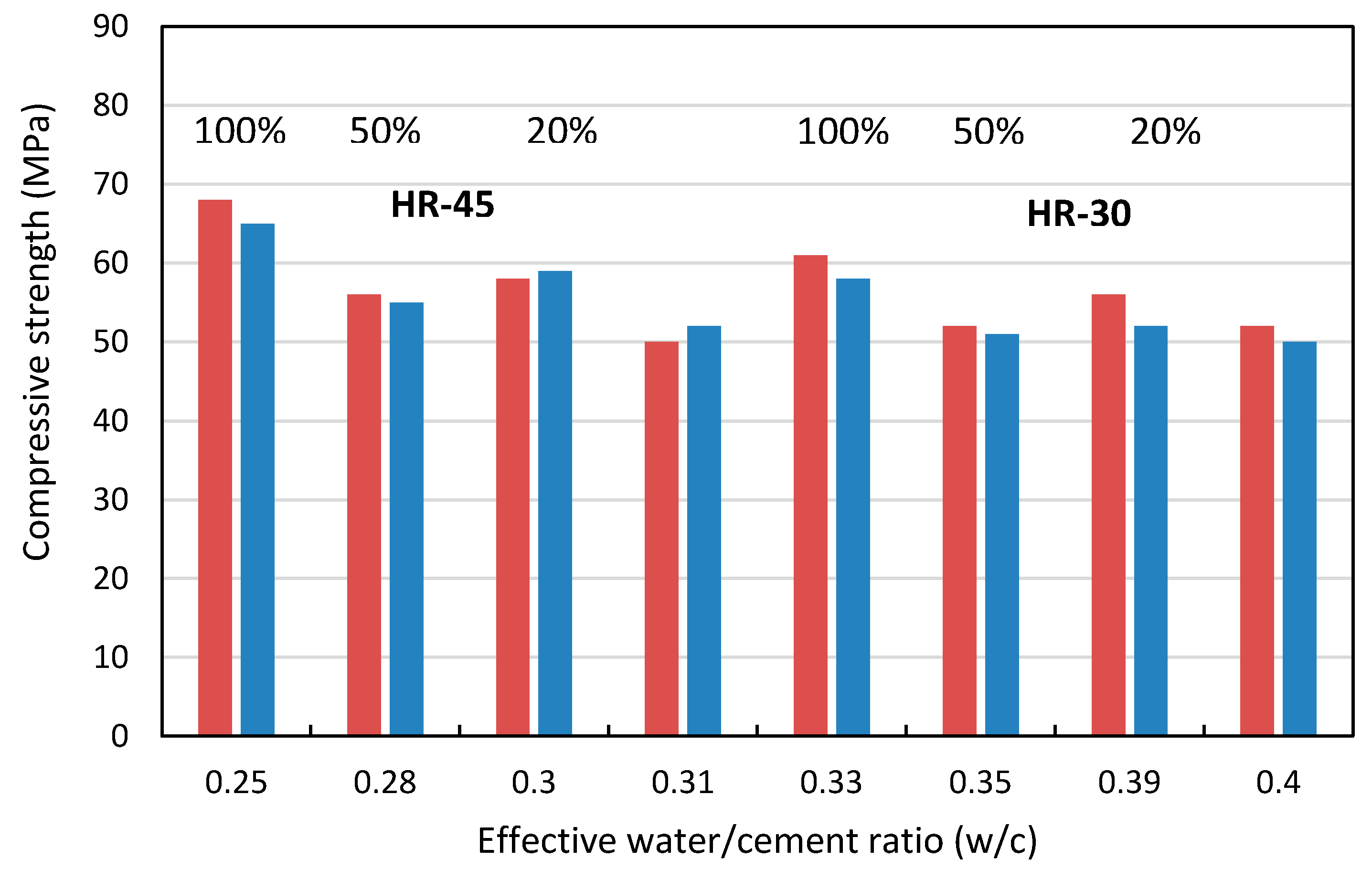
3.4.3. Correlation between Compressive Strength and Shrinkage
3.5. Freeze-Thaw Cycle
3.6. Abrasion Resistance
3.7. Resistance to Ageing by Thermal Shock
4. Conclusions
- The results obtained, when analyzing the physical and chemical properties of RA, are within the limits of the current Spanish Specification EHE-08. Therefore, it can be said that the properties of RAs are adequate for the manufacture of a new concrete resulting in a good material with good strength, resistance, uniformity and little contamination.
