Microstructure Evolution during the Production of Dual Phase and Transformation Induced Plasticity Steels Using Modified Strip Casting Simulated in the Laboratory





Abstract
1. Introduction
2. Materials and Experimental Procedures
2.1. Materials
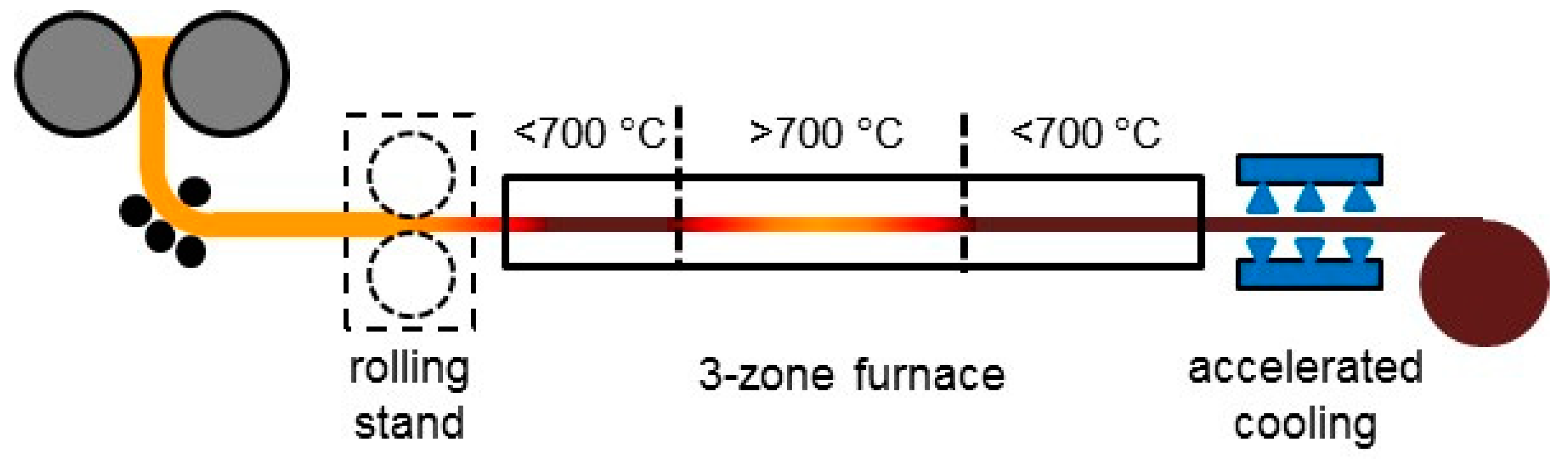
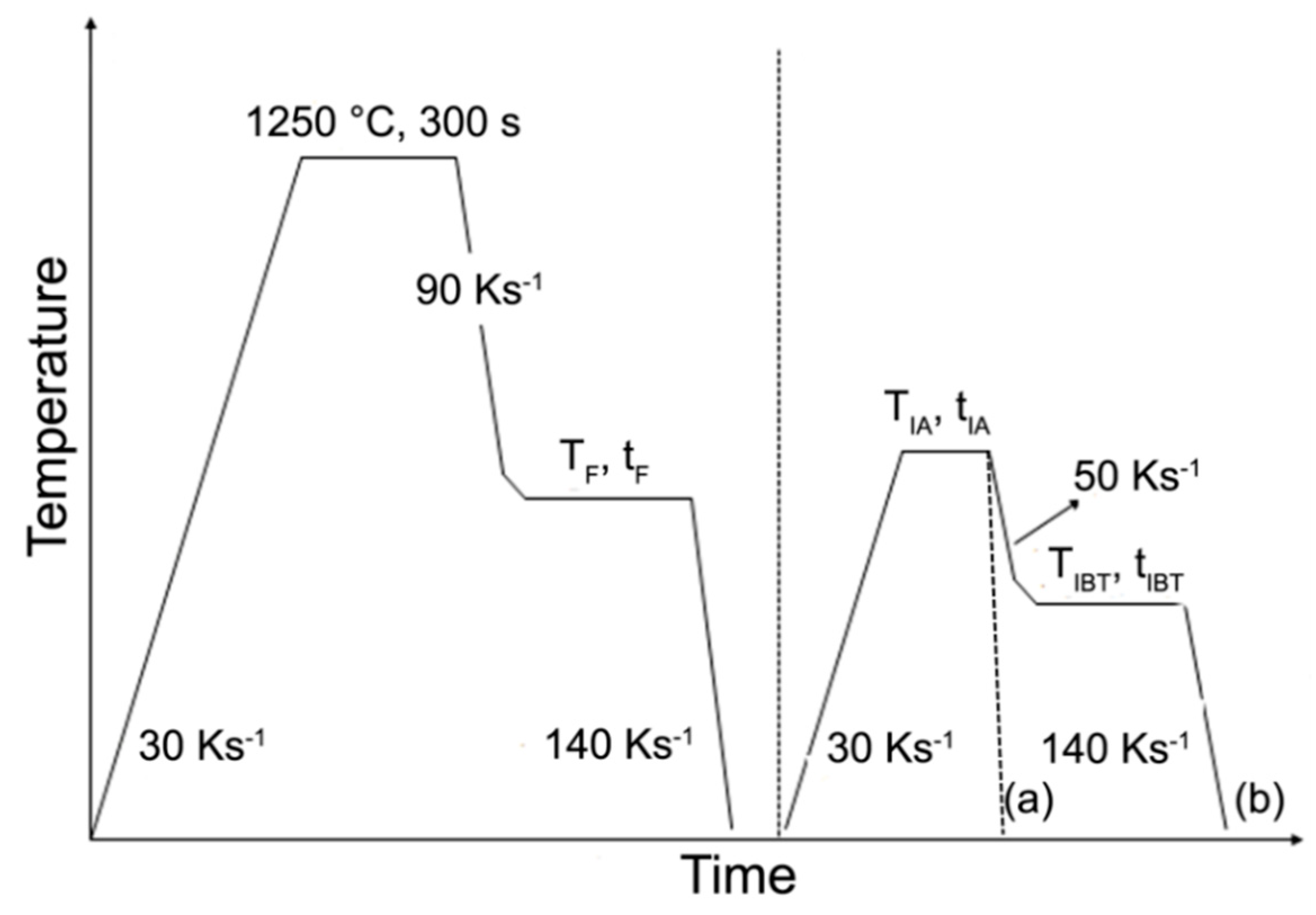
2.2. Processing Schedules
2.3. Microstructure Characterization
2.4. Mechanical Properties
3. Results
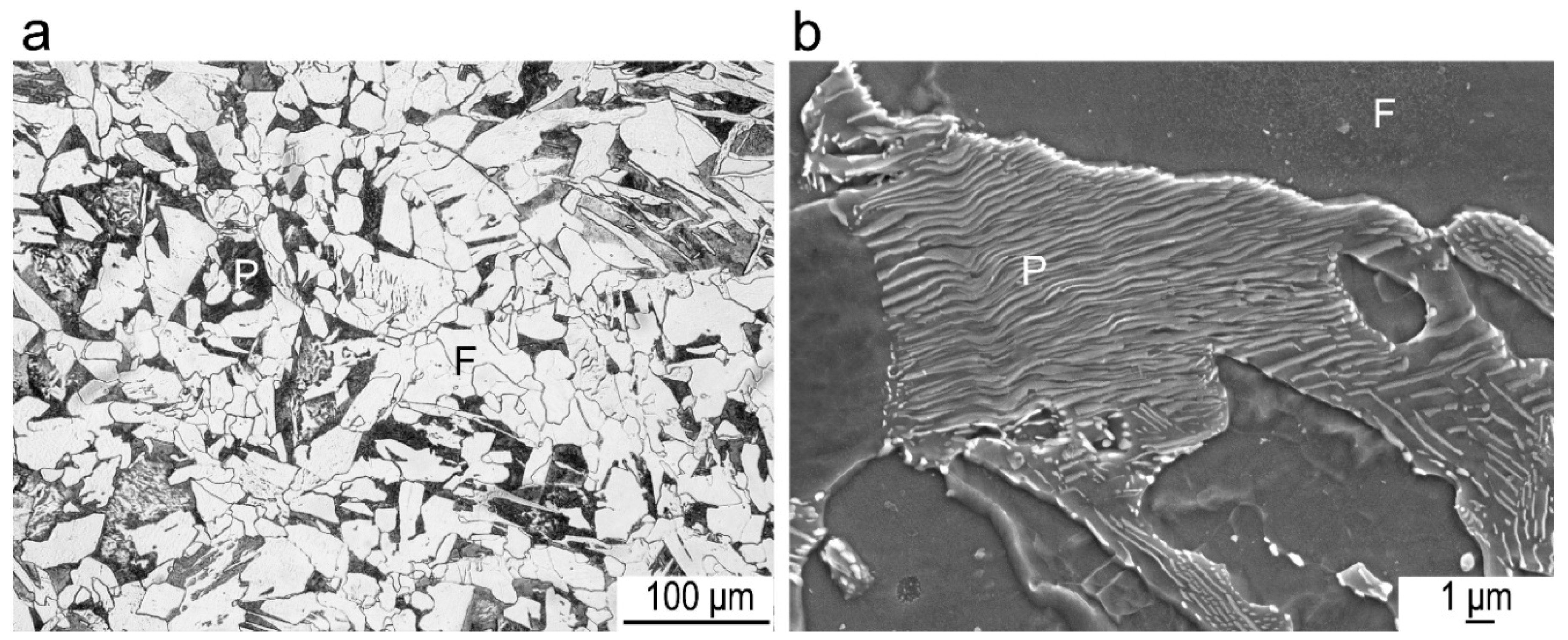
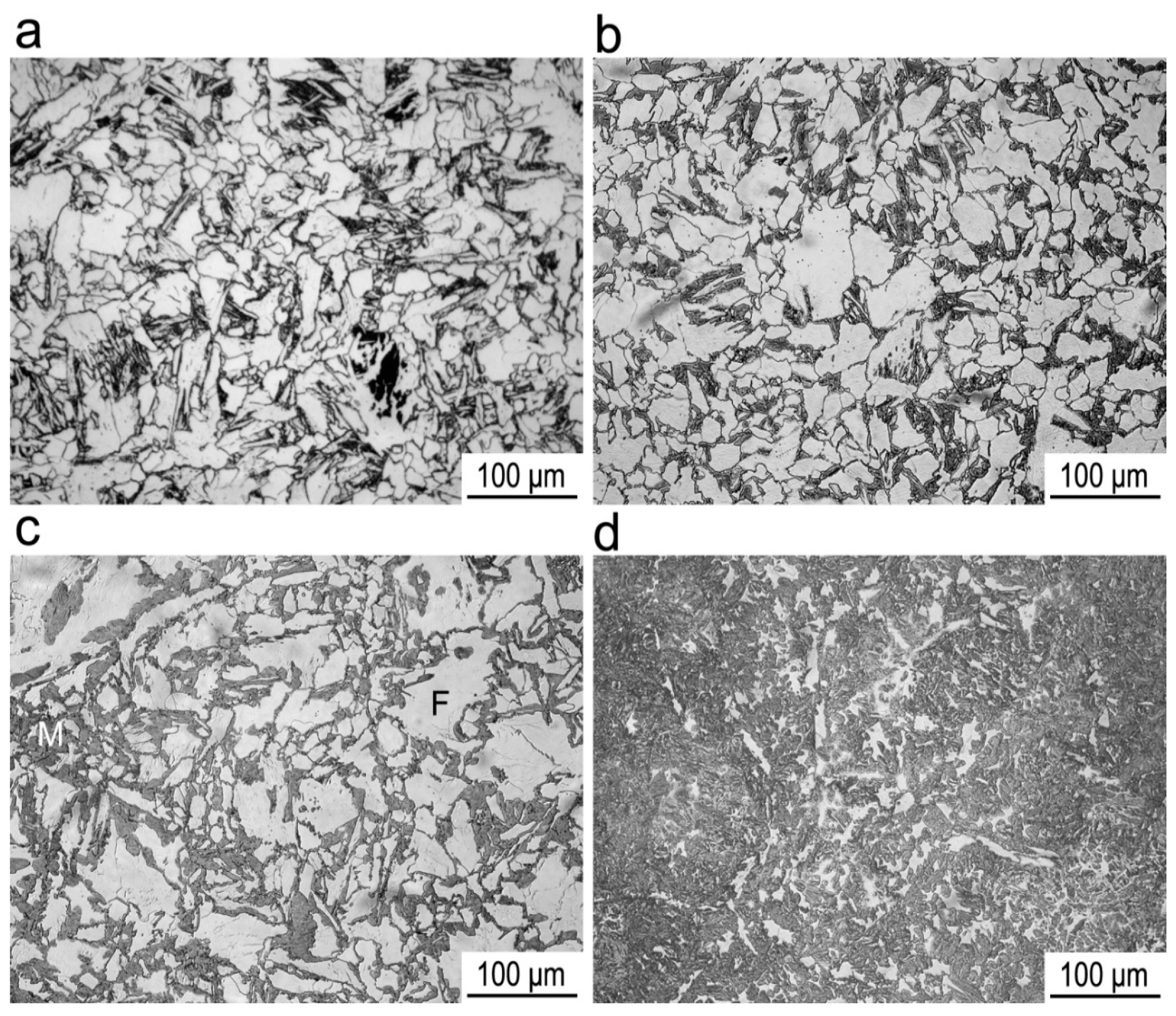
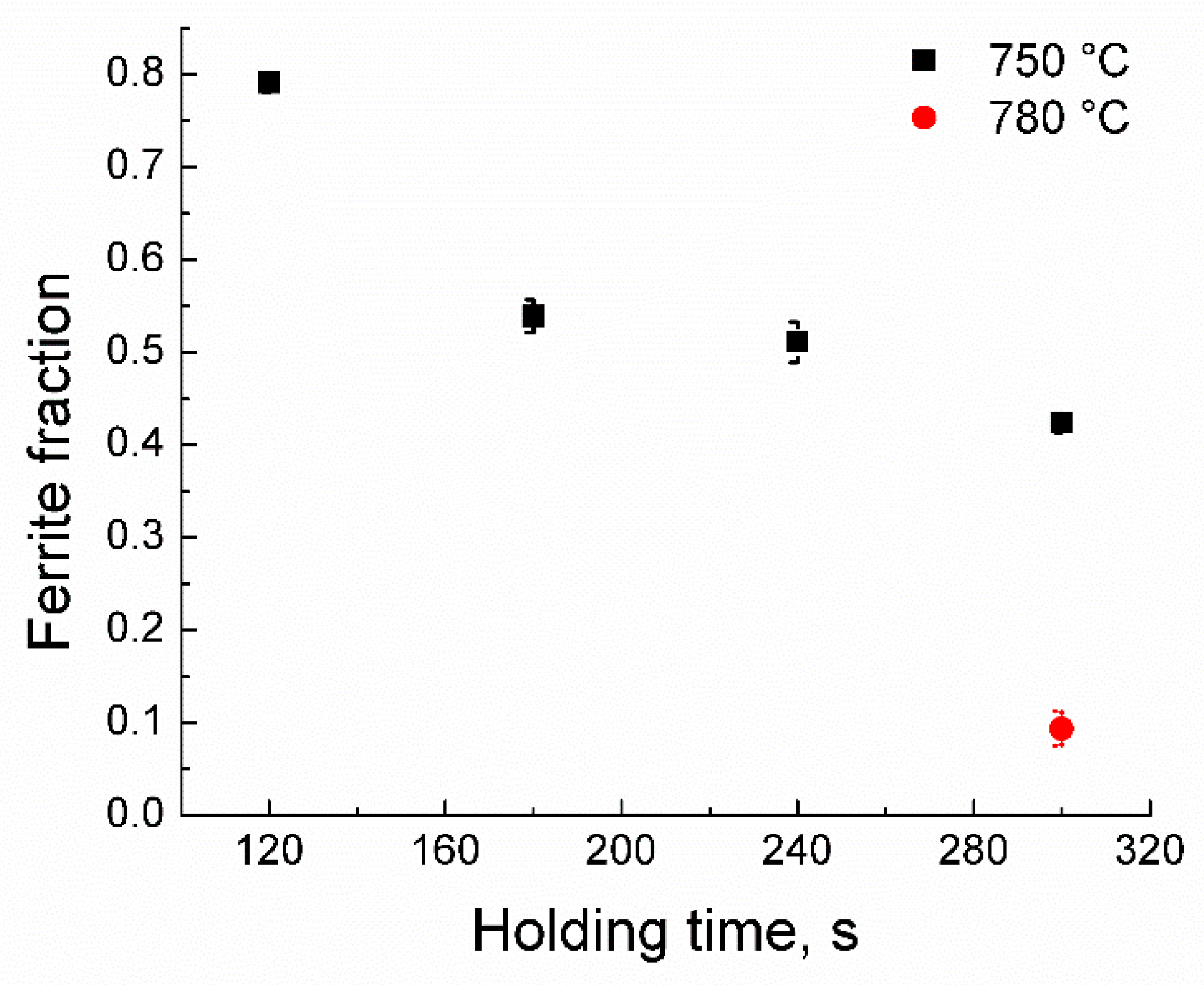
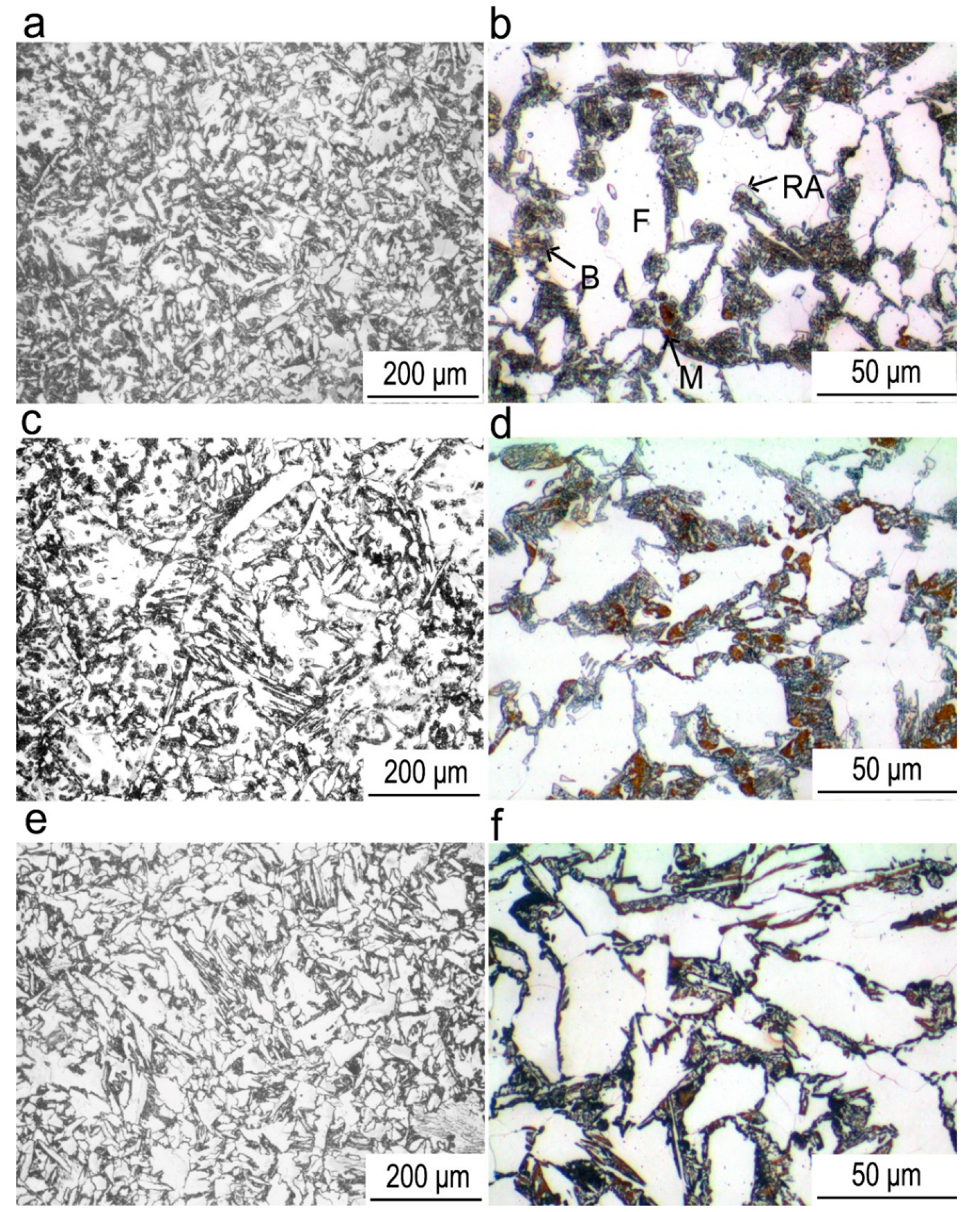
3.1. The Formation of Ferrite and Pearlite Microstructure during the First Step of Simulated Heat Treatments in the Modified Strip Casting
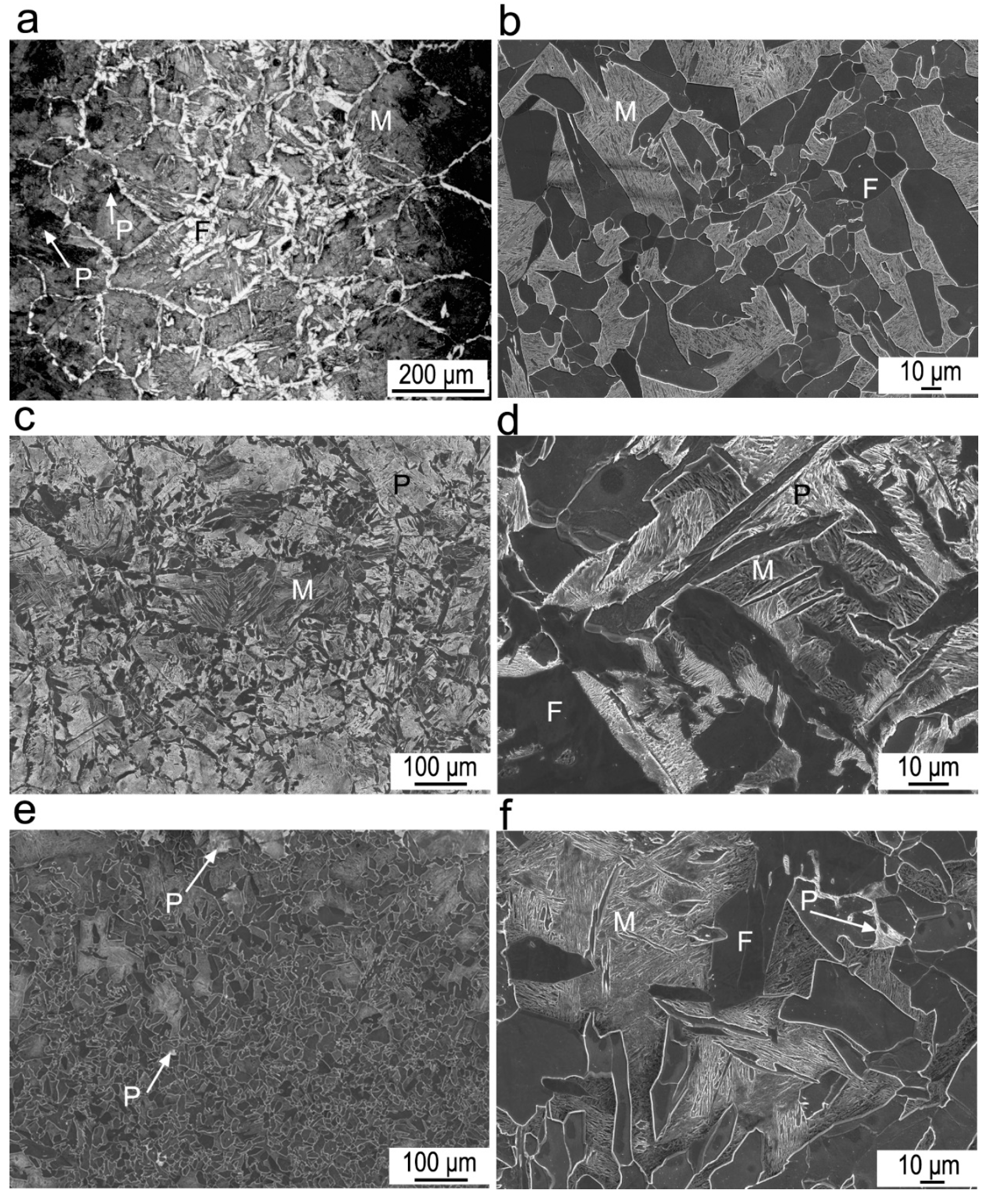
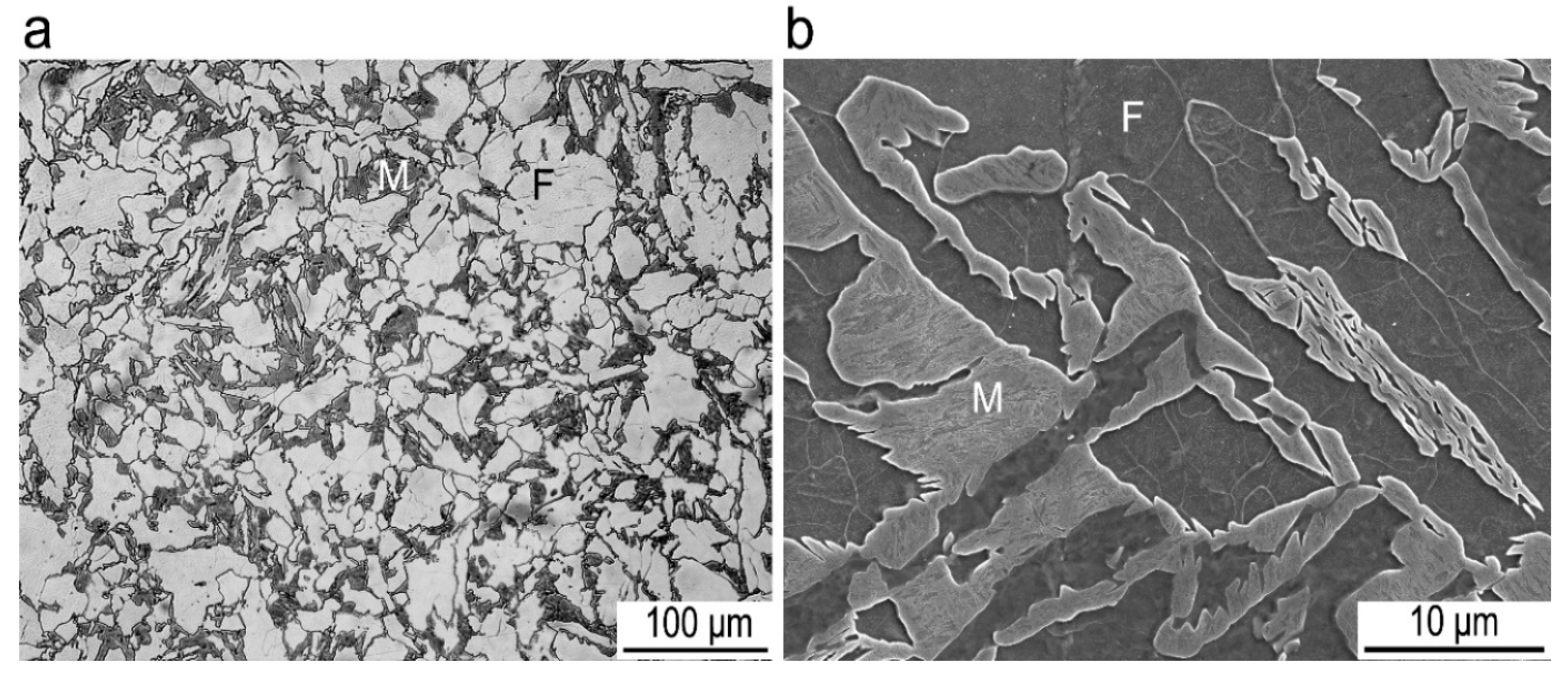
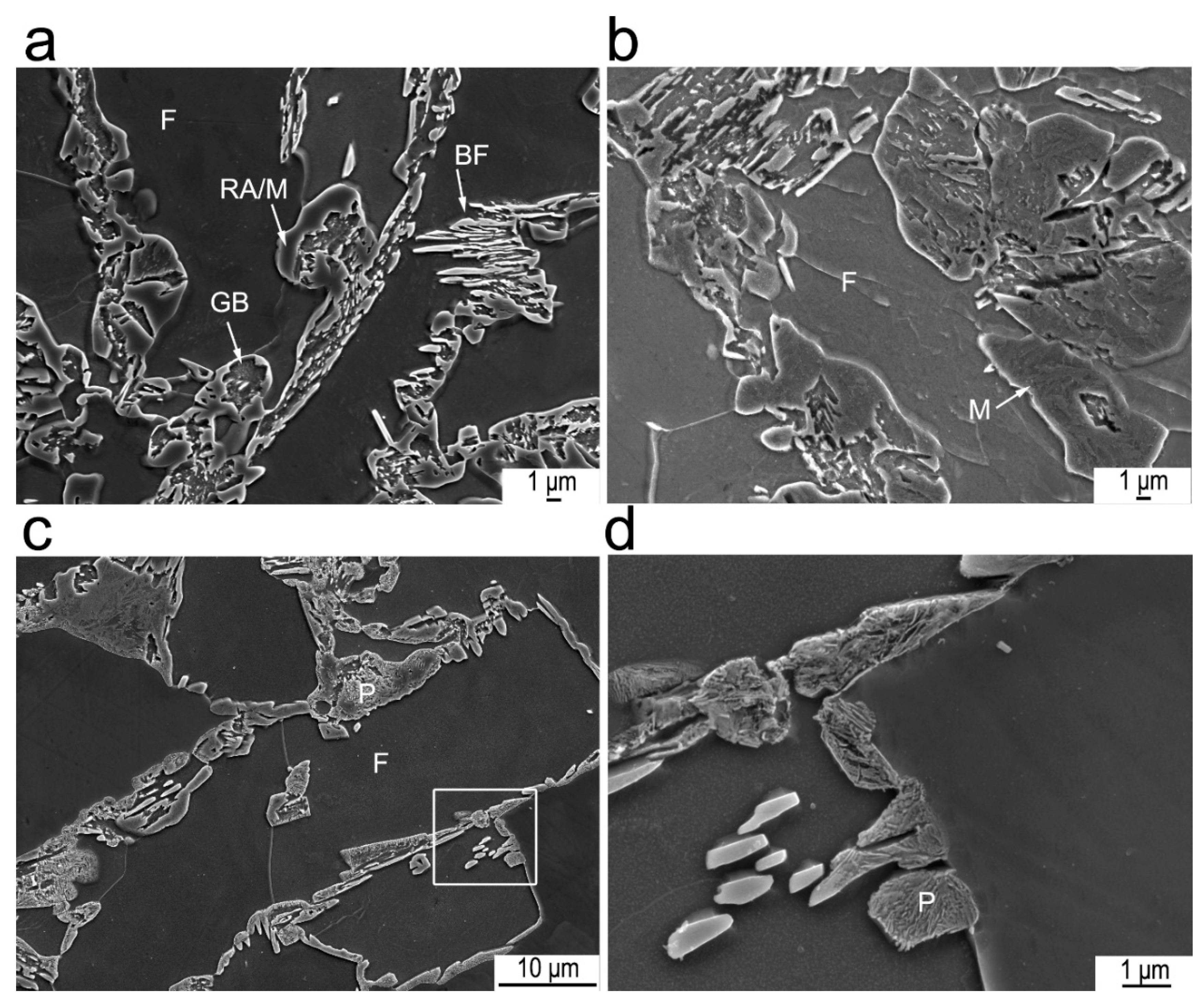
3.2. Production of DP Steel Microstructure during the Second Step of Simulated Heat Treatments in the Modified Strip Casting
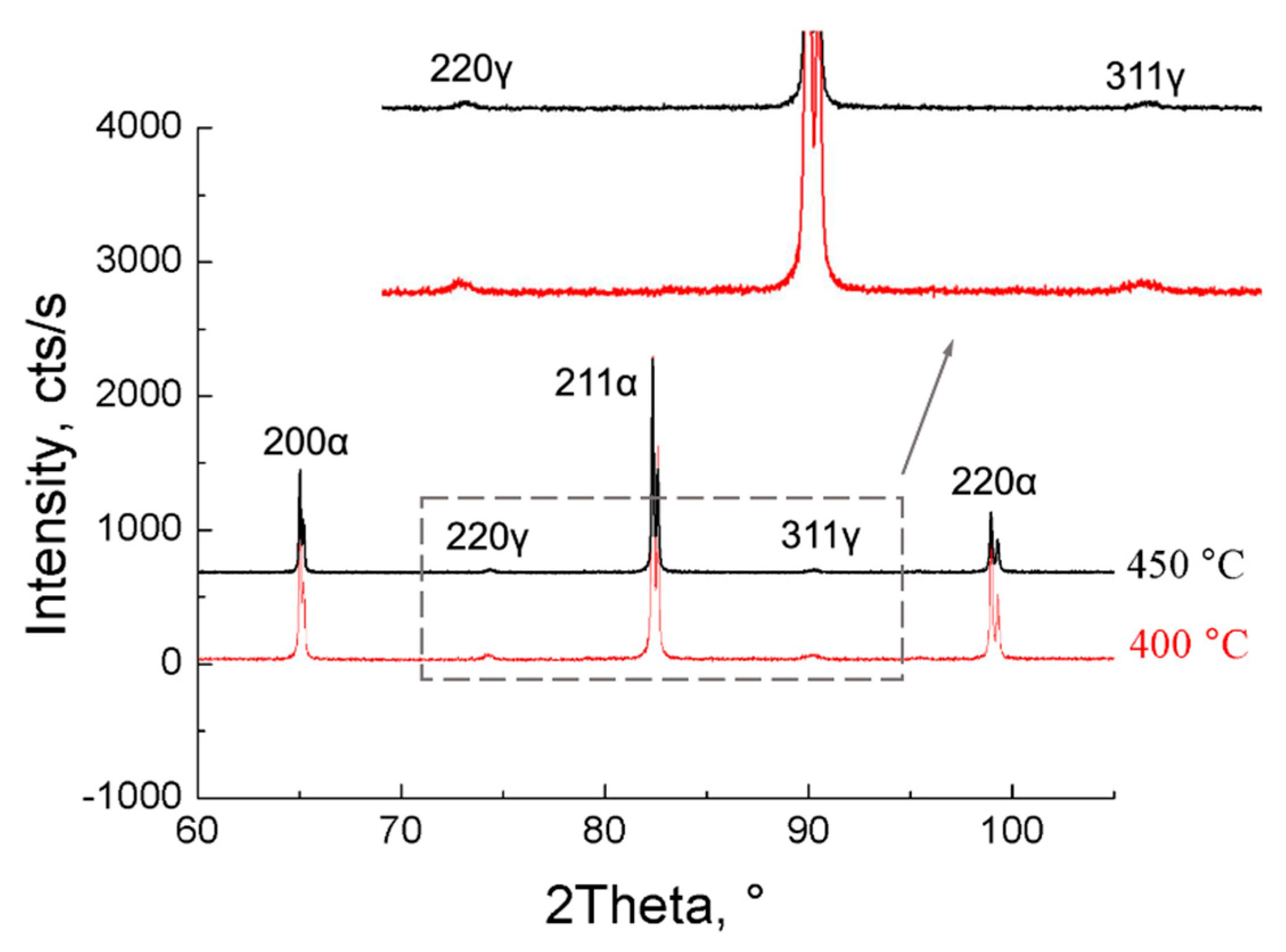
3.3. Production of TRIP Steel Microstructure during the Second Step of Simulated Heat Treatments in the Modified Strip Casting
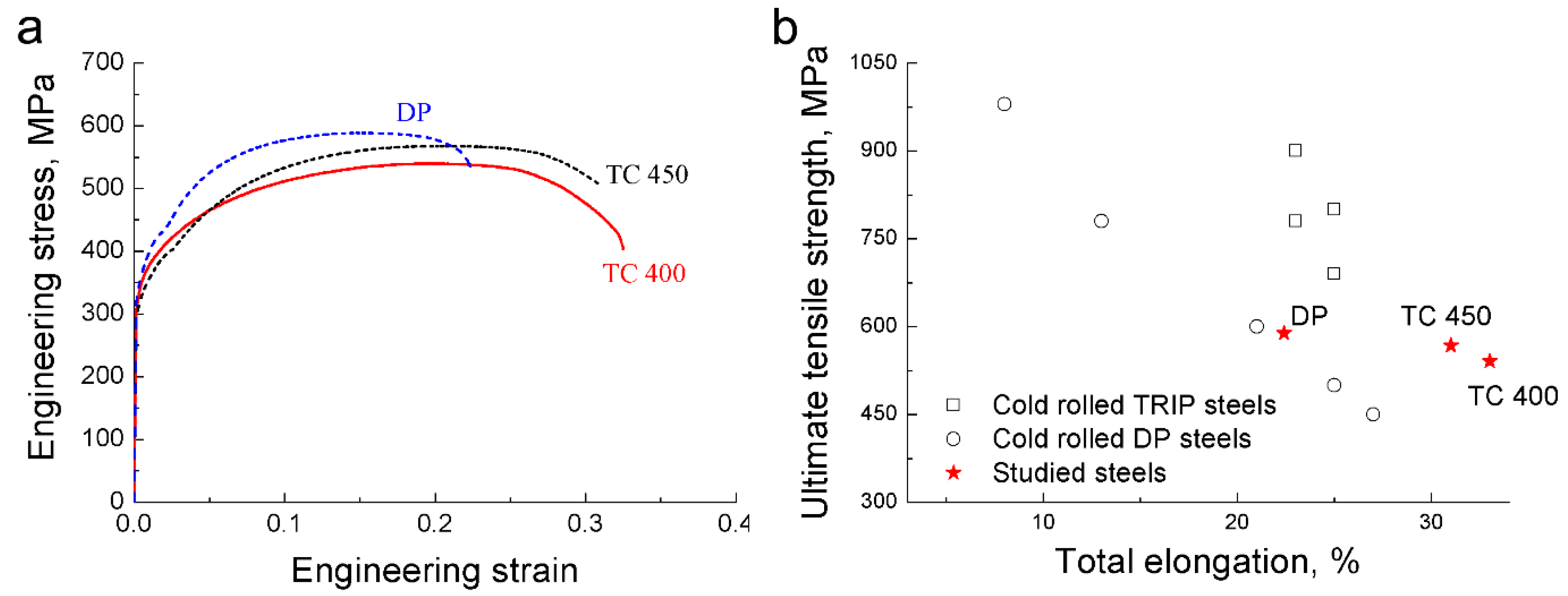
3.4. Tensile Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Killmore, C.R.; Edelman, D.G.; Carpenter, K.R.; Kaul, H.R.; Williams, J.G.; Campbell, P.C.; Blejde, W.N. Recent product developments with ultra-thin cast strip products produced by the CASTRIP® process. Mater. Sci. Forum 2010, 654–656, 198–201. [Google Scholar] [CrossRef]
