
Potential Use of Oyster Shell Waste in the Composition of Construction Composites: A Review





Abstract
1. Introduction
2. Research Methodology
3. Description of the Study and Results
3.1. Quantitative Analysis
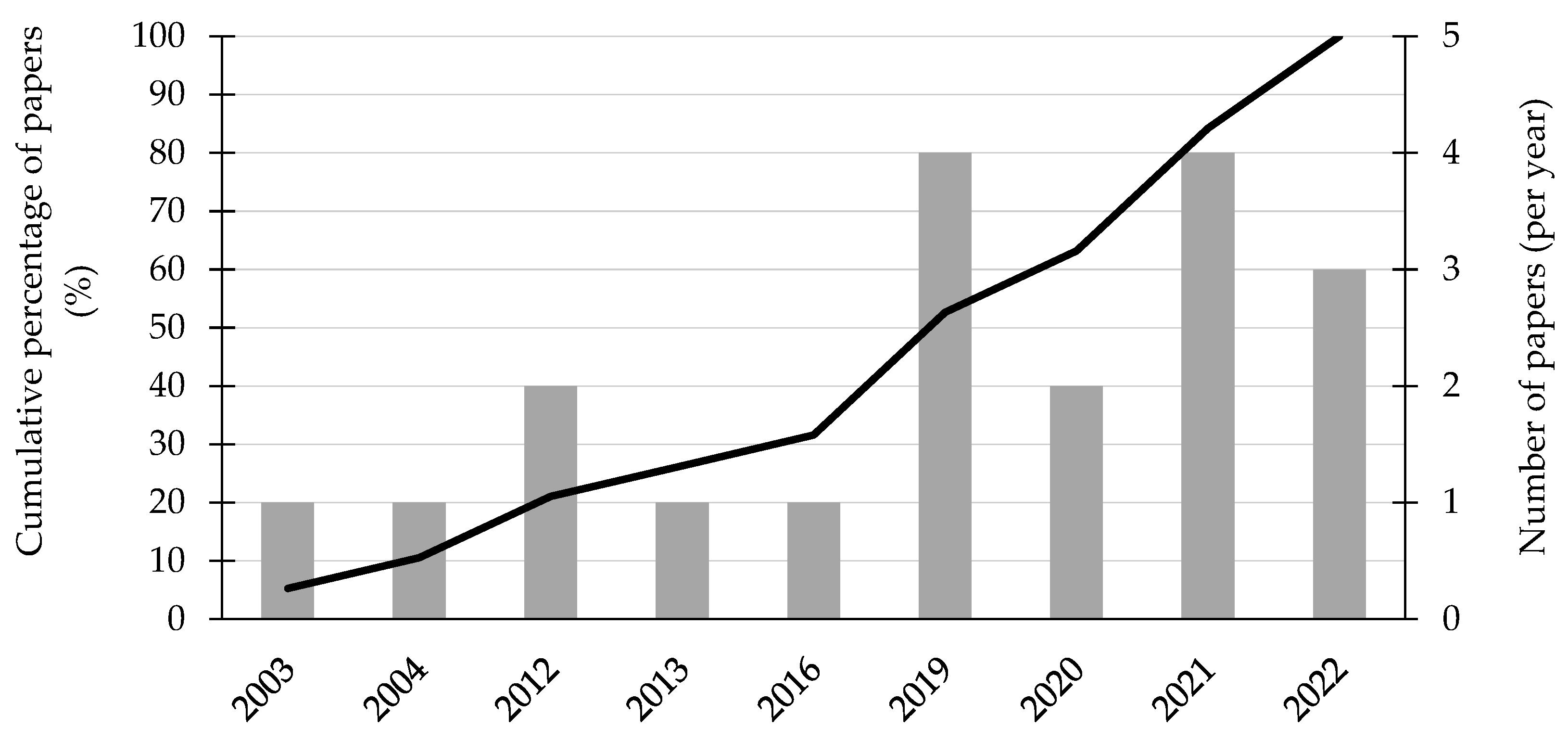
3.1.1. Number of Publications over Time
3.1.2. Type of Published Journals
3.1.3. Location and Geographic Distribution of Publications
3.2. Analysis of Research Lines
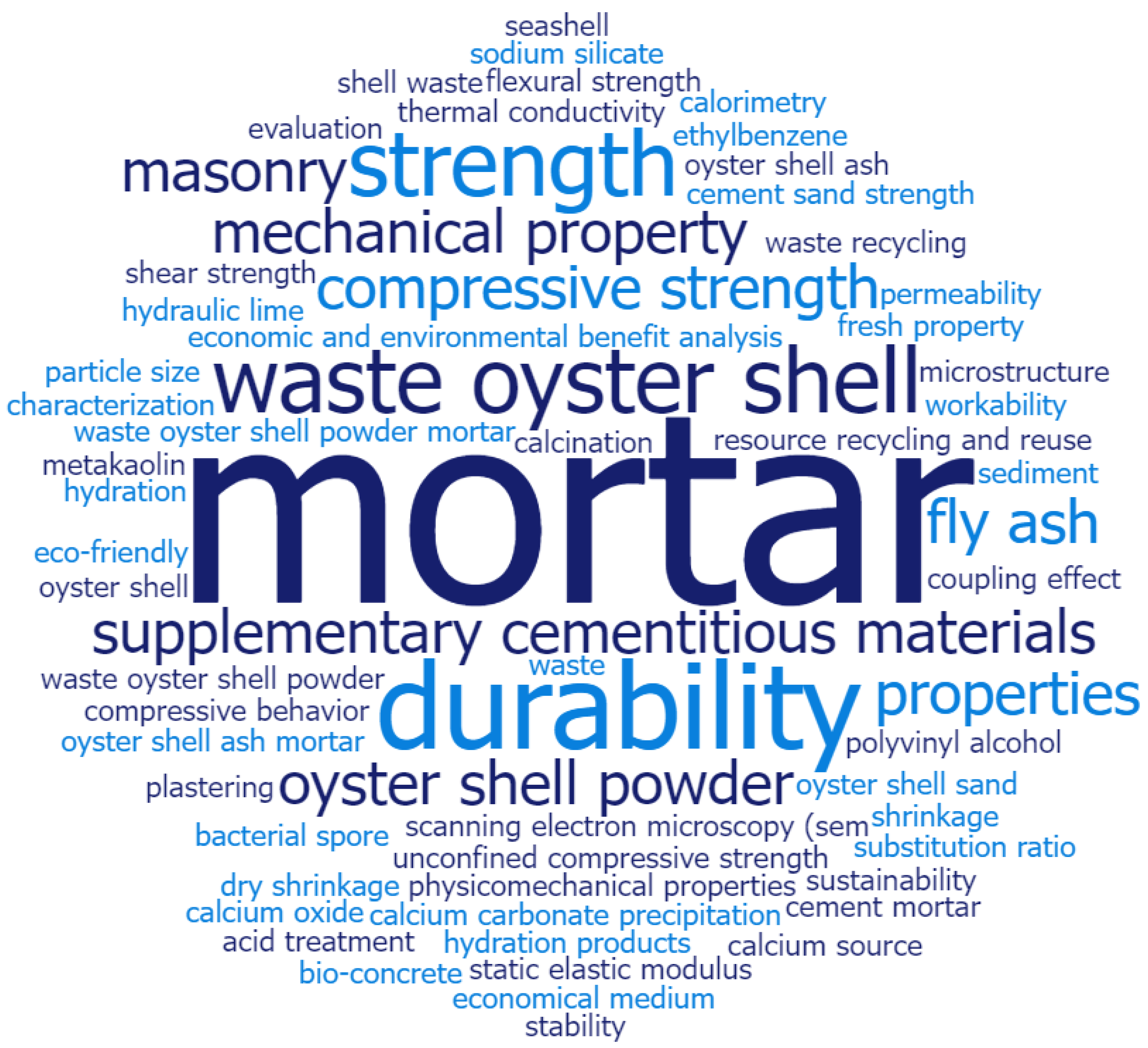
Incidence of Keywords
3.3. Descriptive Analysis
3.3.1. Research Lines
3.3.2. Treatment and Application of the Oyster Shell in the Mortar Composition
3.3.3. Washing and Drying
3.3.4. Grinding and Use of Oyster Shell as Powder
3.3.5. Grinding and Use of Oyster Shell as Aggregate
3.3.6. Workability
3.3.7. Heat of Hydration/Setting Time
3.3.8. Mechanical
3.3.9. Shrinkage (Autogenous and Drying)
3.3.10. Water Absorption
3.3.11. Volume of Permeable Void
3.3.12. Permeability Coefficient (Water and Gas)
3.3.13. Microstructure
3.3.14. Chloride Ions Diffusion Coefficient
3.3.15. Eco-Efficiency
4. Discussion
5. Further Studies
6. Conclusions
- OSW Powder: the workability was higher, consequently reducing the setting time, mechanical strength, and drying shrinkage. An increase in mechanical strength was also observed with longer curing time. The powder had a filling effect and did not change the stability of the cement.
- Calcined OSW Powder: the calcination of the powder produced composites with the same workability, which were lower due to the increase in the heat of hydration. Properties such as mechanical strength, shrinkage (autogenous and drying), water absorption, permeable void volume, permeability (water and gas), diffusion coefficient of chloride ions, the amount of macropores, and CO2 emissions were lower. Other studies showed higher mechanical strength, shrinkage, and permeable void volume. The amount of micropores did not change.
- OSW Sand: workability, mechanical strength, drying shrinkage, water absorption, permeable void volume, water permeability, diffusion coefficient of chloride ions, and CO2 emissions decreased. On the other hand, studies also demonstrated an increase in the properties of mechanical strength, permeable void volume, water permeability, and diffusion coefficient of chloride ions. In the microscopic analysis, OSW sand was distributed throughout the internal structure of the mortar. The setting time increased with the increase in the aggregate particle size, and drying shrinkage increased with the increase in finer aggregate particle sizes.
