Tool Wear Monitoring for Complex Part Milling Based on Deep Learning


Abstract
1. Introduction
2. Method
2.1. Overall Monitoring Method
2.2. Feature Pre-Selection
2.2.1. Cutting Force Features
2.2.2. Cutting Vibration Features
2.3. Deep Learning for Tool Wear Monitoring
2.3.1. Structure of the Deep Learning Network
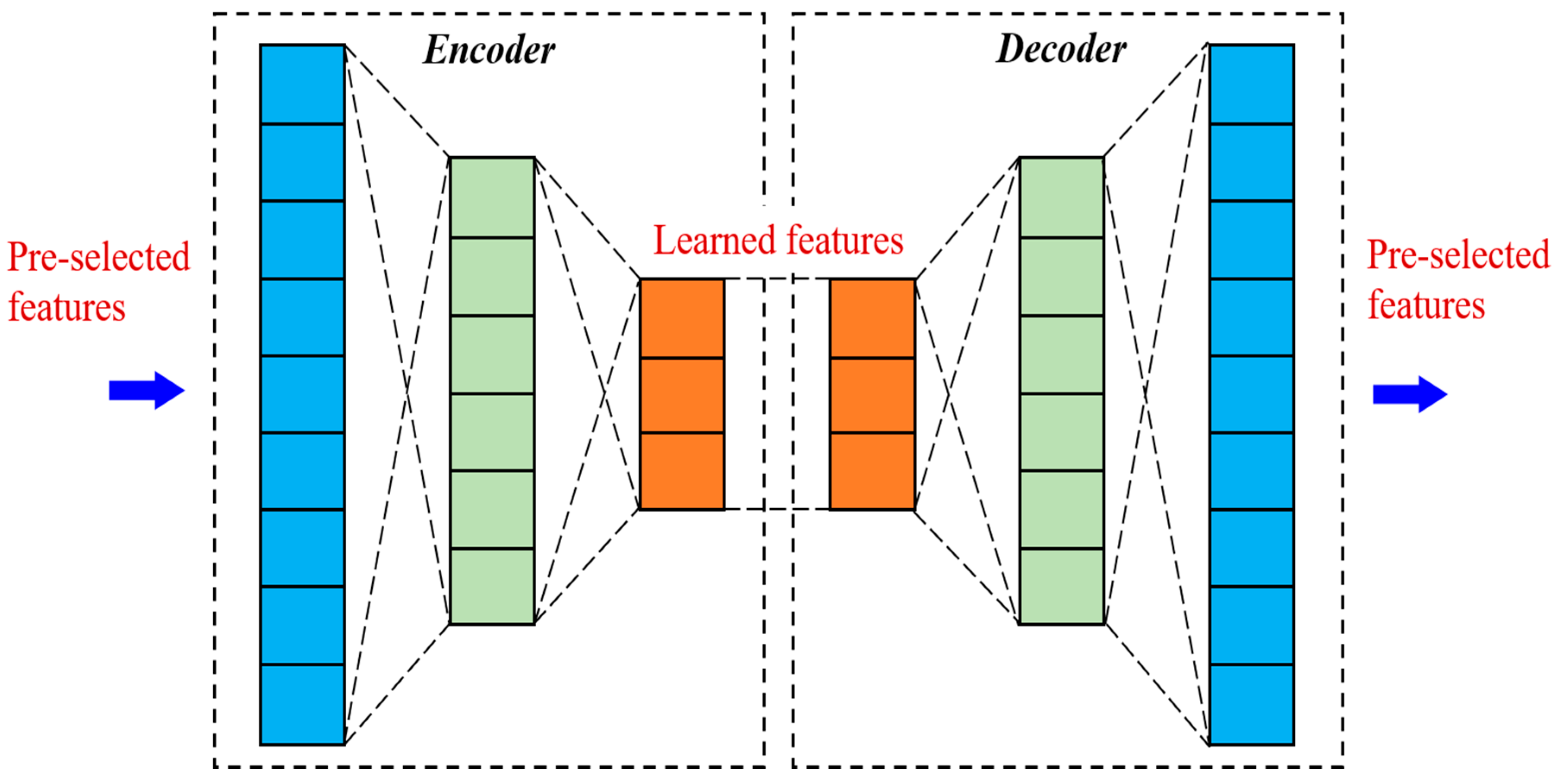
2.3.2. Deep Autoencoder
2.3.3. Deep Multi-Layer Perceptron
2.3.4. Loss Function
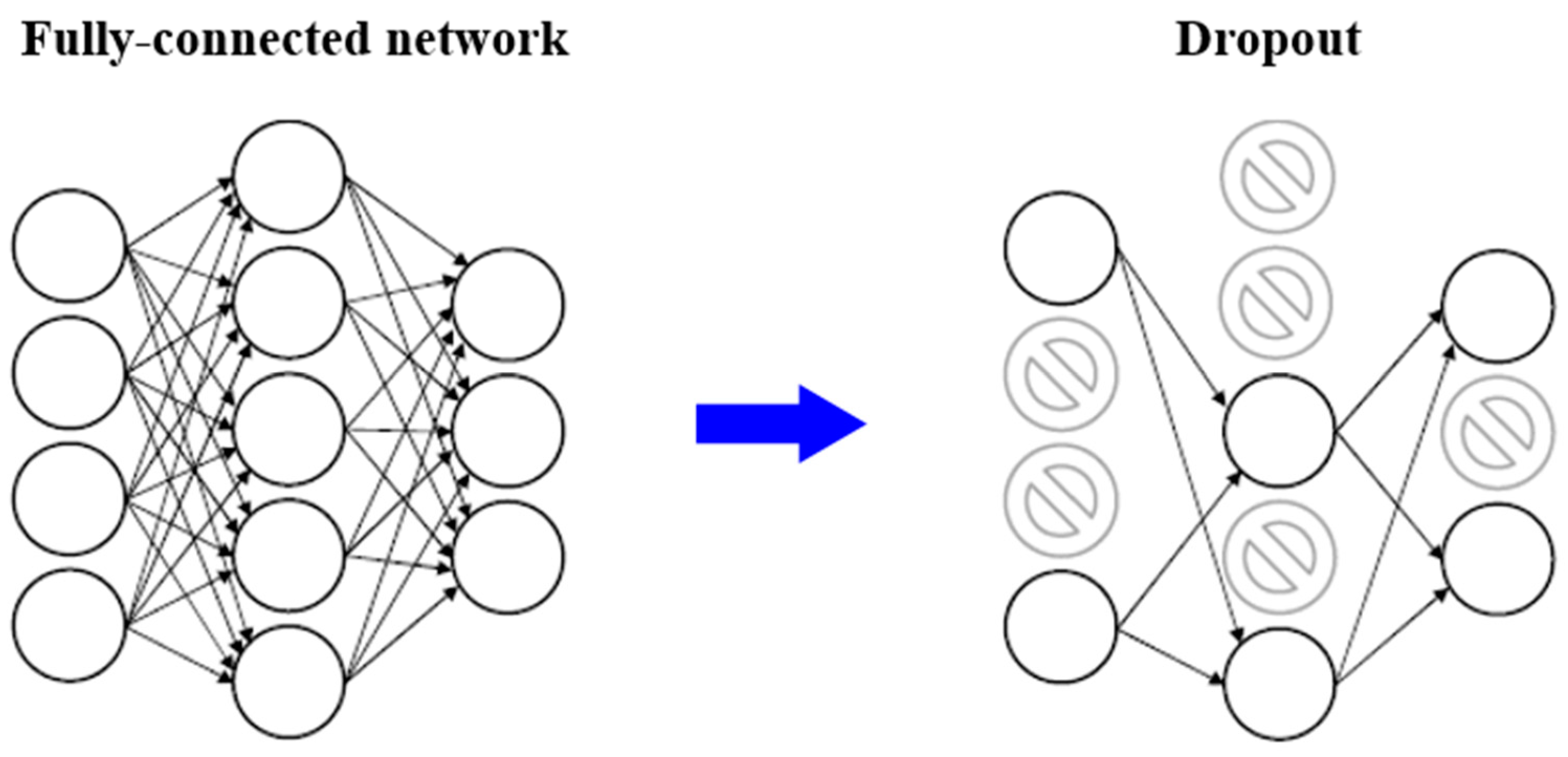
2.3.5. Regularization
3. Experiment
4. Results and Discussion
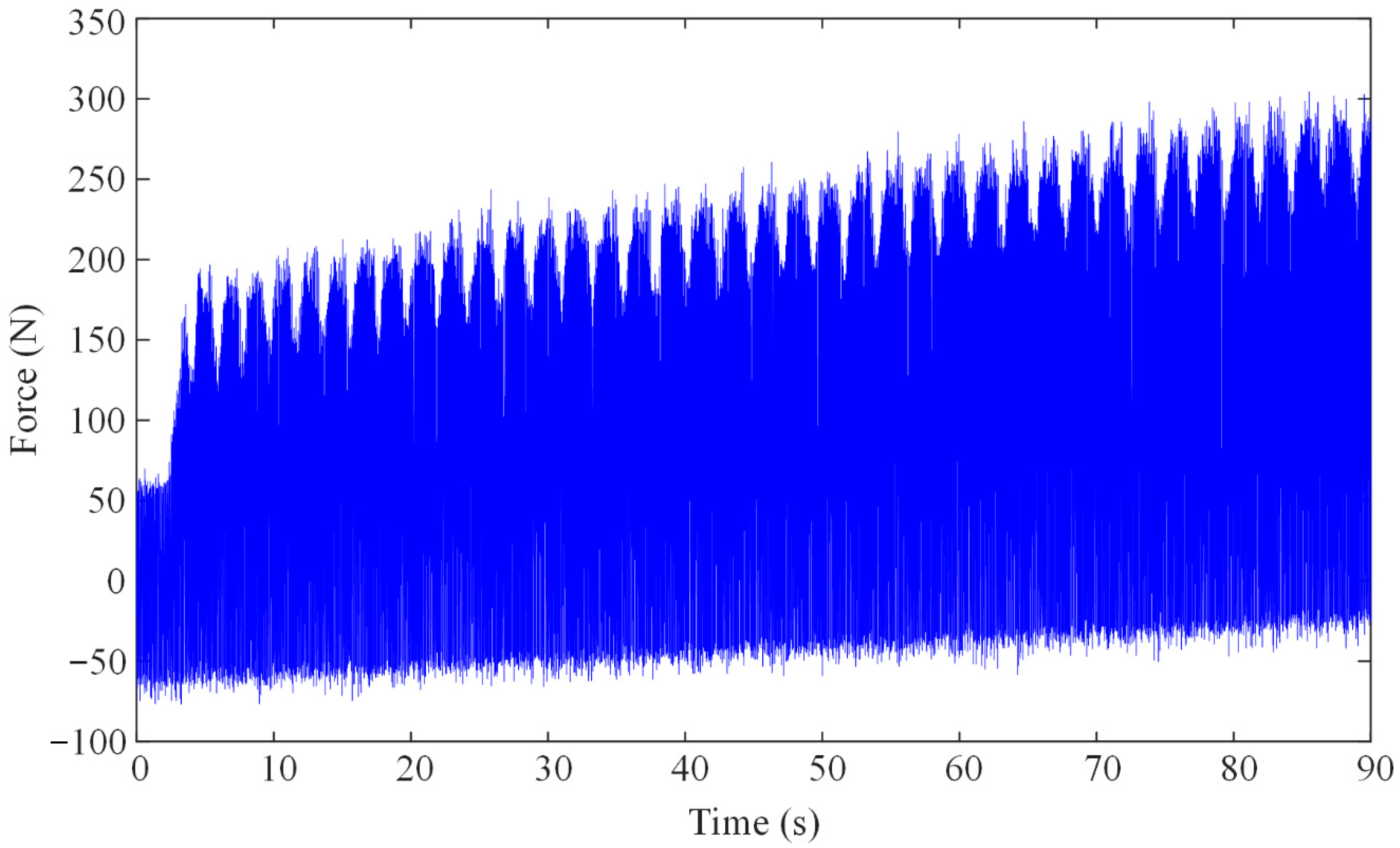
4.1. Features Extracted from Cutting Force Signals
4.2. Training and Validation of Deep Neural Network
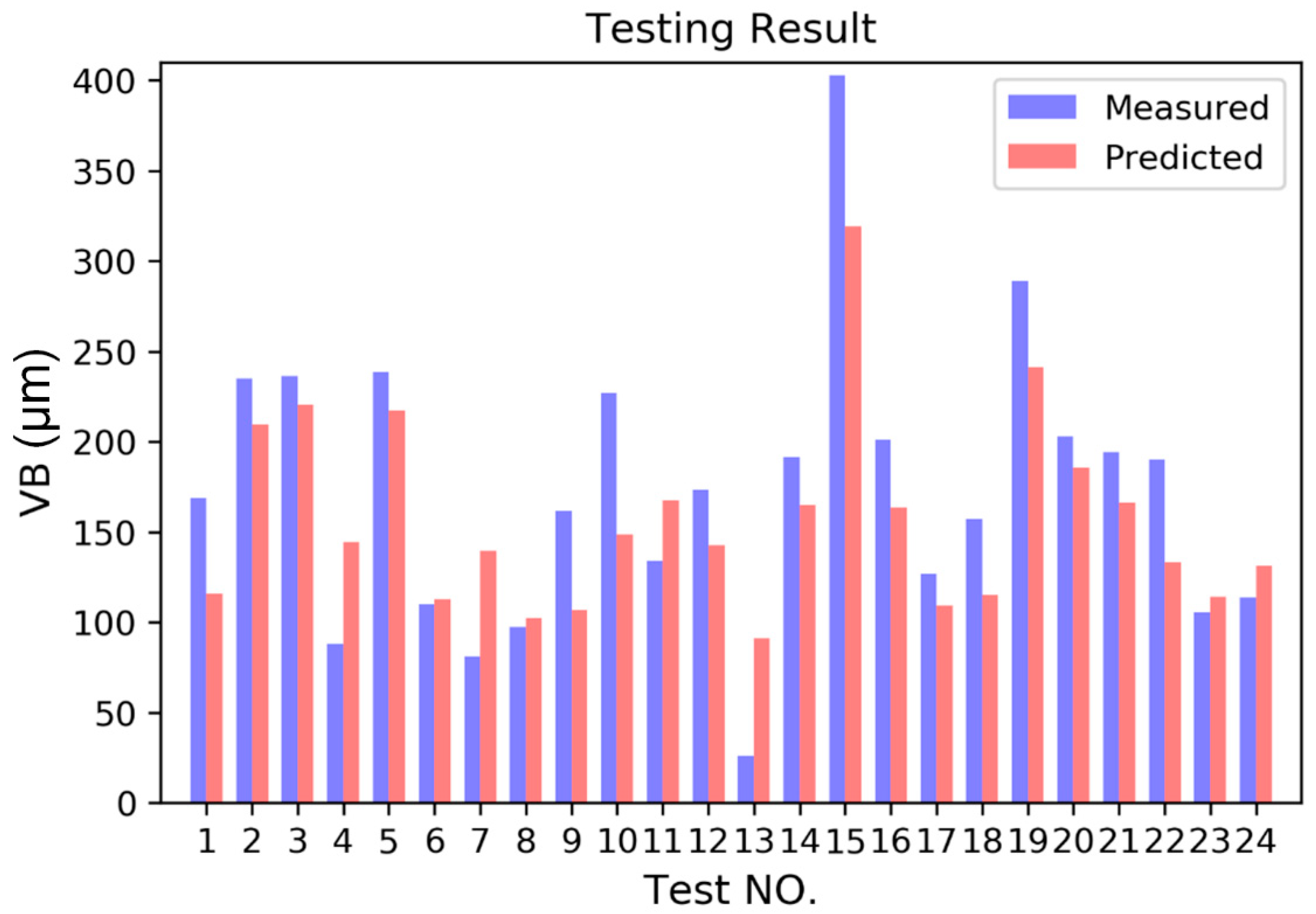
4.3. Testing of Deep Neural Network
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ft (n) | Fr (n) | Vt (n) | Vr (n) | Ktc (MPa) | Kte (n/mm) | Krc (MPa) | Kre (n/mm) | ap (MPa) | VB (μm) |
|---|---|---|---|---|---|---|---|---|---|
| 1459.1 | 298.1 | 1302.7 | 274.6 | −1349.8 | 342 | 761.7 | 61 | 0.55 | 4.4381 |
| 1602.3 | 223.4 | 1413.4 | 330.1 | −1238.5 | 176 | 649 | 73 | 0.65 | 13.7772 |
| 1425.2 | 269 | 1727.5 | 308.6 | −973.21 | 237 | 606.69 | 29 | 0.75 | 25.6596 |
| 1683.9 | 209.7 | 1620.1 | 321.9 | −1057.7 | 433 | 681.5 | 2 | 0.85 | 38.4103 |
| 1744.1 | 225.8 | 1629.4 | 301.7 | −1054.1 | 294 | 687.3 | 80 | 0.95 | 50.89 |
| 1772.3 | 207.7 | 1660.3 | 232.4 | −880.45 | −156 | 730.55 | −69 | 1.05 | 62.374 |
| 1672.8 | 177.4 | 1909.3 | 237.8 | −889.18 | −6 | 603.24 | −38 | 1.15 | 72.4515 |
| 2003.3 | 168 | 1756.2 | 279.9 | −878.06 | 250 | 642.87 | 13 | 1.25 | 80.9435 |
| 2096.7 | 380.3 | 1840.3 | 200.1 | −844 | 357 | 618 | −40 | 1.35 | 87.8359 |
| 2155.3 | 283 | 1947.2 | 289 | −890.49 | 264 | 571.82 | 43 | 1.45 | 93.2272 |
| 1466.6 | 264.8 | 1469.2 | 283.9 | −1220.2 | 345 | 1055.7 | 75 | 0.55 | 97.2865 |
| 1551.2 | 302.1 | 1552.2 | 338.8 | −1350.9 | 260 | 823.4 | 150 | 0.65 | 100.2214 |
| 1634.5 | 316.1 | 1584.1 | 321.7 | −1128.1 | 289 | 760.1 | 125 | 0.75 | 102.2543 |
| 1735.4 | 196.5 | 1601.5 | 326.3 | −1138.4 | 447 | 742.2 | 54 | 0.85 | 103.6044 |
| 1719.9 | 243.2 | 1692.4 | 311 | −1068.6 | 334 | 706.3 | 152 | 0.95 | 104.4762 |
| 1743.4 | 228.6 | 1740.2 | 235.3 | −936.78 | 230 | 774.3 | −31 | 1.05 | 105.0513 |
| 1831.6 | 184.2 | 1832.2 | 243.7 | −952.43 | −118 | 610.3 | −46 | 1.15 | 105.4842 |
| 2014.8 | 226.2 | 1829.3 | 293.4 | −951.5 | 288 | 647.7 | 27 | 1.25 | 105.9005 |
| 1981.3 | 245.4 | 1973.2 | 269 | −919.93 | 372 | 630.93 | 73 | 1.35 | 106.3973 |
| 2208.2 | 262 | 2096.9 | 295.3 | −979.94 | 243 | 641.1 | 78 | 1.45 | 107.0448 |
| 1397.1 | 287.6 | 1388.7 | 353.2 | −1274.2 | 780 | 985.7 | 114 | 0.55 | 107.8888 |
| 1611.9 | 340.1 | 1616.2 | 380.5 | −1314.4 | 570 | 856.4 | 168 | 0.65 | 108.9541 |
| 1670.2 | 331 | 1731.8 | 346 | −1196.3 | 348 | 815.2 | 134 | 0.75 | 110.2482 |
| 1751.3 | 242 | 1788 | 321.5 | −1264.7 | 511 | 757.6 | 155 | 0.85 | 111.7645 |