- Ge, S.; Isac, M.; Guthrie, R.I.L. Progress of strip casting technology for steel; historical developments. ISIJ Int. 2012, 52, 2109–2122. [Google Scholar] [CrossRef]
- Zapuskalov, N. Comparison of continuous strip casting with conventional technology. ISIJ Int. 2003, 43, 1115–1127. [Google Scholar] [CrossRef]
- Carpenter, K.R.; Killmore, C.R. The effect of Nb on the continuous cooling transformation curves of ultra-thin strip CASTRIP© steels. Metals 2015, 5, 1857–1877. [Google Scholar] [CrossRef]
- Xiong, Z.P.; Kostryzhev, A.G.; Stanford, N.E.; Pereloma, E.V. Microstructures and mechanical properties of dual phase steel produced by laboratory simulated strip casting. Mater. Des. 2015, 88, 537–549. [Google Scholar] [CrossRef]
- Xiong, Z.P.; Kostryzhev, A.G.; Stanford, N.E.; Pereloma, E.V. Effect of deformation on microstructure and mechanical properties of dual phase steel produced via strip casting simulation. Mater. Sci. Eng. 2016, 651, 291–305. [Google Scholar] [CrossRef]
- Xiong, Z.P.; Saleh, A.A.; Kostryzhev, A.G.; Pereloma, E.V. Strain induced ferrite formation and its effect on mechanical properties in strip cast dual phase steels. J. Alloys Compd. 2017, 721, 291–306. [Google Scholar] [CrossRef]
