Analysis of Laser Tracker-Based Volumetric Error Mapping Strategies for Large Machine Tools

 , , and
, , and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Virtual Calibration and Compensation
- Structure and dimensions of the virtual machine tool, in addition to the shape and magnitude of the geometric errors.
- Modeling of the laser tracker and characterization of the sources of uncertainty in the measurement process.
- Definition of the measurement strategy: Type of trajectory, number of measurement points, LT positioning, etc.
- Estimation of the compensation model: Choice of the mathematical algorithm, order of the adjustment model, type of polynomials to be used, etc.
- Validation of results: Evaluating the improvement in accuracy after applying the compensation model obtained in the parameter estimation process.
2.2. Modeling
C = VM(X, t, EC),
2.3. Parameter Estimation
2.4. Validation of the Compensation Model
3. Results and Discussion
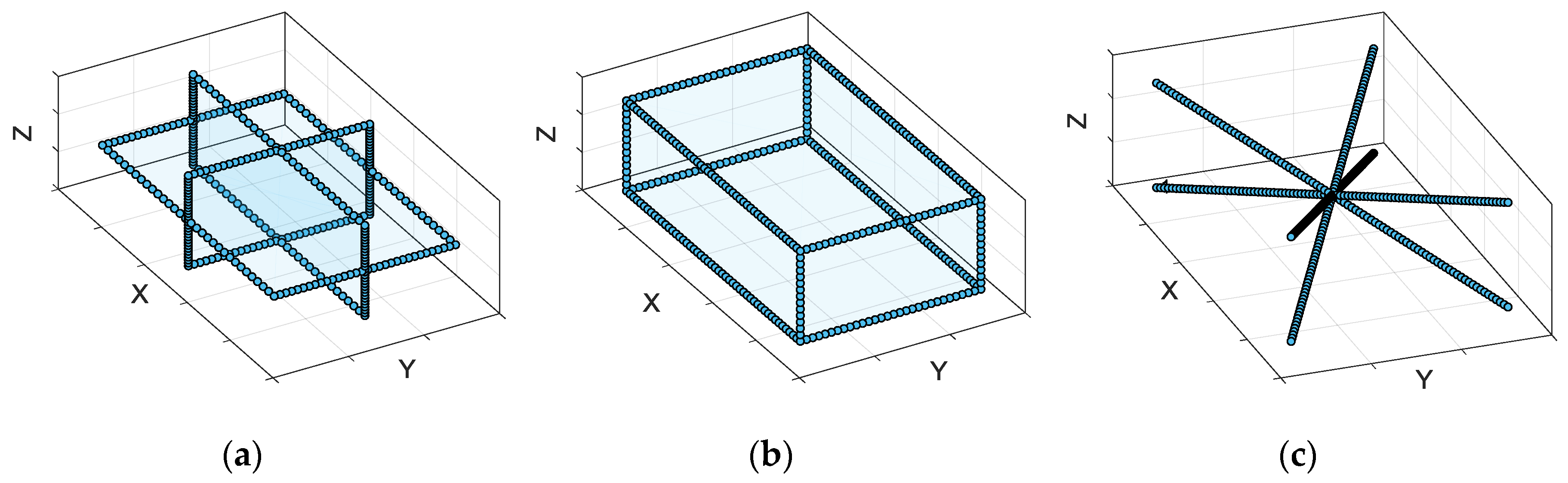
- Comparison between different types of measurement strategies.
- Variation of the spacing between measurement points.
- Similar measurements placing the LT in different positions.
