Semi-Active Magnetorheological Damper Device for Chatter Mitigation during Milling of Thin-Floor Components

 ,
,  ,
,  ,
, 

Abstract
1. Introduction
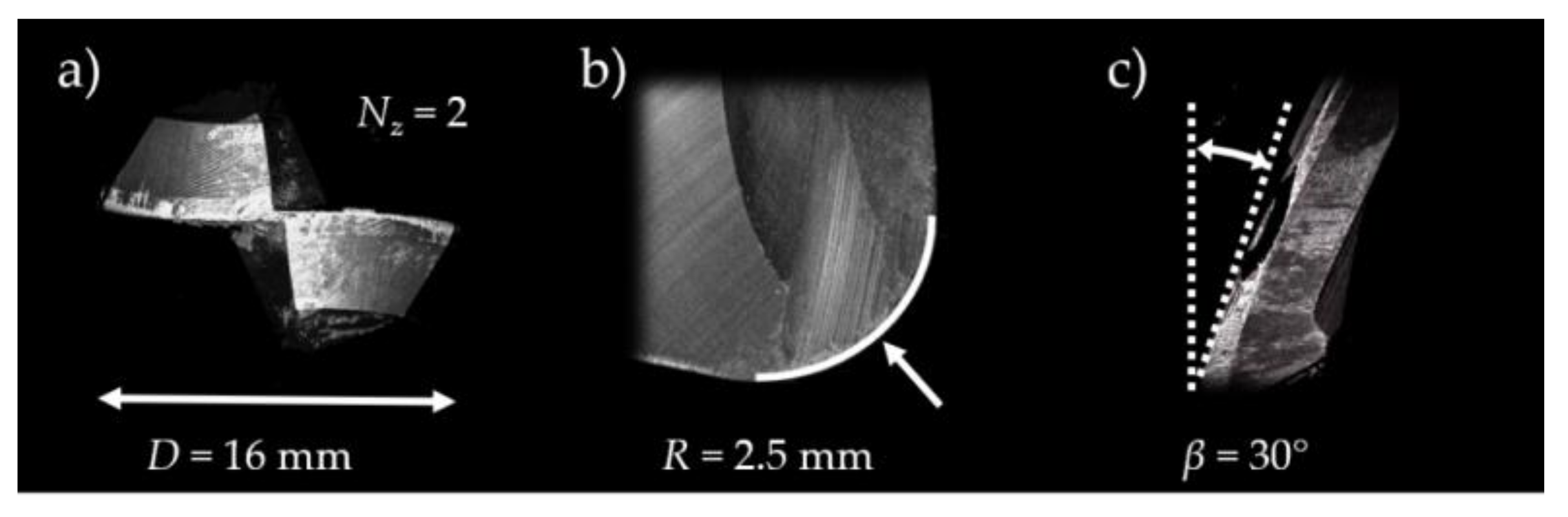
2. A Mechanistic Model for Bull-Nose End Mills
