Abstract
Based on a cost analysis, a method of identifying and predicting optimum replaced grinding wheel diameter (De.op) in a surface grinding operation for 9CrSi steel material was developed in this study. The De.op value was determined by minimizing the cost function. An experimental design was set up, and a computational program was developed to perform the experiment in order to calculate the De.op value. Furthermore, the impact of the grinding process parameters such as the initial grinding wheel diameter, the grinding wheel width, the total dressing depth, the Rockwell hardness of the workpiece, the radial grinding wheel wear per dress, and the wheel life on the De.op value were investigated. Moreover, the impacts of the cost components such as the machine tool hourly rate and the grinding wheel cost on the De.op value were given. Based on that, a mathematical model was proposed to determine the De.op value. The predicted De.op value was also verified by an experiment. The obtained result shows that the difference between the experimental De.op value and the predicted De.op value is within 1.7%, indicating that the mathematical model proposed in the study is reliable.
1. Introduction
Grinding is an operation applied in almost every type of manufacturing process. The grinding process is extensively used during finishing operations for discrete components [1,2]. When requiring precise tolerances and smooth surfaces for the final machining of components, grinding is expected to be an effective processing method. However, the grinding process is a costly procedure [3]. In industries, it can account for about 20–25% of the expenditure on machining operations [3]. Thus, this process should be used at optimal conditions.
Previous research works have studied the problem of optimizing technology parameters in order to enhance quality and productivity in grinding processes. For instance, Peters and Aerens [4] analyzed process parameters to minimize the total grinding time in an external cylindrical grinding process without intermediate dressing. Since then, this field has been continuously advanced by more constraints [5]. The relevance to the optimization of grinding and dressing parameters has been proposed for maximizing the material removal rate [3], minimizing the grinding time [6], as well as minimizing the dressing and grinding costs [7]. These works have implemented optimization problems with different grinding methods such as external cylindrical grinding [4,8,9], surface grinding [10,11,12,13,14,15], and internal grinding [16]. These optimization problems have addressed not only traditional grinding machines [3,4,5,6,7,8,9,10,11,12,13,14,15,16] but also CNC milling machines [17]. They have established different objective functions. For instance, in a recent study [9], Pi et al. presented a cost optimization method for internal cylindrical grinding operations. In this work, based on the calculation of the De.op value, the grinding cost is significantly reduced. Regarding surface grinding in recent years, several research works have focused on optimizing surface grinding process parameters [10] in order to obtain a high accuracy of the surface finishing process through the analysis of grinding parameters [11,12,13]. A proposed methodology was presented for computing optimal machining parameters in order to achieve a high production rate and good surface quality of machine components [14]. Recently, an experimental study for surface grinding was proposed in [15]. In this study, the De.op value is determined from the experiment.
This paper is concerned with the optimization of the replaced grinding wheel diameter in a surface grinding operation for 9CrSi steel material based on the formulation of the manufacturing cost per piece. This work was continuously developed by the proposed formula [9], which has not been extended to surface grinding and has not yet been employed to carefully evaluate grinding process parameters and cost components. Therefore, in this paper, the De.op value is determined by minimizing the cost function. Moreover, the grinding technology parameters, such as the initial grinding wheel diameter, the total dressing depth, the radial grinding wheel wear per dress, and the wheel life are given to evaluate the effects of these parameters on the optimal exchange grinding wheel diameter. Additionally, the influence of the cost components on the De.op value is also considered. To identify the effect of these parameters, an experiment is built, and a computational program is also established to carry out the experiment. The research results will help manufacturers solve the problem of selecting conditions for initial technological parameters since they allow manufacturers to determine and set up optimal parameters of pre-machining grinding conditions to increase the economic and technical effectiveness of the grinding process.