| 1865.5 | 262.9 | 1827 | 322.4 | −1137.6 | 472 | 716.2 | 138 | 0.95 | 113.486 |
| 1867.6 | 267.5 | 1872.3 | 248.3 | −1078.4 | 238 | 798.77 | 42 | 1.05 | 115.3889 |
| 1939.7 | 241.1 | 1978.7 | 276.1 | −1104 | 204 | 646.73 | 35 | 1.15 | 117.4449 |
| 2055.8 | 337 | 2029.5 | 325.5 | −1006.1 | 375 | 719.5 | 8 | 1.25 | 119.6239 |
| 2143.7 | 359 | 2306.2 | 390 | −936.07 | 460 | 679.18 | 79 | 1.35 | 121.8962 |
| 2332.4 | 436.5 | 2429.1 | 464 | −1000.4 | 336 | 670.88 | 129 | 1.45 | 124.2341 |
| 1478.4 | 380.2 | 1348.3 | 208.2 | −1459.5 | 755 | 975.6 | 181 | 0.55 | 126.613 |
| 1774.5 | 378.7 | 1751.6 | 437.8 | −1335 | 716 | 862.7 | 246 | 0.65 | 129.0121 |
| 1881.1 | 530.2 | 1918.5 | 544.6 | −1362.7 | 562 | 827.4 | 199 | 0.75 | 131.415 |
| 2066.7 | 414.5 | 2093.3 | 519.6 | −1346.9 | 754 | 801 | 187 | 0.85 | 133.8098 |
| 2004.8 | 413.3 | 1987.2 | 430.9 | −1176.8 | 555 | 855.9 | 171 | 0.95 | 136.1888 |
| 2046.6 | 313.4 | 2003.2 | 263 | −1142.4 | 342 | 809.5 | 88 | 1.05 | 138.5482 |
| 2094.5 | 289.4 | 2025.4 | 301.7 | −1094.2 | 287 | 676.42 | 122 | 1.15 | 140.8876 |
| 2172.1 | 363 | 2302.2 | 384.7 | −1031 | 378 | 730.4 | 25 | 1.25 | 143.2091 |
| 2262.7 | 440.5 | 2519.8 | 469.9 | −904.63 | 374 | 791.85 | 177 | 1.35 | 145.5169 |
| 2497.5 | 558 | 2714.6 | 500.4 | −1042.3 | 542 | 697.24 | 135 | 1.45 | 147.8161 |
| 1773.8 | 478.4 | 1560.1 | 462.6 | −1118 | −58 | 921.5 | 128 | 0.55 | 150.1124 |
| 1603.1 | 335.1 | 1714.2 | 384.8 | −1273.9 | 305 | 622.4 | 240 | 0.65 | 152.411 |
| 1709.8 | 388.8 | 1758.7 | 419.4 | −1190 | 333 | 572.7 | 250 | 0.75 | 154.7163 |
| 1806 | 331.6 | 1891.5 | 332.8 | −1076.9 | 510 | 372.6 | 140 | 0.85 | 157.031 |
| 1842.8 | 293.9 | 1919.2 | 313.4 | −913.35 | 147 | 351.8 | 190 | 0.95 | 159.3561 |
| 1902.8 | 342.9 | 2107.3 | 348.3 | −946.33 | 268 | 155.59 | 289 | 1.05 | 161.6902 |
| 1952 | 368.9 | 2086.9 | 322.5 | −990.2 | 246 | 263.8 | 202 | 1.15 | 164.0297 |
| 2018 | 260 | 2131.5 | 255.3 | −829.85 | −137 | 219.1 | 264 | 1.25 | 166.3684 |
| 2026.2 | 280.2 | 2192.9 | 315.1 | −737.38 | −249 | 297.1 | 246 | 1.35 | 168.698 |
| 2084.3 | 279.7 | 2075.5 | 206.4 | −839.1 | 153 | 242.72 | 257 | 1.45 | 171.0079 |
| 1893.9 | 324.5 | 1768 | 475.8 | −1134 | 63 | 1081.3 | 193 | 0.55 | 173.2859 |
| 1828.2 | 328.7 | 2010.7 | 404.2 | −1304.5 | 407 | 780.5 | 244 | 0.65 | 175.5185 |
| 1889.2 | 397.5 | 2117.9 | 466.6 | −1169.6 | 340 | 661 | 371 | 0.75 | 177.6913 |
| 2027.6 | 370.6 | 2159.4 | 410.8 | −1186.2 | 553 | 352.2 | 257 | 0.85 | 179.7893 |
| 2007.6 | 325.6 | 2204.9 | 316.7 | −1128.9 | 351 | 427.99 | 202 | 0.95 | 181.7983 |
| 2050.7 | 349.2 | 2272 | 396.9 | −887.75 | −26 | 406.65 | 302 | 1.05 | 183.7045 |
| 2142.9 | 196.3 | 2394.2 | 283.9 | −1012.2 | 314 | 441.4 | 311 | 1.15 | 185.4958 |
| 2159.9 | 280.9 | 2494.5 | 313.3 | −969.15 | −35 | 348.69 | 369 | 1.25 | 187.1618 |
| 2188.6 | 312.7 | 2569.1 | 386.4 | −888.6 | 55 | 396.01 | 394 | 1.35 | 188.6949 |
| 2305.8 | 291.3 | 2684 | 289.1 | −911.61 | 391 | 310.12 | 366 | 1.45 | 190.09 |
