Microstructure of a V-Containing Cobalt Based Alloy Prepared by Mechanical Alloying and Hot Pressed Sintering

Abstract
1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Petersson, A.; Ågren, J. Constitutive behaviour of WC–Co materials with different grain size sintered under load. Acta Mater. 2004, 52, 1847–1858. [Google Scholar] [CrossRef]
- Mingard, K.P.; Roebuck, B.; Marshall, J.; Sweetman, G. Some aspects of the structure of cobalt and nickel binder phases in hardmetals. Acta Mater. 2011, 59, 2277–2290. [Google Scholar] [CrossRef]
- Jiang, K.; Liu, R.; Chen, K.; Liang, M. Microstructure and tribological properties of solution-treated Tribaloy alloy. Wear 2013, 307, 22–27. [Google Scholar] [CrossRef]
- Xu, W.; Liu, R.; Patnaik, P.C.; Yao, M.X.; Wu, X.J. Mechanical and tribological properties of newly developed Tribaloy alloys. Mater. Sci. Eng. A 2007, 452–453, 427–436. [Google Scholar] [CrossRef]
- Sun, S.H.; Koizumi, Y.; Kurosu, S.; Li, Y.P.; Matsumoto, H.; Chiba, A. Build direction dependence of microstructure and high-temperature tensile property of Co–Cr–Mo alloy fabricated by electron beam melting. Acta Mater. 2014, 64, 154–168. [Google Scholar] [CrossRef]
- Cordero, M.C.; Srinivasarao, B.; Campos, M.; Junceda, A.G.; Torralba, J.M. On the role of processing parameters in sintered new Co-based (W,Al) alloys. J. Alloys Compd. 2016, 674, 406–412. [Google Scholar] [CrossRef]
- Ahmed, R.; Lovelock, H.L.V.; Davies, S.; Faisal, N.H. Influence of Re-HIPing on the structure–property relationships of cobalt-based alloys. Tribol. Int. 2013, 57, 8–21. [Google Scholar] [CrossRef]
- You, X.H.; Wang, G.G.; Wang, J.; Xu, T.; Zhang, H.Y.; Wei, H. Effect of solid solution treatment on microstructure and mechanical properties of hot-press CoCrW alloys. Acta Metall. Sin. 2016, 52, 161–167. [Google Scholar]