2. Methodology
In this section, the cost analysis of the surface grinding process is investigated. Based on the findings, the relationship between the cost of the surface grinding process and the replaced grinding wheel diameter is studied. In addition, the relationship between the replaced grinding wheel diameter and the technological parameters in the grinding process is analyzed. This is the theoretical basis on which we determine the De.op value to minimize the cost of the surface grinding process. For the surface grinding process, the grinding cost per part can be computed as follows:
where:
- ts is the manufacturing time (h) which will be discussed in more detail following;
- Cmh is the machine tool hourly rate (USD/h) including wages, cost of maintenance etc.;
- Cg is the grinding wheel cost per workpiece (USD/workpiece). Cg can be expressed as follows:
In Equation (5), is the calculated grinding length (mm); where is the length of the workpieces (mm); is the calculated grinding width (mm); , where is the width of the workpieces (mm) (see Figure 1) and is the grinding wheel width (mm); is the total depth of cut (mm); is the speed of the workbench (m/s); is the work feed rate (mm/min); is the downfeed (mm/pass) (see Figure 1); is the number of workpieces per grinding time.
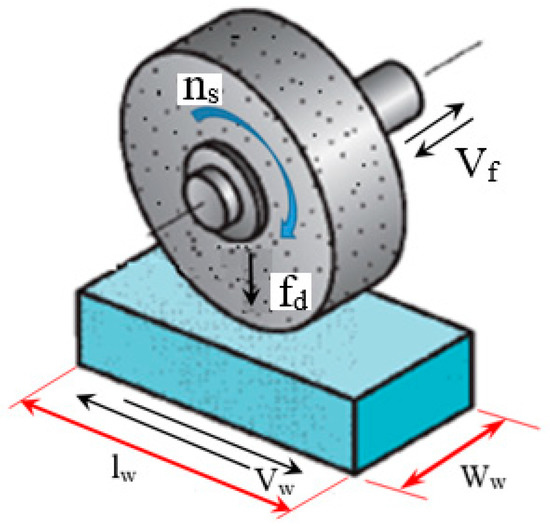
Figure 1.
Schematic of the surface grinding.
To determine tc by Equation (5), several parameters, , and , are determined as follows. With grinding carbon steel, alloy steel, and brass, the work speed can be computed from the data in [15], which depends on the Rockwell hardness of workpiece HRC. Thus, can be written as the following regression equation:
Based on the required roughness grade number and the grinding wheel width , the work feed rate can be computed from the following regression equation [18]:
The downfeed can be calculated as follows [18]:
where is the tabulated downfeed (mm/pass). When grinding tool steel, the tabulated downfeed can be determined as follows [18]:
where is the total depth of cut and is the work feed rate.
In Equation (8), , and are coefficients; depends on the workpiece material and required tolerance grade . When grinding tool steel, can be calculated as follows [15]:
The coefficient is determined as follows [15]:
where is the grinding wheel diameter and is the density of the workpiece loaded on the machine table. The value of the coefficient depends on the grinding machine age; if the age is less than 10 years, if the age ranges from 10 to 20 years, and if the age is more than 20 years [15].
In Equation (1), can be identified as follows:
Here, , and are the grinding time (as shown in Equation (5)), the time for loading and unloading workpiece, the spark-out time, the dressing time per piece, and the time for changing a grinding wheel per workpiece, respectively. , and can be expressed as follows:
Substituting Equation (3) into Equation (15), can be written as follows:
Based on the formulation of the above manufacturing cost per piece, it is indicated that the replaced grinding wheel diameter (De) affects the cost of the surface grinding process. For a certain technological condition where ; ; ; ; ; ; , the relationship between the grinding cost and the De value (calculated by Equation (1)) is built as shown in Figure 2. It is observed that the De value strongly affects the cost of grinding operations. When the De value increases from 200 to 475 mm, the grinding cost decreases from 0.0014 to 0.001 USD/part. However, as the De value increases from 475 to 500 mm, the grinding cost grows rapidly from 0.001 to 0.0016 USD/part. In particular, the grinding cost is minimum when the De value equals an optimum value of , which is much larger than the conventional De value (in this case about 200 to 250 mm).