- Xiong, Z.P.; Kostryzhev, A.G.; Saleh, A.A.; Chen, L.; Pereloma, E.V. Microstructures and mechanical properties of TRIP steel produced by strip casting simulated in the laboratory. Mater. Sci. Eng. 2016, 664, 26–42. [Google Scholar] [CrossRef]
- Xiong, Z.P.; Kostryzhev, A.G.; Chen, L.; Pereloma, E.V. Microstructure and mechanical properties of strip cast TRIP steel subjected to thermo-mechanical simulation. Mater. Sci. Eng. A 2016, 677, 356–366. [Google Scholar] [CrossRef]
- Daamen, M.; Haase, C.; Dierdorf, J.; Molodov, D.A.; Hirt, G. Twin-roll strip casting: A competitive alternative for the production of high-manganese steels with advanced mechanical properties. Mater. Sci. Eng. A 2015, 627, 72–81. [Google Scholar] [CrossRef]
- Ge, S.; Isac, M.; Guthrie, R.I.L. Progress in strip casting technologies for steel; technical developments. ISIJ Int. 2013, 53, 729–742. [Google Scholar] [CrossRef]
- Xu, Y.S.; Dan, W.J.; Ren, C.; Huang, T.T.; Zhang, W.G. Study of the mechanical behavior of dual-phase steel based on crystal plasticity modelling considering strain partitioning. Metals 2018, 8, 782. [Google Scholar] [CrossRef]
- Mazaheri, Y.; Kermanpur, A.; Najafizadeh, A. Strengthening mechanisms of ultrafine grained dual phase steels developed by new thermomechanical processing. ISIJ Int. 2015, 55, 218–226. [Google Scholar] [CrossRef]