- Sources of nutrients: the compressive strength was higher at 3 and 7 days than the reference composition. As a good source of calcium and cost-effective, oyster shell increases bacterial survival and crack sealing.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- FAO. The State of World Fisheries and Aquaculture 2022; FAO: Rome, Italy, 2022; ISBN 9789251363645. [Google Scholar]
- Yoon, H.; Park, S.; Lee, K.; Park, J. Oyster Shell as Substitute for Aggregate in Mortar. Waste Manag. Res. 2004, 22, 158–170. [Google Scholar] [CrossRef] [PubMed]
- Rodrigues Pessoa, K.d.A.; Salgado, R.; Tavares Da Mata, A.M.A.; Quintella, C.M. Oyster Shell: Recent Trends in Environmental Uses for Circular Economy. Cad. Prospecção—Salvador 2019, 12, 849–864. [Google Scholar]
- Jung, S.; Heo, N.S.; Kim, E.J.; Oh, S.Y.; Lee, H.U.; Kim, I.T.; Hur, J.; Lee, G.W.; Lee, Y.C.; Huh, Y.S. Feasibility Test of Waste Oyster Shell Powder for Water Treatment. Process Saf. Environ. Prot. 2016, 102, 129–139. [Google Scholar] [CrossRef]
- Yoon, G.L.; Kim, B.T.; Kim, B.O.; Han, S.H. Chemical-Mechanical Characteristics of Crushed Oyster-Shell. Waste Manag. 2003, 23, 825–834. [Google Scholar] [CrossRef]
- Felipe-Sesé, M.; Eliche-Quesada, D.; Corpas-Iglesias, F.A. The Use of Solid Residues Derived from Different Industrial Activities to Obtain Calcium Silicates for Use as Insulating Construction Materials. Ceram. Int. 2011, 37, 3019–3028. [Google Scholar] [CrossRef]
- Mo, K.H.; Alengaram, U.J.; Jumaat, M.Z.; Lee, S.C.; Goh, W.I.; Yuen, C.W. Recycling of Seashell Waste in Concrete: A Review. Constr. Build. Mater. 2018, 162, 751–764. [Google Scholar] [CrossRef]
- Çelik, A.I.; Özkılıç, Y.O.; Zeybek, Ö.; Özdöner, N.; Tayeh, B.A. Performance Assessment of Fiber-Reinforced Concrete Produced with Waste Lathe Fibers. Sustainability 2022, 14, 11817. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Çelik, A.İ.; Deifalla, A.F.; Ahmad, M.; Sabri Sabri, M.M. Performance Evaluation of Fiber-Reinforced Concrete Produced with Steel Fibers Extracted from Waste Tire. Front. Mater. 2022, 9, 1–15. [Google Scholar] [CrossRef]
- Beskopylny, A.N.; Shcherban, E.M.; Stel´makh, S.A.; Meskhi, B.; Shilov, A.A.; Varavka, V.; Evtushenko, A.; Özkılıç, Y.O.; Aksoylu, C.; Karalar, M. Composition Component Influence on Concrete Properties with the Additive of Rubber Tree Seed Shells. Appl. Sci. 2022, 12, 11744. [Google Scholar] [CrossRef]
- Shcherban, E.M.; Stel’makh, S.A.; Beskopylny, A.N.; Mailyan, L.R.; Meskhi, B.; Shilov, A.A.; Chernil´nik, A.; Özkılıç, Y.O.; Aksoylu, C. Normal-Weight Concrete with Improved Stress–Strain Characteristics Reinforced with Dispersed Coconut Fibers. Appl. Sci. 2022, 12, 11734. [Google Scholar] [CrossRef]
- Qaidi, S.; Al-kamaki, Y.; Hakeem, I.; Dulaimi, A.F.; Özkılıç, Y.; Sabri, M.; Sergeev, V. Investigation of the Physical-Mechanical Properties and Durability of High-Strength Concrete with Recycled PET as a Partial Replacement for Fine Aggregates. Front. Mater. 2023, 10, 1101146. [Google Scholar] [CrossRef]
- Basaran, B.; Kalkan, I.; Aksoylu, C.; Özkılıç, Y.O.; Sabri, M.M.S. Effects of Waste Powder, Fine and Coarse Marble Aggregates on Concrete Compressive Strength. Sustainability 2022, 14, 14388. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Karalar, M.; Çelik, A.I.; Qaidi, S.; Ahmad, J.; Burduhos-Nergis, D.D.; Burduhos-Nergis, D.P. Influence of Replacing Cement with Waste Glass on Mechanical Properties of Concrete. Front. Mater. 2022, 15, 7513. [Google Scholar] [CrossRef] [PubMed]
- Karalar, M.; Bilir, T.; Çavu, M.; Özkiliç, Y.O.; Sabri Sabri, M.M. Use of Recycled Coal Bottom Ash in Reinforced Concrete Beams as Use of Recycled Coal Bottom Ash in Reinforced Concrete Beams as Replacement for Aggregate. Front. Mater. 2022, 9, 1064604. [Google Scholar] [CrossRef]
- Qaidi, S.; Najm, H.M.; Abed, S.M.; Özkılıç, Y.O.; Al Dughaishi, H.; Alosta, M.; Sabri, M.M.S.; Alkhatib, F.; Milad, A. Concrete Containing Waste Glass as an Environmentally Friendly Aggregate: A Review on Fresh and Mechanical Characteristics. Materials 2022, 15, 6222. [Google Scholar] [CrossRef]
- Çelik, A.I.; Özkılıç, Y.O.; Zeybek, Ö.; Karalar, M.; Qaidi, S.; Ahmad, J.; Burduhos-Nergis, D.D.; Bejinariu, C. Mechanical Behavior of Crushed Waste Glass as Replacement of Aggregates. Materials 2022, 15, 8093. [Google Scholar] [CrossRef]
- Pacheco, M. The Urban and Architectural Evolution of Fuseta. Master’s Thesis, Instituto Superior Técnico, University of Lisbon, Lisbon, Portugal, 2009; pp. 1–310. [Google Scholar]
