Development of a Novel Resistance Heating System for Microforming Using Surface-Modified Dies and Evaluation of Its Heating Property


Abstract
:1. Introduction
2. Design and Surface Treatment of Electrode Dies
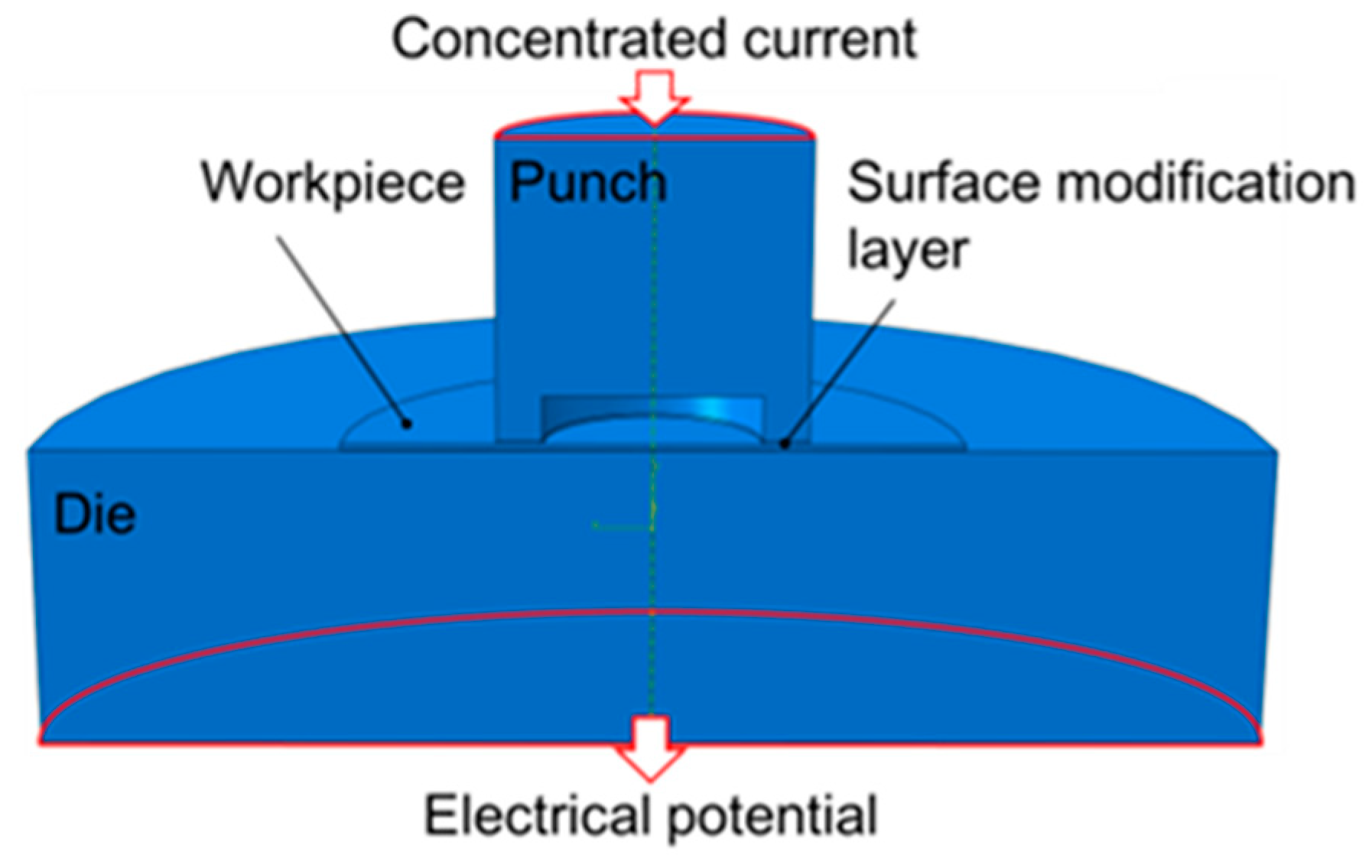
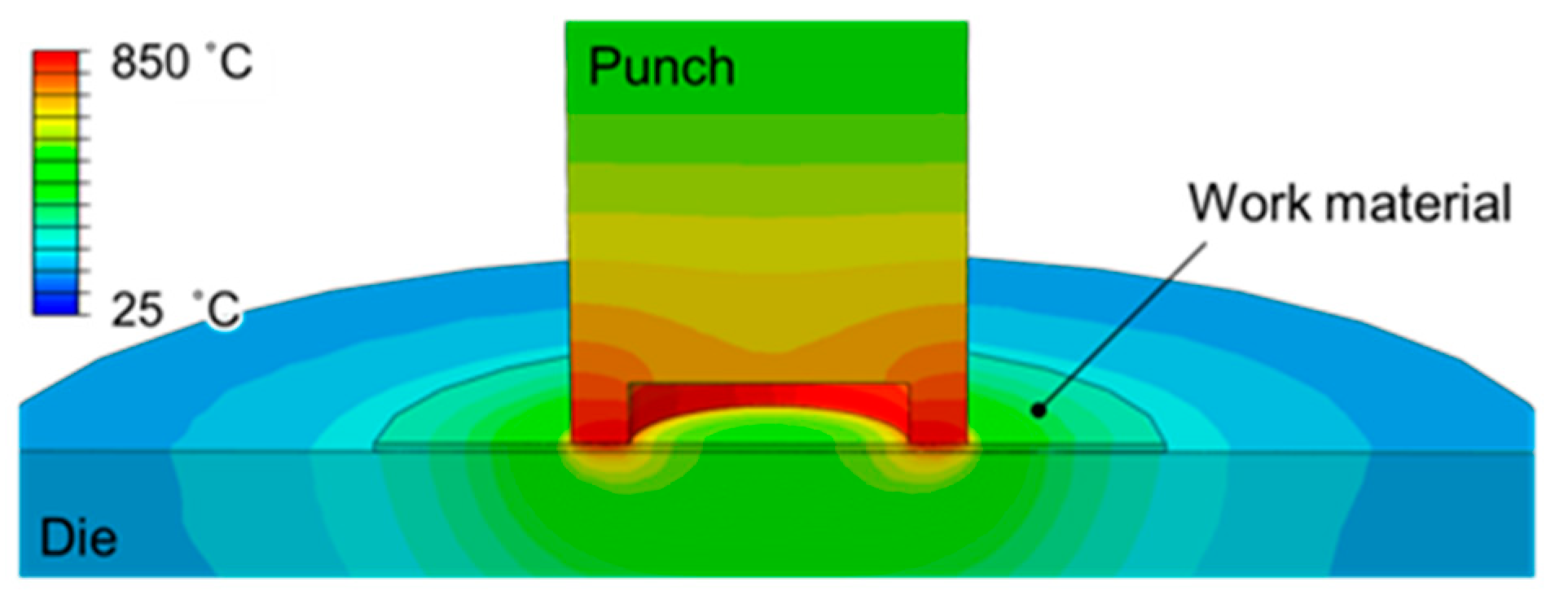