- Balbi, M.; Alvarez-Armas, I.; Armas, A. Effect of holding time at an inter critical temperature on the microstructure and tensile properties of a ferrite-martensite dual phase steel. Mater. Sci. Eng. 2018, 733, 1–8. [Google Scholar] [CrossRef]
- ZareiHanzaki, A.; Yue, S. Ferrite formation characteristics in Si-Mn TRIP steels. ISIJ Int. 1997, 37, 583–589. [Google Scholar] [CrossRef]
- Zaefferer, S.; Ohlert, J.; Bleck, W. A study of microstructure, transformation mechanisms and correlation between microstructure and mechanical properties of a low alloyed TRIP steel. Acta Mater. 2004, 52, 2765–2778. [Google Scholar] [CrossRef]
- Pereloma, E.V.; Gazder, A.A.; Timokhina, I.B. Retained austenite: Transformation-induced plasticity. In Encyclopedia of Iron, Steel and Their Alloys; Colas, R., Totten, G.E., Eds.; CRC Press: New York, NY, USA, 2016; pp. 3088–3103. [Google Scholar]
- Tomota, Y.; Tokuda, H.; Adachi, Y.; Wakita, M.; Minakawa, N.; Moriai, A.; Morii, Y. Tensile behavior of TRIP-aided multi-phase steels studied by in situ neutron diffraction. Acta Mater. 2004, 52, 5737–5745. [Google Scholar] [CrossRef]
- Xiong, Z.P.; Saleh, A.A.; Marceau, R.K.W.; Taylor, A.S.; Stanford, N.E.; Kostryzhev, A.G.; Pereloma, E.V. Site-specific atomic-scale characterisation of retained austenite in a strip cast TRIP steel. Acta Mater. 2017, 134, 1–15. [Google Scholar] [CrossRef]