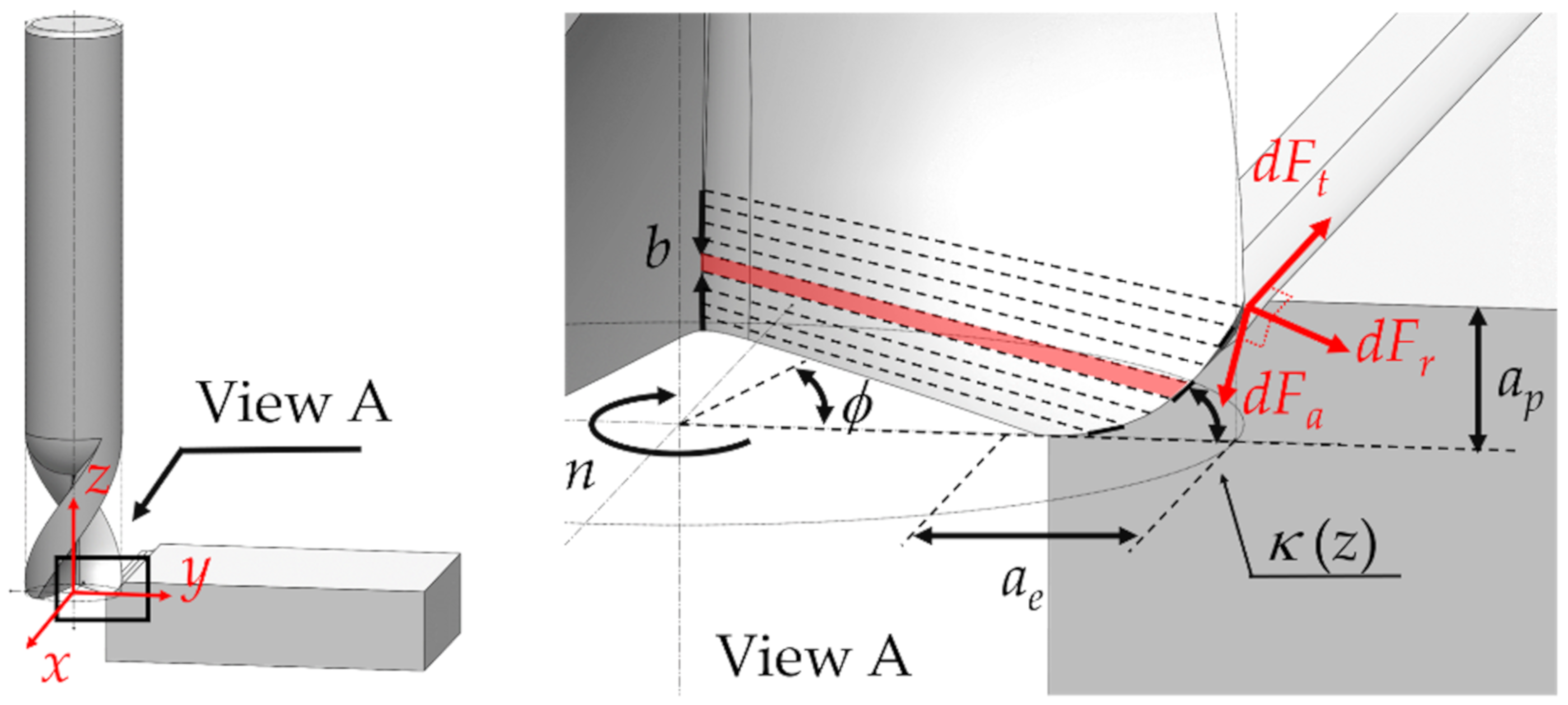
2.1. Cutting Force Model
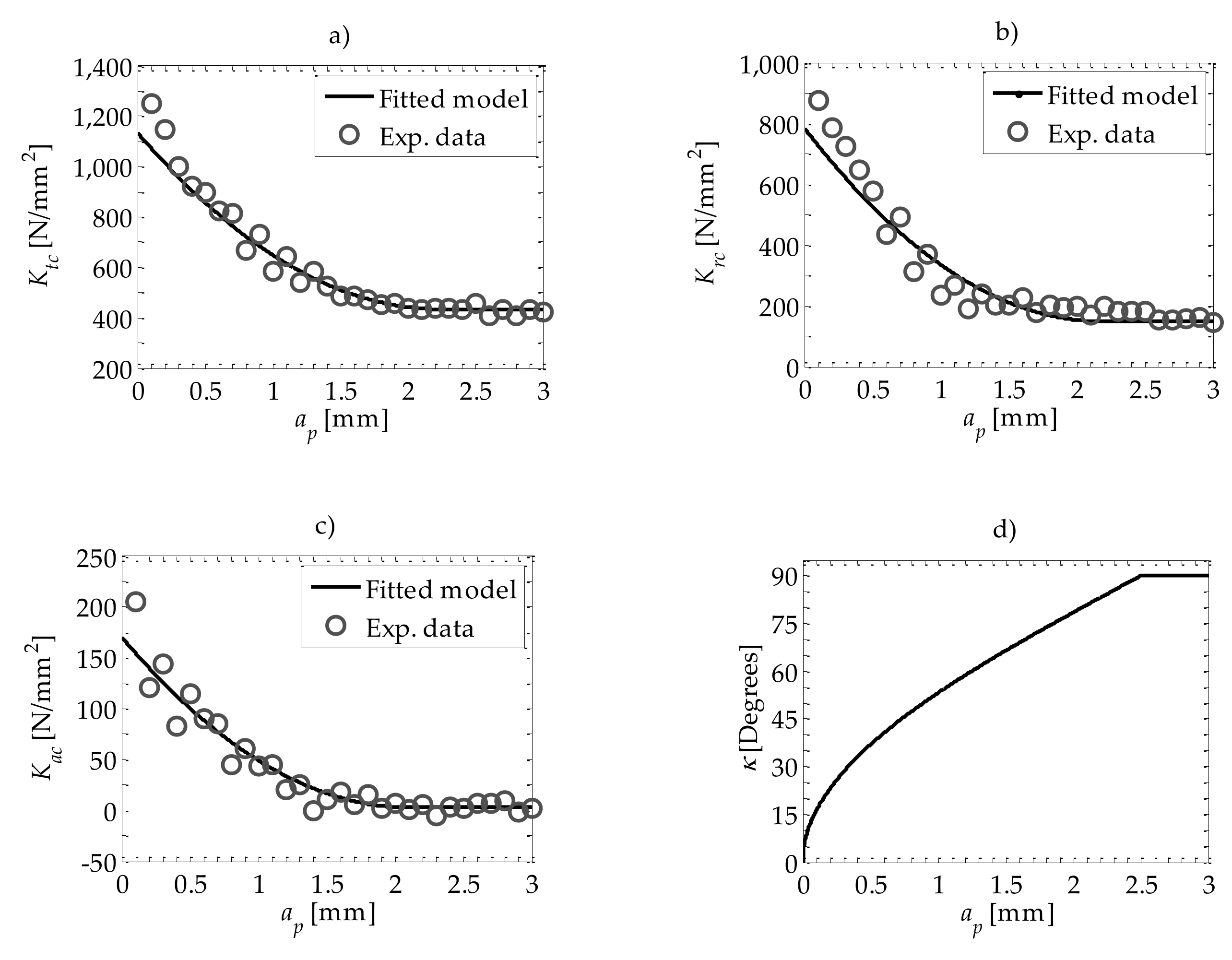
2.2. Characterization Procedure
2.3. Experimental Procedure
3. Stability Analysis and Experimental Validation
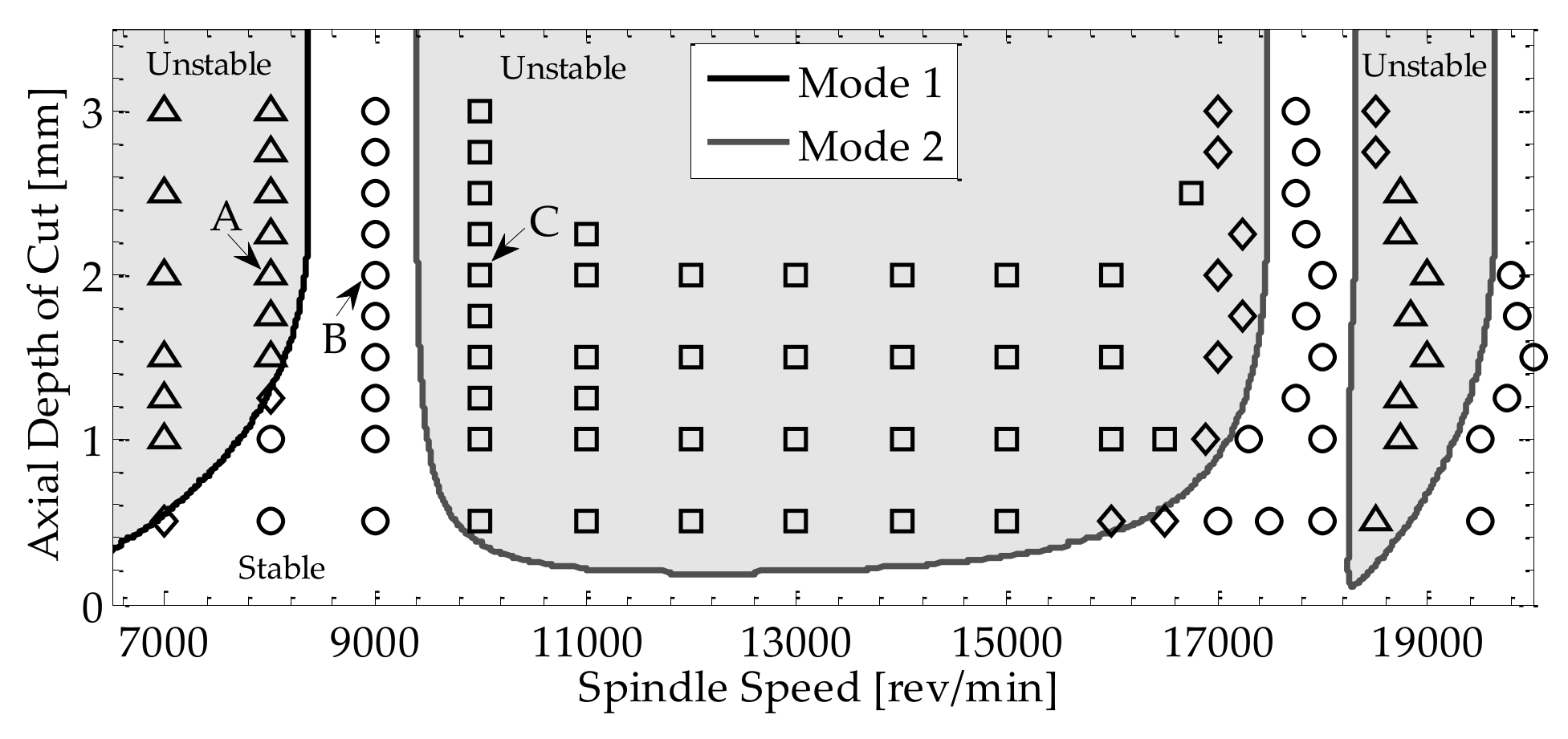