- Hou, J.; Dong, J.X.; Yao, Z.H.; Jiang, H.; Zhang, M.C. Influences of PPB, PPB affect zone, grain boundary and phase boundary on crack propagation path for a P/M superalloy FGH4096. Mater. Sci. Eng. A 2018, 724, 17–28. [Google Scholar] [CrossRef]
- Zhang, L.; Qu, X.H.; He, X.B.; Din, R.; Qin, M.L.; Zhu, H.M. Hot deformation behavior of Co-base ODS alloys. J. Alloys Compd. 2012, 512, 39–46. [Google Scholar] [CrossRef]
- Casasa, R.; Gálvez, F.; Campos, M. Microstructural development of powder metallurgy cobalt-based superalloys processed by field assisted sintering techniques (FAST). Mater. Sci. Eng. A 2018, 724, 461–468. [Google Scholar] [CrossRef]
- Ren, F.Z.; Zhu, W.W.; Chu, K.J. Fabrication, tribological and corrosion behaviors of ultra-fine grained Co–28Cr–6Mo alloy for biomedical applications. J. Mech. Behav. Biomed. Mater. 2016, 60, 139–147. [Google Scholar] [CrossRef] [PubMed]
- Berthod, P.; Khair, M. Thermodynamic and experimental study of cobalt-based alloys designed to contain TiC carbides. Calphad 2016, 60, 34–41. [Google Scholar] [CrossRef]
- Burton, A.W.; Ong, K.; Rea, T.; Chan, I.Y. On the estimation of average crystallite size of zeolites from the Scherrer equation: A critical evaluation of its application to zeolites with one-dimensional pore systems. Microp. Mesop. Mater. 2009, 117, 75–90. [Google Scholar] [CrossRef]
- Meyers, M.A.; Chawla, K.K. Mechanical Behavior of Materials; Cambridge University Press: Cambridge, UK, 2009; p. 549. [Google Scholar]
- Yang, F.M.; Sun, X.F.; Zhang, W.; Kang, Y.P.; Guan, H.R.; Hu, Z.Q. Secondary M6C precipitation in K40S cobalt-base alloy. Mater. Lett. 2001, 49, 160–164. [Google Scholar] [CrossRef]
- Zhang, C.; Cui, L.; Wang, D.P.; Liu, Y.C.; Liu, C.X.; Li, H.J. The heterogeneous microstructure of heat affect zone and its effect on creep resistance for friction stir joints on 9Cr–1.5W heat resistant steel. Scrip. Mater. 2019, 158, 6–10. [Google Scholar] [CrossRef]