3.1. Measurement Trajectory Strategies
3.2. Spacing between Measurement Points
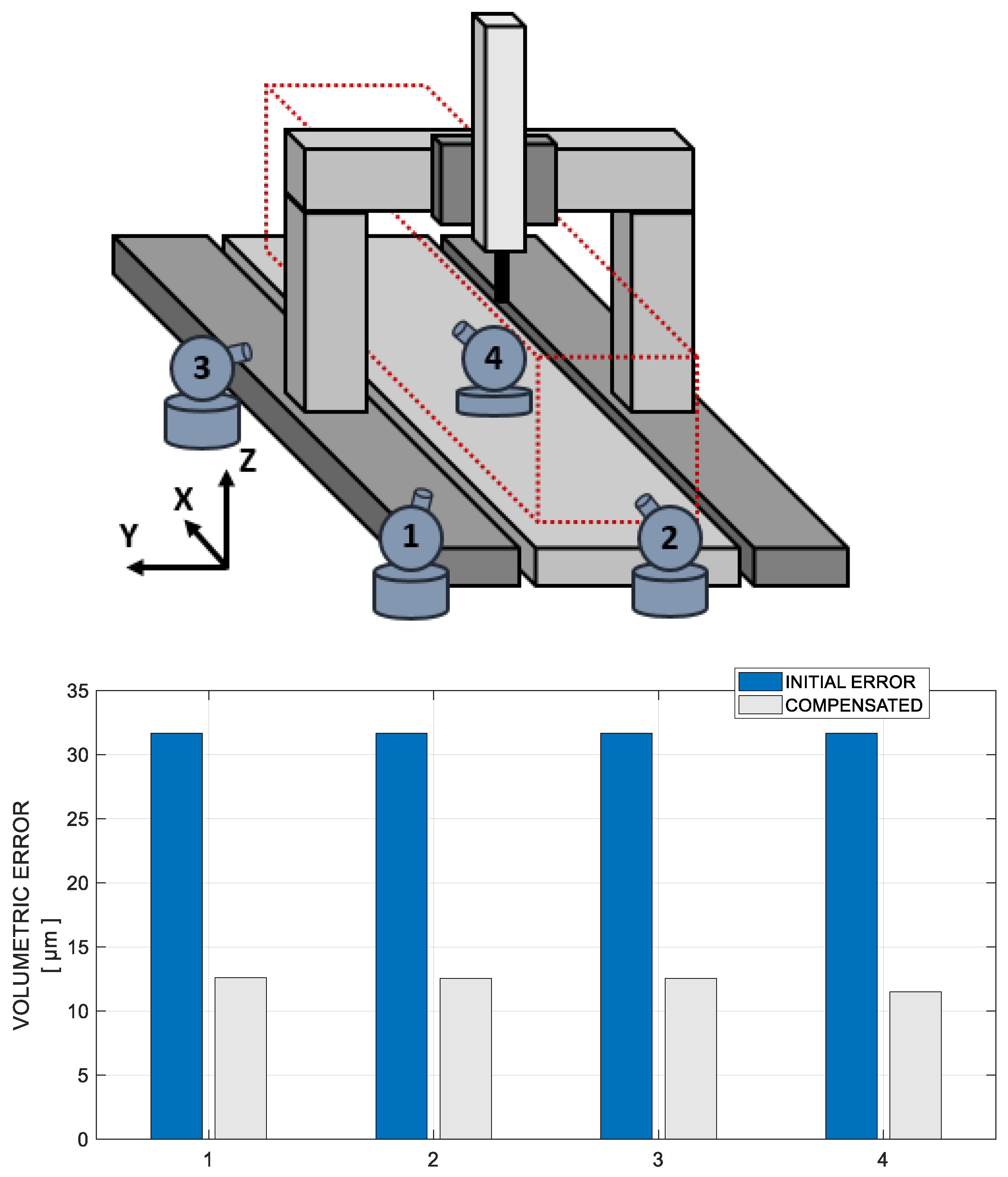
3.3. Positioning of Laser Tracker
- Keep the LT in the same position, leaving the points out of range without measuring, hoping that a closer proximity to the other points will result in better characterization.
- Move the LT slightly away in the opposite direction, measuring all the required points, but losing some precision due to the greater distance to the points.
4. Discussion
- Different trajectories in tests of similar duration affect the quality of the compensation. The orthogonal planes offer slightly better results than the hexahedron, which is the usual strategy in these types of calibrations.
- Calibration quality shows an asymptotic behavior when tests with an increasing number of points are performed. When the number of measured points is high enough, stabilization of the improvement is reached.