3.1. Stability Analysis for Thin-Floor Machining
3.2. Experimental Validation of Stability Lobes
4. Semi-Active Magnetorheological Damper Device for Chatter Mitigation
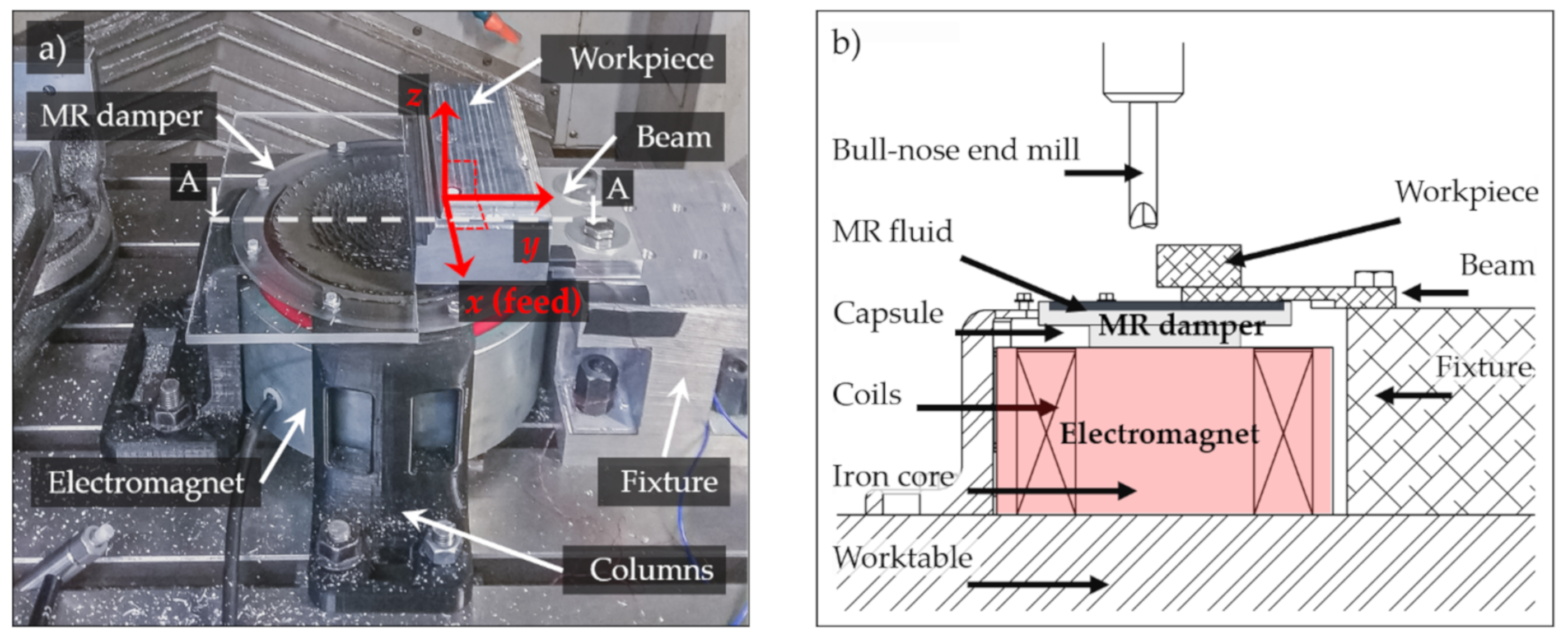
4.1. Experimental Setup of MR Damper Assembly