- Prusty, J.K.; Patro, S.K.; Basarkar, S.S. Concrete Using Agro-Waste as Fine Aggregate for Sustainable Built Environment—A Review. Int. J. Sustain. Built Environ. 2016, 5, 312–333. [Google Scholar] [CrossRef]
- Eziefula, U.G.; Ezeh, J.C.; Eziefula, B.I. Properties of Seashell Aggregate Concrete: A Review. Constr. Build. Mater. 2018, 192, 287–300. [Google Scholar] [CrossRef]
- Ruslan, H.N.; Muthusamy, K.; Syed Mohsin, S.M.; Jose, R.; Omar, R. Oyster Shell Waste as a Concrete Ingredient: A Review. Mater. Today Proc. 2021, 48, 713–719. [Google Scholar] [CrossRef]
- Zhan, J.; Lu, J.; Wang, D. Review of Shell Waste Reutilization to Promote Sustainable Shellfish Aquaculture. Rev. Aquac. 2022, 14, 477–488. [Google Scholar] [CrossRef]
- Li, T.; Xin, R.; Wang, D.; Yuan, L.; Wu, D.; Wu, X. Research Progress on the Applications of Seashell Adsorption Behaviors in Cement-Based Materials. Buildings 2023, 13, 1289. [Google Scholar] [CrossRef]
- Kuo, W.; Wang, H.; Shu, C.; Su, D. Engineering Properties of Controlled Low-Strength Materials Containing Waste Oyster Shells. Constr. Build. Mater. 2013, 46, 128–133. [Google Scholar] [CrossRef]
- Horiguchi, I.; Mimura, Y.; Monteiro, P.J.M. Plant-Growing Performance of Pervious Concrete Containing Crushed Oyster Shell Aggregate. Clean. Mater. 2021, 2, 100027. [Google Scholar] [CrossRef]
- Song, Q.; Wang, Q.; Xu, S.; Mao, J.; Li, X.; Zhao, Y. Properties of Water-Repellent Concrete Mortar Containing Superhydrophobic Oyster Shell Powder. Constr. Build. Mater. 2022, 337, 127423. [Google Scholar] [CrossRef]
- Han, Y.; Lin, R.; Wang, X.Y. Performance of Sustainable Concrete Made from Waste Oyster Shell Powder and Blast Furnace Slag. J. Build. Eng. 2022, 47, 103918. [Google Scholar] [CrossRef]
- Li, G.; Xu, X.; Chen, E.; Fan, J.; Xiong, G. Properties of Cement-Based Bricks with Oyster-Shells Ash. J. Clean. Prod. 2015, 91, 279–287. [Google Scholar] [CrossRef]
- Liu, H.-Y.; Wu, H.S.; Chou, C.-P. Study on Engineering and Thermal Properties of Environment-Friendly Lightweight Brick Made from Kinmen Oyster Shells & Sorghum Waste. Constr. Build. Mater. 2020, 246, 118367. [Google Scholar] [CrossRef]
- Nciri, N.; Shin, T.; Lee, H.; Cho, N. Potential of Waste Oyster Shells as a Novel Biofiller for Hot-Mix Asphalt. Appl. Sci. 2018, 8, 415. [Google Scholar] [CrossRef]
- Silva, T.H.; Mesquita-Guimarães, J.; Henriques, B.; Silva, F.S.; Fredel, M.C. The Potential Use of Oyster Shell Waste in New Value-Added by-Product. Resources 2019, 8, 13. [Google Scholar] [CrossRef]
- Kim, Y.; Seo, S.; Ko, H.; Kim, J. Implementation of Porous Material through Eco- Tech for Deep Cement–Soil Mixing. Mar. Georesour. Geotechnol. 2018, 36, 931–939. [Google Scholar] [CrossRef]
- Jeon, J.H.; Son, Y.H.; Kim, D.G.; Kim, T.J. Estimation of Life Cycle CO2 Emissions Using Oyster Shells and Bottom Ash as Materials for Soil-Mixing and a Drainage Layer. J. Clean. Prod. 2020, 270, 122477. [Google Scholar] [CrossRef]
- Wu, H.; Xie, Z.; Zhang, L.; Lin, Z.; Wang, S.; Tang, W. A New Magnesium Phosphate Cement Based on Renewable Oyster Shell Powder: Flexural Properties at Different Curing Times. Materials 2021, 14, 5433. [Google Scholar] [CrossRef] [PubMed]
- Águila-Almanza, E.; Hernández-Cocoletzi, H.; Rubio-Rosas, E.; Calleja-González, M.; Lim, H.R.; Khoo, K.S.; Singh, V.; Maldonado-Montiel, J.C.; Show, P.L. Recuperation and Characterization of Calcium Carbonate from Residual Oyster and Clamshells and Their Incorporation into a Residential Finish. Chemosphere 2022, 288, 132550. [Google Scholar] [CrossRef] [PubMed]
- Page, M.J.; McKenzie, J.E.; Bossuyt, P.M.; Boutron, I.; Hoffmann, T.C.; Mulrow, C.D.; Shamseer, L.; Tetzlaff, J.M.; Akl, E.A.; Brennan, S.E.; et al. The PRISMA 2020 Statement: An Updated Guideline for Reporting Systematic Reviews. Int. J. Surg. 2021, 88, 105906. [Google Scholar] [CrossRef]
- Owen, W.F. Interpretive Themes in Relational Communication. Q. J. Speech 1984, 70, 274–287. [Google Scholar] [CrossRef]
- Tsai, W.T. Microstructural Characterization of Calcite-Based Powder Materials Prepared by Planetary Ball Milling. Materials 2013, 6, 3361–3372. [Google Scholar] [CrossRef]
- Grzeszczyk, S.; Kupka, T.; Kalamarz, A.; Sudo, A.; Jurowski, K.; Makieieva, N.; Oleksowicz, K.; Wrzalik, R. Characterization of Eggshell as Limestone Replacement and Its Influence on Properties of Modified Cement. Constr. Build. Mater. 2022, 319, 126006. [Google Scholar] [CrossRef]