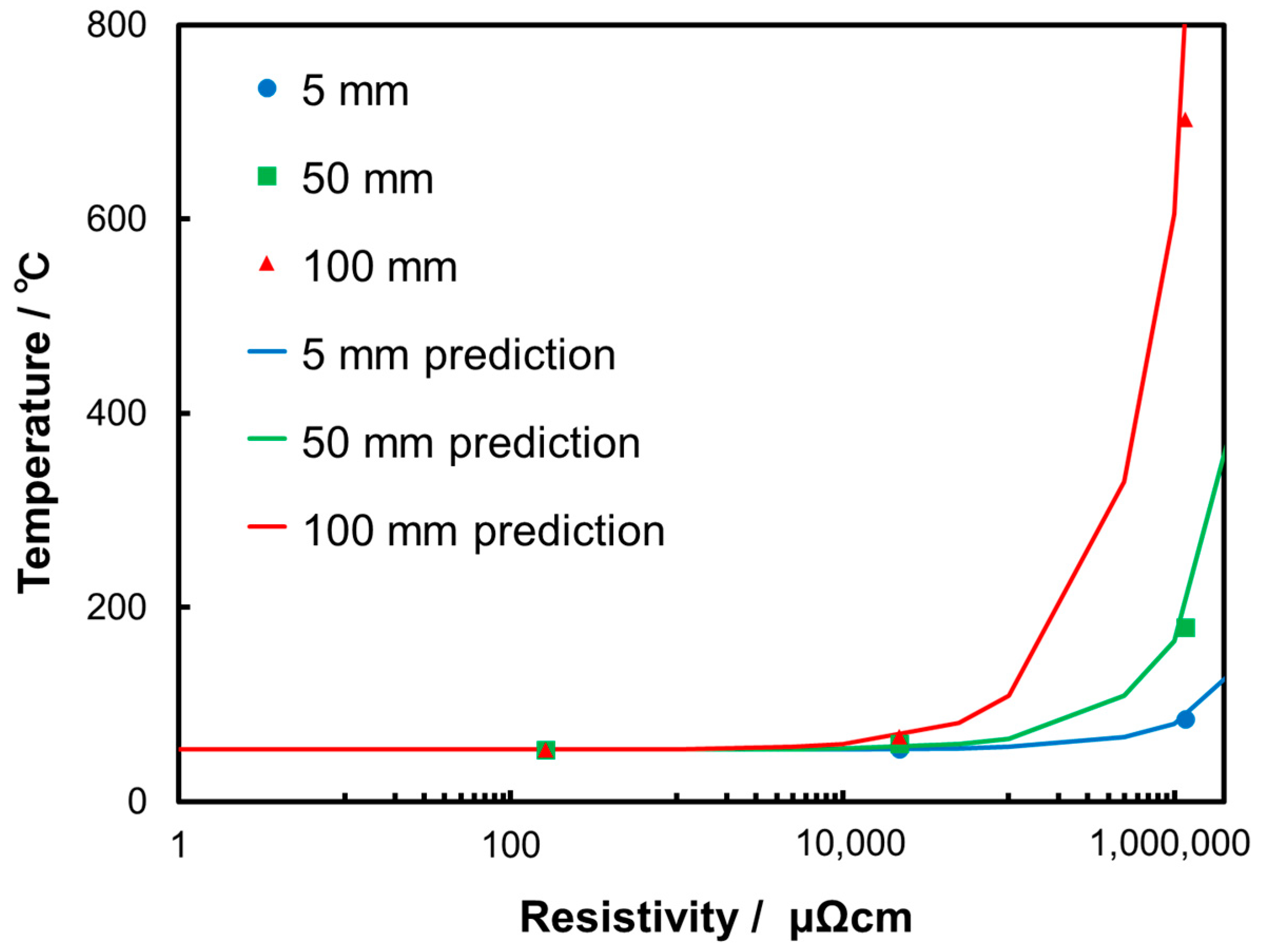
2.1. Simulation for Design of Die Surface
2.2. Selection of Material and Die Coating
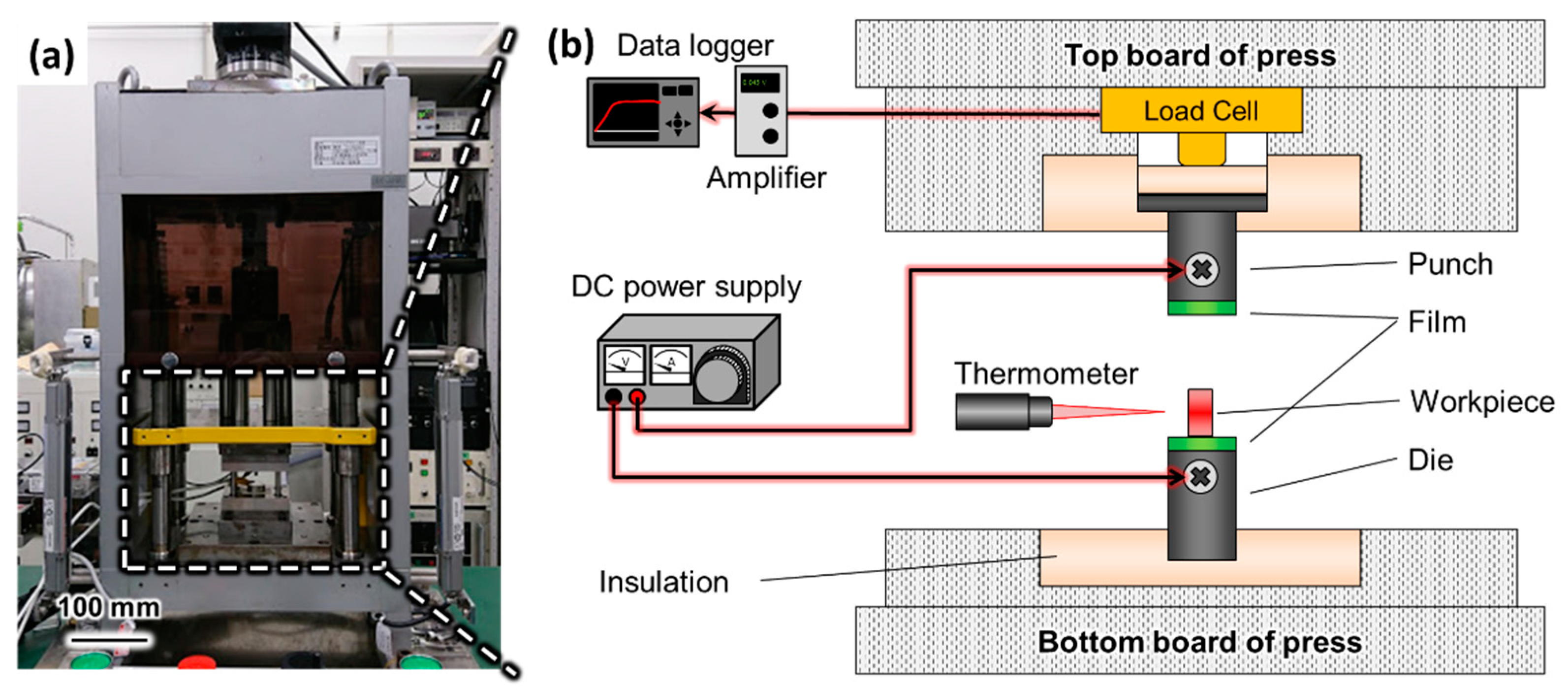