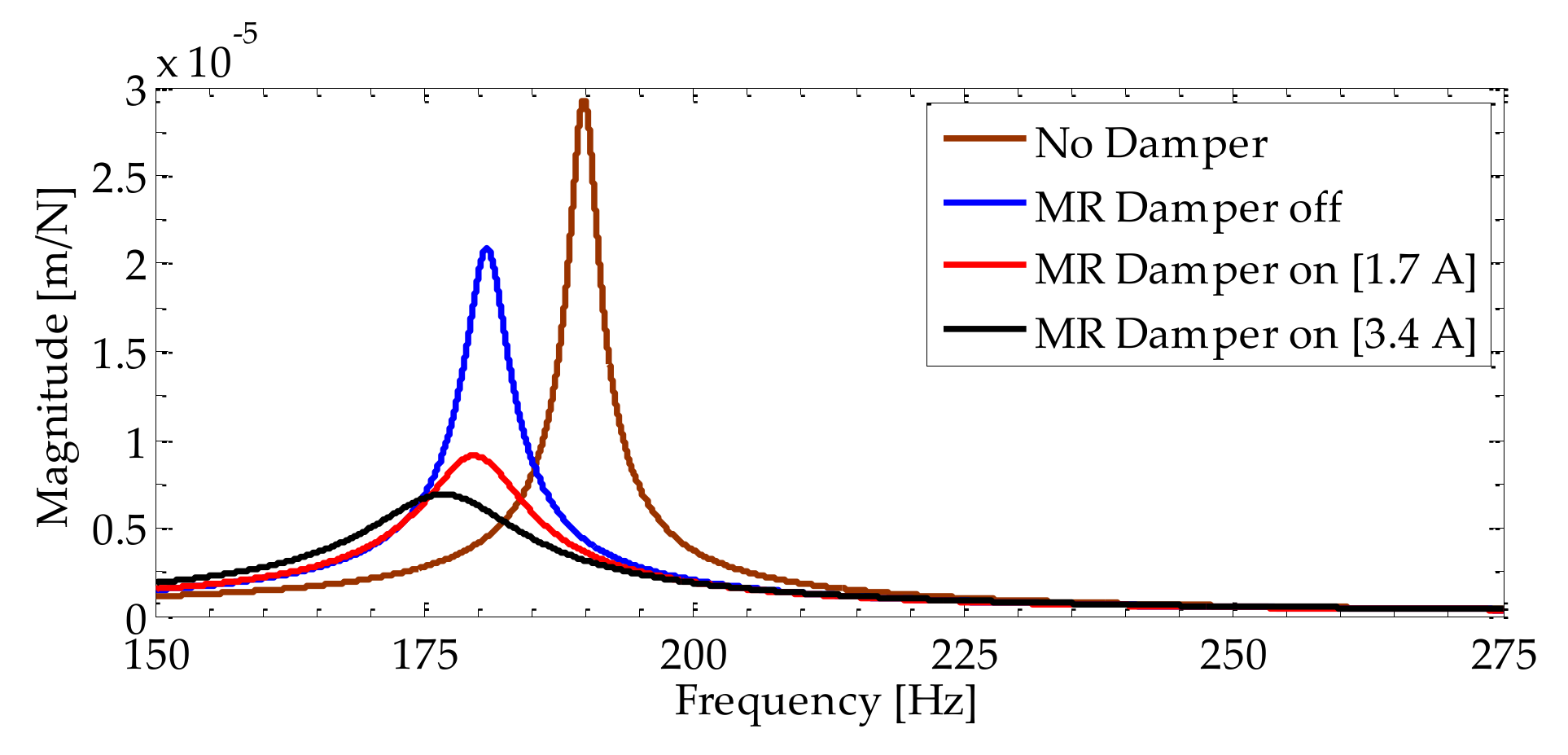
4.2. Modified FRF of the Cantilever Beam
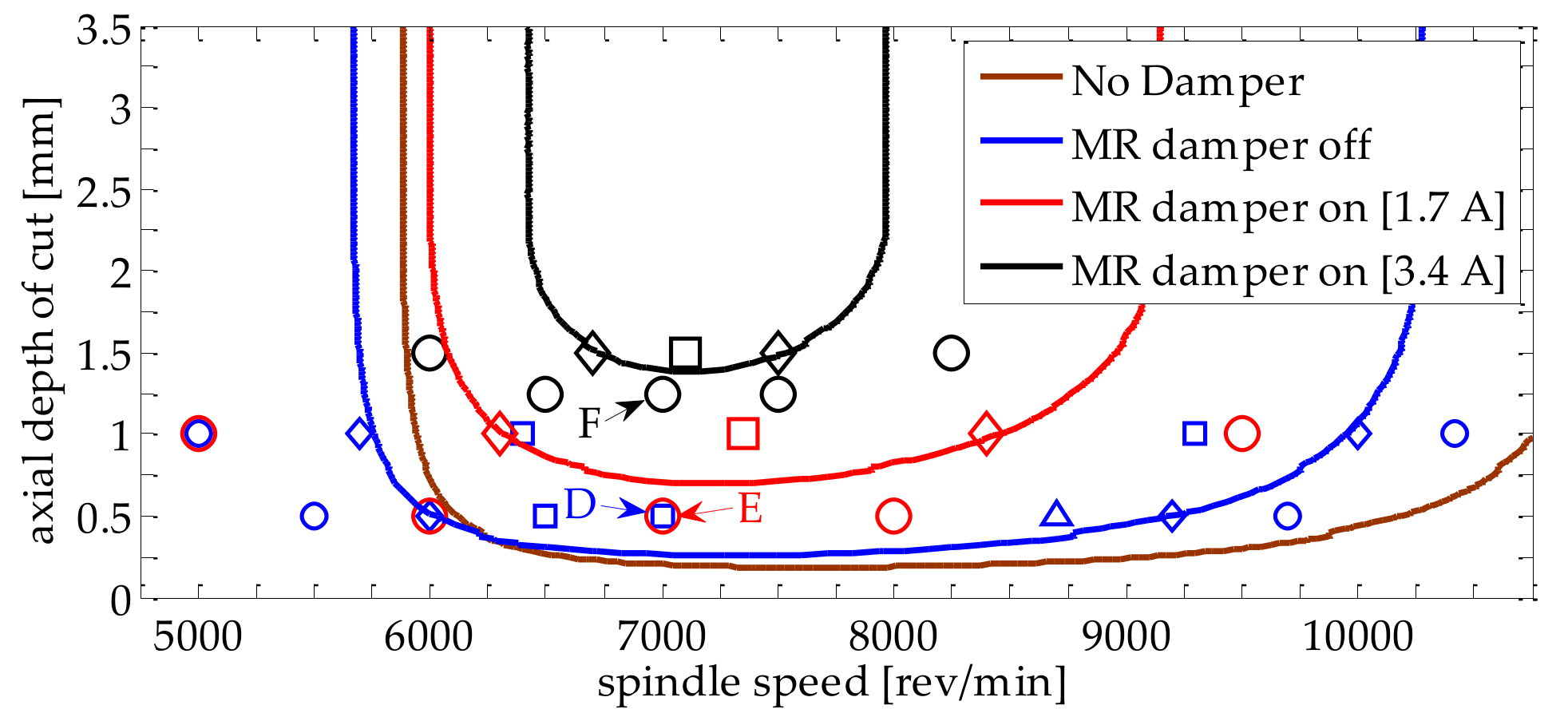
4.3. Experimental Determination of Stability Lobes under the Action of the MR Damper Device
5. Conclusions
- The proposed force model in which the tool edge is discretized in disks along the z-direction predicts the experimental cutting forces with high accuracy.
- The predicted EMHPM stability lobes of the cantilever beam closely follow experimental data.