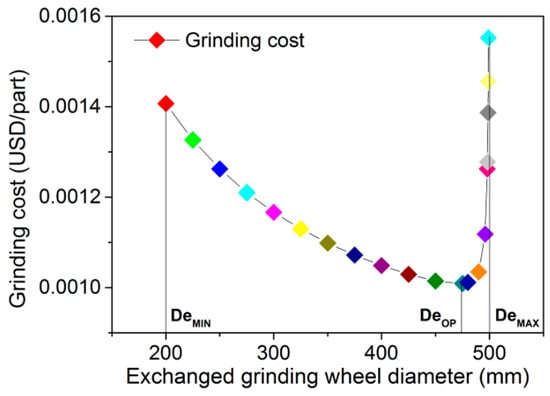
Figure 2.
Graphs showing grinding cost change according to De value.
From the above analyses, the value can be determined by minimizing the grinding cost per piece . Thus, the cost function of the surface grinding process can be expressed as follows:
with the constraint as:
Besides, the De,op value depends on various technology factors. From the cost analysis of the surface grinding process, it is revealed that there are eight main factors affecting the De,op value. The eight main factors include the initial grinding wheel diameter D0, the grinding wheel width Wgw, the total depth of dressing cut aed, the Rockwell hardness of the workpiece HRC, the wheel life Tw, the radial grinding wheel wear per dress Wpd, the machine tool hourly rate Cmh, and the grinding wheel cost Cgw. Therefore, the function of the optimum replaced grinding wheel diameter can be presented as follows:
3. Experimental Work
In this section, the eight abovementioned factors are selected to evaluate their effects on the De,op value. Simultaneously, an experimental design with a two-level factorial design with a half fraction was set up. The values of these input factors in experimental tests are presented in Table 1.

Table 1.
Grinding parameters for the experiment.
Accordingly, 128 experiments were conducted. In addition, based on the equations in Section 2, a computational program was established to determine the De,op value in each experiment. Various levels of the input parameters and the output response are shown in Table 2. The obtained results of the conducted experiments would be the basis to analyze the influences of these parameters on the De,op value.
Table 2.
Experimental plans and output response.
Grinding experiments were performed on a surface grinder (MGK7120 × 6, Moto–Yokohama, made in Japan) by using a Vietnamese grinding wheel with a JIS code of Cn80MV1 300 × 127 × 30, as shown in Figure 3. The 9CrSi steel plates with dimensions of 100 mm × 80 mm × 30 mm were used as the work material. The specifications of the grinding conditions and grinding wheels are shown in Table 3.
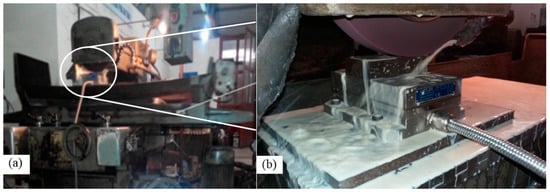
Figure 3.
Photograph of experimental setup: (a) general view; (b) close-up view.
Table 3.
Specifications of grinding conditions.
4. Results and Discussions
Based on the data reported in Table 2, the influence of the factors on the De,op value was determined as shown in Figure 4. It can be clearly seen that D0 value has the largest effect on the De,op value (the left side in Figure 3). For the other parameters such as aed, Tw, Wed, Cmh, and Cgw, the effect of these parameters on the De,op value is much smaller than that of the D0 factor. In addition, the De,op value is not affected by the Wgw and HRC parameters.
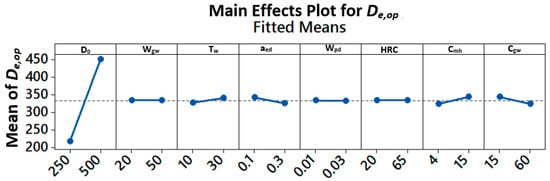
Figure 4.