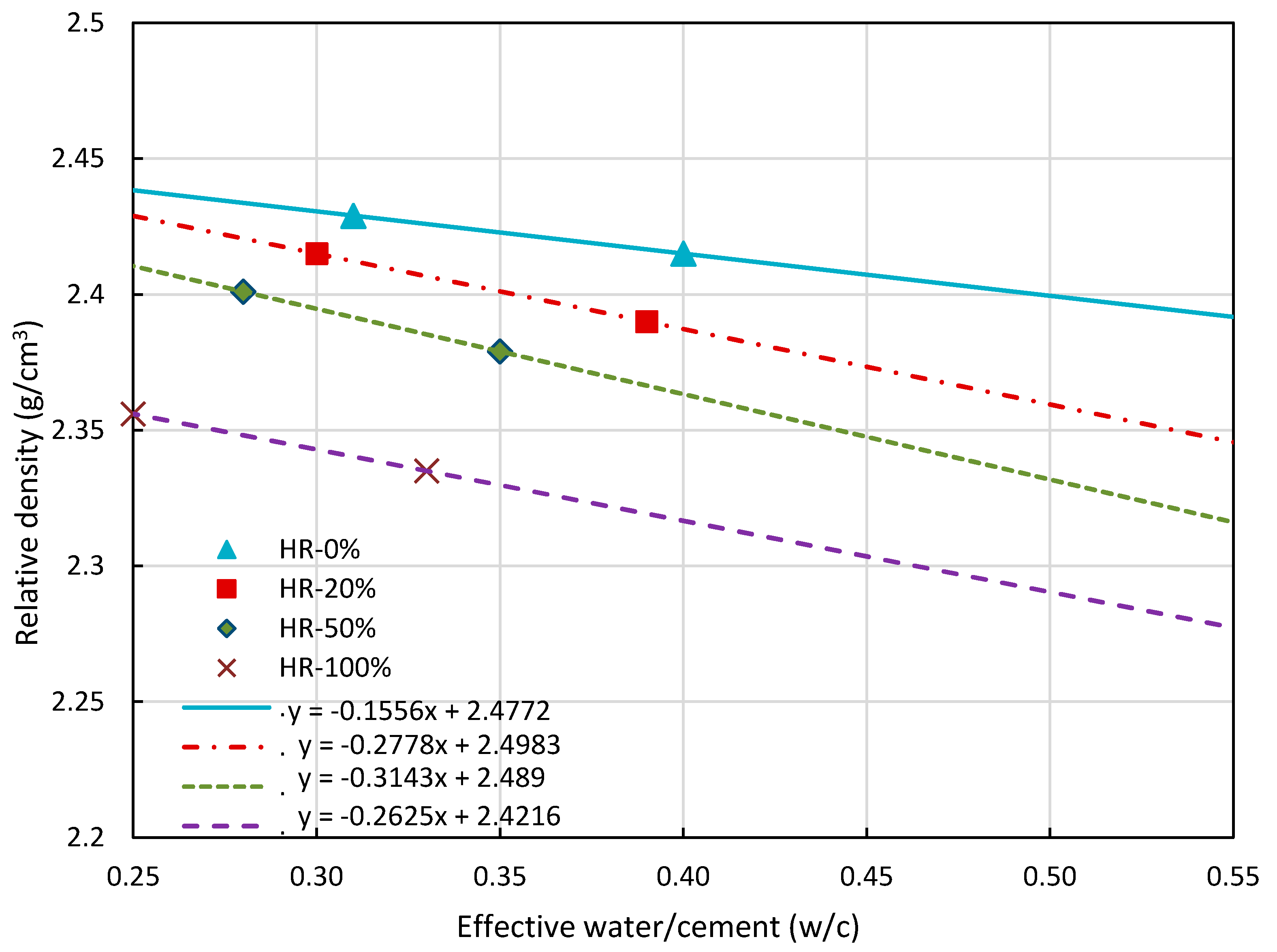
- As expected, the densities of hardened SCCs are decreased as the percentage of RA present in the mixture increases.