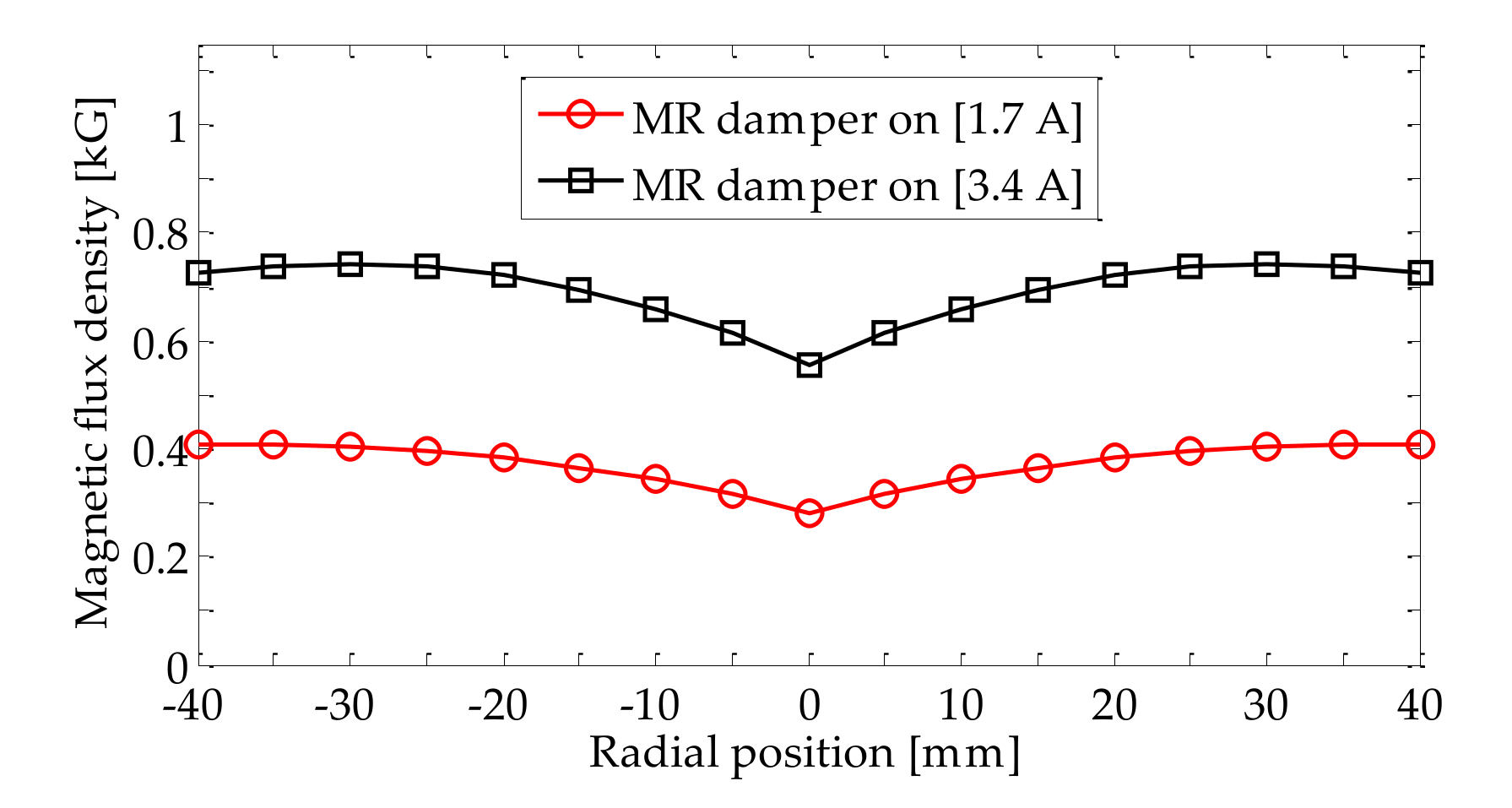
- The use of an MR damper device located under the cantilever beam modifies modal damping depending on the magnitude of the magnetic flux density. For the higher magnetic flux density values, the damping ratio increases about 4 times, while the modal stiffness slightly varies.
- Under the effect of the MR damper device, the stability boundaries shift toward higher critical axial depth of cut values, which substantially enhances stable cutting conditions. In other words, experimental measurements indicate that when using the MR damper device, it is possible to increase the critical depth of cut from 0.5 to 1.5 mm in the range of spindle speed from 7000 to 10,000 rev/min, with an increase in the material removal rate and productivity by a factor of at least 3.
- The use of a semi-active MR damper device represents an alternative way to increase productivity while machining thin-floor components because of its robustness and adaptability to complex geometries. Since MR fluids can modify their yield and shear stresses as a function of the applied magnetic flux density, the damping ratio can be adjusted as needed in order to reach stable cutting conditions. Additionally, the semi-MR damper device is simple to operate versus its counterpart, the active MR damper device, which needs sensors and real-time data processing.
Author Contributions
Funding
Conflicts of Interest
References
- Del Sol, I.; Rivero, A.; De Lacalle, L.N.L.; Gamez, A.; De Lacalle, L.N.L. Thin-Wall Machining of Light Alloys: A Review of Models and Industrial Approaches. Materials 2019, 12, 2012. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, G.S.; Reddy, P.R.; Seetharamaiah, N. Experimental Evaluation of Metal Cutting Coefficients under the Influence of Magneto-rheological Damping in End Milling Process. Procedia Eng. 2013, 64, 435–445. [Google Scholar] [CrossRef]
- Junbai, L.; Kai, Z. Multi-point location theory, method, and application for flexible tooling system in aircraft manufacturing. Int. J. Adv. Manuf. Technol. 2010, 54, 729–736. [Google Scholar] [CrossRef]
- Kalocsay, R.; Kolvenbach, C. Innoclamp GmbH–Hydraulic Clamping Systems. Available online: https://www.innoclamp.de/. (accessed on 28 June 2020).