| 1939 | 362.9 | 1843.1 | 481.2 | −1673.4 | 681 | 1222.5 | 230 | 0.55 | 191.3455 |
| 1873.3 | 402.8 | 2098.1 | 460.2 | −1272.2 | 624 | 991.1 | 334 | 0.65 | 192.4632 |
| 2000.5 | 472.5 | 2290.4 | 527.1 | −1246.8 | 590 | 980.6 | 375 | 0.75 | 193.4483 |
| 1984.4 | 468 | 2322.7 | 399.9 | −1197.3 | 411 | 1046.1 | 218 | 0.85 | 194.3099 |
| 2158.9 | 323.7 | 2368.6 | 338.3 | −1120.1 | 490 | 938.9 | 219 | 0.95 | 195.0602 |
| 2153.3 | 369.4 | 2545.5 | 437.2 | −1151.5 | 888 | 982 | 373 | 1.05 | 195.7152 |
| 2236.5 | 436.4 | 2458.5 | 372 | −1048.5 | 360 | 913.1 | 315 | 1.15 | 196.2933 |
| 2286.6 | 276.3 | 2642.1 | 343.7 | −1006.6 | 87 | 946.3 | 420 | 1.25 | 196.8157 |
| 2315.7 | 400.3 | 2752.6 | 421.1 | −891.5 | 244 | 921.83 | 459 | 1.35 | 197.3056 |
| 2242.5 | 403 | 2722.2 | 403 | −993.13 | 516 | 959.55 | 383 | 1.45 | 197.7874 |
| 1908 | 572.1 | 2238.1 | 523.5 | −1654.1 | 818 | 1308.1 | 407 | 0.55 | 198.2861 |
| 1885.1 | 444.7 | 2268.6 | 595.1 | −1389 | 798 | 1277.8 | 422 | 0.65 | 198.8267 |
| 1991.9 | 517.5 | 2353.8 | 657.6 | −1379.1 | 640 | 1176.9 | 457 | 0.75 | 199.4334 |
| 2013.9 | 571.2 | 2434 | 469.2 | −1367.8 | 912 | 1147.2 | 362 | 0.85 | 200.1284 |
| 2100.7 | 415.4 | 2582.5 | 537.4 | −1315.1 | 1079 | 1099.8 | 347 | 0.95 | 200.9318 |
| 2075.2 | 379.4 | 2603.8 | 430.7 | −1220.3 | 957 | 1136.4 | 395 | 1.05 | 201.8606 |
| 2196.2 | 460.6 | 2715.2 | 526.7 | −1147.7 | 561 | 1083.2 | 433 | 1.15 | 202.9279 |
| 2033.4 | 388.4 | 2952.1 | 532.9 | −1025.5 | 244 | 1056.3 | 484 | 1.25 | 204.1425 |
| 2242.2 | 488.3 | 2869.1 | 433.3 | −1201.8 | 882 | 1089.5 | 489 | 1.35 | 205.5085 |
| 2332.3 | 468.7 | 2958.7 | 503.8 | −916.35 | 187 | 994.5 | 480 | 1.45 | 207.0249 |
| 1867.7 | 333 | 2448.9 | 419.6 | −1150.6 | −144 | 1602 | −83 | 0.55 | 208.6857 |
| 2062 | 330.7 | 2494.8 | 436.2 | −1425.8 | 428 | 996.3 | 151 | 0.65 | 210.4795 |
| 2102 | 372 | 2609.9 | 452.3 | −1264.1 | 278 | 1278.5 | −399 | 0.75 | 212.3903 |
| 2208.2 | 401.5 | 2679.6 | 426.9 | −1271.1 | 257 | 1412.5 | 21 | 0.85 | 214.3974 |
| 2234.8 | 424.5 | 2852.4 | 361.2 | −947.3 | 442 | 1307.5 | −251 | 0.95 | 216.4763 |
| 2310.1 | 281.8 | 2890.6 | 367.3 | −1169.4 | 468 | 1250.1 | −352 | 1.05 | 218.5993 |
| 2315.1 | 281.9 | 3005.4 | 354.5 | −1100 | 481 | 1113.5 | −34 | 1.15 | 220.7367 |
| 2477.8 | 299.7 | 3033.9 | 380 | −1138.1 | 291 | 1164.8 | −391 | 1.25 | 222.8577 |
| 2509.5 | 374.8 | 3144.9 | 446.4 | −1068.8 | 120 | 1064.4 | 271 | 1.35 | 224.932 |
| 2315.8 | 371.7 | 3273.9 | 472 | −844.1 | 100 | 1029.1 | 205 | 1.45 | 226.9309 |
| 2097.7 | 462.9 | 2633.9 | 478.2 | −1524.8 | 161 | 1859 | −515 | 0.55 | 228.8288 |
| 2144.6 | 376.8 | 2726.3 | 441.3 | −1481.9 | 595 | 1566.8 | 225 | 0.65 | 230.605 |
| 2227 | 457.6 | 2820.1 | 521 | −1393.5 | 223 | 1595.1 | −268 | 0.75 | 232.245 |
| 2363.9 | 578.2 | 3011.5 | 432.5 | −1355.6 | 276 | 1588.5 | 142 | 0.85 | 233.7418 |
| 2363.6 | 414.3 | 3061.6 | 425.4 | −1059.3 | 525 | 1305.2 | 362 | 0.95 | 235.0976 |
| 2343.8 | 330.8 | 3220.2 | 375.3 | −1182.6 | 504 | 1332.5 | −11 | 1.05 | 236.3249 |
