
Development of Self-Compacting Concrete Incorporating Rice Husk Ash with Waste Galvanized Copper Wire Fiber

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mix Proportion
2.3. Specimens Preparation and Curing
2.4. Test Setup and Instrumentation
2.4.1. Slump Flow Test
2.4.2. J-Ring Flow Test
2.4.3. V-Funnel Test
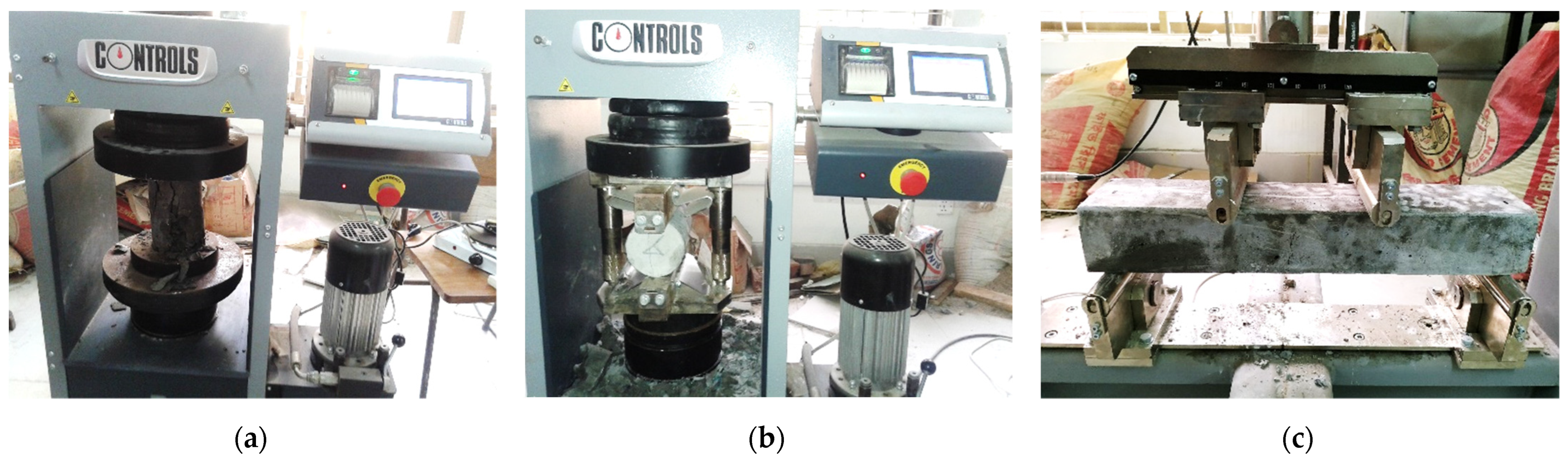
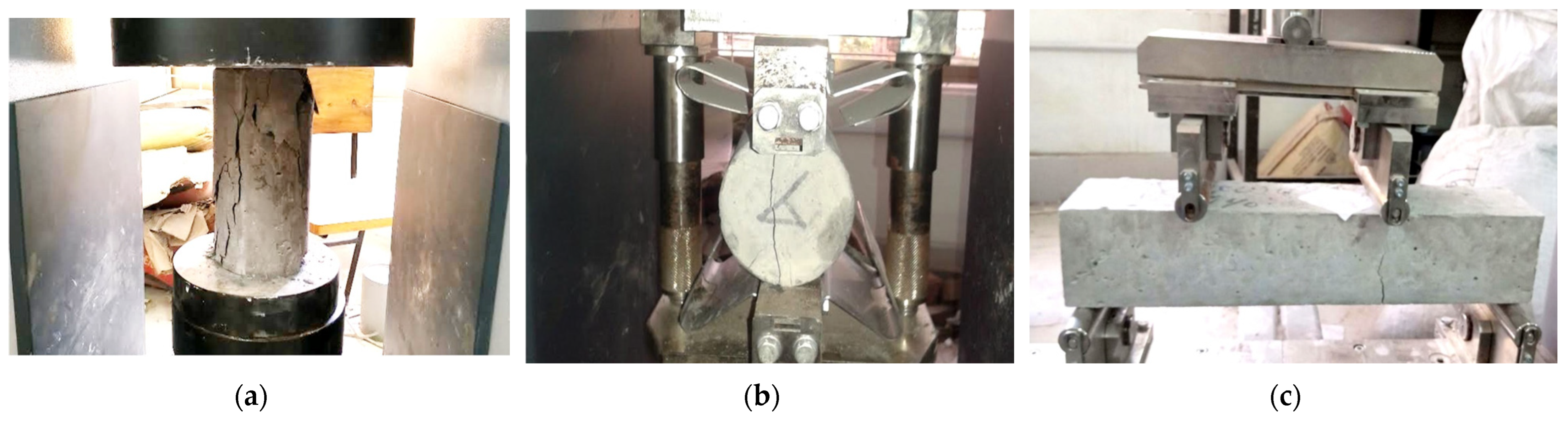
2.4.4. Compressive Strength Test
2.4.5. Splitting Tensile Strength Test
2.4.6. Flexural Strength Test
3. Results and Discussion
3.1. Fresh Properties
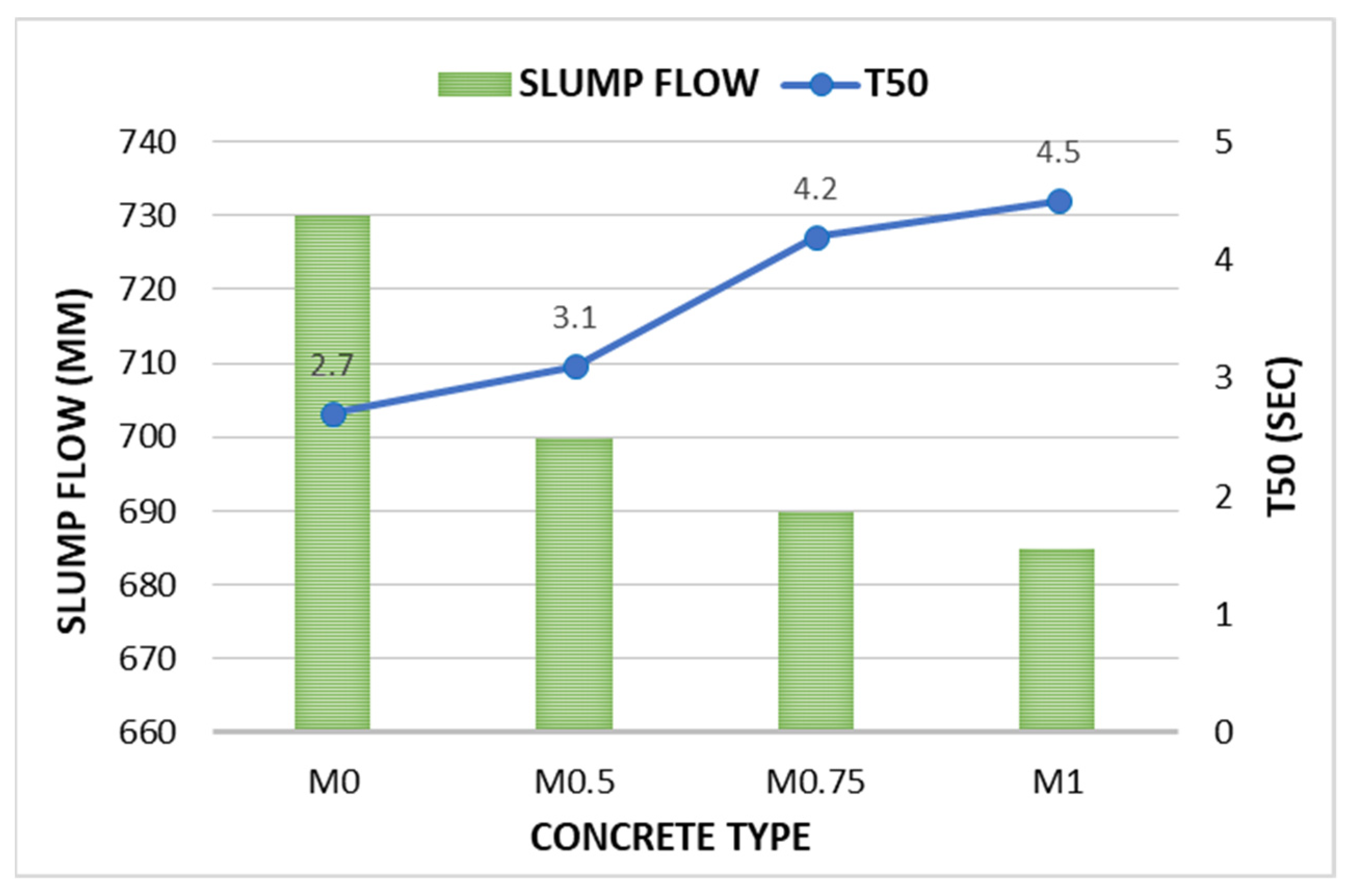
3.1.1. Effect on Cone Slump Flow
3.1.2. Effect on J-Ring Flow
