The Influence of Carbon Coatings on the Functional Properties of X39Cr13 and 316LVM Steels Intended for Biomedical Applications

 ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Characterization of DLC Layer
3.2. Roughness Measurements
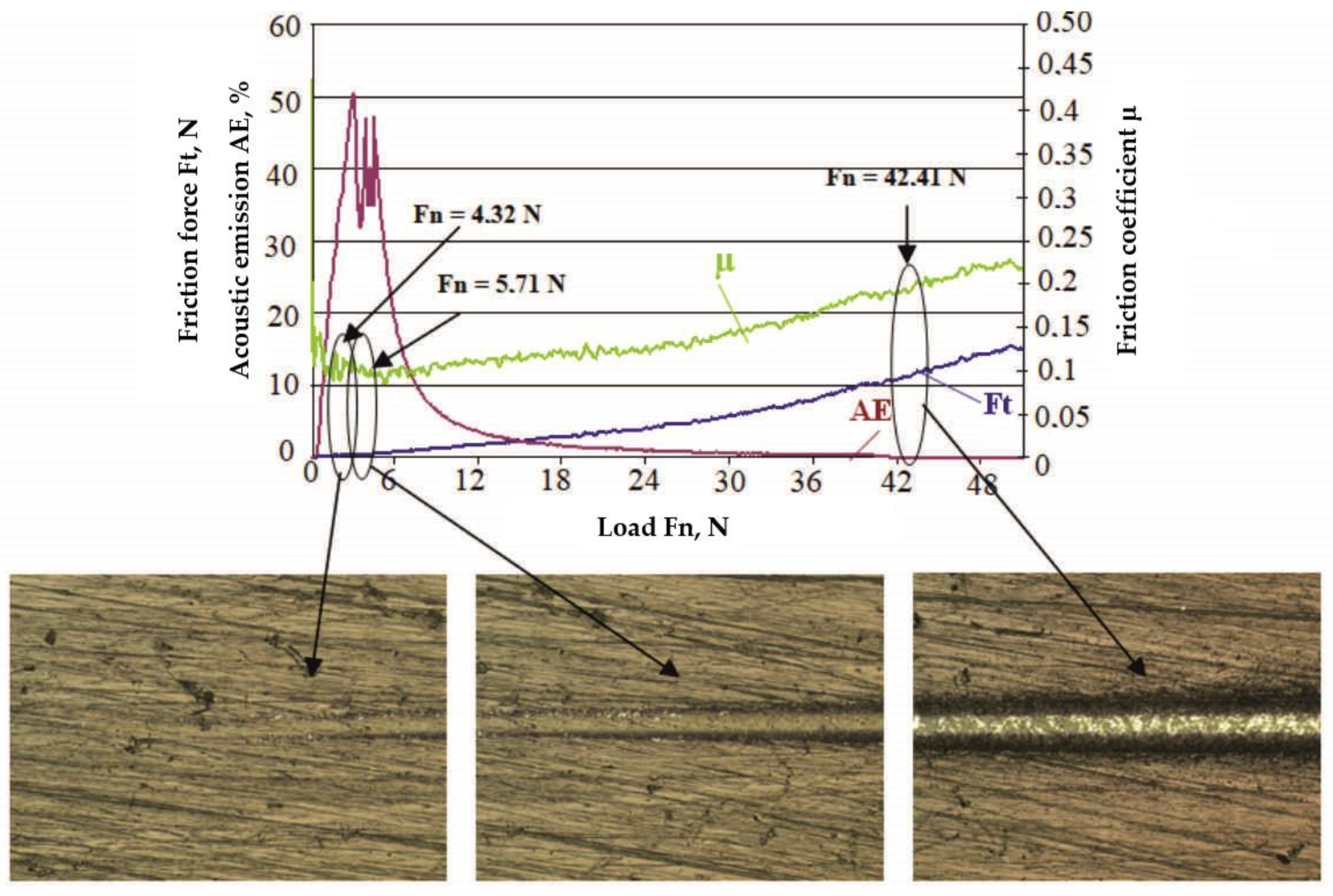
3.3. Adhesion Tests
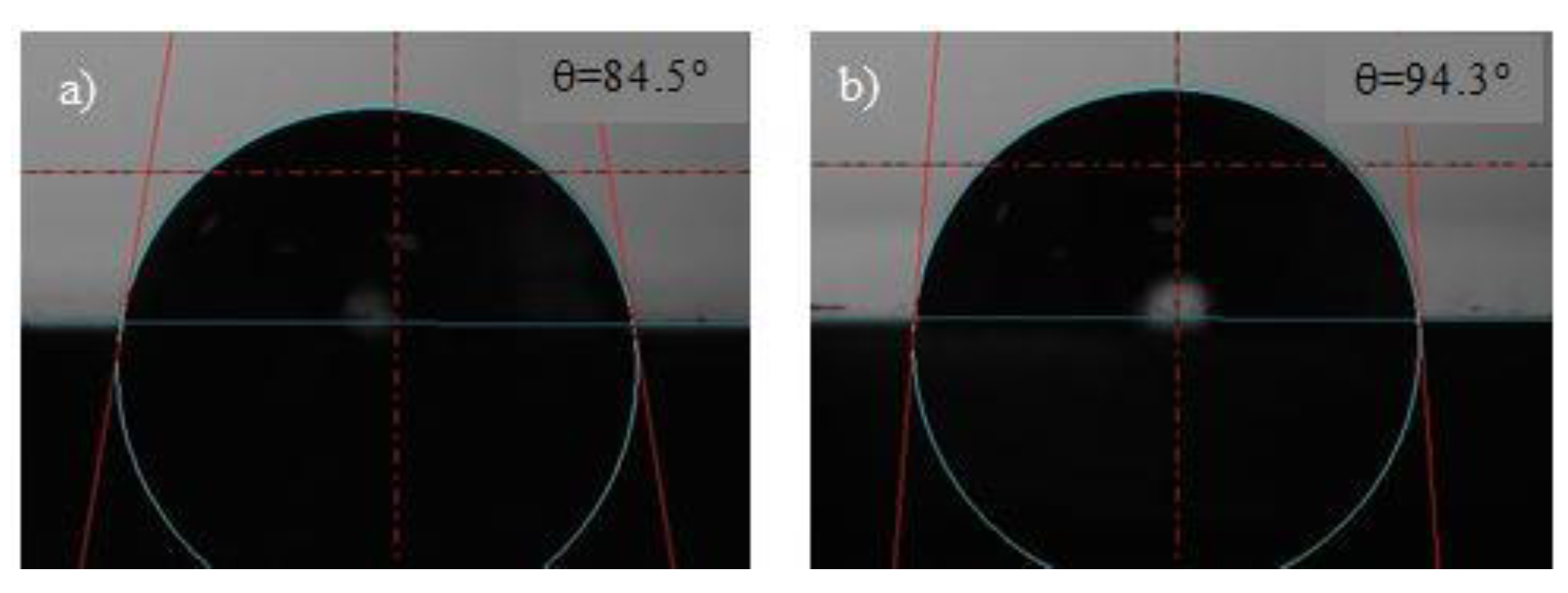
3.4. Wettability Results
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Basiaga, M.; Paszenda, Z.; Szewczenko, J.; Kaczmarek, M. Influence of surgical drills wear on thermal process generated in bones. Acta Bioeng. Biomech. 2013, 15, 21–29. [Google Scholar]
- Kiel, M.; Marciniak, J.; Basiaga, M.; Szewczenko, J. Numerical analysis of spine stabilizers on lumbar part of spine. Adv. Intell. Soft Comp. 2010, 69, 447–456. [Google Scholar]
- Pochrzast, M.; Marciniak, J.; Kaczmarek, M. Biomechanical analysis of limited-contact plate used for osteosynthesis. Acta Bioeng. Biomech. 2014, 16, 99–105. [Google Scholar] [PubMed]
- Marciniak, J.; Szewczenko, J.; Walke, W.; Basiaga, M.; Kiel, M.; Manka, I. Biomechanical analysis of lumbar spine stabilization by means of transpedicular stabilizer. Adv. Intell. Soft Comp. 2008, 47, 529–536. [Google Scholar]
- Walke, W.; Przondziono, J. Influence of hardening and surface modification of endourological wires on corrosion resistance. Acta Bioeng. Biomech. 2012, 14, 93–99. [Google Scholar] [PubMed]
- Walke, W.; Paszenda, Z.; Basiaga, M.; Karasinski, P.; Kaczmarek, M. EIS study of SiO2 Oxide Film on 316L stainless steel for cardiac implants. Adv. Intell. Soft Comp. 2014, 284, 403–410. [Google Scholar]
- Hauert, R.; Thorwarth, K.; Thorwarth, G. An overview on diamond-like carbon coatings in medical applications. Surf. Coatings Technol. 2013, 233, 119–130. [Google Scholar] [CrossRef]
- Zhang, T.F.; Deng, Q.Y.; Liu, B.; Wu, B.J.; Jing, F.J.; Leng, Y.X.; Huang, N. Wear and corrosion properties of diamond like carbon (DLC) coating on stainless steel, CoCrMo and Ti6Al4V substrates. Surf. Coat. Technol. 2015, 273, 12–19. [Google Scholar] [CrossRef]
- Zhang, C.; Fujii, M. Influence of Wettability and Mechanical Properties on Tribological Performance of DLC Coatings under Water Lubrication. J. Surf. Eng. Mater. Adv. Technol. 2015, 5, 110–123. [Google Scholar] [CrossRef]
- Dalibon, E.L.; Escalada, L.; Simison, S.; Forsichc, C.; Heimc, D.; Brühla, S.P. Mechanical and corrosion behavior of thick and soft DLC coatings. Surf. Coat. Tech. 2016, 312, 101–109. [Google Scholar] [CrossRef]