| 2468.6 | 370 | 3196.8 | 391 | −1075.4 | 610 | 1328.8 | 146 | 1.15 | 237.447 |
| 2520.5 | 326.5 | 3389.9 | 444 | −1259.4 | 435 | 1301.3 | −242 | 1.25 | 238.4994 |
| 2500.6 | 291.2 | 3406.1 | 365 | −1116.1 | 260 | 1284.5 | 197 | 1.35 | 239.5294 |
| 2536.6 | 451.7 | 3536.2 | 556.4 | −1113.9 | 288 | 1257.9 | −382 | 1.45 | 240.5966 |
| 2217.6 | 422 | 2809.5 | 477.3 | −1355.7 | 894 | 1870.8 | −191 | 0.55 | 241.7719 |
| 2315.8 | 482.7 | 2984.9 | 521.1 | −1658.2 | 631 | 1895.2 | 475 | 0.65 | 243.1369 |
| 2300.7 | 531.4 | 3048 | 529.6 | −1553 | 782 | 1589.9 | 297 | 0.75 | 244.7824 |
| 2418.9 | 627.2 | 3114.5 | 549.7 | −1408.9 | 565 | 1681.8 | 178 | 0.85 | 246.8062 |
| 2407.4 | 689.2 | 3226.6 | 441.9 | −1100.1 | 659 | 1605.6 | 573 | 0.95 | 249.3112 |
| 2575.1 | 418.9 | 3357.7 | 398.5 | −1216.2 | 595 | 1512 | 345 | 1.05 | 252.4023 |
| 2469.1 | 474.1 | 3659.3 | 526.2 | −1113.2 | 728 | 1360.8 | 657 | 1.15 | 256.1839 |
| 2551 | 343.3 | 3746.9 | 484.2 | −1216.2 | 486 | 1354.6 | 624 | 1.25 | 260.7562 |
| 2627.1 | 400.8 | 3868 | 482.8 | −1167.4 | 430 | 1358.7 | 438 | 1.35 | 266.2127 |
| 2598.8 | 349.2 | 3856.5 | 531.2 | −1145.6 | 601 | 1212.1 | 553 | 1.45 | 272.6374 |
| 2221.1 | 598.5 | 2204.8 | 691.2 | −1885.5 | 945 | 2161.7 | −622 | 0.55 | 280.1025 |
| 2267.4 | 500.7 | 3340.9 | 617.1 | −1592.5 | 1114 | 1972.7 | 626 | 0.65 | 288.668 |
| 2386.6 | 535.2 | 3390.2 | 570.9 | −1646.5 | 1060 | 1646.8 | 414 | 0.75 | 298.3815 |
| 2597.7 | 796.9 | 3717.5 | 659.3 | −1444.7 | 877 | 1691.9 | 527 | 0.85 | 309.2817 |
| 2563.2 | 707.3 | 3919.5 | 583.2 | −1197.9 | 1233 | 1688.8 | 893 | 0.95 | 321.4035 |
| 2662.1 | 696.1 | 4051 | 621.3 | −1374.5 | 678 | 1574.9 | 485 | 1.05 | 334.7875 |
| 2711.7 | 689.5 | 4156.5 | 513.8 | −1266.3 | 954 | 1514.1 | 943 | 1.15 | 349.4937 |
| 2742.9 | 543.2 | 4333.8 | 640.3 | −1348.7 | 526 | 1563.1 | 875 | 1.25 | 365.6212 |
| 2914.2 | 527.1 | 4622.7 | 492.5 | −1448.2 | 518 | 1359.9 | 785 | 1.35 | 383.3351 |
| 2836.4 | 527.7 | 4773.4 | 674.9 | −1157.2 | 665 | 1255.5 | 634 | 1.45 | 402.9015 |
| 1459.1 | 298.1 | 1302.7 | 274.6 | −1349.8 | 342 | 761.7 | 61 | 0.55 | 4.4381 |
| 1602.3 | 223.4 | 1413.4 | 330.1 | −1238.5 | 176 | 649 | 73 | 0.65 | 13.7772 |
| 1425.2 | 269 | 1727.5 | 308.6 | −973.21 | 237 | 606.69 | 29 | 0.75 | 25.6596 |
| 1683.9 | 209.7 | 1620.1 | 321.9 | −1057.7 | 433 | 681.5 | 2 | 0.85 | 38.4103 |
| 1744.1 | 225.8 | 1629.4 | 301.7 | −1054.1 | 294 | 687.3 | 80 | 0.95 | 50.89 |
| 1772.3 | 207.7 | 1660.3 | 232.4 | −880.45 | −156 | 730.55 | −69 | 1.05 | 62.374 |
| 1672.8 | 177.4 | 1909.3 | 237.8 | −889.18 | −6 | 603.24 | −38 | 1.15 | 72.4515 |
| 2003.3 | 168 | 1756.2 | 279.9 | −878.06 | 250 | 642.87 | 13 | 1.25 | 80.9435 |
| 2096.7 | 380.3 | 1840.3 | 200.1 | −844 | 357 | 618 | −40 | 1.35 | 87.8359 |
| 2155.3 | 283 | 1947.2 | 289 | −890.49 | 264 | 571.82 | 43 | 1.45 | 93.2272 |
| 1466.6 | 264.8 | 1469.2 | 283.9 | −1220.2 | 345 | 1055.7 | 75 | 0.55 | 97.2865 |