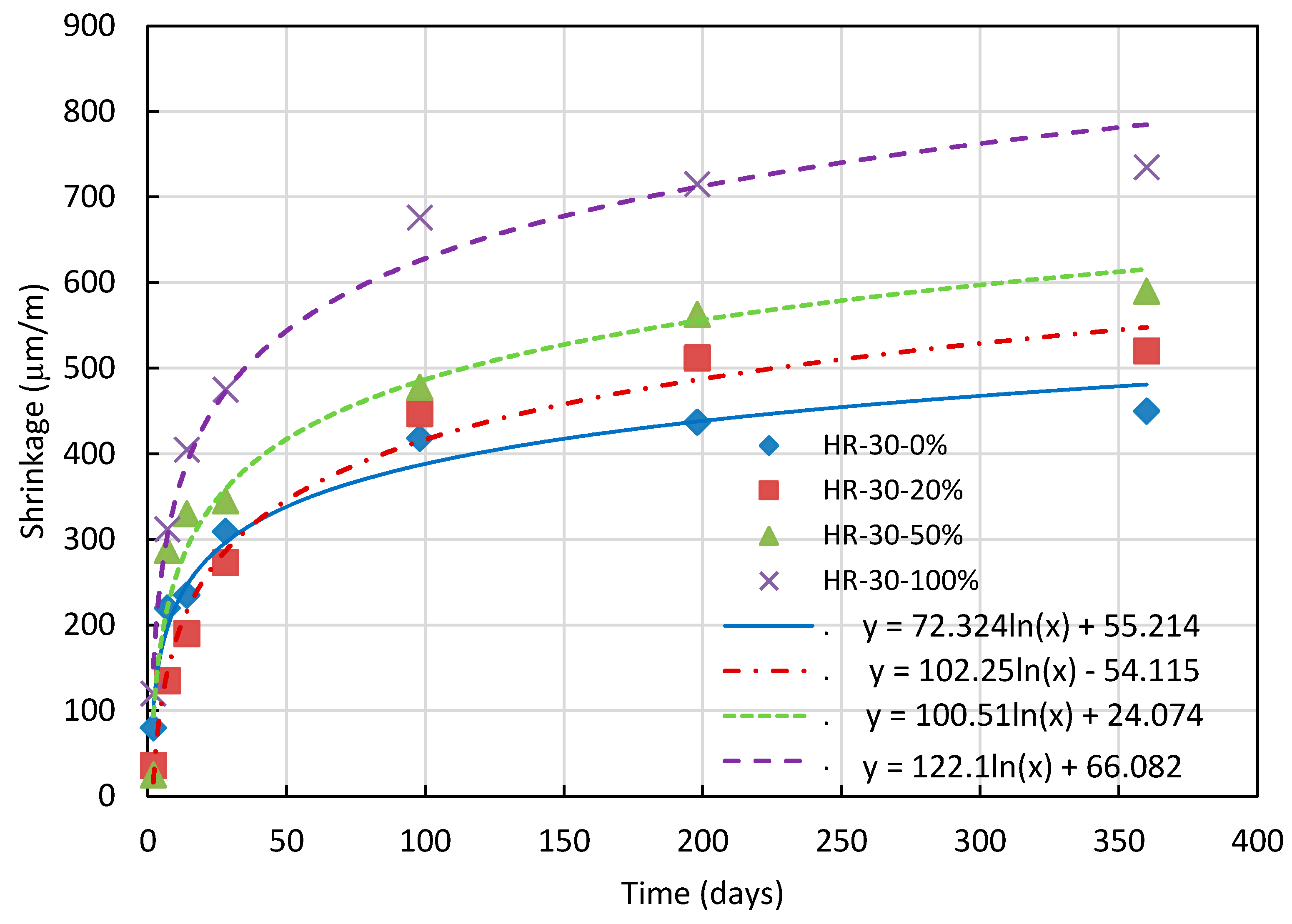
- The incorporation of RAs produces an increase in the shrinkage of SCCs. The greatest variation occurs for a 100% substitution, while for 20% and 50%, the variations with respect to control concrete are smaller.