- The positioning points of the LT studied in this paper show minor influence in the quality of the calibration process. Centered position shows slightly better results, but an active reflector is required to measure all points.
5. Conclusions
- The feasibility and interest of the proposed approach have been demonstrated by performing an analysis of the calibration process on a large machine tool, which has provided meaningful results.
- The calibration results obtained in the analyses indicate that laser trackers are a valid solution for the calibration of large machine tools but, also, that the measurement strategy can have a relevant influence on the calibration uncertainty and on the measurement time.
- These resulting optimization criteria cannot be considered of general application, since the optimal solution for each machine type and customer requirements will lead to different solutions. What can be taken instead, as a general solution, is the methodology and simulation tools presented here for finding the optimal solution.
- The simulation of the machine to be calibrated is critical for obtaining representative results, and requires an estimation of the expected machine errors. The proposed error modeling strategy and Monte Carlo simulation ensure that the required engineering judgement is properly considered in the optimization process.
- The uncertainty model of the laser tracker, as considered in the product catalogue, has not been considered appropriate for the requirements of some of the analyses, such as the influence of the position of the laser tracker, and a model based on results of ASME B89.4.19 tests has been successfully implemented.
Author Contributions
Funding
Conflicts of Interest
References
- Sartori, S.; Zhang, G. Geometric Error Measurement and Compensation of Machines. CIRP Ann. 1995, 44, 599–609. [Google Scholar] [CrossRef]
- Schwenke, H.; Knapp, W.; Haitjema, H.; Weckenmann, A.; Schmitt, R.; Delbressine, F. Geometric error measurement and compensation of machines—An update. CIRP Ann. 2008, 57, 660–675. [Google Scholar] [CrossRef]
- Cauchick-Miguel, P.; Kinga, T.; Davis, J. CMM verification: A survey. Measurement 1996, 17, 1–16. [Google Scholar] [CrossRef]
- Lau, K.; Hocken, R.; Haight, W. Automatic laser tracking interferometer system for robot metrology. Precis. Eng. 1986, 8, 3–8. [Google Scholar] [CrossRef]
- Bringmann, B. Improving Geometric Calibration Methods for Multi-Axis Machining Center by Examining Error Interdependencies Effects; ETH Zurich: Zurich, Switzerland, 2007; Available online: https://www.research-collection.ethz.ch/handle/20.500.11850/9153 (accessed on 15 May 2019).
- Díaz-Tena, E.; Ugalde, U.; De Lacalle, L.N.L.; De La Iglesia, A.; Calleja, A.; Campa, F.J.; De Lacalle, L.N.L. Propagation of assembly errors in multitasking machines by the homogenous matrix method. Int. J. Adv. Manuf. Technol. 2013, 68, 149–164. [Google Scholar] [CrossRef]
- Lamikiz, A.; De Lacalle, L.L.; Ocerin, O.; Díez, D.; Maidagan, E. The Denavit and Hartenberg approach applied to evaluate the consequences in the tool tip position of geometrical errors in five-axis milling centres. Int. J. Adv. Manuf. Technol. 2008, 37, 122–139. [Google Scholar] [CrossRef]
- Wang, J.D.; Guo, J.J.; Deng, Y.F.; Li, H.T. Method of Volumetric Error Compensation for 3-Axis NC Machine Tool. Adv. Mater. Res. 2012, 472, 2371–2376. [Google Scholar] [CrossRef]
- Ibaraki, S.; Knapp, W. Indirect Measurement of Volumetric Accuracy for Three-Axis and Five-Axis Machine Tools: A Review. Int. J. Autom. Technol. 2012, 6, 110–124. [Google Scholar] [CrossRef]
- Schwenke, H.; Franke, M.; Hannaford, J.; Kunzmann, H. Error mapping of CMMs and machine tools by a single tracking interferometer. CIRP Ann. 2005, 54, 475–478. [Google Scholar] [CrossRef]
- Zhang, Z.; Hu, H. Measurement and compensation of geometric errors of three-axis machine tool by using laser tracker based on a sequential multilateration scheme. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 819–831. [Google Scholar] [CrossRef]
- Mutilba, U.; Yagüe-Fabra, J.A.; Gomez-Acedo, E.; Kortaberria, G.; Olarra, A. Integrated multilateration for machine tool automatic verification. CIRP Ann. 2018, 67, 555–558. [Google Scholar] [CrossRef]
- Mutilba, U.; Gutierrez, A.; Olarra, A.; Kortaberria, G.; Gomez-Acedo, E. La Compensación Volumétrica de Los Errores geométricos en máquinas-herramienta, Interempresas. Available online: http://www.interempresas.net/MetalMecanica/Articulos/158159-La-compensacion-volumetrica-de-los-errores-geometricos-en-maquinas-herramienta.html (accessed on 15 May 2019).