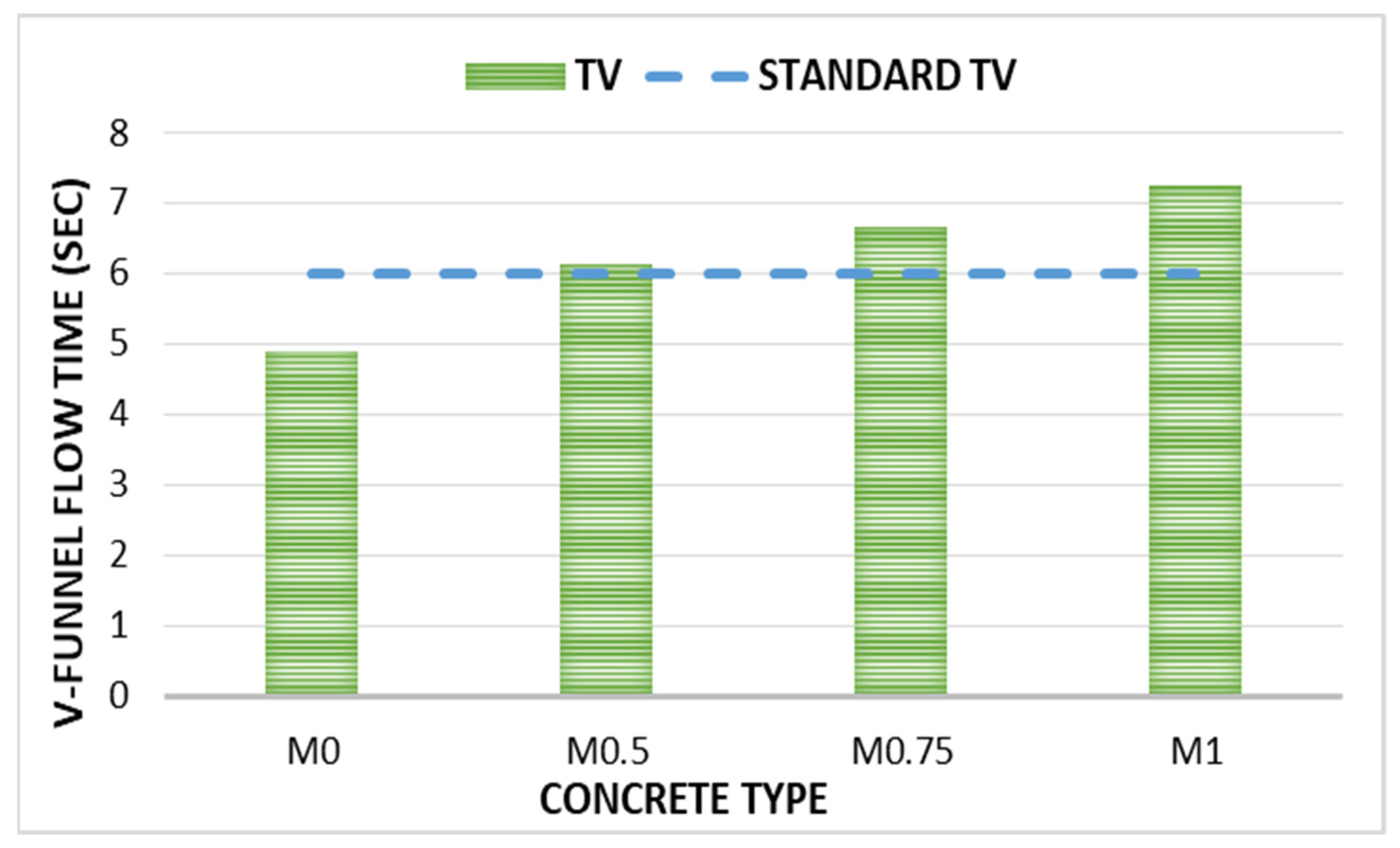
3.1.3. Effect on V-Funnel Flow
3.2. Hardened Concrete Test
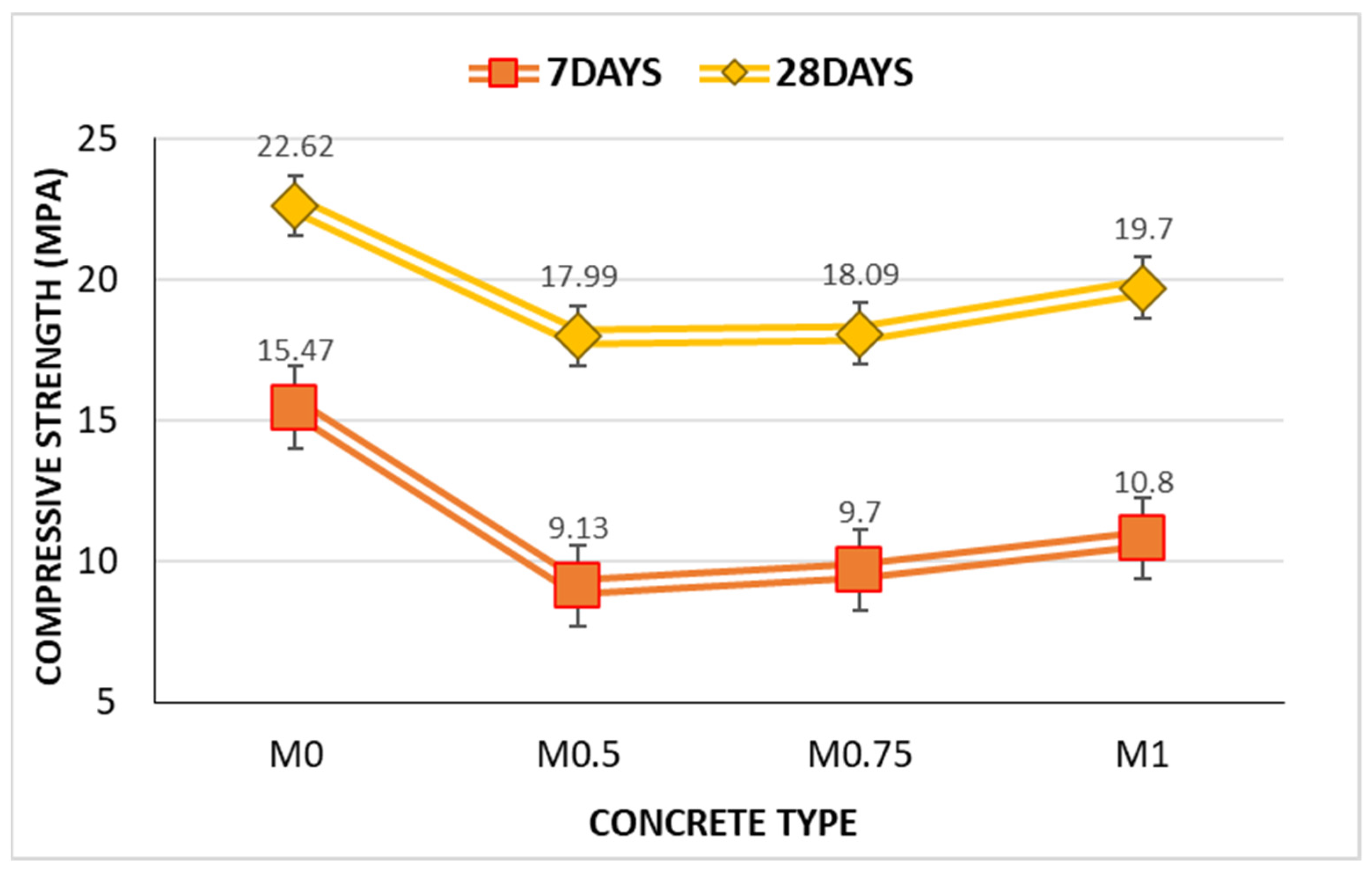
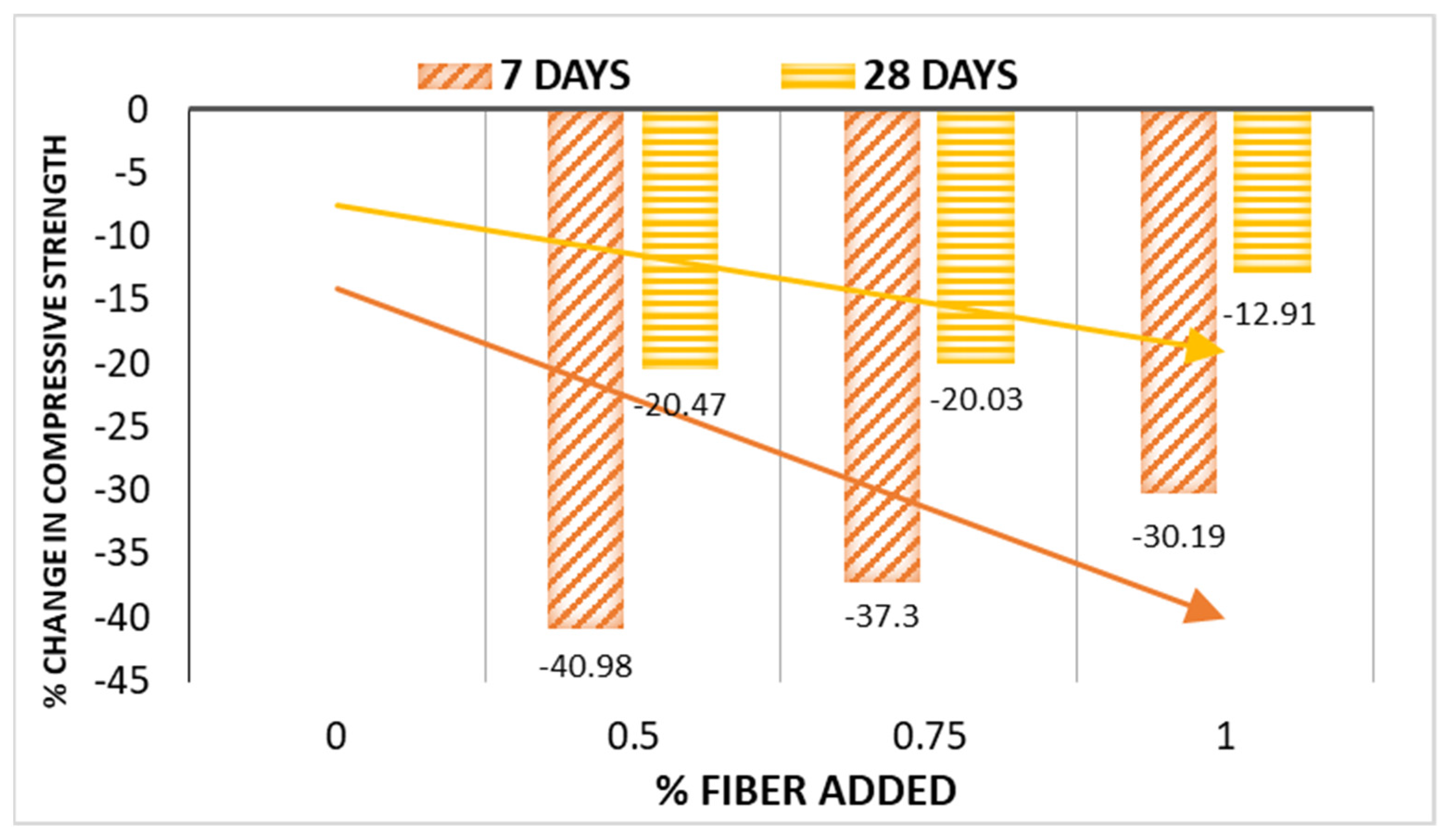
3.2.1. Effect of Fiber on Compressive Strength Test
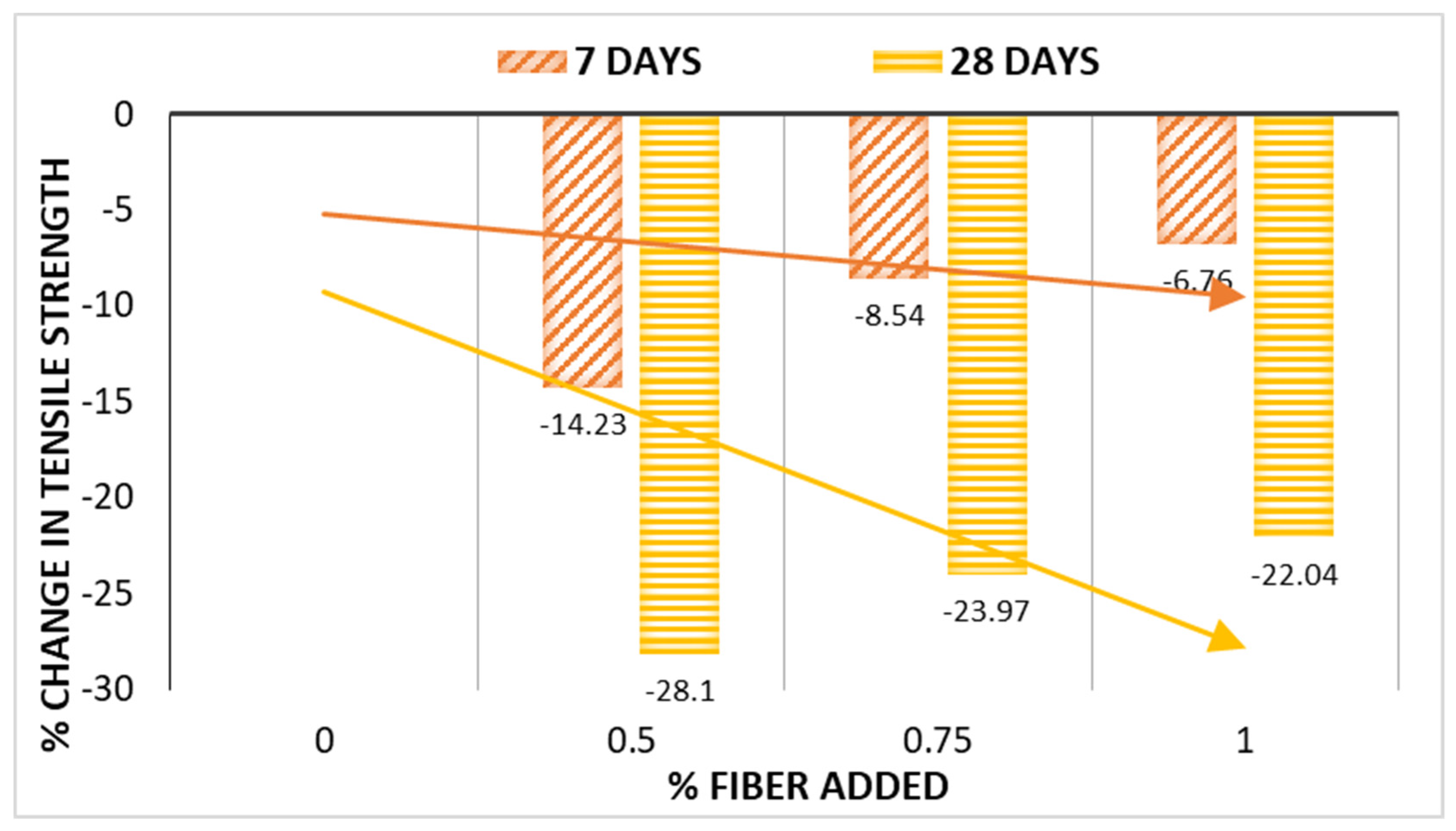
3.2.2. Effect of Fiber on Splitting Tensile Strength Test