- Jacques, P.J.; Ladriere, J.; Delannay, F. On the influence of interactions between phases on the mechanical stability of retained austenite in transformation-induced plasticity multiphase steels. Metall. Mater. Trans. 2001, 32, 2759–2768. [Google Scholar] [CrossRef]
- Xiong, Z.P.; Jacques, P.J.; Perlade, A.; Pardoen, T. Ductile and intergranular brittle fracture in a two-step quenching and partitioning steel. Scr. Mater. 2018, 157, 6–9. [Google Scholar] [CrossRef]
- Sugimoto, K.; Usui, N.; Kobayashi, M.; Hashimoto, S. Effects of volume fraction and stability of retained austenite on ductility of TRIP-aided dual-phase steels. ISIJ Int. 1992, 32, 1311–1318. [Google Scholar] [CrossRef]
- Pichler, A.; Traint, S.; Hebesberger, T.; Stiaszny, P.; Werner, E.A. Processing of thin sheet multiphase steel grades. Steel Res. Int. 2007, 78, 216–223. [Google Scholar] [CrossRef]
- Santos, D.B.; Bruzszek, R.K.; Rodrigues, P.C.M.; Pereloma, E.V. Formation of ultra-fine ferrite microstructure in warm rolled and annealed C–Mn steel. Mater. Sci. Eng. 2003, 346, 189–195. [Google Scholar] [CrossRef]
- Kim, S.J.; Lee, C.; Choi, I.; Lee, S. Effects of heat treatment and alloying elements on the microstructures and mechanical properties of 0.15 wt pct C transformation-induced plasticity-aided cold-rolled steel sheets. Metall. Mater. Trans. 2001, 32, 505–514. [Google Scholar] [CrossRef]
- Zhao, J.W.; Jiang, Z.Y. Thermomechanical processing of advanced high strength steels. Prog. Mater. Sci. 2018, 94, 174–242. [Google Scholar] [CrossRef]