- Kovaci, H.; Baran, O.; Bayrak, O.; Yetin, A.F.; Çelik, A. Influence of plasma nitriding treatment on the adhesion of DLC films deposited on AISI 4140 steel by PVD magnetron sputtering. J. Adhes. Sci. Technol. 2017, 31, 2015–2027. [Google Scholar] [CrossRef]
- Allen, M.; Myer, B.; Rushton, N. In vitro and in vivo investigations into the biocompatibility of DLC coatings for orthopedic applications. J. Biomed. Mater. Res. B 2007, 58, 319–328. [Google Scholar] [CrossRef]
- Grabarczyk, J.; Kotela, I. Plasma modification of medical implants by carbon coatings depositions. J. Achiev. Mater. Manuf. Eng. 2009, 37, 277–281. [Google Scholar]
- Gotzmann, G.; Beckmann, J.; Wetzel, C.; Scholz, B.; Herrmann, U.; Neunzehn, J. Electron-beam modification of DLC coatings for biomedical applications. Surf. Coat. Tech. 2017, 311, 248–256. [Google Scholar] [CrossRef]
- Aisenberg, S.; Chabot, R. Ion-Beam Deposition of Thin Films of Diamondlike Carbon. J. Appl. Phys. 1971, 42, 2953. [Google Scholar] [CrossRef]
- Sokołowski, M.; Sokołowska, A.; Gokieli, B.; Michalski, A.; Rusek, A.; Romanowski, Z. Reactive pulse plasma crystallization of diamond and diamond-like carbon. J. Cryst. Growth 1979, 47, 421–426. [Google Scholar] [CrossRef]
- Mitura, E.; Mitura, S.; Niedzielski, P.; Marciniak, J. Diamond-like carbon coatings for biomedical applications. Diam. Relat. Mater. 1994, 3, 896–898. [Google Scholar] [CrossRef]
- Niedzielski, P.; Mitura, S.; Paszenda, Z.; Marciniak, J. Proceedings on carbon coatings. In Proceedings of the 8th International Science Conference of Achievements in Mechanical and Materials Engineering, Gliwice, Poland, 22–25 October 1999. [Google Scholar]
- Mitura, S.; Mitura, E.; Mitura, A. Manufacture of amorphous carbon layers by rf dense plasma CVD. Diam. Relat. Mater. 1995, 4, 302–303. [Google Scholar] [CrossRef]
- Zaidi, H.; Djamai, A.; Chin, K.J.; Mathia, T. Characterisation of DLC coating adherence by scratch testing. Tribol. Int. 2006, 36, 124–128. [Google Scholar] [CrossRef]
- Madej, M.; Ozimina, D. Ocena właściwości powłok DLC stosowanych w układach biotribologicznych (Evaluation of the properties of DLC coatings used in biotribological systems). Tribologia 2009, 3, 105–114. [Google Scholar]
- Basiaga, M.; Paszenda, Z.; Walke, W. Badania własności elektrochemicznych warstw węglowych stosowanych na wyrobach medycznych (Studies on the electrochemical properties of carbon layers used on medical devices). Prz. Elektrotech. 2011, 87, 12–15. [Google Scholar]