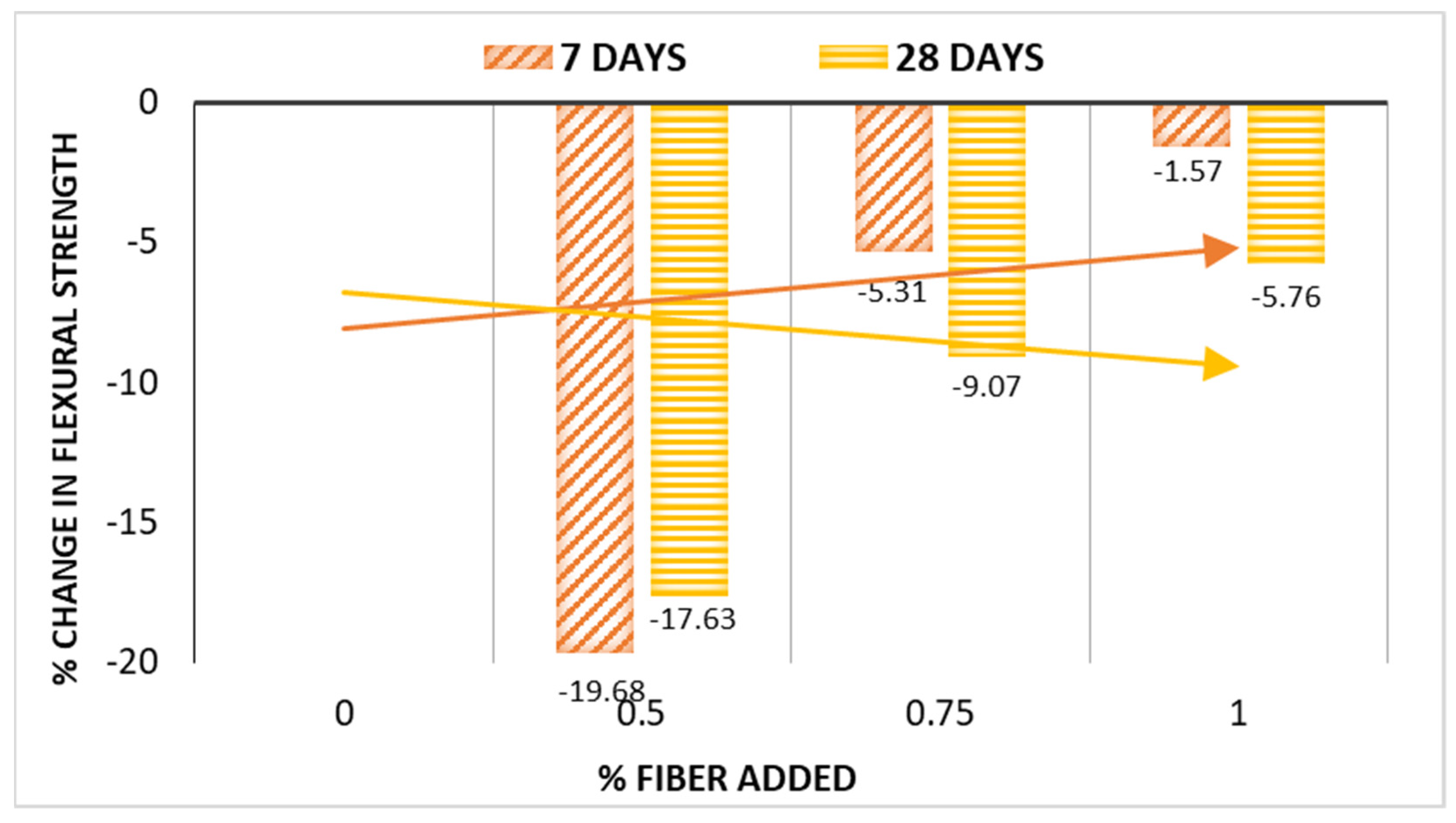
3.2.3. Effect of Fiber on Flexural Strength Test
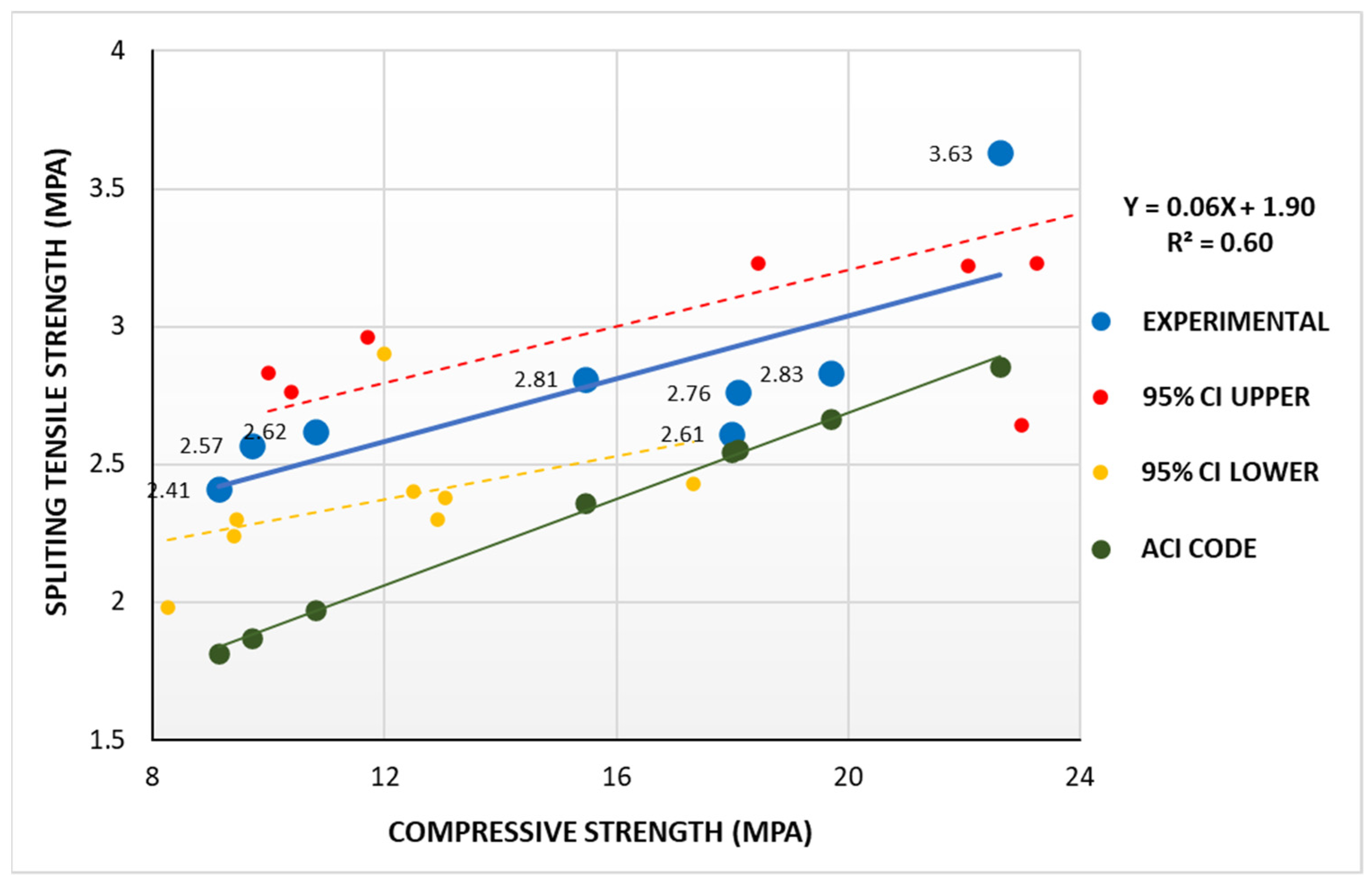
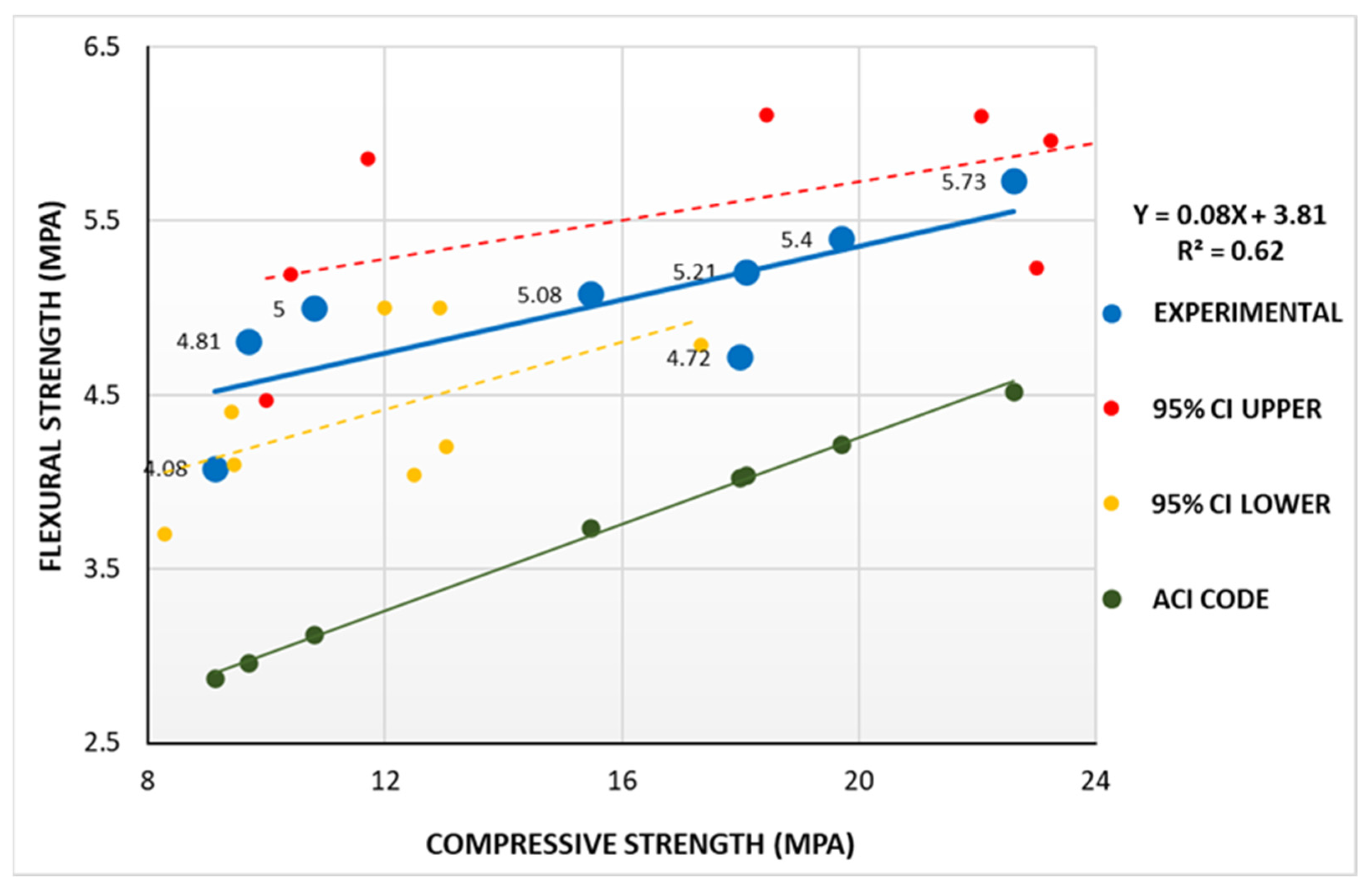
3.2.4. Relation between Mechanical Properties
4. Conclusions
- Waste copper fiber makes SCC less workable as the control mix obtains the highest slump 730 mm and the least time to flow 2.7 s.
- The shape and texture of waste copper fiber slightly increase the chance of blockage. The maximum blocking index, 12 was obtained for mix M1, indicating unacceptable passing criteria for SCC.
- The addition of 2% rice husk ash as a substitution for cement makes the SCC more viscous.