- Wan, A.; Song, L.; Xu, J.; Liu, S.; Chen, K. Calibration and compensation of machine tool volumetric error using a laser tracker. Int. J. Mach. Tools Manuf. 2018, 124, 126–133. [Google Scholar] [CrossRef]
- Aguado, S.; Samper, D.; Santolaria, J.; Aguilar, J.J. Identification strategy of error parameter in volumetric error compensation of machine tool based on laser tracker measurements. Int. J. Mach. Tools Manuf. 2012, 53, 160–169. [Google Scholar] [CrossRef]
- Aguado, S.; Santolaria, J.; Samper, D.; Aguilar, J.J. Forecasting method in multilateration accuracy based on laser tracker measurement. Meas. Sci. Technol. 2016, 28, 25011. [Google Scholar] [CrossRef]
- Wang, H.; Shao, Z.; Fan, Z.; Han, Z. Configuration optimization of laser tracker stations for position measurement in error identification of heavy-duty machine tools. Meas. Sci. Technol. 2019, 30, 045009. [Google Scholar] [CrossRef]
- Parkinson, S.; Longstaff, A.; Fletcher, S.; Longstaff, A. Automated planning to minimise uncertainty of machine tool calibration. Eng. Appl. Artif. Intell. 2014, 30, 63–72. [Google Scholar] [CrossRef]
- JCGM. Evaluation of Measurement Data—Supplement 1 to the “Guide to the Expression of Uncertainty in Measurement”—Propagation of Distributions Using a Monte Carlo Method; JCGM: Sevres, France, 2008. [Google Scholar]
- Olvera, D.; De Lacalle, L.L.; Compeán, F.I.; Fz-Valdivielso, A.; Lamikiz, A.; Campa, F.J. Analysis of the tool tip radial stiffness of turn-milling centers. Int. J. Adv. Manuf. Technol. 2012, 60, 883–891. [Google Scholar] [CrossRef]
- ISO 230-1:2012. Test Code for Machine Tolos—Part 1: Geometric accuracy of Machines Operating under No-Load or Quasi-Static Conditions; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- ISO 841:2001. Industrial Automation Systems and Integration—Numerical Control of Machines—Coordinate System and Motion Nomenclature; ISO: Geneva, Switzerland, 2001. [Google Scholar]
- ISO 10791-6:2014. Test Conditions for Machining Centres. Part 6: Accuracy of Feeds, Speeds, Interpolations; ISO: Geneva, Switzerland, 2014. [Google Scholar]
- API. API Radian 3D Laser Tracker Systems Brochure. Available online: https://apisensor.com/products/3d-laser-tracker-systems/radian/ (accessed on 15 May 2019).
- ASME. B89.4.19-2006 Performance Evaluation of Laser-Based Spherical Coordinate Measurement Systems; ASME: New York, NY, USA, 2006; Available online: https://www.asme.org/products/codes-standards/b89419-2006-performance-evaluation-laserbased (accessed on 15 May 2019).