Key effects plot for the De,op value.
The influence of the factors can be seen more clearly in Figure 5, which shows the Pareto chart of the standardized effects for determining the magnitude and the importance of the influence on the De,op value. For the response model, the parameters are statistically significant at the 0.05 level. As presented in this figure, the magnitude of the influence on the grinding process parameters is arranged from the lowest value to the highest value. The largest influence on the optimum diameter belongs to the initial grinding wheel D0 (factor A in Figure 5). The influence is gradually reduced in the sequence of several grinding process parameters, such as the grinding wheel cost Cg (factor H in Figure 5), the machine tool hourly rate Cmh (factor G in Figure 5), the wheel life Tw (factor E in Figure 5), and the total depth of dressing cut aed (factor C in Figure 5). The factor with the smallest effect is the radial grinding wheel wear per dress Wpd (factor F in Figure 5). Significantly, as noted above, the optimum exchanged diameter is not affected by the grinding wheel width Wgw (factor B in Figure 5) and the Rockwell hardness of the workpiece HRC (factor D in Figure 5).
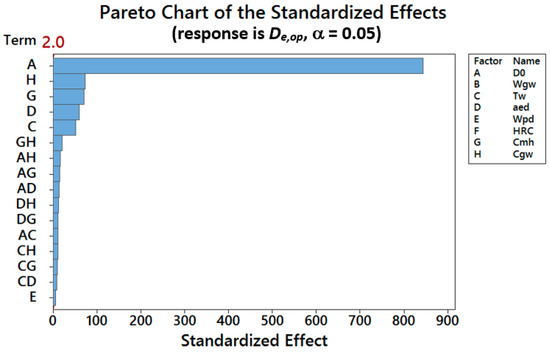
Figure 5.
Pareto chart of the standardized effects.
However, the Pareto chart (as shown in Figure 5) merely displays the magnitude of the effects. Thus, the normal plot of the standardized effects was established as shown in Figure 6 to evaluate the effects of increasing or decreasing the response. The distribution of the standardized effects to most of the factors is close to the reference line (red line in Figure 6). The positive effects of the 10 factors including D0, Tw, Cmh and the interactions AE, AG, GH, CG, CE, CF, EH increase the De,op value when these factors change from a low value to a high value. Meanwhile, the other parameters such as aed, Cg, Wpd and the interactions AH, EG, AC, CH have negative effects. When they alter from a low value to a high value, the De,op value declines. In addition, the initial grinding wheel diameter D0 has the largest magnitude compared to other factors. Therefore, the optimum replaced grinding wheel diameter is tremendously influenced by the initial grinding wheel diameter D0.
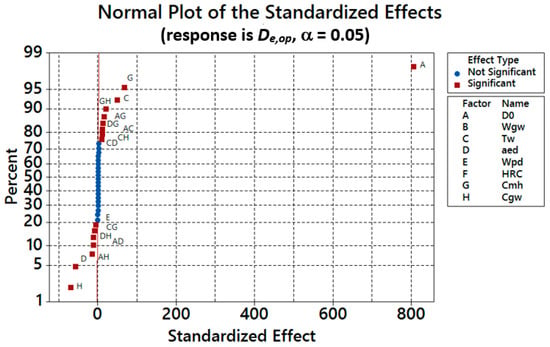
Figure 6.
Normal plot for De,op.
Figure 7 depicts the estimated effects and coefficients for the De,op value. It can be recognized that those parameters including D0, aed, Tw, Wpd, Cmh, Cg and the interactions between D0 and aed, D0 and Tw, D0 and Cmh, D0 and Cgw, aed and Tw, aed and Wpd, aed and Cmh, aed and Cgw, Tw and Cgw, Tw and Cmh, Wpd and Cgw, Cmh and Cgw have significant effects on a response because their P-values are lower than 0.05. Remarkably, the D0 factor has the largest effect on the De,op value in comparison with the other factors.