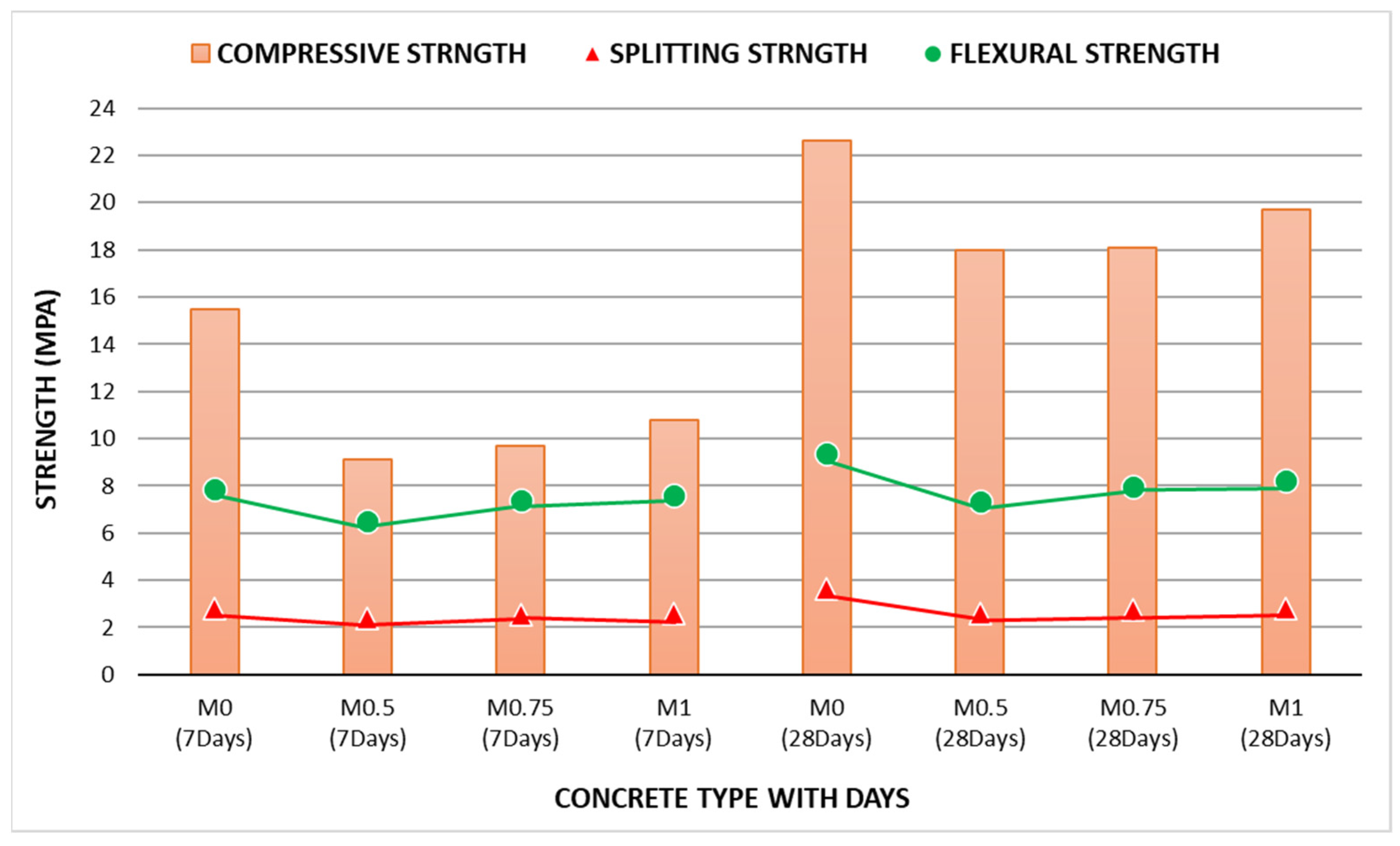
- The compressive, flexural, and splitting strength increases among themselves with increasing the percentage of waste copper fiber, but they remain below the control SCC mix.
- The compressive strength decreased 12.91% at 28 days from the control mix due to a maximum 1% of waste copper fiber addition. This decreasing rate for splitting and flexural strength obtained 22.04% and 5.76%, respectively, for the same condition.
- The test results show that 2% RHA as a substitution of OPC and adding 1% copper wire gives the highest strength but has an unacceptable passing ability. Therefore, the SCC mix M0.75 with 2% RHA and 0.75% copper fiber is said to be optimum for this study.
- According to the above study, adding waste copper fiber reinforcement and mineral admixture like RHA to the SCC can achieve adequate rheological and mechanical properties to use in real life construction.
5. Future Recommendations
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Safari, J.; Mirzaei, M.; Rooholamini, H.; Hassani, A. Effect of rice husk ash and macro-synthetic fibre on the properties of self-compacting concrete. Constr. Build. Mater. 2018, 175, 371–380. [Google Scholar] [CrossRef]
- Lachemi, M.; Baskar, I.; Muthupriya, P.; Venkatasubramani, R. Development of cost-effective self-consolidating concrete incorporating fly ash, slag cement, or viscosity-modifying admixtures. Mater. J. 2003, 100, 419–425. [Google Scholar]
- Şahmaran, M.; Christianto, H.A.; Yaman, İ.Ö. The effect of chemical admixtures and mineral additives on the properties of self-compacting mortars. Cem. Concr. Compos. 2006, 28, 432–440. [Google Scholar] [CrossRef]
- Sua Iam, G.; Makul, N. The use of residual rice husk ash from thermal power plant as cement replacement material in producing self-compacting concrete. In Advanced Materials Research; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2012. [Google Scholar]
- Barach, A.L.; Martin, J.; Eckman, M. Positive pressure respiration and its application to the treatment of acute pulmonary edema. Ann. Intern. Med. 1938, 12, 754–795. [Google Scholar]
- Salas, A.; Delvasto, S.; de Gutierrez, R.M.; Lange, D. Comparison of two processes for treating rice husk ash for use in high performance concrete. Cem. Concr. Res. 2009, 39, 773–778. [Google Scholar] [CrossRef]
- Zhang, M.-H.; Malhotra, V.M. High-performance concrete incorporating rice husk ash as a supplementary cementing material. ACI Mater. J. 1996, 93, 629–636. [Google Scholar]
- Zhu, W.; Bartos, P.J. Permeation properties of self-compacting concrete. Cem. Concr. Res. 2003, 33, 921–926. [Google Scholar] [CrossRef]
- Mehta, P.K.; Folliard, K.J. Rice Hush Ash-A unique supplementary cementing material. Adv. Concr. Technol. 1995, 154, 531–542. [Google Scholar]
- FAO. Rice Market Monitor; Food and Agriculture Organization of the United Nations: Rome, Italy, 2015. [Google Scholar]
- Chopra, D.; Siddique, R. Strength, permeability and microstructure of self-compacting concrete containing rice husk ash. Biosyst. Eng. 2015, 130, 72–80. [Google Scholar] [CrossRef]
- Guidelines for Self-Consolidating Concrete. 2005. Available online: https://anfah.org/wp-content/uploads/pdf/articulo-tecnico-scc-guidelines-may-2005.pdf (accessed on 30 May 2022).