| 1551.2 | 302.1 | 1552.2 | 338.8 | −1350.9 | 260 | 823.4 | 150 | 0.65 | 100.2214 |
| 1634.5 | 316.1 | 1584.1 | 321.7 | −1128.1 | 289 | 760.1 | 125 | 0.75 | 102.2543 |
| 1735.4 | 196.5 | 1601.5 | 326.3 | −1138.4 | 447 | 742.2 | 54 | 0.85 | 103.6044 |
| 1719.9 | 243.2 | 1692.4 | 311 | −1068.6 | 334 | 706.3 | 152 | 0.95 | 104.4762 |
| 1743.4 | 228.6 | 1740.2 | 235.3 | −936.78 | 230 | 774.3 | −31 | 1.05 | 105.0513 |
| 1831.6 | 184.2 | 1832.2 | 243.7 | −952.43 | −118 | 610.3 | −46 | 1.15 | 105.4842 |
| 2014.8 | 226.2 | 1829.3 | 293.4 | −951.5 | 288 | 647.7 | 27 | 1.25 | 105.9005 |
| 1981.3 | 245.4 | 1973.2 | 269 | −919.93 | 372 | 630.93 | 73 | 1.35 | 106.3973 |
| 2208.2 | 262 | 2096.9 | 295.3 | −979.94 | 243 | 641.1 | 78 | 1.45 | 107.0448 |
| 1397.1 | 287.6 | 1388.7 | 353.2 | −1274.2 | 780 | 985.7 | 114 | 0.55 | 107.8888 |
| 1611.9 | 340.1 | 1616.2 | 380.5 | −1314.4 | 570 | 856.4 | 168 | 0.65 | 108.9541 |
| 1670.2 | 331 | 1731.8 | 346 | −1196.3 | 348 | 815.2 | 134 | 0.75 | 110.2482 |
| 1751.3 | 242 | 1788 | 321.5 | −1264.7 | 511 | 757.6 | 155 | 0.85 | 111.7645 |
| 1865.5 | 262.9 | 1827 | 322.4 | −1137.6 | 472 | 716.2 | 138 | 0.95 | 113.486 |
| 1867.6 | 267.5 | 1872.3 | 248.3 | −1078.4 | 238 | 798.77 | 42 | 1.05 | 115.3889 |
| 1939.7 | 241.1 | 1978.7 | 276.1 | −1104 | 204 | 646.73 | 35 | 1.15 | 117.4449 |
| 2055.8 | 337 | 2029.5 | 325.5 | −1006.1 | 375 | 719.5 | 8 | 1.25 | 119.6239 |
| 2143.7 | 359 | 2306.2 | 390 | −936.07 | 460 | 679.18 | 79 | 1.35 | 121.8962 |
| 2332.4 | 436.5 | 2429.1 | 464 | −1000.4 | 336 | 670.88 | 129 | 1.45 | 124.2341 |
| 1478.4 | 380.2 | 1348.3 | 208.2 | −1459.5 | 755 | 975.6 | 181 | 0.55 | 126.613 |
| 1774.5 | 378.7 | 1751.6 | 437.8 | −1335 | 716 | 862.7 | 246 | 0.65 | 129.0121 |
| 1881.1 | 530.2 | 1918.5 | 544.6 | −1362.7 | 562 | 827.4 | 199 | 0.75 | 131.415 |
| 2066.7 | 414.5 | 2093.3 | 519.6 | −1346.9 | 754 | 801 | 187 | 0.85 | 133.8098 |
| 2004.8 | 413.3 | 1987.2 | 430.9 | −1176.8 | 555 | 855.9 | 171 | 0.95 | 136.1888 |
| 2046.6 | 313.4 | 2003.2 | 263 | −1142.4 | 342 | 809.5 | 88 | 1.05 | 138.5482 |
| 2094.5 | 289.4 | 2025.4 | 301.7 | −1094.2 | 287 | 676.42 | 122 | 1.15 | 140.8876 |
| 2172.1 | 363 | 2302.2 | 384.7 | −1031 | 378 | 730.4 | 25 | 1.25 | 143.2091 |
| 2262.7 | 440.5 | 2519.8 | 469.9 | −904.63 | 374 | 791.85 | 177 | 1.35 | 145.5169 |
| 2497.5 | 558 | 2714.6 | 500.4 | −1042.3 | 542 | 697.24 | 135 | 1.45 | 147.8161 |
| 1773.8 | 478.4 | 1560.1 | 462.6 | −1118 | −58 | 921.5 | 128 | 0.55 | 150.1124 |
| 1603.1 | 335.1 | 1714.2 | 384.8 | −1273.9 | 305 | 622.4 | 240 | 0.65 | 152.411 |
| 1709.8 | 388.8 | 1758.7 | 419.4 | −1190 | 333 | 572.7 | 250 | 0.75 | 154.7163 |
| 1806 | 331.6 | 1891.5 | 332.8 | −1076.9 | 510 | 372.6 | 140 | 0.85 | 157.031 |
| 1842.8 | 293.9 | 1919.2 | 313.4 | −913.35 | 147 | 351.8 | 190 | 0.95 | 159.3561 |
| 1902.8 | 342.9 | 2107.3 | 348.3 | −946.33 | 268 | 155.59 | 289 | 1.05 | 161.6902 |
| 1952 | 368.9 | 2086.9 | 322.5 | −990.2 | 246 | 263.8 | 202 | 1.15 | 164.0297 |