- The shrinkage values obtained show that during the first 90 days the variation is more pronounced regardless of the percentage of RA.
- The results obtained show a decrease in shrinkage as the compressive strength increases. For a ratio of 100% a more marked increase in shrinkage is observed, which shows the influence of the recycled aggregate on the concrete paste.
- The use of RAs has little influence on physical actions such as thermal shock or abrasion, since the values are similar to those of the control concrete. In addition, in the case of the abrasion test, the results are below the maximums required by Spanish regulations.
- The behavior of concrete under freeze-thaw cycles was more favorable for concrete with a lower w/c ratio, even achieving resistance values significantly higher than those of control concrete and reference specimens. For higher w/c ratios, in general, the results reflect a trend towards poorer behavior, as also occurs and as we increase the degree of substitution.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- BPCA. Precast Sustainability Strategy and Charter; British Precast Concrete Association: Leicester, UK, 2013. [Google Scholar]
- EU. Regulation (EU) No 305/2011 of the European Parliament and of the Council of 9 March 2011. Off. J. Eur. Commun. 2000, 269, 1–15. [Google Scholar]
- Etxeberria, M.; Vázquez, E.; Marí, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Evangelista, L.M.F.D.R.; De Brito, J.M.C.L. Concrete with fine recycled aggregates: A review. Eur. J. Environ. Civ. Eng. 2013, 18, 129–172. [Google Scholar] [CrossRef]
- Pérez-Benedicto, J.A.; Del Río-Merino, M.; Peralta-Canudo, J.L.; Mata, M.D.L.R.-L. Características mecánicas de hormigones con áridos reciclados procedentes de los rechazos en prefabricación. Materiales de Construcción 2011, 62, 25–37. [Google Scholar] [CrossRef]
- Soares, D.; De Brito, J.; Ferreira, J.; Pacheco, J. Use of coarse recycled aggregates from precast concrete rejects: Mechanical and durability performance. Constr. Build. Mater. 2014, 71, 263–272. [Google Scholar] [CrossRef]
- Gonzalez-Corominas, A.; Etxeberria, M. Properties of high performance concrete made with recycled fine ceramic and coarse mixed aggregates. Constr. Build. Mater. 2014, 68, 618–626. [Google Scholar] [CrossRef]
- Thomas, C.; De Brito, J.; Gil, V.; Sainz-Aja, J.; Cimentada, A. Multiple recycled aggregate properties analysed by X-ray microtomography. Constr. Build. Mater. 2018, 166, 171–180. [Google Scholar] [CrossRef]
- Thomas, C.; Setién, J.; Polanco, J.; De Brito, J.; Fiol, F. Micro- and macro-porosity of dry- and saturated-state recycled aggregate concrete. J. Clean. Prod. 2019, 211, 932–940. [Google Scholar] [CrossRef]
- Sainz-Aja, J.A.; Carrascal, I.; Polanco, J.A.; Sosa, I.; Thomas, C.; Casado, J.; Diego, S. Determination of the Optimum Amount of Superplasticizer Additive for Self-Compacting Concrete. Appl. Sci. 2020, 10, 3096. [Google Scholar] [CrossRef]
- Thomas, C.; De Brito, J.; Cimentada, A.; Sainz-Aja, J. Macro- and micro- properties of multi-recycled aggregate concrete. J. Clean. Prod. 2020, 245, 118843. [Google Scholar] [CrossRef]