- Wang, H.; Yan, W.; Zwaag, S.; Shi, Q.Q.; Wang, W.; Yang, K.; Shan, Y.Y. On the 650 °C thermostability of 9–12Cr heat resistant steels containing different precipitates. Acta Mater. 2017, 134, 143–154. [Google Scholar] [CrossRef]
- Jiang, W.H.; Yao, X.D.; Guan, H.R.; Hu, Z.Q.; Jiang, W.H. Secondary carbide precipitation in a directionally solified cobalt-base superalloy. Metall. Mater. Trans. A 1999, 30, 513–520. [Google Scholar] [CrossRef]
- Szczerba, M.J.; Kopacz, S.; Szczerba, M.S. Experimental studies on detwinning of face-centered cubic deformation twins. Acta Mater. 2016, 104, 52–61. [Google Scholar] [CrossRef]
- Mahajan, S. Critique of mechanisms of formation of deformation, annealing and growth twins: Face-centered cubic metals and alloys. Scrip. Mater. 2013, 68, 95–99. [Google Scholar] [CrossRef]
- Gu, J.; Zhang, L.X.; Ni, S.; Song, M. Formation of large scaled zero-strain deformation twins in coarse-grained copper. Scrip. Mater. 2016, 125, 49–53. [Google Scholar] [CrossRef]
- Lu, L.; Shen, Y.F.; Chen, X.H.; Qian, L.H.; Lu, K. Ultrahigh Strength and High Electrical Conductivity in Copper. Science 2004, 304, 422–425. [Google Scholar] [CrossRef]
- Tobar, M.J.; Amado, J.M.; Álvarez, C.; García, A.; Varela, A.; Yáñez, A. Characteristics of Tribaloy T-800 and T-900 coatings on steel substrates by laser cladding. Surf. Coat. Technol. 2008, 202, 2297–2301. [Google Scholar] [CrossRef]
- Lu, Y.J.; Wu, S.Q.; Gan, Y.L.; Li, J.L.; Zhao, C.Q.; Zhuo, D.X.; Lin, J.X. Investigation on the microstructure, mechanical property and corrosion behavior of the selective laser melted CoCrW alloy for dental application. Mater. Sci. Eng. C 2015, 49, 517–525. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.Q.; Zhou, J.Q. The fatigue crack growth in hierarchically nano-twinned materials. Eng. Fract. Mech. 2018, 204, 63–71. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Liao, X.Z.; Wu, X.L. Deformation twinning in nanocrystalline materials. Prog. Mater. Sci. 2012, 57, 1–62. [Google Scholar] [CrossRef]