- Kiel-Jamrozik, M.; Paszenda, Z.; Jaglarz, J. Topografia i grubość warstw węglowych wytworzonych na stali martenzytycznej przeznaczonej na narzedzia chirurgiczne (Topography and thickness of carbon layers produced on martensitic steel for surgical tools). Prz. Elektrotech. 2013, 12, 317–320. [Google Scholar]
- Biel-Golaska, M.; Kalemba, I. Analiza zużycia narzędzi medycznych pokrytych powłokami (Analysis of the wear of medical tools covered with coatings). Odlew. - Nauk. i Prakt. 2006, 5, 17–26. [Google Scholar]
- Gierzynska-Dolna, M. Biotribologia; Czestochowskiej, W.P., Ed.; Wydawnictwo. Politechniki Częstochowskiej: Częstochowa, Poland, 2002. [Google Scholar]
- Gwozdzik, M.; Nitkiewicz, Z. Wear resistance of steel designed for surgical instruments after heat and surface treatments. Arch. Met. Mater. 2009, 54, 241–246. [Google Scholar]
- Niedzielski, P. Warstwy węglowe na narzędziach skrawających (Carbon layers on cutting tools). Zesz. Nauk. 2005, 23, 955–962. [Google Scholar]
- Basiaga, M.; Paszenda, Z.; Walke, W.; Karasinski, P.; Marciniak, J. Electrochemical impedance spectroscopy and corrosion resistance of SiO2 coated cpTi and Ti-6Al-7Nb alloy. Adv. Intell. Soft Comp. 2014, 284, 411–420. [Google Scholar]
- Pietça, E.; Badura, P.; Kawa, J.; Wieclawek, W. Carbon coatings advances for biomedicine applications. In Proceedings of the Information technologies in Medicine, Kamień Śląski, Poland, 20–22 June 2016; p. 407. [Google Scholar]
- Bewilogua, K.; Hofmann, D. History of diamond-like carbon films—From first experiments to worldwide applications. Surf. Coatings Technol. 2014, 242, 214–225. [Google Scholar] [CrossRef]
- DIN-EN-ISO 20502. Determination of Adhesion of Ceramic Coatings by Scratch Testing; Deutsches Institut fur Normung E.V. (DIN): Berlin, Germany, 2016; pp. 1–37. [Google Scholar]
- Prevorovsky, D.; Prevorovsky, Z.; Asserin, J.; Varchon, D. Acoustic emission characteristics of surface friction in bio-medical application. J. Acoust. Emiss. 2002, 20, 285–291. [Google Scholar]
- Basiaga, M.; Jendrus, R.; Walke, W. Influence of surface modification on properties of stainless steel used for implants. Arch. Met. Mater. 2015, 60, 2965–2969. [Google Scholar] [CrossRef]
- Diamond Based Materials For Biomedical Applications; Narayan, R., Ed.; Woodhead Publishing: Cambridge, UK, 2013. [Google Scholar]