| 2018 | 260 | 2131.5 | 255.3 | −829.85 | −137 | 219.1 | 264 | 1.25 | 166.3684 |
References
- Liang, S.Y.; Hecker, R.L.; Landers, R.G. Machining process monitoring and control: The state-of-the-art. J. Manuf. Sci. Eng. 2004, 126, 297. [Google Scholar] [CrossRef]
- Rehorn, A.G.; Jiang, J.; Orban, P.E. State-of-the-art methods and results in tool condition monitoring: A review. Int. J. Adv. Manuf. Technol. 2005, 26, 693–710. [Google Scholar] [CrossRef]
- Choudhury, S.K.; Rath, S. In-process tool wear estimation in milling using cutting force model. J. Mater. Process. Technol. 2000, 99, 113–119. [Google Scholar] [CrossRef]
- Cui, Y. Tool Wear Monitoring for Milling by Tracking Cutting Force Model Coefficients. Ph.D. Thesis, Shandong University, Jinan, China, 1997. [Google Scholar]
- Shao, H.; Wang, H.L.; Zhao, X.M. A cutting power model for tool wear monitoring in milling. Int. J. Mach. Tools Manuf. 2004, 44, 1503–1509. [Google Scholar] [CrossRef]
- Hou, Y.; Zhang, D.; Wu, B.; Luo, M. Milling Force Modeling of Worn Tool and Tool Flank Wear Recognition in End Milling. IEEE/ASME Trans. Mechatronics 2015, 20, 1024–1035. [Google Scholar] [CrossRef]
- Han, C.; Luo, M.; Zhang, D.; Wu, B. Mechanistic modelling of worn drill cutting forces with drill wear effect coefficients. Procedia CIRP 2019, 82, 2–7. [Google Scholar] [CrossRef]
- Han, C.; Luo, M.; Zhang, D. Optimization of varying-parameter drilling for multi-hole parts using metaheuristic algorithm coupled with self-adaptive penalty method. Appl. Soft Comput. 2020, 95, 106489. [Google Scholar] [CrossRef]
- Han, C.; Zhang, D.; Luo, M.; Wu, B. Chip evacuation force modelling for deep hole drilling with twist drills. Int. J. Adv. Manuf. Technol. 2018, 98, 3091–3103. [Google Scholar] [CrossRef]
- Han, C.; Luo, M.; Zhang, D.; Wu, B. Iterative Learning Method for Drilling Depth Optimization in Peck Deep-Hole Drilling. J. Manuf. Sci. Eng. 2018, 140, 121009. [Google Scholar] [CrossRef]
- Yu, J. Tool condition prognostics using logistic regression with penalization and manifold regularization. Appl. Soft Comput. 2018, 64, 454–467. [Google Scholar] [CrossRef]
- Kilickap, E.; Yardimeden, A.; Çelik, Y.H. Mathematical Modelling and Optimization of Cutting Force, Tool Wear and Surface Roughness by Using Artificial Neural Network and Response Surface Methodology in Milling of Ti-6242S. Appl. Sci. 2017, 7, 1064. [Google Scholar] [CrossRef]
- Patra, K.; Jha, A.K.; Szalay, T.; Ranjan, J.; Monostori, L. Artificial neural network based tool condition monitoring in micro mechanical peck drilling using thrust force signals. Precis. Eng. 2017, 48, 279–291. [Google Scholar] [CrossRef]
- Karam, S.; Centobelli, P.; D’Addona, D.M.; Teti, R. Online Prediction of Cutting Tool Life in Turning via Cognitive Decision Making. Procedia CIRP 2016, 41, 927–932. [Google Scholar] [CrossRef]
- Venkatarao, K.; Murthy, B.; Rao, N.M. Prediction of cutting tool wear, surface roughness and vibration of work piece in boring of AISI 316 steel with artificial neural network. Measurement 2014, 51, 63–70. [Google Scholar] [CrossRef]