- Tabsh, S.W.; Abdelfatah, A.S. Influence of recycled concrete aggregates on strength properties of concrete. Constr. Build. Mater. 2009, 23, 1163–1167. [Google Scholar] [CrossRef]
- Pérez Benedicto, J.Á. Estudio Experimental sobre Propiedades Mecánicas del Hormigón Reciclado con Áridos Procedentes de la No Calidad. Ph.D. Thesis, E.U. de Arquitectura Técnica (UPM), Madrid, Spain, 2011. [Google Scholar]
- Sainz-Aja, J.; Carrascal, I.; Polanco, J.A.; Thomas, C.; Sosa, I.; Casado, J.; Diego, S. Self-compacting recycled aggregate concrete using out-of-service railway superstructure wastes. J. Clean. Prod. 2019, 230, 945–955. [Google Scholar] [CrossRef]
- El-Hawary, M.M.; Al-Otaibib, S.F. On the Durability of Recycled Aggregates Concrete. Int. J. Struct. Civ. Eng. Res. 2017, 40, 1054–1065. [Google Scholar] [CrossRef]
- Bravo, M.; De Brito, J.; Pontes, J.; Evangelista, L. Durability performance of concrete with recycled aggregates from construction and demolition waste plants. Constr. Build. Mater. 2015, 77, 357–369. [Google Scholar] [CrossRef]
- Lopez-Gayarre, F. Influencia en la Variación de los Parámetros de Dosificación y Fabricación de Hormigón Reciclado Estructural sobre las Propiedades Fisico Mecánicas. Ph.D. Thesis, Universidad Oviedo, Asturias, Spain, 2008. [Google Scholar]
- Thomas, C.; Setién, J.; Polanco, J.A.; Cimentada, A.I.; Medina, C. Influence of curing conditions on recycled aggregate concrete. Constr. Build. Mater. 2018, 172, 618–625. [Google Scholar] [CrossRef]
- Limbachiya, M.; Leelawat, T.; Dhir, R. Use of recycled concrete aggregate in high-strength concrete. Mater. Struct. Constr. 2000, 33, 574–580. [Google Scholar] [CrossRef]
- Ravindrarajah, R.S.; Tam, C.T. Properties of concrete made with crushed concrete as coarse aggregate. Mag. Concr. Res. 1985, 37, 29–38. [Google Scholar] [CrossRef]
- Domingo, A.; Lázaro, C.; Gayarre, F.L.; Serrano-López, M.; López-Colina, C. Long term deformations by creep and shrinkage in recycled aggregate concrete. Mater. Struct. 2009, 43, 1147–1160. [Google Scholar] [CrossRef]
- Lauritzen, E.K. Demolition and Reuse of Concrete and Masonry. In Proceedings of the 3rd International RILEM Symposium, Odense, Denmark, 24–27 October 1993. [Google Scholar]
- Fernandez Cánovas, M. Hormigón; Colegio de Ingenieros de Caminos, Canales y Puertos: Madrid, Spain, 2013. [Google Scholar]
- González Fonteboa, B. Hormigones con Áridos Reciclados Procedentes de Demoliciones: Dosificaciones, Propiedades Mecánicas y Comportamiento Estructural a Cortante; Universidade da Coruña: Coruña, Spain, 2002. [Google Scholar]
- Leelawat, T.; Dhir, R.K.; Limbachiya, M.C. Suitability of Recycled Concrete Aggregate for Use in BS 5328 Designated Mixes. Proc. Inst. Civil Eng. Struct. Build. 1999, 134, 257–274. [Google Scholar]
- Fiol, F.; Thomas, C.; Muñoz, C.; Ortega-López, V.; Manso, J. The influence of recycled aggregates from precast elements on the mechanical properties of structural self-compacting concrete. Constr. Build. Mater. 2018, 182, 309–323. [Google Scholar] [CrossRef]