- Ballester, P.; Mármol, I.; Morales, J.; Sánchez, L. Use of Limestone Obtained from Waste of the Mussel Cannery Industry for the Production of Mortars. Cem. Concr. Res. 2007, 37, 559–564. [Google Scholar] [CrossRef]
- Martínez-García, C.; González-Fonteboa, B.; Carro-López, D.; Martínez-Abella, F. Impact of Mussel Shell Aggregates on Air Lime Mortars. Pore Structure and Carbonation. J. Clean. Prod. 2019, 215, 650–668. [Google Scholar] [CrossRef]
- Martínez-García, C.; González-Fonteboa, B.; Carro-López, D.; Martínez-Abella, F. Effects of Mussel Shell Aggregates on Hygric Behaviour of Air Lime Mortar at Different Ages. Constr. Build. Mater. 2020, 252, 119113. [Google Scholar] [CrossRef]
- Martínez-García, C.; González-Fonteboa, B.; Carro-López, D.; Martínez-Abella, F. Carbonation Evolution of Lime Putty Coatings with Mussel Shell Aggregate. Constr. Build. Mater. 2020, 264, 120165. [Google Scholar] [CrossRef]
- Chen, D.; Zhang, P.; Pan, T.; Liao, Y.; Zhao, H. Evaluation of the Eco-Friendly Crushed Waste Oyster Shell Mortars Containing Supplementary Cementitious Materials. J. Clean. Prod. 2019, 237, 117811. [Google Scholar] [CrossRef]
- Zhang, Z.J.; Liu, J.B.; Li, B.; Yu, G.X.; Li, L. Experimental Study on Factors Affecting the Physical and Mechanical Properties of Shell Lime Mortar. Constr. Build. Mater. 2019, 228, 116726. [Google Scholar] [CrossRef]
- Seo, J.H.; Park, S.M.; Yang, B.J.; Jang, J.G. Calcined Oyster Shell Powder as an Expansive Additive in Cement Mortar. Materials 2019, 12, 1322. [Google Scholar] [CrossRef] [PubMed]
- Weng, X.; Zhang, B.; Zheng, X. Detection and Analysis of Sources of Lime Mineral in Ancient Buildings. New J. Chem. 2021, 45, 16490–16499. [Google Scholar] [CrossRef]
- Ez-Zaki, H.; Diouri, A.; Kamali-Bernard, S.; Sassi, O. Composite Cement Mortars Based on Marine Sediments and Oyster Shell Powder. Mater. Constr. 2016, 66, e080. [Google Scholar] [CrossRef]
- Liu, R.; Chen, D.; Cai, X.; Deng, Z.; Liao, Y. Hardened Properties of Mortar Mixtures Containing Pre-Treated Waste Oyster Shells. J. Clean. Prod. 2020, 266, 121729. [Google Scholar] [CrossRef]
- Ez-zaki, H.; Diouri, A. Microstructural and Physicomechanical Properties of Mortars-Based Dredged Sediment. Asian J. Civ. Eng. 2019, 20, 9–19. [Google Scholar] [CrossRef]
- Liao, Y.; Wang, X.; Wang, L.; Yin, Z.; Da, B.; Chen, D. Effect of Waste Oyster Shell Powder Content on Properties of Cement-Metakaolin Mortar. Case Stud. Constr. Mater. 2022, 16, e01088. [Google Scholar] [CrossRef]
- Zhong, B.Y.; Zhou, Q.; Chan, C.F.; Yu, Y. Structure and Property Characterization of Oyster Shell Cementing Material. Jiegou Huaxue 2012, 31, 85–92. [Google Scholar]
- Lertwattanaruk, P.; Makul, N.; Siripattarapravat, C. Utilization of Ground Waste Seashells in Cement Mortars for Masonry and Plastering. J. Environ. Manag. 2012, 111, 133–141. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Tang, Y.; Mai, C.; Shi, J.; Xie, Y.; Hu, H. Experimental Study on the Shear Performance of Brick Masonry Strengthened with Modified Oyster Shell Ash Mortar. Case Stud. Constr. Mater. 2020, 13, e00469. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, W.; Mai, C.; Shi, J.; Xie, Y.; Hu, H. Experimental Study on the Compressive Behaviors of Brick Masonry Strengthened with Modified Oyster Shell Ash Mortar. Buildings 2021, 11, 266. [Google Scholar] [CrossRef]
- Liu, S.; Wang, Y.; Liu, B.; Zou, Z.; Teng, Y.; Ji, Y.; Zhou, Y.; Zhang, L.V.; Zhang, Y. Sustainable Utilization of Waste Oyster Shell Powders with Different Fineness Levels in a Ternary Supplementary Cementitious Material System. Sustainability 2022, 14, 5981. [Google Scholar] [CrossRef]
- Hong, M.; Jang, I.; Son, Y.; Yi, C.; Park, W. Agricultural By-Products and Oyster Shell as Alternative Nutrient Sources for Microbial Sealing of Early Age Cracks in Mortar. AMB Express 2021, 11, 11. [Google Scholar] [CrossRef] [PubMed]
- Liao, Y.; Shi, H.; Zhang, S.; Da, B.; Chen, D. Particle Size Effect of Oyster Shell on Mortar: Experimental Investigation and Modeling. Materials 2021, 14, 6813. [Google Scholar] [CrossRef] [PubMed]
- Liao, Y.; Fan, J.; Li, R.; Da, B.; Chen, D.; Zhang, Y. Influence of the Usage of Waste Oyster Shell Powder on Mechanical Properties and Durability of Mortar. Adv. Powder Technol. 2022, 33, 103503. [Google Scholar] [CrossRef]
- Wang, H.Y.; Kuo, W.T.; Lin, C.C.; Po-Yo, C. Study of the Material Properties of Fly Ash Added to Oyster Cement Mortar. Constr. Build. Mater. 2013, 41, 532–537. [Google Scholar] [CrossRef]