- Morse, E.; Dantan, J.-Y.; Anwer, N.; Söderberg, R.; Moroni, G.; Qureshi, A.; Jiang, X.; Mathieu, L. Tolerancing: Managing uncertainty from conceptual design to final product. CIRP Ann. 2018, 67, 695–717. [Google Scholar] [CrossRef]
- Strutz, T. Data Fitting and Uncertainty: A Practical Introduction to Weighted Least Squares and Beyond, 2nd ed.; Springer: Berlin, Germany, 2016; Available online: https://www.springer.com/gp/book/9783658114558 (accessed on 15 May 2019).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Error Components | Distribution Parameters | |||||||
|---|---|---|---|---|---|---|---|---|
| a0 | a1 | n1 | b1 | c1 | n2 | b2 | c2 | |
| EXX | 0 | 70 | 0.5 | 20 | 20 | 5 | 10 | 10 |
| EYX | 0 | 0 | 0.5 | 30 | 0 | 5 | 3 | 3 |
| EZX | 0 | 0 | 0.5 | 15 | 0 | 5 | 3 | 3 |
| EAX | 10 | 20 | 0.5 | 10 | 10 | 5 | 5 | 5 |
| EBX | 10 | 20 | 0.5 | 10 | 10 | 5 | 5 | 5 |
| ECX | 10 | 20 | 0.5 | 10 | 10 | 5 | 5 | 5 |
| EXY | 0 | 0 | 0.5 | 15 | 0 | 2 | 5 | 5 |
| EYY | 0 | 30 | 0.5 | 5 | 5 | 2 | 3 | 3 |
| EZY | 0 | 0 | 0.5 | 15 | 0 | 2 | 5 | 5 |
| EAY | 10 | 30 | 0.5 | 10 | 10 | 2 | 5 | 5 |
| EBY | 10 | 30 | 0.5 | 10 | 10 | 2 | 5 | 5 |
| ECY | 10 | 30 | 0.5 | 10 | 10 | 2 | 5 | 5 |
| EXZ | 0 | 0 | 0.5 | 15 | 0 | 1 | 5 | 5 |
| EYZ | 0 | 0 | 0.5 | 15 | 0 | 1 | 5 | 5 |
| EZZ | 0 | 30 | 0.5 | 30 | 30 | 1 | 3 | 3 |
| EAZ | 10 | 30 | 0.5 | 10 | 10 | 1 | 3 | 3 |
| EBZ | 10 | 30 | 0.5 | 10 | 10 | 1 | 3 | 3 |
| ECZ | 10 | 30 | 0.5 | 10 | 10 | 1 | 3 | 3 |
| Machine Tool | X (mm) | Y (mm) | Z (mm) |
|---|---|---|---|
| Working volume | 0–5000 | 0–3000 | 0–1500 |
| Kinematic chain | t–Z–Y–[X1 X2]–b–w | ||
| Laser Tracker | Range | Uncertainty (k = 1) | |
|---|---|---|---|
| Laser Interferometer | 80 m | - | ±0.25 µm/m |
| Azimuth | ±320° | ±10 µm | ±2.5 µm/m |
| Elevation | (−59°, +79°) | ±10 µm | ±2.5 µm/m |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iñigo, B.; Ibabe, A.; Aguirre, G.; Urreta, H.; López de Lacalle, L.N. Analysis of Laser Tracker-Based Volumetric Error Mapping Strategies for Large Machine Tools. Metals 2019, 9, 757. https://doi.org/10.3390/met9070757
Iñigo B, Ibabe A, Aguirre G, Urreta H, López de Lacalle LN. Analysis of Laser Tracker-Based Volumetric Error Mapping Strategies for Large Machine Tools. Metals. 2019; 9(7):757. https://doi.org/10.3390/met9070757
Chicago/Turabian StyleIñigo, Beñat, Ander Ibabe, Gorka Aguirre, Harkaitz Urreta, and Luis Norberto López de Lacalle. 2019. "Analysis of Laser Tracker-Based Volumetric Error Mapping Strategies for Large Machine Tools" Metals 9, no. 7: 757. https://doi.org/10.3390/met9070757
APA StyleIñigo, B., Ibabe, A., Aguirre, G., Urreta, H., & López de Lacalle, L. N. (2019). Analysis of Laser Tracker-Based Volumetric Error Mapping Strategies for Large Machine Tools. Metals, 9(7), 757. https://doi.org/10.3390/met9070757