- Woody, S.C.; Smith, S.T. Damping of a thin-walled honeycomb structure using energy absorbing foam. J. Sound Vib. 2006, 291, 491–502. [Google Scholar] [CrossRef]
- Park, G.; Bement, M.; Hartman, D.A.; Smith, R.E.; Farrar, C.R. The use of active materials for machining processes: A review. Int. J. Mach. Tools Manuf. 2007, 47, 2189–2206. [Google Scholar] [CrossRef]
- Zhu, X.; Jing, X.; Cheng, L. Magnetorheological fluid dampers: A review on structure design and analysis. J. Intell. Mater. Syst. Struct. 2012, 23, 839–873. [Google Scholar] [CrossRef]
- Symans, M.D.; Constantinou, M.C. Semi-active control systems for seismic protection of structures: A state-of-the-art review. Eng. Struct. 1999, 21, 469–487. [Google Scholar] [CrossRef]
- Ji, H.; Huang, Y.; Nie, S.; Yin, F.; Dai, Z. Research on Semi-Active Vibration Control of Pipeline Based on Magneto-Rheological Damper. Appl. Sci. 2020, 10, 2541. [Google Scholar] [CrossRef]
- Díaz-Tena, E.; Marcaide, L.L.D.L.; Gómez, F.C.; Bocanegra, D.C. Use of Magnetorheological Fluids for Vibration Reduction on the Milling of Thin Floor Parts. Procedia Eng. 2013, 63, 835–842. [Google Scholar] [CrossRef]
- Fleischer, J.; Denkena, B.; Winfough, B.; Mori, M. Workpiece and Tool Handling in Metal Cutting Machines. CIRP Ann. 2006, 55, 817–839. [Google Scholar] [CrossRef]
- Segalman, D.; Redmond, J. Chatter suppression through variable impedance and smart fluids. SMART Struct. Mater. 1996, 53, 1689–1699. [Google Scholar]
- Wang, M.; Fei, R. Chatter suppression based on nonlinear vibration characteristic of electrorheological fluids. Int. J. Mach. Tools Manuf. 1999, 39, 1925–1934. [Google Scholar] [CrossRef]
- Mei, D.; Kong, T.; Shih, A.J.; Chen, Z. Magnetorheological fluid-controlled boring bar for chatter suppression. J. Mater. Process. Technol. 2009, 209, 1861–1870. [Google Scholar] [CrossRef]
- Çeşmeci, Ş.; Engin, T. Modeling and testing of a field-controllable magnetorheological fluid damper. Int. J. Mech. Sci. 2010, 52, 1036–1046. [Google Scholar] [CrossRef]
- Som, A.; Kim, N.-H.; Son, H. Semiactive Magnetorheological Damper for High Aspect Ratio Boring Process. IEEE/ASME Trans. Mechatron. 2015, 20, 1–8. [Google Scholar] [CrossRef]
- Kishore, R.; Choudhury, S.K.; Orra, K. On-line control of machine tool vibration in turning operation using electro-magneto rheological damper. J. Manuf. Process. 2018, 31, 187–198. [Google Scholar] [CrossRef]
- Zhang, Y.; Wereley, N.M.; Hu, W.; Hong, M.; Zhang, W. Magnetic Circuit Analyses and Turning Chatter Suppression Based on a Squeeze-Mode Magnetorheological Damping Turning Tool. Shock Vib. 2015, 2015, 1–7. [Google Scholar] [CrossRef]
- Ma, J.; Zhang, D.; Wu, B.; Luo, M.; Liu, Y. Stability improvement and vibration suppression of the thin-walled workpiece in milling process via magnetorheological fluid flexible fixture. Int. J. Adv. Manuf. Technol. 2016, 88, 1231–1242. [Google Scholar] [CrossRef]
- Olvera, D.; Urbicain, G.; Elías-Zúñiga, A.; De Lacalle, L.N.L.; De Lacalle, L.N.L. Improving Stability Prediction in Peripheral Milling of Al7075T6. Appl. Sci. 2018, 8, 1316. [Google Scholar] [CrossRef]
- Campa, F.J.; De Lacalle, L.L.; Celaya, A.; De Lacalle, L.N.L. Chatter avoidance in the milling of thin floors with bull-nose end mills: Model and stability diagrams. Int. J. Mach. Tools Manuf. 2011, 51, 43–53. [Google Scholar] [CrossRef]
- Budak, E.; Altintaş, Y.; Armarego, E.J.A. Prediction of Milling Force Coefficients From Orthogonal Cutting Data. J. Manuf. Sci. Eng. 1996, 118, 216–224. [Google Scholar] [CrossRef]
- Lee, P.; Altintaş, Y. Prediction of ball-end milling forces from orthogonal cutting data. Int. J. Mach. Tools Manuf. 1996, 36, 1059–1072. [Google Scholar] [CrossRef]
- Yücesan, G.; Altintas, Y. Prediction of Ball End Milling Forces. J. Eng. Ind. 1996, 118, 95–103. [Google Scholar] [CrossRef]
- Altintas, Y. Analytical Prediction of Three Dimensional Chatter Stability in Milling. JSME Int. J. Ser. C 2001, 44, 717–723. [Google Scholar] [CrossRef]
- Olvera, D.; Elías-Zúñiga, A.; Martínez-Alfaro, H.; De Lacalle, L.L.; Rodríguez, C.A.; Campa, F.J.; De Lacalle, L.N.L. Determination of the stability lobes in milling operations based on homotopy and simulated annealing techniques. Mechatronics 2014, 24, 177–185. [Google Scholar] [CrossRef]