- Razali, N.; Aris, R.N.F.R.; Razali, N.; Pa’ee, K.F. Revalorization of Aquaculture Waste: The Performance of Calcined Mussel Shells as Partial Cement Replacement. In Proceedings of the International Conference on Environmental Research and Technology (ICERT 2017), Kuantan, Penang, Malaysia, 23–25 August 2017; pp. 375–381. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Keywords | Number of Documents |
|---|---|---|
| 1 | Oyster shell; construction; waste | 18 |
| 2 | Mortar; calcination; shell | 7 |
| 3 | Mortar; composition; shell | 46 |
| 4 | Mortar; shell; oyster | 34 |
| 5 | Mortar; oyster; properties | 20 |
| 6 | Mortar; oyster; strength | 19 |
| 7 | Mortar; oyster; durability | 6 |
| 8 | Mortar; oyster; sustainability | 3 |
| 9 | Mortar; oyster; environment | 4 |
| 10 | Mortar; oyster; waste | 16 |
| 11 | Mortar; oyster; recycling | 2 |
| 12 | Mortar; lime; shell | 36 |
| 13 | Mortar; mollusc; sustainability | 2 |
| 14 | Mortar; lime; oyster | 7 |
| 15 | Mortar; cement; oyster | 17 |
| 16 | Oyster; shell; sand; mortar | 11 |
| 17 | Mortar; oyster; powder | 11 |
| Total | 259 |
| Journal Title | Number of Studies | Areas of Expertise |
|---|---|---|
| Sustainability (Switzerland) | 1 | Sustainability |
| Advanced Powder Technology | 1 | Chemical engineering |
| Journal of Cleaner Production | 2 | Environmental sciences |
| Waste Management and Research | 1 | Management of and research into residues |
| Waste Management | 1 | Environmental sciences |
| Case Studies in Construction Materials | 2 | Civil engineering |
| New Journal of Chemistry | 1 | Chemistry |
| Materials | 2 | Science and materials engineering |
| Buildings | 1 | Construction science, building engineering, and architecture |
| AMB Express | 1 | Applied and industrial microbiology |
| Asian Journal of Civil Engineering | 1 | Civil engineering |
| Materiales de Construccion | 1 | Construction, science, and materials technology |
| Journal of Environmental Management | 1 | Environmental sciences |
| Jiegou Huaxue | 1 | Chemistry |
| Construction and Building Materials | 2 | Civil engineering |
| Search Line | Subject | Number of Articles |
|---|---|---|
| Treatment and application of the oyster shell in mortar composition | Washing | 15 |
| Drying | 13 | |
| Grinding | 16 | |
| Properties in the fresh state | Workability | 8 |
| Heat of hydration/setting time | 6 | |
| Properties in the hardened state | Mechanical | 18 |
| Shrinkage | 5 | |
| Water absorption | 5 | |
| Volume of permeable void | 5 | |
| Permeability coefficient | 5 | |
| Microstructure | 8 | |
| Diffusion coefficient of chloride ions | 6 | |
| Eco-efficiency | 5 |
| Research | Shell Preparation Process | Composition of the Shell | Materials Used in the Mix | Quantity of Replacement | Objective |
|---|---|---|---|---|---|
| Bin-Yang et al. [52] | Washing, drying, and wet grinding, followe by drying at 105 °C (for 24 h) and sieving (165 μm) | CaO: 54.31% | Cement: oyster shell, powder, sand, and water | 5, 10, 15, and 20% | Cement mortars for concrete |
| Lertwattanaruk et al. [53] | Washing, drying, coarse grinding (4.47 mm), wet grinding for 3 to 4 h (0.075 mm), and drying at 110 ± 5 °C (for 24 h) | CaO: 53.59%; CaCO3: 96.8% | Cement Type I: sand–ground seashell (short-necked clam shell, green mussel shell, oyster shell, and cockle shell) | 5, 10, 15, and 20%, by weight | Cement mortars for concrete |
| Ez-zaki et al. [48] | Washing, decanting, drying at 40 °C, grinding (200 μm), and calcination between 650 and 850 °C for 5 h | CaO: 48% | Cement Type I 52.5: oyster shell, powder, sediments, sand, and water | 8, 16 and 33%, by weight | Pastes and mortars of cement for concrete |
| Ez-zak et al. [50] | Washing, decanting, drying at 40 °C, grinding (200 μm), and calcination between 650 and 850 °C for 5 h | Predominantly formed of calcium carbonate CaCO3 | Cement Type I 52.5:oyster shell, powder, sediments, sand, and water | 8 and 33%, by weight | Pastes and mortars of cement for concrete |
| Seo et al. [46] | Soaking in water (1 week), washing, air drying, grinding, calcination at 1000 °C (for 3 h), and grinding (150 µm) | CaO: 98% (after calcination) | Cement Type I: oyster shell, powder, sand, and water | 3, 6, 9, and 12% | Cement mortars for concrete |
| Zhang et al. [45] | No cleaning; grinding; calcination at 800, 1000, and 1200 °C for 2 h to produce quicklime; grinding (1 mm); soaking for 120 h to produce burnt lime; drying at 105 °C; and grinding to powder | CaCO3: 97.1% (before calcination) | Oyster shell, powder, sand, water, and glutinous rice | 100% | Quicklime mortar for coating mortars |