- Olivan Fiol, F. Estudio Experimental sobre Propiedades Mecánicas y de Durabilidad de Hormigones Estructurales Autocompactantes con Áridos Reciclados y su Aplicación a la Prefabricación; University of Burgos: Burgos, Spain, 2016. [Google Scholar]
- AENOR. UNE-EN 197-1. Cemento. Parte 1: Composición, Especificaciones y Criterios de Conformidad de los Cemento Comunes; AENOR: Madrid, Spain, 2000; Volume UNE-EN 197. [Google Scholar]
- Thomas, C. Hormigón Reciclado de Aplicación Estructural: Durabilidad en Ambiente Marino y Comportamiento a Fatiga; Universidad de Cantabria: Cantabria, Spain, 2010. [Google Scholar]
- ASTM International. ASTM C192/C192M-18. Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory; ASTM: West Conshohocken, PA, USA, 2018. [Google Scholar]
- AENOR. Testing Fresh Concrete—Part 1: Sampling; UNE-EN 12350-1:2009; AENOR: Madrid, Spain, 2009. [Google Scholar]
- AENOR. UNE-EN 12390-2: Ensayos de Hormigón Endurecido. Parte 2: Fabricación y Curado de Probetas para Ensayos de Resistencia; AENOR: Madrid, Spain, 2001; Volume UNE-EN 123. [Google Scholar]
- AENOR. Testing Fresh Concrete—Part 8: Self-Compacting Concrete-Slump-flow Test; UNE-EN 12350-8:2011; AENOR: Madrid, Spain, 2011. [Google Scholar]
- AENOR. Testing Fresh Concrete—Part 2: Slump-Test; UNE-EN 12350-2:2009; AENOR: Madrid, Spain, 2009. [Google Scholar]
- AENOR. UNE-EN 12390-7. Ensayos de Hormigón Endurecido. Parte 7: Densidad del Hormigón Endurecido; AENOR: Madrid, Spain, 2005; Volume UNE-EN 123. [Google Scholar]
- AENOR. Concrete Tests. Determination of the Length Changes; UNE 83318:1994; AENOR: Madrid, Spain, 1994. [Google Scholar]
- AENOR. Concrete Tests. Determination of the Consistency of Fresh Concrete. Slump Method; UNE 83313:1990; AENOR: Madrid, Spain, 1990. [Google Scholar]
- AENOR. Testing Hardened Concrete—Part 9: Freeze-Thaw Resistance-Scaling; UNE-EN 12390-9; AENOR: Madrid, Spain, 2008. [Google Scholar]
- AENOR. Natural Stone Test Methods—Determination of Resistance to Ageing by Thermal Shock; UNE-EN 14066; AENOR: Madrid, Spain, 2014. [Google Scholar]
- AENOR. Slabs of Natural Stone for External Paving—Requirements and Test Methods; UNE-EN 1341; AENOR: Madrid, Spain, 2013. [Google Scholar]
- AENOR. UNE-EN 12390-3. Ensayos de Hormigón Endurecido. Parte 3: Determinación de la Resistencia a Compresión de Probetas; AENOR: Madrid, Spain, 2003; Volume UNE-En 123. [Google Scholar]
- AENOR. UNE-EN 933-1. Ensayos Para Determinar las Propiedades Geométricas de los Áridos. Parte 1: Determinación de la Granulometría de las Partículas; AENOR: Madrid, Spain, 1998; Volume UNE-EN 933. [Google Scholar]
- AENOR. UNE-EN 1097-6. Ensayos para Determinar las Propiedades Mecánicas y Físicas de los Áridos. Parte 6: Determinación de la Densidad de Partículas y la Absorción de Agua; AENOR: Madrid, Spain, 2014; Volume UNE-EN 109. [Google Scholar]
- Sánchez, M.; Alaejos, P. Estudio sobre las Propiedades del Hormigón Fabricado con Áridos Reciclados, Monografía; CEDEX: Madrid, Spain, 2012.