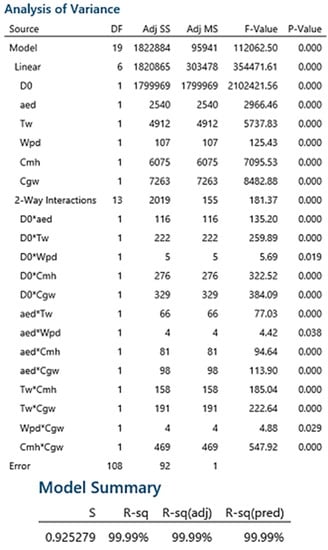
Figure 7.
Estimated effects and coefficients for De,op.
Consequently, after carrying out experiments and collecting results, the data were analyzed and processed by using Minitab 18 software. Based on that, the mathematical model, which shows the relationship between the De,op value and the significant effect parameters, is expressed as follows:
In order to evaluate the appropriateness of the formula (20), the De,op value computed by Equation (20) was compared with the experimental result found in [15]. The values of the factors used for the optimum diameter calculation in Equation (20) and for the experimental design were the same, i.e., D0 = 300 mm; aed = 0.115 mm; Tw = 22.5 min; Wpd = 0.02 mm/dress; Cmh = 5 USD/h; Cg = 25 USD/piece. Accordingly, the De,op value was 266.86 mm according to Equation (20) and was 265 mm as determined by the experiment. The difference between the formulation and the experiment can be expressed as follows:
The results from Equation (21) show that the De,op value is calculated by the Equation (20) in accordance with the optimum value obtained from the experiment. Thus, the proposed method can be used to determine the De,op value in surface grinding operations for 9CrSi steel material.
5. Conclusions
This study developed a method to minimize the grinding cost based on determining the De,op value in surface grinding operations for 9CrSi steel material. A mathematical model for determining the De,op value was proposed. In addition, the influence of eight factors including D0, Wgw, aed, HRC, Tw, Wpd, Cmh, and Cg on the De,op value in the surface grinding process was determined by designing and conducting a simulation experiment. From the experimental results of the study, some findings can be presented:
- (1)
- The initial grinding wheel diameter D0 has the largest effect on the De,op value. Meanwhile, the grinding wheel width (Wgw) and the Rockwell hardness of workpiece (HRC) do not affect the De,op value.
- (2)
- Three factors including D0, Tw, Cmh have positive influences on the De,op value. Meanwhile, the other parameters such as aed, Cgw, Wpd have negative influences on the De,op value.
- (3)
- For a certain set of technological parameters, i.e., , the De,op value is 266.86 mm. After carrying out an experiment with those values of the input parameters, the obtained result shows that the difference between the experimental De.op value and the prediction De.op value is 1.7%, indicating that the model proposed in this study is reliable.
Author Contributions
All authors discussed the original idea. A.-T.L. and N.-P.V. conducted the cost analysis; A.-T.L. and N.-P.V. designed and accompanied the simulation experiments; A.-T.N. wrote this manuscript with support from Q.-T.N., T.-H.T., H.-K.L., X.-H.L., T.-L.B., and N.-P.V.; A.-T.L. conducted the figures; all authors provided critical feedback and helped shape the research, analysis, and manuscript; N.-P.V. supervised this work and revised the article.