| Chen et al. [54] | - | - | Oyster shell ash/sand/clay/water (new construction) and oyster shell ash/siliceous material A/aluminous material B/sand/water (masonry reinforcement) | 100% | Laying mortars for new construction and masonry reinforcement |
| Weng et al. [47] | Washing, boiling, grinding (200 mesh), and calcination at 1050 °C for 90 min | CaO: variations from 56.04 to 75.23% | Oyster shell, powder, and water | 100% | Lime paste for ancient cultural relics |
| Chen et al. [55] | - | - | Oyster shell ash/sand/clay/water (new construction) and oyster shell ash/siliceous material A/aluminous material B/sand/water | 100% | Laying mortars for new construction and masonry reinforcement |
| Liao et al. [51] | Washing, drying at 100–110 °C (for 24 h), grinding (0.6 mm), calcination at 950 °C for 2 h, and grinding (10 to 60 µm) | CaCO3: 85.16% | Cement 42.5R: metakaolin–oyster shell, powder, sand, water, and superplasticizer | 5, 8, and 10% | Cement–metakaolin mortar for composites |
| Liu et al. [56] | Washing, drying at 105 ± 5 °C (for 24 h), calcination at 850–950 °C for 2 h, and grinding (0.5 to 40 μm). The mesh sizes chosen for sieving were 1250, 3000, or 6000 | CaO: 46.6% | Cement 42.5: oyster shell, powder, lithium, slag, ground granulated blast furnace slag, sand, and water | 10% | Cement mortars for green concrete |
| Research | Shell Preparation Process | Composition of the Shell | Materials Used in the Mix | Quantity of Replacement | Objective |
|---|---|---|---|---|---|
| Yoon et al. [5] | Crushing and separation into four types of granulometry | CaCO3 is approximately 96% | Cement: soil, sand, oyster shell, and water | 20, 40, 60, and 80% | Cement mortars (resources made from pure calcareous materials) |
| Yoon et al. [2] | Washing, drying at 105 °C, crushing, and separation into large (4.75–2 mm), and small particles (2–0.074 mm) | Oyster shell is primarily composed of naturally formed calcium carbonate (CaCO3). CaO = 52.94% | Cement: fly ash, ethylbenzene, sand, and oyster shell | 100% | Cement mortars for concrete |
| Wang et al. [60] | Washing and grinding | CaCO3 is 96% by weight | Cement Type I C150: sand, oyster shell, fly ash, water, and superplasticizer | 5, 10, 20, and 30% | Cement mortars for concrete |
| Chen et al. [44] | Crushing (5 mm), washing, and drying at 110 °C (for 24 h) | CaCO3 with high content | Cement Type I 42.5: fly ash, blast furnace slag, sand, oyster shell, water, and superplasticizer | 30% | Cement mortars for concrete |
| Liu et al. [49] | Cleaning, drying at 100–110 °C (for 24 h), grinding (0.6 mm), and treatment with polyvinyl alcohol and sodium silicate. | - | Cement 42.5: sand, oyster shell, water, and superplasticizer | 20% | Cement mortars for concrete |
| Liao et al. [58] | Washing, drying at 105 °C (for 5 h), and grinding (5 mm) | CaO = 60.16% | Cement Type I 42.5: sand, oyster shell, water, and superplasticizer | 20% | Cement mortars for concrete |
| Liao et al. [59] | Washing, drying at 105 °C (for 5 h), crushing in jaw crusher and ball mill (0.6 mm), and drying at 105 °C for 8 h | CaCO3 is more than 95% | Cement 42.5: metakaolin, sand, oyster shell, water, and superplasticizer | 10%, 20%, and 30% by volume | Cement mortars for concrete |
| Properties | General Results (Compared to the Reference Composites) | Use of Other Materials | Recommendations and Comments |
|---|---|---|---|
| Workability | Calcined OSW Powder: lower or equal; OSW Powder: higher; OSW sand: lower. | The amount of water consumed by oyster shells is greater than the figures for other types of shells. In this case, a superplasticizer additive can help to minimize water usage. | |
| Heat of hydration/Setting time | Calcined OSW Powder: higher heat of hydration; OSW Powder: higher setting time; OSW sand (with coarse particle size): higher setting time | In combination with other materials (metakaolin, gismondine), it shows good hydraulic reactivity. The use of fly ash can help to increase the setting time. With the introduction of siliceous and aluminous materials, mortars with both hydraulic and aerial capabilities are produced. | Replacements cement in the range of 8% to 16% shows good hydraulic reactivity. The longer setting time is obtained when 30% of sand is replaced. |
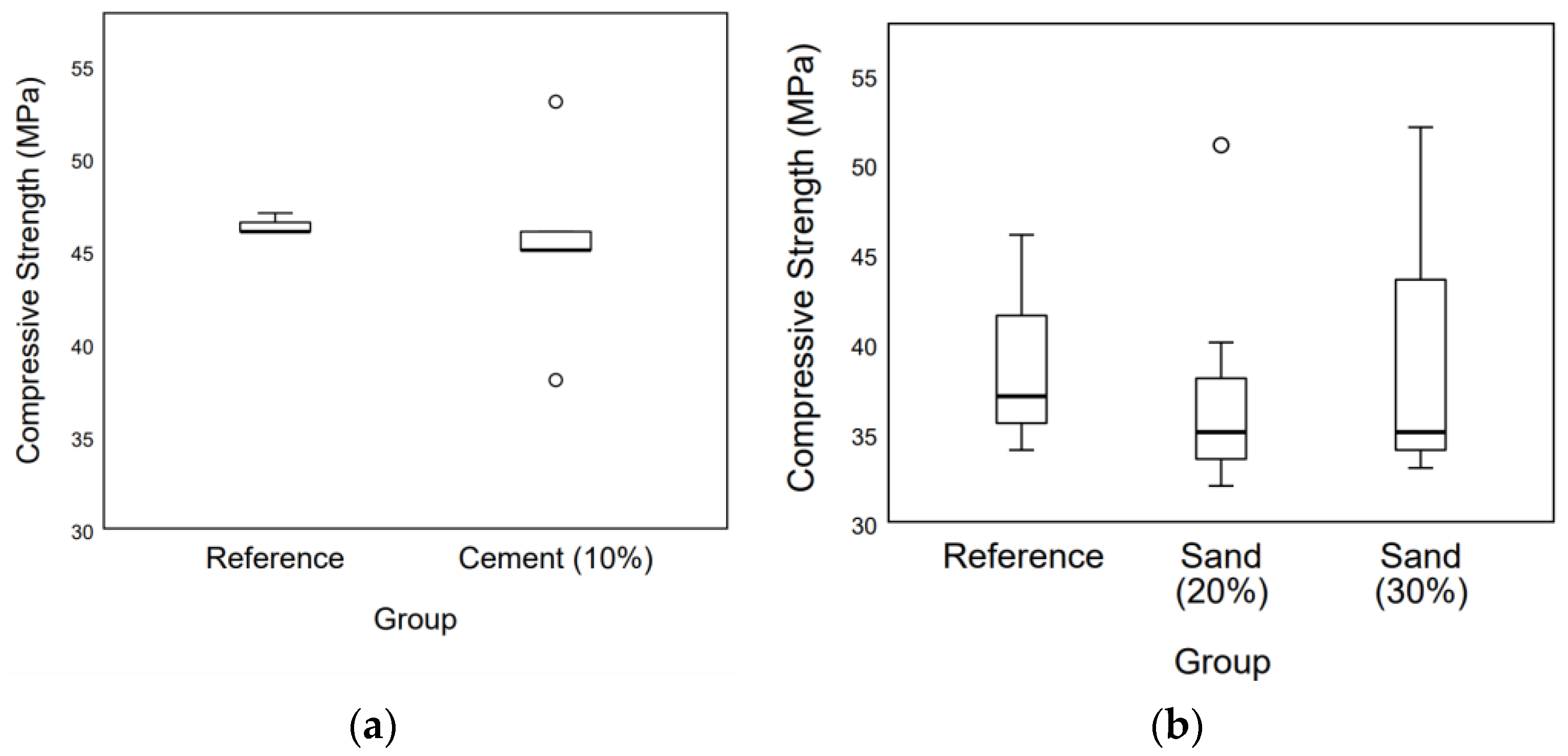