- D’Addona, D.M.; Ullah, A.M.M.S.; Matarazzo, D. Tool-wear prediction and pattern-recognition using artificial neural network and DNA-based computing. J. Intell. Manuf. 2017, 28, 1285–1301. [Google Scholar] [CrossRef]
- Mikołajczyk, T.; Nowicki, K.; Bustillo, A.; Pimenov, D.Y. Predicting tool life in turning operations using neural networks and image processing. Mech. Syst. Signal Process. 2018, 104, 503–513. [Google Scholar] [CrossRef]
- Madhusudana, C.K.; Kumar, H.; Narendranath, S. Face milling tool condition monitoring using sound signal. Int. J. Syst. Assur. Eng. Manag. 2017, 8, 1643–1653. [Google Scholar] [CrossRef]
- Benkedjouh, T.; Medjaher, K.; Zerhouni, N.; Rechak, S. Health assessment and life prediction of cutting tools based on support vector regression. J. Intell. Manuf. 2015, 26, 213–223. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, H. Modelling and prediction of tool wear using LS-SVM in milling operation. Int. J. Comput. Integr. Manuf. 2016, 29, 76–91. [Google Scholar] [CrossRef]
- Yu, J.; Liang, S.; Tang, D.; Liu, H. A weighted hidden Markov model approach for continuous-state tool wear monitoring and tool life prediction. Int. J. Adv. Manuf. Technol. 2017, 91, 201–211. [Google Scholar] [CrossRef]
- Zhu, K.; Liu, T. Online Tool Wear Monitoring Via Hidden Semi-Markov Model with Dependent Durations. IEEE Trans. Ind. Inform. 2018, 14, 69–78. [Google Scholar] [CrossRef]
- Tobon-Mejia, D.A.; Medjaher, K.; Zerhouni, N. CNC machine tool’s wear diagnostic and prognostic by using dynamic Bayesian networks. Mech. Syst. Signal Process. 2012, 28, 167–182. [Google Scholar] [CrossRef]
- Kong, D.; Chen, Y.; Li, N. Gaussian process regression for tool wear prediction. Mech. Syst. Signal Process. 2018, 104, 556–574. [Google Scholar] [CrossRef]
- Wu, D.; Jennings, C.; Terpenny, J.; Gao, R.X.; Kumara, S. A Comparative Study on Machine Learning Algorithms for Smart Manufacturing: Tool Wear Prediction Using Random Forests. J. Manuf. Sci. Eng. 2017, 139. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, F.; Lv, J.; Wang, X. A Novel Method for Tool Identification and Wear Condition Assessment Based on Multi-Sensor Data. Appl. Sci. 2020, 10, 2746. [Google Scholar] [CrossRef]
- Serin, G.; Sener, B.; Ozbayoglu, A.M.; Unver, H.O. Review of tool condition monitoring in machining and opportunities for deep learning. Int. J. Adv. Manuf. Technol. 2020, 109, 953–974. [Google Scholar] [CrossRef]
- Sun, C.; Ma, M.; Zhao, Z.; Tian, S.; Yan, R.; Chen, X. Deep Transfer Learning Based on Sparse Autoencoder for Remaining Useful Life Prediction of Tool in Manufacturing. IEEE Trans. Ind. Inform. 2019, 15, 2416–2425. [Google Scholar] [CrossRef]
- Serin, G.; Gudelek, M.U.; Ozbayoglu, A.M.; Unver, H.O. Estimation of Parameters for the Free-Form Machining with Deep Neural Network. In Proceedings of the 2017 IEEE International Conference on Big Data (Big Data), Boston, MA, USA, 11–14 December 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 2102–2111. [Google Scholar]