3. Evaluation of Heating System
4. Application of Coated Die for Microforging
5. Conclusions
- (1)
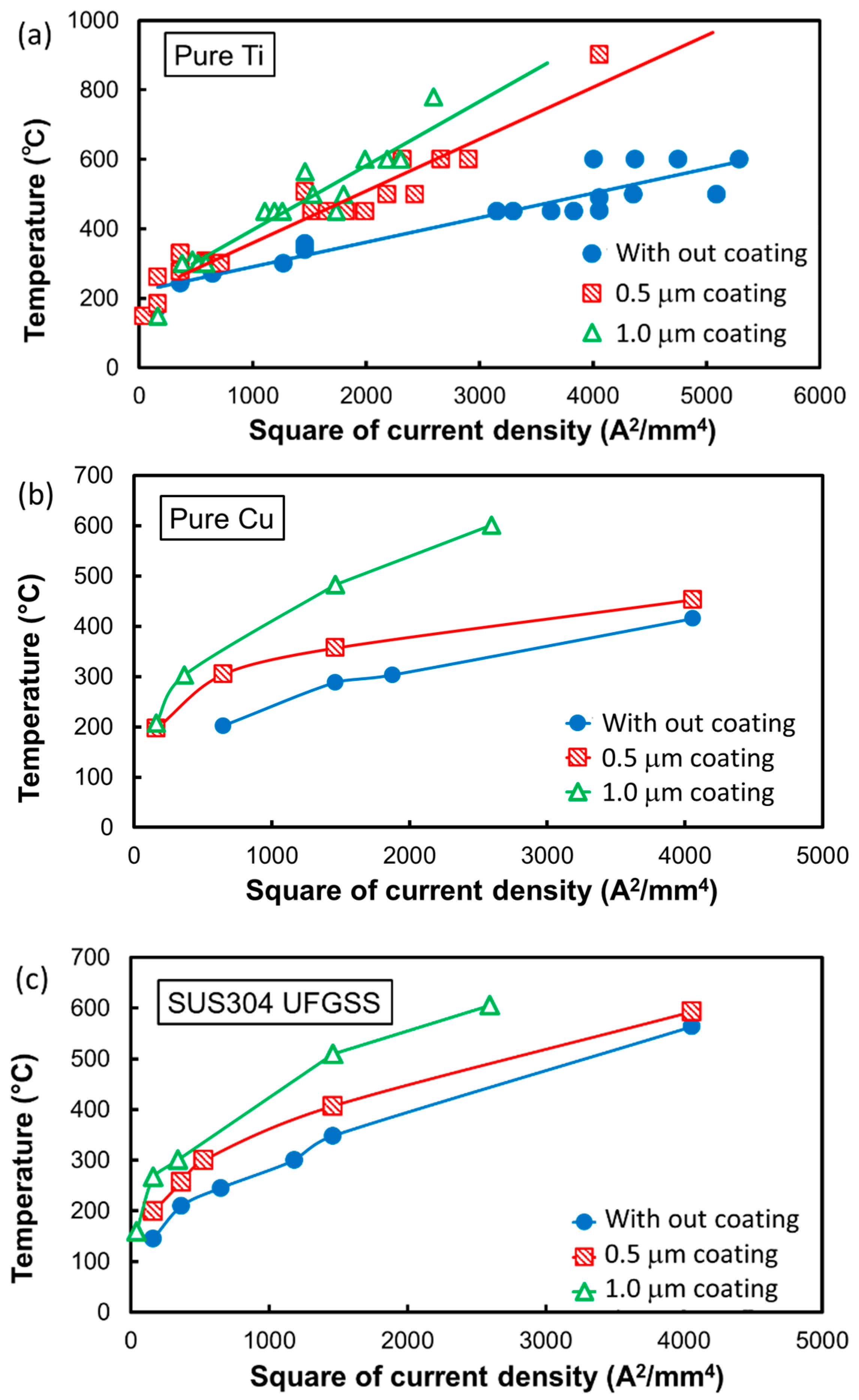