- Urbikain, G.; Olvera, D.; De Lacalle, L.N.L.; Urbicain, G. Stability contour maps with barrel cutters considering the tool orientation. Int. J. Adv. Manuf. Technol. 2016, 89, 2491–2501. [Google Scholar] [CrossRef]
- Smith, K.; Dvorak, D. Tool path strategies for high speed milling aluminum workpieces with thin webs. Mechatronics 1998, 8, 291–300. [Google Scholar] [CrossRef]
- Seguy, S.; Campa, F.J.; De Lacalle, L.N.L.; Arnaud, L.; Dessein, G.; Aramendi, G. Toolpath dependent stability lobes for the milling of thin-walled parts. Int. J. Mach. Mach. Mater. 2008, 4, 377. [Google Scholar] [CrossRef]
- Campa, F.J.; De Lacalle, L.N.L.; Lamikiz, A.; Sanchez, J.A.; Lamikiz, A. Selection of cutting conditions for a stable milling of flexible parts with bull-nose end mills. J. Mater. Process. Technol. 2007, 191, 279–282. [Google Scholar] [CrossRef]
- Altıntaş, Y.; Lee, P. Mechanics and Dynamics of Ball End Milling. J. Manuf. Sci. Eng. 1998, 120, 684–692. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing Automation. 2011. Appl. Mech. Rev. 2001, 54, B84. [Google Scholar]
- Compeán, F.; Olvera, D.; Campa, F.J.; De Lacalle, L.L.; Elías-Zúñiga, A.; Rodríguez, C.A.; De Lacalle, L.N.L. Characterization and stability analysis of a multivariable milling tool by the enhanced multistage homotopy perturbation method. Int. J. Mach. Tools Manuf. 2012, 57, 27–33. [Google Scholar] [CrossRef]
- Olvera-Trejo, D.; Zúñiga, A.; De Lacalle, L.N.L.; Rodríguez, C.A. Approximate Solutions of Delay Differential Equations with Constant and Variable Coefficients by the Enhanced Multistage Homotopy Perturbation Method. Abstr. Appl. Anal. 2015, 2015, 1–12. [Google Scholar] [CrossRef]
- Insperger, T.; Stepan, G. Updated semi-discretization method for periodic delay-differential equations with discrete delay. Int. J. Numer. Methods Eng. 2004, 61, 117–141. [Google Scholar] [CrossRef]
- Mei, Y.; Mo, R.; Sun, H.; He, B.; Bu, K. Stability Analysis of Milling Process with Multiple Delays. Appl. Sci. 2020, 10, 3646. [Google Scholar] [CrossRef]
- Insperger, T.; Stepan, G.; Bayly, P.V.; Mann, B. Multiple chatter frequencies in milling processes. J. Sound Vib. 2003, 262, 333–345. [Google Scholar] [CrossRef]
- Lord Corp, MRF-122EG Magneto-Rheological Fluid. Available online: http://www.lordmrstore.com/lord-mr-products/mrf-122eg-magneto-rheological-fluid. (accessed on 29 June 2020).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spindle speed | 3000 rpm |
| Radial Immersion | 16 mm, down milling |
| Depth of cut | 0.1–3.0 [mm] |
| Feed per tooth (fz) | 0.05, 0.10, 0.15, 0.20 [mm/tooth] |
| Cutting Coefficients | Toroid [N/mm2] | Flank [N/mm2] |
|---|---|---|
| − | 434 | |
| 149.3 | ||
| 2.8 |
| f [Hz] | k [N/m] | ||
|---|---|---|---|
| 1 | 93 | 6.59E5 | 0.003 |
| 2 | 304 | 4.89E6 | 0.004 |
| Electrical Current [A] | Average Magnetic Flux Density [G] | Yield Stress [KPa] | Natural Frequency f [Hz] | Stiffness k [N/m] | |
|---|---|---|---|---|---|
| No Damper | - | - | 190 | 2.40 × 106 | 0.007 |
| Off–0 | - | 0 | 180 | 2.18 × 106 | 0.011 |
| On–1.7 | 372 | 6 | 178 | 2.04 × 106 | 0.023 |
| On–3.4 | 695 | 12 | 175 | 2.07 × 106 | 0.036 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Puma-Araujo, S.D.; Olvera-Trejo, D.; Martínez-Romero, O.; Urbikain, G.; Elías-Zúñiga, A.; López de Lacalle, L.N. Semi-Active Magnetorheological Damper Device for Chatter Mitigation during Milling of Thin-Floor Components. Appl. Sci. 2020, 10, 5313. https://doi.org/10.3390/app10155313
Puma-Araujo SD, Olvera-Trejo D, Martínez-Romero O, Urbikain G, Elías-Zúñiga A, López de Lacalle LN. Semi-Active Magnetorheological Damper Device for Chatter Mitigation during Milling of Thin-Floor Components. Applied Sciences. 2020; 10(15):5313. https://doi.org/10.3390/app10155313
Chicago/Turabian StylePuma-Araujo, Santiago Daniel, Daniel Olvera-Trejo, Oscar Martínez-Romero, Gorka Urbikain, Alex Elías-Zúñiga, and Luis Norberto López de Lacalle. 2020. "Semi-Active Magnetorheological Damper Device for Chatter Mitigation during Milling of Thin-Floor Components" Applied Sciences 10, no. 15: 5313. https://doi.org/10.3390/app10155313
APA StylePuma-Araujo, S. D., Olvera-Trejo, D., Martínez-Romero, O., Urbikain, G., Elías-Zúñiga, A., & López de Lacalle, L. N. (2020). Semi-Active Magnetorheological Damper Device for Chatter Mitigation during Milling of Thin-Floor Components. Applied Sciences, 10(15), 5313. https://doi.org/10.3390/app10155313