- Loser, R.; Leemann, A. Shrinkage and restrained shrinkage cracking of self-compacting concrete compared to conventionally vibrated concrete. Mater. Struct. Constr. 2009, 42, 71–82. [Google Scholar] [CrossRef]
- Zaharieva, R.; Buyle-Bodin, F.; Wirquin, E. Frost resistance of recycled aggregate concrete. Cem. Concr. Res. 2004, 34, 1927–1932. [Google Scholar] [CrossRef]
- Forster, S. Recyclate concrete aggregate. Concr. Int. 1986, 8, 34–40. [Google Scholar]
- Mulheron, M.; O’Mahony, M. The durability of recycled aggregates and recycled aggregate concrete. In Demolition and Reuse of Concrete and Masonry: Proceedigns of the 2nd International RILEM Symposium; CRC Press: Boca Raton, FL, USA, 1988. [Google Scholar]
- Brito, J. Abrasion resistance of concrete made with recycled aggregates. Int. J. Sustain. Eng. 2010, 3, 58–64. [Google Scholar] [CrossRef]
- AENOR. Requirements and Delivery and Reception Conditions of Concrete Paving Flags; UNE 127339; AENOR: Madrid, Spain, 2012. [Google Scholar]
- AENOR. Concrete Paving Flags–Requirements and Test Methods; UNE-EN-1339; AENOR: Madrid, Spain, 2004. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | HR-30-0% Control | HR-30-20% | HR-30-50% | HR-30-100% | HR-45 0% Control | HR-45-20% | HR-45-50% | HR-45-100% |
|---|---|---|---|---|---|---|---|---|
| RA 4/12.5 | 0 | 250 | 540 | 1040 | 0 | 250 | 540 | 1040 |
| Sand 2/12.5 | 1150 | 920 | 540 | 0 | 1150 | 920 | 540 | 0 |
| Sand 0/2 | 650 | 650 | 670 | 720 | 650 | 650 | 670 | 720 |
| Limestone filler | 320 | 320 | 320 | 320 | 280 | 280 | 280 | 280 |
| CEM I-52.5 R | 250 | 250 | 250 | 250 | 320 | 320 | 320 | 320 |
| Water | 112 | 112 | 112 | 112 | 112 | 112 | 112 | 112 |
| Sika 20HE | 0.50 | 0.50 | 0.65 | 0.85 | 0.50 | 0.50 | 0.65 | 0.85 |
| Sika 5920 | 1.30 | 1.30 | 1.60 | 2.00 | 1.50 | 1.50 | 1.80 | 2.20 |
| w/ceff | 0.40 | 0.39 | 0.35 | 0.32 | 0.31 | 0.30 | 0.28 | 0.25 |
| SCC HR-30 | [MPa] | σ [MPa] | SCC HR-45 | [MPa] | σ [MPa] |
|---|---|---|---|---|---|
| HR-30-0% | 49.09 | 12.00 | HR-45-0% | 63.36 | 5.28 |
| HR-30-20% | 49.98 | 7.50 | HR-45-20% | 64.13 | 4.47 |
| HR-30-50% | 55.34 | 10.35 | HR-45-50% | 66.82 | 7.04 |
| HR-30-100% | 56.75 | 3.27 | HR-45-100% | 72.81 | 8.22 |
| Natural Aggregates | Sand 0/2 | Gravel 2/12.5 | RA | Standard |
|---|---|---|---|---|
| Apparent density (g/cm3) | 2.64 | 2.68 | 2.41 | UNE-EN 1097-6 [43] |
| Water absorption (% wt.) | 0.26 | 1.16 | 4.15 | UNE-EN 1097-6 [43] |