| Mechanical strength | Calcined OSW Powder: lower and higher; OSW Powder: lower; OSW sand: lower and higher; Solution: higher (for 3–7 days). | Composites with OSW sand and other marine waste show higher strengths than those with only one waste material. The use of metakaolin favors pozzolanic reactions. Fly ash contributes to pozzolanic reactions (higher strengths at later ages). The use of superplasticizer increases strength. Pre-treated shells decrease strength. The pozzolanic reactions obtained with the use of blast furnace slag and fly ash do not compensate for the hydration products of cement. WOS powder treated with nitrate acid is harmless to the structure. | The suggested cement substitutions are 5% and 10%, as well as being lower than 6%. Thermal treatment of calcination above 850 °C is more effective. Replacement with 30% or 20% and 40% of sand show the highest strengths. |
| Shrinkage (autogenous and drying) | Calcined OSW Powder: lower and higher; OSW Powder: lower; OSW sand: lower and higher (with fine particle size). | The use of a superplasticizer additive in composites with OSW sand reduces the shrinkage rate. Composites with fly ash replacement percentages also decrease shrinkage. | A percentage of about 8% of cement replacement is ideal. |
| Water absorption | Calcined OSW Powder: lower; OSW sand: lower. | Composites with supplementary cementitious materials (fly ash and ground granulated blast furnace slag) show greater reductions in water absorption. Treatment of the shell with polyvinyl alcohol or sodium silicate results in lower water absorption. | Replacement of 20% and 30% of sand has lower absorption results. |
| Volume of permeable void | Calcined OSW Powder: lower and higher; OSW sand: lower and higher. | When using calcined OSW powder and other marine waste, porosity increases. The porosity of the shell decreases with pre-treatment with sodium silicate. Incorporation of pozzolanic materials (metakaolin) contributes to a reduction in the total volume of pores. | - |
| Permeability coefficient | Calcined OSW Powder: lower; OSW sand: lower and higher. | The use of treated OSW aggregates (polyvinyl alcohol and sodium silicate) decreases permeability. The use of other materials (fly ash and slag) presents higher permeabilities. | Replacements of 10% and 33% of cement and 30% replacement of sand show lower permeability coefficients. |
| Microstructure | - | Treating the shell with sodium silicate makes the mixture more homogeneous and dense. The use of ground fly ash or ground granulated blast furnace slag generates a denser microstructure (at higher ages). | Calcined OSW Powder: equal micropores and decreased macropores. OSW Powder: filling effect does not affect cement stability. OSW sand: distributed throughout the internal structure of the mortar. |
| Diffusion coefficient of chloride ions | Calcined OSW Powder: lower; OSW sand: lower and higher. | The use of metakaolin increases the resistance to chloride ion diffusion. Treated shells reduce chloride ion penetration. Chloride ion penetration decreases over time with the use of fly ash and granulated blast furnace slag. | A cement content replacement above 8% by WOS powder does not have a relevant effect on the chloride ion diffusion coefficient. Substitution of 30% aggregate by OSW either presents lower results or meets the standards. |
| Eco-efficiency | Calcined OSW Powder: reduce CO2 emissions; OSW sand: reduce CO2 emissions. | More sustainable composites with adequate engineering properties can be produced by incorporating fly ash and granulated blast furnace slag (as a replacement for cement) and limited amounts of WOS sand. | With replacements of 10% and 30% of river sand with WOS powder, more sustainable and better-performing mortars can be obtained. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bellei, P.; Torres, I.; Solstad, R.; Flores-Colen, I. Potential Use of Oyster Shell Waste in the Composition of Construction Composites: A Review. Buildings 2023, 13, 1546. https://doi.org/10.3390/buildings13061546
Bellei P, Torres I, Solstad R, Flores-Colen I. Potential Use of Oyster Shell Waste in the Composition of Construction Composites: A Review. Buildings. 2023; 13(6):1546. https://doi.org/10.3390/buildings13061546
Chicago/Turabian StyleBellei, Poliana, Isabel Torres, Runar Solstad, and Inês Flores-Colen. 2023. "Potential Use of Oyster Shell Waste in the Composition of Construction Composites: A Review" Buildings 13, no. 6: 1546. https://doi.org/10.3390/buildings13061546
APA StyleBellei, P., Torres, I., Solstad, R., & Flores-Colen, I. (2023). Potential Use of Oyster Shell Waste in the Composition of Construction Composites: A Review. Buildings, 13(6), 1546. https://doi.org/10.3390/buildings13061546