- Memon, S.A.; Shaikh, M.A.; Akbar, H. Utilization of rice husk ash as viscosity modifying agent in self compacting concrete. Constr. Build. Mater. 2011, 25, 1044–1048. [Google Scholar] [CrossRef]
- Safiuddin, M.; West, J.S.; Soudki, K.A. Hardened properties of self-consolidating high performance concrete including rice husk ash. Cem. Concr. Compos. 2010, 32, 708–717. [Google Scholar] [CrossRef]
- Ahmadi, M.A.; Alidoust, O.; Sadrinejad, I.; Nayeri, M. Development of mechanical properties of self compacting concrete contain rice husk ash. Int. J. Comput. Inf. Syst. Sci. Eng. 2007, 1, 259–262. [Google Scholar]
- Khayat, K.H.; Roussel, Y. Testing and performance of fiber-reinforced, self-consolidating concrete. Mater. Struct. 2000, 33, 391–397. [Google Scholar] [CrossRef]
- Balaguru, P.; Narahari, R.; Patel, M. Flexural toughness of steel fiber reinforced concrete. Mater. J. 1992, 89, 541–546. [Google Scholar]
- Richard, P.; Cheyrezy, M. Composition of reactive powder concretes. Cem. Concr. Res. 1995, 25, 1501–1511. [Google Scholar] [CrossRef]
- Ferrara, L.; Meda, A. Relationships between fibre distribution, workability and the mechanical properties of SFRC applied to precast roof elements. Mater. Struct. 2006, 39, 411–420. [Google Scholar] [CrossRef]
- FERRARA, L. The use of viscosity enhancing admixtures to improve the homogeneity of fibre distribution in steel fibre reinforced concretes. In Brittle Matrix Composites 7; Elsevier: Amsterdam, The Netherlands, 2003; pp. 287–300. [Google Scholar]
- Ozyurt, N.; Mason, T.O.; Shah, S.P. Correlation of fiber dispersion, rheology and mechanical performance of FRCs. Cem. Concr. Compos. 2007, 29, 70–79. [Google Scholar] [CrossRef]
- Lehner, P.; Konečný, P.; Ponikiewski, T. Comparison of material properties of SCC concrete with steel fibres related to ingress of chlorides. Crystals 2020, 10, 220. [Google Scholar] [CrossRef] [Green Version]
- Ding, Y.; You, Z.; Jalali, S. Hybrid fiber influence on strength and toughness of RC beams. Compos. Struct. 2010, 92, 2083–2089. [Google Scholar] [CrossRef]
- Ding, Y.; You, Z.; Jalali, S. The composite effect of steel fibres and stirrups on the shear behaviour of beams using self-consolidating concrete. Eng. Struct. 2011, 33, 107–117. [Google Scholar] [CrossRef]
- Ahmad, S.; Umar, A. Rheological and mechanical properties of self-compacting concrete with glass and polyvinyl alcohol fibres. J. Build. Eng. 2018, 17, 65–74. [Google Scholar] [CrossRef]
- El-Dieb, A.S.; Taha, M.R. Flow characteristics and acceptance criteria of fiber-reinforced self-compacted concrete (FR-SCC). Constr. Build. Mater. 2012, 27, 585–596. [Google Scholar] [CrossRef]
- Akcay, B.; Tasdemir, M.A. Mechanical behaviour and fibre dispersion of hybrid steel fibre reinforced self-compacting concrete. Constr. Build. Mater. 2012, 28, 287–293. [Google Scholar] [CrossRef]
- Haddadou, N.; Chaid, R.; Ghernouti, Y. Experimental study on steel fibre reinforced self-compacting concrete incorporating high volume of marble powder. Eur. J. Environ. Civ. Eng. 2015, 19, 48–64. [Google Scholar] [CrossRef]
- Cunha, V.M.; Barros, J.A.; Sena-Cruz, J. Compression Behaviour of Steel Fibre Reinforced Self-Compacting Concrete: Age Influence and Modeling. 2006. Available online: https://www.academia.edu/5625765/Compression_behaviour_of_steel_fibre_reinforced_self_compacting_concrete_age_influence_and_modeling (accessed on 30 May 2022).
- Ahmad, S.; Umar, A. Fibre-reinforced self-compacting concrete: A review. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018. [Google Scholar]
- Pająk, M.; Ponikiewski, T. Experimental investigation on hybrid steel fibers reinforced self-compacting concrete under flexure. Procedia Eng. 2017, 193, 218–225. [Google Scholar] [CrossRef]
- Della, V.P.; Kühn, I.; Hotza, D. Rice husk ash as an alternate source for active silica production. Mater. Lett. 2002, 57, 818–821. [Google Scholar] [CrossRef]
- ASTM-C39/C39M-18; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM-C496/C496M-17; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM-C78/C78M-18; Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading). ASTM International: West Conshohocken, PA, USA, 2018.
- BS-EN-12350–8; Testing Fresh Self-Compacting Concrete. Slump Flow Test. British Standards Institution: London, UK, 2010.
- BS-EN-12350–9; Testing Fresh Self-Compacting Concrete. V-Funnel Test. British Standards Institution: London, UK, 2010.
- Cunha, V.M.; Barros, J.A.; Sena-Cruz, J. Pullout behavior of steel fibers in self-compacting concrete. J. Mater. Civ. Eng. 2010, 22, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Greenough, T.; Nehdi, M. Shear behavior of fiber-reinforced self-consolidating concrete slender beams. ACI Mater. J. 2008, 105, 468. [Google Scholar]
- Mehdizadeh, B.; Jahandari, S.; Vessalas, K.; Miraki, H.; Rasekh, H.; Samali, B. Fresh, Mechanical, and Durability Properties of Self-Compacting Mortar Incorporating Alumina Nanoparticles and Rice Husk Ash. Materials 2021, 14, 6778. [Google Scholar] [CrossRef]
- Safiuddin, M.; West, J.S.; Soudki, K.A. Properties of freshly mixed self-consolidating concretes incorporating rice husk ash as a supplementary cementing material. Constr. Build. Mater. 2012, 30, 833–842. [Google Scholar] [CrossRef]
- Raisi, E.M.; Amiri, J.V.; Davoodi, M.R. Mechanical performance of self-compacting concrete incorporating rice husk ash. Constr. Build. Mater. 2018, 177, 148–157. [Google Scholar] [CrossRef]
- Muhammad, A.; Thienel, K.-C.; Sposito, R. Suitability of Blending Rice Husk Ash and Calcined Clay for the Production of Self-Compacting Concrete: A Review. Materials 2021, 14, 6252. [Google Scholar] [CrossRef] [PubMed]
- ACI-318–19; Building Code Requirements for Structural Concrete and Commentary. American Concrete Institute: Farmington Hills, MI, USA, 2019.