- Ou, J.; Li, H.; Huang, G.; Yang, G. Intelligent Analysis of Tool Wear State Using Stacked Denoising Autoencoder with Online Sequential-Extreme Learning Machine. Measurement 2020, 108153. [Google Scholar] [CrossRef]
- Cao, X.; Chen, B.; Yao, B.; Zhuang, S. An Intelligent Milling Tool Wear Monitoring Methodology Based on Convolutional Neural Network with Derived Wavelet Frames Coefficient. Appl. Sci. 2019, 9, 3912. [Google Scholar] [CrossRef]
- Aghazadeh, F.; Tahan, A.; Thomas, M. Tool condition monitoring using spectral subtraction and convolutional neural networks in milling process. Int. J. Adv. Manuf. Technol. 2018, 98, 3217–3227. [Google Scholar] [CrossRef]
- Martínez-Arellano, G.; Terrazas, G.; Ratchev, S. Tool wear classification using time series imaging and deep learning. Int. J. Adv. Manuf. Technol. 2019, 104, 3647–3662. [Google Scholar] [CrossRef]
- Sun, H.; Zhang, J.; Mo, R.; Zhang, X. In-process tool condition forecasting based on a deep learning method. Robot. Cim. Int. Manuf. 2020, 64, 101924. [Google Scholar] [CrossRef]
- Zhao, R.; Yan, R.; Wang, J.; Mao, K. Learning to Monitor Machine Health with Convolutional Bi-Directional LSTM Networks. Sensors 2017, 17, 273. [Google Scholar] [CrossRef] [PubMed]
- Han, C.; Zhang, D.; Wu, B.; Pu, K.; Luo, M. Localization of freeform surface workpiece with particle swarm optimization algorithm. In Proceedings of the 2014 International Conference on Innovative Design and Manufacturing (ICIDM), Montreal, QC, Canada, 13–15 August 2014; IEEE: Piscataway, NJ, USA, 2014; pp. 47–52. [Google Scholar]













| Cutting Parameters | Setting Values |
|---|---|
| Spindle speed | 1200 rev/min |
| Feedrate | 0.05 mm/rev |
| Axial cutting depth | 2 mm |
| Radial cutting depth | 0.5~1.5 mm |
| Hyper-Parameters | Setting Values |
|---|---|
| Epochs | 1000 |
| Neuron number of the input layer | 50 |
| Neuron number of the hidden layer | 10 |
| Optimizer | RMSprop |
| Learning rate | 0.001 |
| Regularization parameter | 0.001 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Han, C.; Luo, M.; Zhang, D. Tool Wear Monitoring for Complex Part Milling Based on Deep Learning. Appl. Sci. 2020, 10, 6916. https://doi.org/10.3390/app10196916
Zhang X, Han C, Luo M, Zhang D. Tool Wear Monitoring for Complex Part Milling Based on Deep Learning. Applied Sciences. 2020; 10(19):6916. https://doi.org/10.3390/app10196916
Chicago/Turabian StyleZhang, Xiaodong, Ce Han, Ming Luo, and Dinghua Zhang. 2020. "Tool Wear Monitoring for Complex Part Milling Based on Deep Learning" Applied Sciences 10, no. 19: 6916. https://doi.org/10.3390/app10196916
APA StyleZhang, X., Han, C., Luo, M., & Zhang, D. (2020). Tool Wear Monitoring for Complex Part Milling Based on Deep Learning. Applied Sciences, 10(19), 6916. https://doi.org/10.3390/app10196916