- Liu, L.; He, B.B.; Huang, M.X. The role of transformation-induced plasticity on the development of advanced high strength steels. Adv. Eng. Mater. 2018, 20, 1701083. [Google Scholar] [CrossRef]
- Strezov, L.; Herbertson, J. Experimental studies of interfacial heat transfer and initial solidification pertinent to strip casting. ISIJ Int. 1998, 38, 959–966. [Google Scholar] [CrossRef]
- Seol, J.B.; Raabe, D.; Choi, P.P.; Im, Y.R.; Park, C.G. Atomic scale effects of alloying, partitioning, solute drag and austempering on the mechanical properties of high-carbon bainitic–austenitic TRIP steels. Acta Mater. 2012, 60, 6183–6199. [Google Scholar] [CrossRef]
- Hosseini, S.M.K.; Zaeri-Hanzaki, A.; Yue, S. Effect of austenite deformation in non-recrystallization region on microstructure development in low-silicon content TRIP-assisted steels. Mater. Sci. Eng. 2014, 618, 63–70. [Google Scholar] [CrossRef]
- Li, S.; Zhu, R.; Karaman, I.; Arroyave, R. Development of a kinetic model for bainitic isothermal transformation in transformation-induced plasticity steels. Acta Mater. 2013, 61, 2884–2894. [Google Scholar] [CrossRef]
- Fazeli, F.; Militzer, M. Modelling simultaneous formation of bainitic ferrite and carbide in TRIP steels. ISIJ Int. 2014, 52, 650–658. [Google Scholar] [CrossRef]
- Gaude-Fugarolas, D.; Jacques, P.J. A new physical model for the kinetics of the bainite transformation. ISIJ Int. 2006, 46, 712–717. [Google Scholar] [CrossRef]