- Ali, T.; Saand, A.; Bangwar, D.K.; Buller, A.S.; Ahmed, Z. Mechanical and Durability Properties of Aerated Concrete Incorporating Rice Husk Ash (RHA) as Partial Replacement of Cement. Crystals 2021, 11, 604. [Google Scholar] [CrossRef]
- Rahman, M.E.; Muntohar, A.S.; Pakrashi, V.; Nagaratnam, B.H.; Sujan, D. Self compacting concrete from uncontrolled burning of rice husk and blended fine aggregate. Mater. Des. 2014, 55, 410–415. [Google Scholar] [CrossRef]
- Sua-Iam, G.; Makul, N. Utilization of limestone powder to improve the properties of self-compacting concrete incorporating high volumes of untreated rice husk ash as fine aggregate. Constr. Build. Mater. 2013, 38, 455–464. [Google Scholar] [CrossRef]
- Atan, M.N.; Awang, H. The compressive and flexural strengths of self-compacting concrete using raw rice husk ash. J. Eng. Sci. Technol. 2011, 6, 720–732. [Google Scholar]
- Pai, B.H.V.; Nandy, M.; Krishnamoorthy, A.; Sarkar, P.K.; George, P. Comparative study of self compacting concrete mixes containing fly ash and rice husk ash. Am. J. Eng. Res. 2014, 3, 150–154. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituents | Weight, % | ||
|---|---|---|---|
| RHA | OPC | FA | |
| Silica (SiO2) | 75.24 | 21.5 | 61.31 |
| Alumina (Al2O3) | 2.18 | 4.74 | 30.39 |
| Ferric oxide (Fe2O3) | 2.24 | 4.30 | 1.24 |
| Calcium oxide (CaO) | 2.42 | 63.49 | 1.31 |
| Magnesium oxide (MgO) | 2.28 | 1.02 | 0.89 |
| Sulfur trioxide (SO3) | 0.12 | 2.93 | 0.31 |
| Sodium oxide (Na2O) | 0.86 | 0.30 | 0.39 |
| Potassium oxide (K2O) | 1.72 | 0.78 | 0.42 |
| Loss of ignition (LOI) | 12.99 | --- | 3.27 |
| Properties | Sand | Stone Chips |
|---|---|---|
| Moisture content | 19.4% | 14.7% |
| Specific gravity | 2.43 | 2.65 |
| Void ratio | 44.97% | 33.98% |
| Fineness modulus | 2.98 | 5.56 |
| Loose bulk density (kg/m3) | 1200 | 1575.6 |
| Compacted bulk density (kg/m3) | 1353.5 | 1780.4 |
| Properties | Value Obtained |
|---|---|
| Length of fiber | 0.5–1.0 inch |
| Diameter | 0.016 inch (0.40 mm) |
| Average aspect ratio | 50 |
| Tensile strength | 400 MPa |
| Appearance form | Brown, bright, undulated along length |
| Modulus of elasticity | 110 GPa |
| Properties | Value Obtained |
|---|---|
| Mean particle size (µm) | 6.27 |
| Color | Grey |
| Specific surface area (m2/g) | 36.47 |
| Fineness: passing 45 µm (%) | 91 |
| Specific gravity | 2.08 |
| Mix | Cement (kg/m3) | FA (kg/m3) | Sand (kg/m3) | CA (kg/m3) | Wire Fiber (%) | Wire Fiber (kg/m3) | RHA (%) | RHA (kg/m3) | W/B | Water (kg/m3) | SP (%) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| M0 | 400 | 100 | 800 | 900 | 0 | 0 | 0 | 0 | 0.32 | 160 | 1.63 |
| M0.5 | 392 | 100 | 800 | 900 | 0.50 | 12 | 2 | 8 | 0.32 | 160 | 1.63 |
| M0.75 | 392 | 100 | 800 | 900 | 0.75 | 18 | 2 | 8 | 0.32 | 160 | 1.63 |
| M1 | 392 | 100 | 800 | 900 | 1.00 | 24 | 2 | 8 | 0.32 | 160 | 1.63 |
| Mix | Slump Flow (650–800 mm) | T500 (2–5 s) | J-Ring Slump Flow (600–750 mm) | Blocking Index, BJ (0–10) | V-Funnel Time, TV (6–12 s) | Remarks |
|---|---|---|---|---|---|---|
| M0 | 730 | 2.7 | 650 | 7.25 | 4.9 | Low viscosity |
| M0.5 | 700 | 3.1 | 620 | 8.27 | 6.12 | Result satisfied |
| M0.75 | 690 | 4.2 | 600 | 9.5 | 6.65 | Result satisfied |
| M1 | 685 | 4.5 | 580 | 12 | 7.25 | Low passing ability |
| Mix | Day | Mean Strength (MPa) | Standard Deviation | Coefficient of Variation | Standard Error | 95% Confidence Interval | |
|---|---|---|---|---|---|---|---|
| Lower limit (MPa) | Upper limit (MPa) | ||||||
| M0 | 7 | 15.47 | 1.20 | 0.077 | 0.69 | 12.50 | 18.44 |
| 28 | 22.62 | 4.30 | 0.19 | 2.48 | 12.00 | 33.29 | |
| M0.5 | 7 | 9.13 | 0.35 | 0.038 | 0.20 | 8.27 | 10.00 |
| 28 | 17.99 | 2.00 | 0.11 | 1.15 | 13.04 | 23.00 | |
| M0.75 | 7 | 9.70 | 0.215 | 0.0217 | 0.12 | 9.40 | 10.40 |
| 28 | 18.09 | 2.10 | 0.12 | 1.20 | 12.92 | 23.25 | |
| M1 | 7 | 10.80 | 0.255 | 0.025 | 0.15 | 9.45 | 11.70 |
| 28 | 19.70 | 0.951 | 0.048 | 0.55 | 17.33 | 22.07 | |
| Mix | Day | Mean Strength (MPa) | Standard Deviation | Coefficient of Variation | Standard Error | 95% Confidence Interval | |
|---|---|---|---|---|---|---|---|
| Lower Limit (MPa) | Upper Limit (MPa) | ||||||
| M0 | 7 | 2.81 | 0.17 | 0.06 | 0.098 | 2.40 | 3.23 |
| 28 | 3.63 | 0.30 | 0.083 | 0.17 | 2.90 | 4.36 | |
| M0.5 | 7 | 2.41 | 0.17 | 0.07 | 0.098 | 1.98 | 2.83 |
| 28 | 2.61 | 0.05 | 0.02 | 0.03 | 2.38 | 2.64 | |
| M0.75 | 7 | 2.57 | 0.11 | 0.044 | 0.06 | 2.24 | 2.76 |
| 28 | 2.76 | 0.20 | 0.072 | 0.11 | 2.30 | 3.23 | |
| M1 | 7 | 2.62 | 0.14 | 0.053 | 0.08 | 2.30 | 2.96 |
| 28 | 2.83 | 0.16 | 0.05 | 0.092 | 2.43 | 3.22 | |
| Mix | Day | Mean Strength (MPa) | Standard Deviation | Coefficient of Variation | Standard Error | 95% Confidence Interval | |
|---|---|---|---|---|---|---|---|
| Lower Limit (MPa) | Upper Limit (MPa) | ||||||
| M0 | 7 | 5.08 | 0.42 | 0.08 | 0.24 | 4.04 | 6.11 |
| 28 | 5.73 | 0.30 | 0.052 | 0.17 | 5.00 | 6.46 | |
| M0.5 | 7 | 4.08 | 0.15 | 0.04 | 0.09 | 3.70 | 4.47 |
| 28 | 4.72 | 0.20 | 0.042 | 0.12 | 4.20 | 5.23 | |
| M0.75 | 7 | 4.81 | 0.15 | 0.03 | 0.09 | 4.40 | 5.19 |
| 28 | 5.21 | 0.022 | 0.0043 | 0.012 | 5.00 | 5.96 | |
| M1 | 7 | 5.00 | 0.35 | 0.07 | 0.20 | 4.10 | 5.86 |
| 28 | 5.40 | 0.25 | 0.05 | 0.14 | 4.79 | 6.10 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sobuz, M.H.R.; Saha, A.; Anamika, J.F.; Houda, M.; Azab, M.; Akid, A.S.M.; Rana, M.J. Development of Self-Compacting Concrete Incorporating Rice Husk Ash with Waste Galvanized Copper Wire Fiber. Buildings 2022, 12, 1024. https://doi.org/10.3390/buildings12071024
Sobuz MHR, Saha A, Anamika JF, Houda M, Azab M, Akid ASM, Rana MJ. Development of Self-Compacting Concrete Incorporating Rice Husk Ash with Waste Galvanized Copper Wire Fiber. Buildings. 2022; 12(7):1024. https://doi.org/10.3390/buildings12071024
Chicago/Turabian StyleSobuz, Md. Habibur Rahman, Ayan Saha, Jannatul Ferdous Anamika, Moustafa Houda, Marc Azab, Abu Sayed Mohammad Akid, and Md. Jewel Rana. 2022. "Development of Self-Compacting Concrete Incorporating Rice Husk Ash with Waste Galvanized Copper Wire Fiber" Buildings 12, no. 7: 1024. https://doi.org/10.3390/buildings12071024
APA StyleSobuz, M. H. R., Saha, A., Anamika, J. F., Houda, M., Azab, M., Akid, A. S. M., & Rana, M. J. (2022). Development of Self-Compacting Concrete Incorporating Rice Husk Ash with Waste Galvanized Copper Wire Fiber. Buildings, 12(7), 1024. https://doi.org/10.3390/buildings12071024