| SCC HR-30 | Diameter (mm) | SCC HR-45 | Diameter (mm) |
|---|---|---|---|
| HR-30-0% | 680 | HR-45-0% | 750 |
| HR-30-20% | 600 | HR-45-20% | 710 |
| HR-30-50% | 580 | HR-45-50% | 600 |
| HR-30-100% | 550 | HR-45-100% | 650 |
| Type SCC | 7 Days | 18 Days | 28 Days | 42 Days | 56 Days |
|---|---|---|---|---|---|
| HR-30-0% | 1.49 | 2.91 | 4.52 | 8.37 | 11.42 |
| HR-30-20% | 0.41 | 0.83 | 1.55 | 2.60 | 4.74 |
| HR-30-50% | 0.51 | 0.89 | 1.22 | 8.95 | 12.57 |
| HR-30-100% | 2.1 | 4.63 | 9.56 | 12.30 | 15.87 |
| HR-45-0% | 0.61 | 0.74 | 1.54 | 3.08 | 4.68 |
| HR-45-20% | 0.28 | 0.67 | 0.86 | 1.86 | 3.16 |
| HR-45-50% | 0.71 | 1.99 | 2.58 | 4.51 | 8.14 |
| HR-45-100% | 0.79 | 2.18 | 3.47 | 5.23 | 9.50 |
| SCC HR-30 | Footprint (mm) | σ [mm] | SCC HR-45 | Footprint (mm) | σ [mm] |
|---|---|---|---|---|---|
| HR-30-0% | 19.32 | 0.11 | HR-45-0% | 19.22 | 0.18 |
| HR-30-20% | 19.33 | 0.09 | HR-45-20% | 19.51 | 0.44 |
| HR-30-50% | 19.95 | 1.13 | HR-45-50% | 19.92 | 0.38 |
| HR-30-100% | 20.58 | 0.05 | HR-45-100% | 19.97 | 0.59 |
| Type SCC | Pn (g) Starting | Pn (g) Ending | ∆ Weight (%) | |
|---|---|---|---|---|
| HR-30 0% | 2433.0 | 2438.0 | +0.21 |  |
| HR-30 20% | 2325.0 | 2329.0 | +0.17 | |
| HR-30 50% | 2399.5 | 2401.8 | +0.10 | |
| HR-30 100% | 2323.9 | 2338.2 | +0.61 | |
| HR-45-0% | 2427.0 | 2433.0 | +0.25 | |
| HR-45-20% | 2390.0 | 2395.0 | +0.21 | |
| HR-45-50% | 2404.6 | 2409.9 | +0.22 | |
| HR-45-100% | 2372.3 | 2378.8 | +0.27 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fiol, F.; Thomas, C.; Manso, J.M.; López, I. Influence of Recycled Precast Concrete Aggregate on Durability of Concrete’s Physical Processes. Appl. Sci. 2020, 10, 7348. https://doi.org/10.3390/app10207348
Fiol F, Thomas C, Manso JM, López I. Influence of Recycled Precast Concrete Aggregate on Durability of Concrete’s Physical Processes. Applied Sciences. 2020; 10(20):7348. https://doi.org/10.3390/app10207348
Chicago/Turabian StyleFiol, F., C. Thomas, J. M. Manso, and I. López. 2020. "Influence of Recycled Precast Concrete Aggregate on Durability of Concrete’s Physical Processes" Applied Sciences 10, no. 20: 7348. https://doi.org/10.3390/app10207348
APA StyleFiol, F., Thomas, C., Manso, J. M., & López, I. (2020). Influence of Recycled Precast Concrete Aggregate on Durability of Concrete’s Physical Processes. Applied Sciences, 10(20), 7348. https://doi.org/10.3390/app10207348