Funding
This research was supported by Thai Nguyen University of Technology for the scientific project T2018-B12.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Godino, L.; Pombo, I.; Sanchez, J.; Izquierdo, B. An Original Tribometer to Analyze the Behavior of Abrasive Grains in the Grinding Process. Metals 2018, 8, 557. [Google Scholar] [CrossRef]
- Vidal, G.; Ortega, N.; Bravo, H.; Dubar, M.; González, H. An Analysis of Electroplated cBN Grinding Wheel Wear and Conditioning during Creep Feed Grinding of Aeronautical Alloys. Metals 2018, 8, 350. [Google Scholar] [CrossRef]
- Malkin, S.; Guo, C. Grinding Technology. Theory and Applications of Machining with Abrasives; Industrial Press: New York, NY, USA, 2008. [Google Scholar]
- Peters, J.; Aerens, R. Optimization Procedure of Three Phase Grinding Cycles of a Series without Intermediate Dressing. CIRP Ann. Manuf. Technol. 1980, 29, 195–200. [Google Scholar] [CrossRef]
- Li, G.F.; Wang, L.S.; Yang, L.B. Multi-parameter optimization and control of the cylindrical grinding process. J. Mater. Process. Technol. 2002, 129, 232–236. [Google Scholar] [CrossRef]
- Gupta, R.; Shishodia, K.S.; Sekhon, G.S. Optimization of grinding process parameters using enumeration method. J. Mater. Process. Technol. 2001, 112, 63–67. [Google Scholar] [CrossRef]
- Jeongju, C. Optimal control of cylindrical plunge grinding using dynamic programming. J. Adv. Mech. Des. Syst. Manuf. 2016, 6, 581–589. [Google Scholar]
- Chekole, N.; Deshpande, V. Review analysis on optimization of cylindrical grinding process parameters by using Taguchi technique. Ind. Eng. J. 2018, 14, 35–39. [Google Scholar] [CrossRef]
- Pi, V.N.; Khiem, V.H.; Huong, N.N. Cost optimization of external cylindrical grinding. Appl. Mech. Mater. 2013, 312, 982–989. [Google Scholar] [CrossRef]
- Dasthagiri, B.; Goud, E.V. Optimization Studies on Surface Grinding Process Parameters. Int. J. Innov. Res. Sci. Eng. Technol. 2015, 4, 6148–6156. [Google Scholar]
- Patil, P.J.; Patil, C.R. Analysis of process parameters in surface grinding using single objective Taguchi and multi-objective grey relational grade. Perspect. Sci. 2016, 8, 367–369. [Google Scholar] [CrossRef]
- Saravanakumar, A.; Dhanabal, S.; Jayanand, E.; Logeshwaran, P. Analysis of Process Parameter in Surface Grinding Process. Mater. Today Proc. 2018, 5, 8131–8137. [Google Scholar] [CrossRef]
- Rana, P.; Lalwani, D.I. Parameters optimization of surface grinding process using modified ε constrained differential evolution. Mater. Today Proc. 2017, 4, 10104–10108. [Google Scholar] [CrossRef]
- Janardhan, M. An integrated evaluation approach for modeling and optimization of surface grinding process parameters. Mater. Today Proc. 2015, 2, 1622–1633. [Google Scholar] [CrossRef]
- Ngoc, P.V.; Anh, T.L.; Le Xuan, H.; Van, N.N. Experimental Determination of Optimum Exchanged Diameter in Surface Grinding Process. J. Environ. Sci. Eng. 2017, 6, 85–89. [Google Scholar]
- Hung, L.X.; Pi, V.N.; Tung, L.A.; Tu, H.X.; Jun, G.; Long, B. Determination of Optimal Exchanged Grinding Wheel Diameter when Internally Grinding Alloy Tool Steel 9CrSi. IOP Conf. Ser. Mater. Sci. Eng. 2018, 417, 012026. [Google Scholar] [CrossRef]
- Vu, N.P.; Nguyen, Q.T.; Tran, T.H.; Le, H.K.; Nguyen, A.T.; Luu, A.T.; Nguyen, V.T.; Le, X.H. Optimization of Grinding Parameters for Minimum Grinding Time When Grinding Tablet Punches by CBN Wheel on CNC Milling Machine. Appl. Sci. 2019, 9, 957. [Google Scholar] [CrossRef]
- Rowe, W.B. Principle of Modern Grinding Technology; William Andrew: Oxford, UK, 2009. [Google Scholar]







© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).