- Muguruma, T.; Iijima, M.; Kawaguchi, M.; Mizoguchi, I. Effects of sp2/sp3 ratio and hydrogen content on in vitro bending and frictional performance of DLC-coated orthodontic stainless steels. Coatings 2018, 8, 199. [Google Scholar] [CrossRef]
- Ma, W.J.; Ruys, A.J.; Mason, R.S. DLC coatings: effects of physical and chemical properties on biological response. Biomaterials 2007, 28, 1620–1628. [Google Scholar] [CrossRef] [PubMed]
- Liu, A.; Zhu, J.; Liu, M. Platelet adhesion on phosphorus-incorporated tetrahedral amorphous carbon films. Appl. Surf. Sci. 2008, 255, 279–281. [Google Scholar] [CrossRef]
- Lee, W.H.; Loo, C.Y.; Rohanizadeh, R. A review of chemical surface modification of bioceramics: effects on protein adsorption and cellular response. Colloids Surf., B 2014, 122, 823–834. [Google Scholar] [CrossRef] [PubMed]
- Kalin, M.; Polajnar, M. The importance and correlations of surface energy, surfacetension, contact angle and spreading. Appl. Surf. Sci. 2014, 293, 97–108. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Material | Analysis | Mass Concentration of the Elements [%] | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Mo | Ni | Fe | ||
| X39Cr13 | normative reference | 0.36– 0.42 | 1.0 max | 1.0 max | 0.045 max. | 0.015 max. | 12.5– 14.5 | - | - | |
| sample | 0.38 | 0.75 | 0.85 | 0.034 | 0.011 | 13.2 | - | - | bal. | |
| 316LVM | normative reference | 0.030 max. | 1.0 max | 2.0 max | 0.025 max. | 0.01 max. | 17.0–19.0 | 2.25– 3.0 | 13.0– 15.0 | |
| sample | 0.022 | 0.59 | 1.67 | 0.015 | 0.001 | 17.5 | 2.75 | 14.25 | bal. | |
| Material | Surface Treatment | Layer Thickness [μm] | Hydrogen Content [%] | Xsp3/Xsp2 |
|---|---|---|---|---|
| X39Cr13 | RMS | 1.3 ± 0.1 | 17.1 ± 0.1 | 0.25 ± 0.03 |
| RF PACVD | 1.4 ± 0.1 | 39.2 ± 0.2 | 0.47 ± 0.04 | |
| 316LVM | RMS | 1.4 ± 0.1 | 16.3 ± 0.1 | 0.21 ± 0.03 |
| RF PACVD | 1.5 ± 0.1 | 38.6 ± 0.2 | 0.44 ± 0.04 |
| Surface Treatment | X39Cr13 | 316LVM | p-Value |
|---|---|---|---|
| Tumbling | 0.44 ± 0.04 | 0.46 ± 0.05 | 0.098 |
| Tumbling + passivation | 0.42 ± 0.05 | 0.41 ± 0.04 | 0.077 |
| Carbon layer (RMS) | 0.19 ± 0.03 | 0.21 ± 0.02 | 0.021 |
| Carbon layer (RF PACVD) | 0.33 ± 0.04 | 0.37 ± 0.03 | 0.002 |
| Surface Treatment | Tumbling | Tumbling + Passivation | Carbon Layer (RMS) | Carbon Layer (RF PACVD) |
|---|---|---|---|---|
| Tumbling | - | 0.069 // 0.003 | 0.001 // 0.002 | 0.018 // 0.021 |
| Tumbling + passivation | - | - | 0.004 // 0.006 | 0.024 // 0.026 |