- Ranjan, R.; Beladi, H.; Singh, S.B.; Hodgson, P.D. Thermo-mechanical processing of TRIP-aided steels. Metall. Mater. Trans. 2015, 46, 3232–3247. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Anomalies in carbon concentration determinations from nanostructured bainite. Mater. Sci. Technol. 2015, 31, 758–763. [Google Scholar] [CrossRef]
- Seo, E.J.; Cho, L.; Estrin, Y.; de Cooman, B.C. Microstructure-mechanical properties relationships for quenching and partitioning (Q&P) processed steel. Acta Mater. 2016, 113, 124–139. [Google Scholar]
- Nippon Steel & Sumitomo Metal Corporation. Available online: http://www.nssmc.com/en/ (accessed on 10 January 2019).
- Kostryzhev, A.; Marenych, O. New technology to produce 1 GPa low carbon microalloyed steels from cast strip. Metals 2018, 8, 662. [Google Scholar] [CrossRef]
- Kostryzhev, A.; Singh, N.; Chen, L.; Killmore, C.; Pereloma, E.V. Comparative effect of Mo and Cr on microstructure and mechanical properties in NbV-microalloyed bainitic steels. Metals 2018, 8, 134. [Google Scholar] [CrossRef]
- Grajcar, A.; Kwaśny, W.; Zalecki, W. Microstructure-property relationships in TRIP aided medium-C bainitic steel with lamellar retained austenite. Mater. Sci. Technol. 2015, 31, 781–794. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Time | 620 °C | 630 °C | 650 °C | 670 °C |