- Corderoa, M.C.; Campos, M.; Freund, L.P.; Kolb, M.; Neumeier, S.; Göken, M.; Torralba, J.M. Microstructure and compression strength of Co-based superalloys hardened by γ′ and carbide precipitation. Mater. Sci. Eng. A 2018, 734, 437–444. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
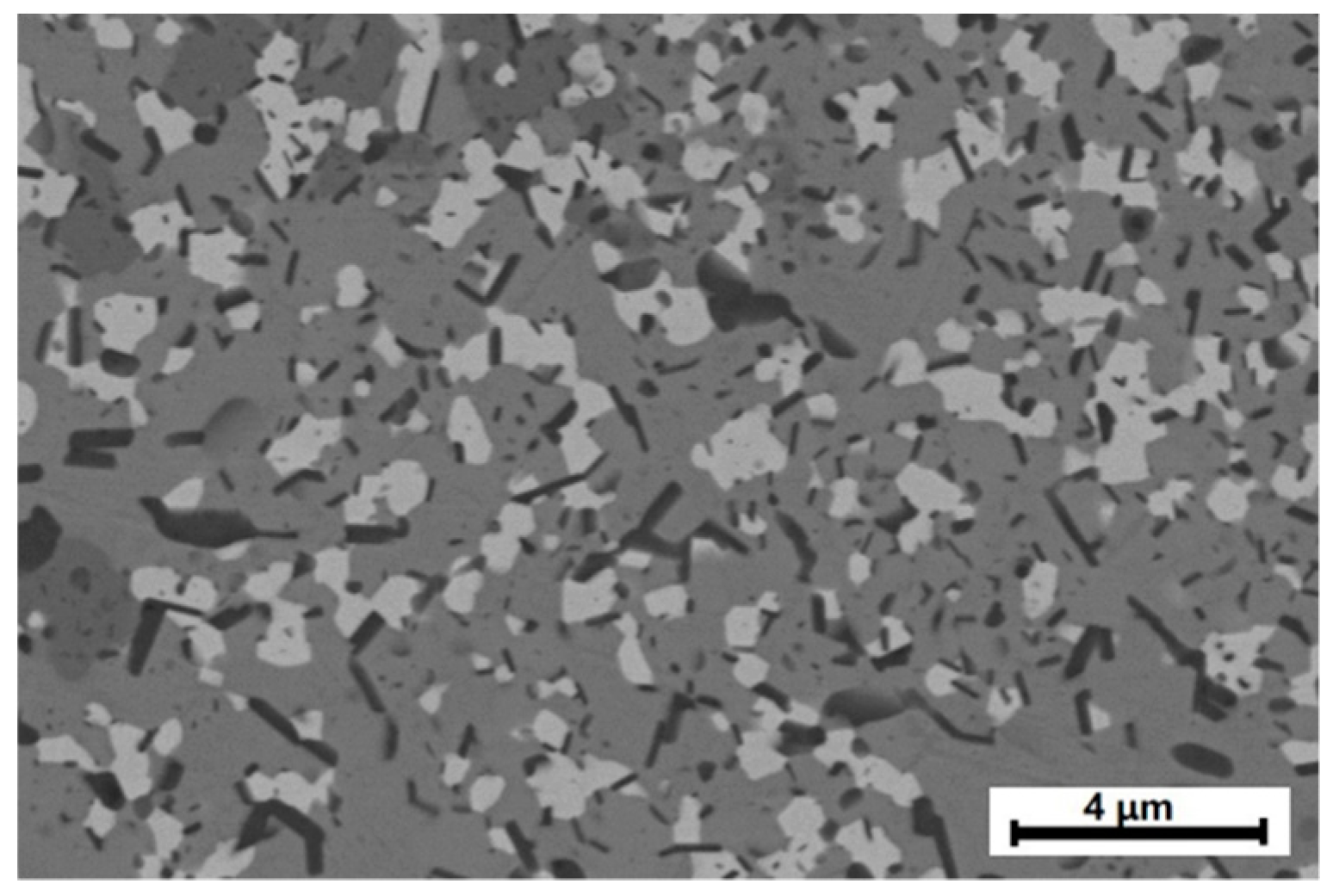
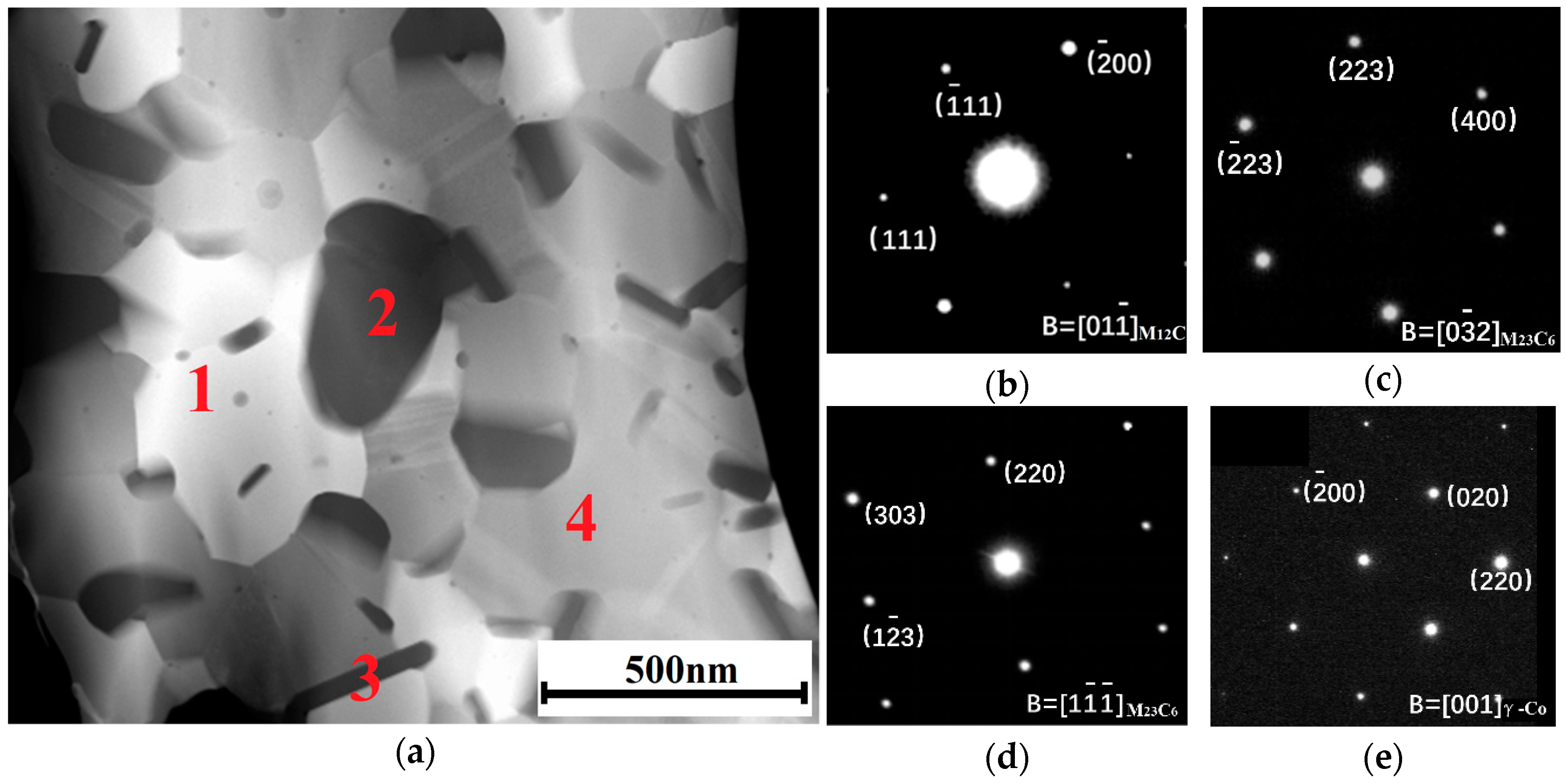
| Point | Cr | W | V | Ni | Co | Fe | C | Phase |
|---|---|---|---|---|---|---|---|---|
| 1 (bright) | 29.93 | 16.44 | 8.11 | 0 | 31.40 | 2.11 | 12.01 | M12C |
| 2 (dark) | 50.46 | 0 | 23.38 | 0 | 0 | 0 | 21.52 | M23C6 |
| 3 (dark) | 53.08 | 0 | 26.07 | 0 | 0 | 0.70 | 17.39 | M23C6 |
| 4 (grey) | 25.20 | 1.96 | 2.64 | 6.33 | 55.08 | 4.33 | 4.46 | γ-Co |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, N.; Yin, F.; Feng, L. Microstructure of a V-Containing Cobalt Based Alloy Prepared by Mechanical Alloying and Hot Pressed Sintering. Metals 2019, 9, 464. https://doi.org/10.3390/met9040464
Li N, Yin F, Feng L. Microstructure of a V-Containing Cobalt Based Alloy Prepared by Mechanical Alloying and Hot Pressed Sintering. Metals. 2019; 9(4):464. https://doi.org/10.3390/met9040464
Chicago/Turabian StyleLi, Niannian, Fengshi Yin, and Liu Feng. 2019. "Microstructure of a V-Containing Cobalt Based Alloy Prepared by Mechanical Alloying and Hot Pressed Sintering" Metals 9, no. 4: 464. https://doi.org/10.3390/met9040464
APA StyleLi, N., Yin, F., & Feng, L. (2019). Microstructure of a V-Containing Cobalt Based Alloy Prepared by Mechanical Alloying and Hot Pressed Sintering. Metals, 9(4), 464. https://doi.org/10.3390/met9040464