| Carbon layer (RMS) | - | - | - | 0.039 // 0.033 |
| Surface Treatment | Failure of the Layer | X39Cr13 | 316LVM | p-Value |
|---|---|---|---|---|
| Tumbling + passivation + carbon layer by RMS | cracking (Lc1) | 4.32 ± 0.36 | 3.11 ± 0.46 | 0.032 |
| delamination (Lc2) | 5.71 ± 0.47 | 3.97 ± 0.65 | 0.041 | |
| complete breakdown (Lc3) | 45.73 ± 3.28 | 42.41 ± 1.01 | 0.094 | |
| Tumbling + passivation + carbon layer by RF PACVD | complete breakdown (Lc3) | 3.94 ± 0.78 | 3.28 ± 0.90 | 0.126 |
| Surface Treatment | Tumbling + Passivation + Carbon Layer by RF PACVD |
|---|---|
| Tumbling + passivation + carbon layer by RMS | <0.001 // <0.001 |
| Surface Treatment | X39Cr13 | 316LVM | p-Value |
|---|---|---|---|
| Tumbling | 102.3 ± 2.8 | 100.0 ± 2.1 | 0.102 |
| Tumbling + passivation | 100.2 ± 2.3 | 99.2 ± 1.8 | 0.183 |
| Carbon layer (RMS) | 84.5 ± 1.6 | 94.3 ± 2.6 | 0.017 |
| Carbon layer (RF PACVD) | 94.3 ± 3.0 | 99.5 ± 2.9 | 0.039 |
| Surface Treatment | Tumbling | Tumbling + Passivation | Carbon Layer (RMS) | Carbon Layer (RF PACVD) |
|---|---|---|---|---|
| Tumbling | - | 0.108 // 0.190 | 0.021 // 0.037 | 0.041 // 0.348 |
| Tumbling + passivation | - | - | 0.014 // 0.032 | 0.019 // 0.399 |
| Carbon layer (RMS) | - | - | - | 0.016 // 0.039 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
López, R.; Menéndez, M.; Fernández, C.; Chmiela, A.; Bernardo-Sánchez, A. The Influence of Carbon Coatings on the Functional Properties of X39Cr13 and 316LVM Steels Intended for Biomedical Applications. Metals 2019, 9, 815. https://doi.org/10.3390/met9080815
López R, Menéndez M, Fernández C, Chmiela A, Bernardo-Sánchez A. The Influence of Carbon Coatings on the Functional Properties of X39Cr13 and 316LVM Steels Intended for Biomedical Applications. Metals. 2019; 9(8):815. https://doi.org/10.3390/met9080815
Chicago/Turabian StyleLópez, Roberto, Marta Menéndez, Camino Fernández, A. Chmiela, and Antonio Bernardo-Sánchez. 2019. "The Influence of Carbon Coatings on the Functional Properties of X39Cr13 and 316LVM Steels Intended for Biomedical Applications" Metals 9, no. 8: 815. https://doi.org/10.3390/met9080815
APA StyleLópez, R., Menéndez, M., Fernández, C., Chmiela, A., & Bernardo-Sánchez, A. (2019). The Influence of Carbon Coatings on the Functional Properties of X39Cr13 and 316LVM Steels Intended for Biomedical Applications. Metals, 9(8), 815. https://doi.org/10.3390/met9080815