|---|---|---|---|---|
| 60 s | - | - | 0.08 ± 0.02 | 0.02 ± 0.001 |
| 180 s | 0.14 ± 0.02 | 0.33 ± 0.02 | 0.46 ± 0.02 | - |
| 300 s | - | 0.46 ± 0.04 | 0.56 ± 0.02 | 0.50 ± 0.03 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiong, Z.; Kostryzhev, A.G.; Zhao, Y.; Pereloma, E.V. Microstructure Evolution during the Production of Dual Phase and Transformation Induced Plasticity Steels Using Modified Strip Casting Simulated in the Laboratory. Metals 2019, 9, 449. https://doi.org/10.3390/met9040449
Xiong Z, Kostryzhev AG, Zhao Y, Pereloma EV. Microstructure Evolution during the Production of Dual Phase and Transformation Induced Plasticity Steels Using Modified Strip Casting Simulated in the Laboratory. Metals. 2019; 9(4):449. https://doi.org/10.3390/met9040449
Chicago/Turabian StyleXiong, Zhiping, Andrii G. Kostryzhev, Yanjun Zhao, and Elena V. Pereloma. 2019. "Microstructure Evolution during the Production of Dual Phase and Transformation Induced Plasticity Steels Using Modified Strip Casting Simulated in the Laboratory" Metals 9, no. 4: 449. https://doi.org/10.3390/met9040449
APA StyleXiong, Z., Kostryzhev, A. G., Zhao, Y., & Pereloma, E. V. (2019). Microstructure Evolution during the Production of Dual Phase and Transformation Induced Plasticity Steels Using Modified Strip Casting Simulated in the Laboratory. Metals, 9(4), 449. https://doi.org/10.3390/met9040449