- A layer with high electrical resistivity coated on the surface of the dies for the heating system was designed based on the prediction from FE analysis results. The desired temperature was achieved by selecting the appropriate thickness and electrical resistivity of the surface modification layer.
- (2)
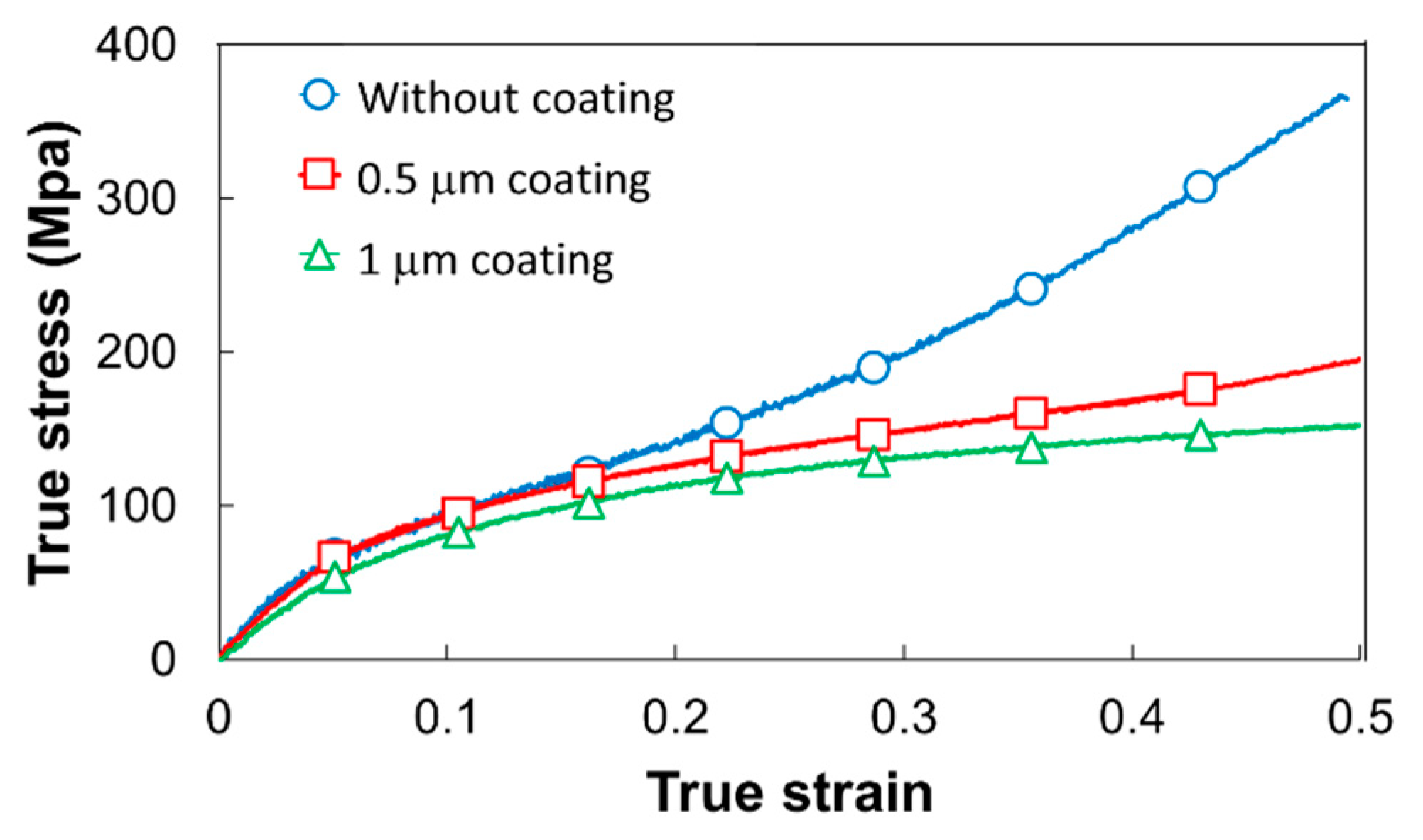
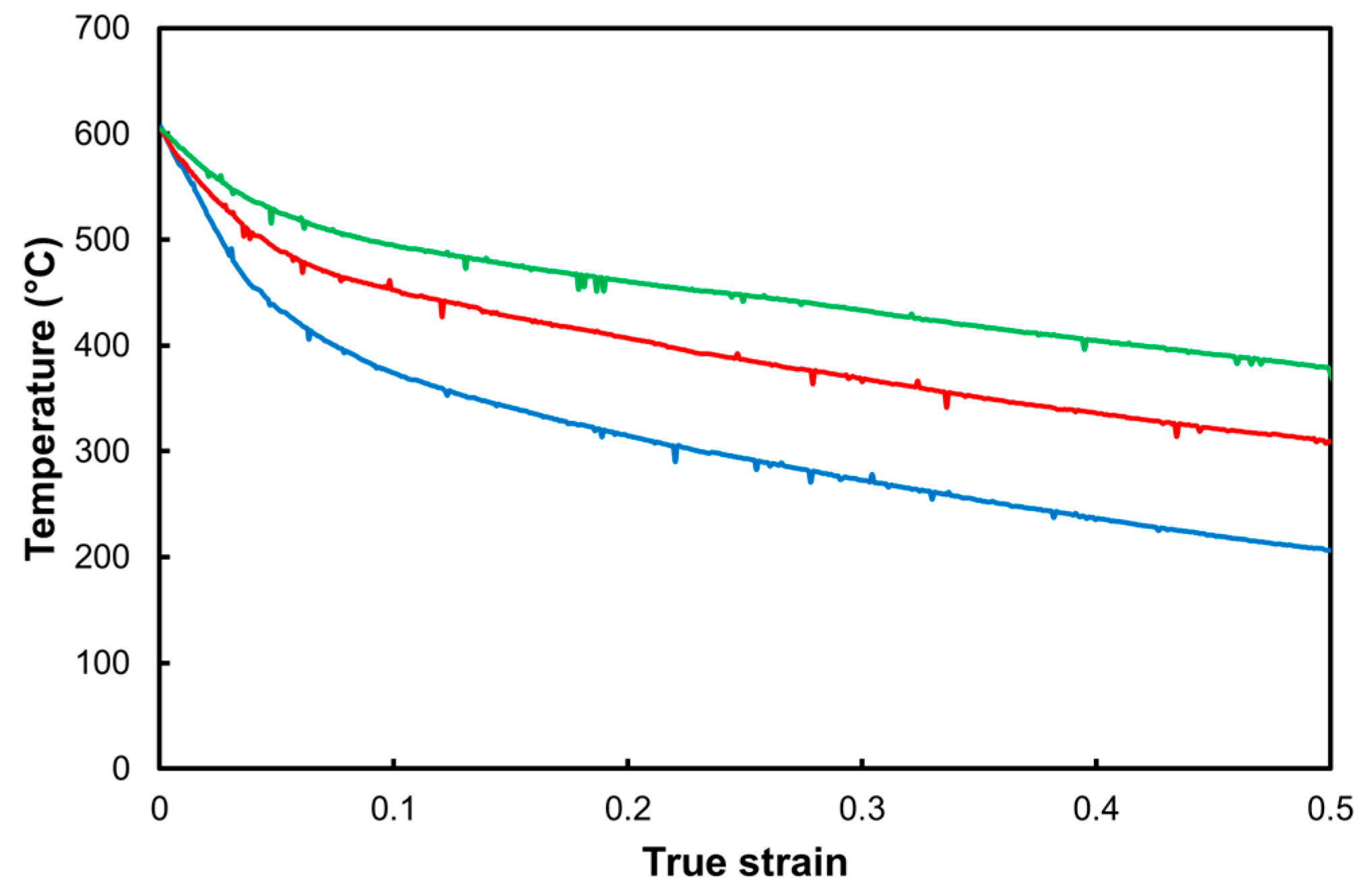
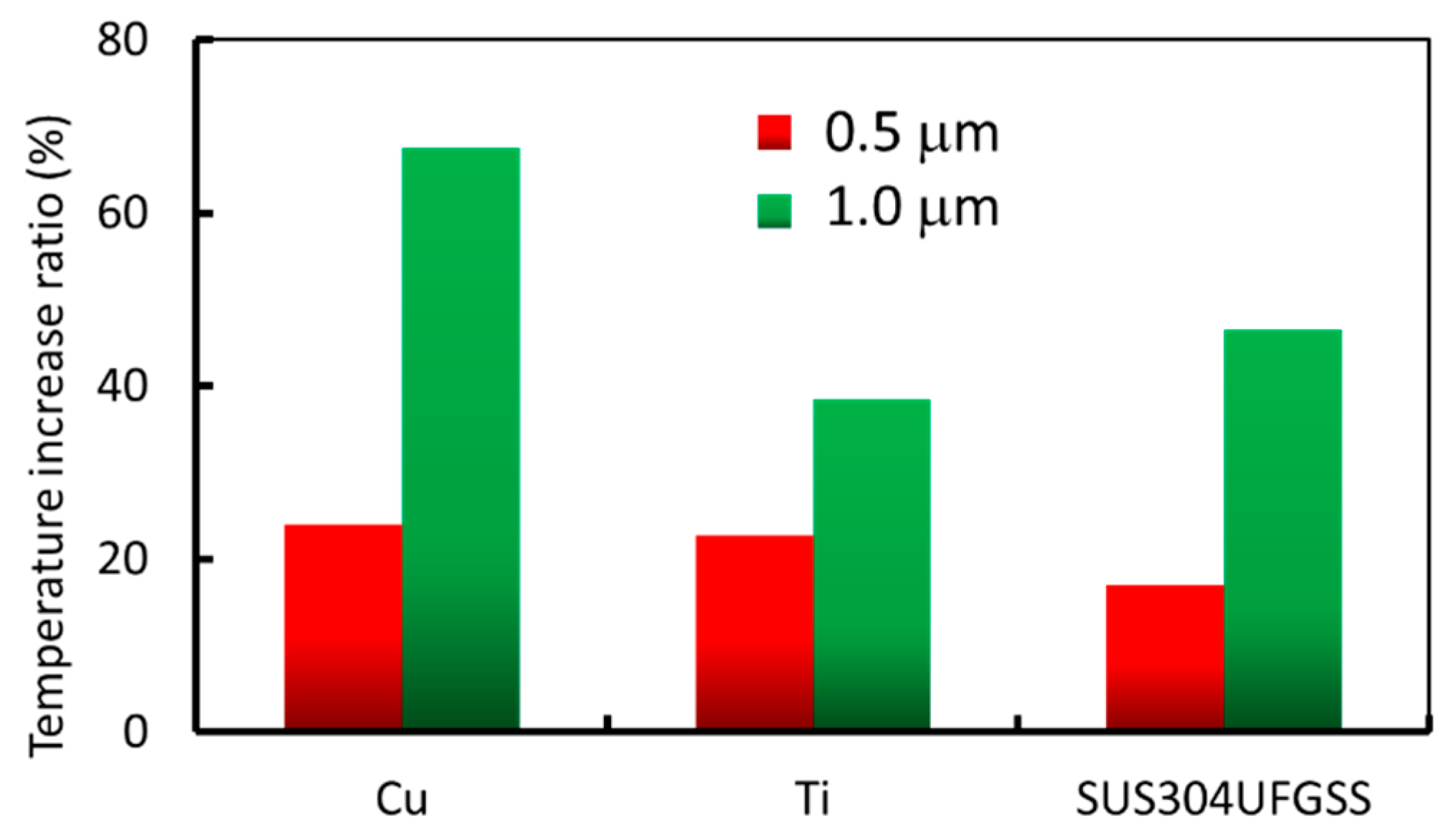
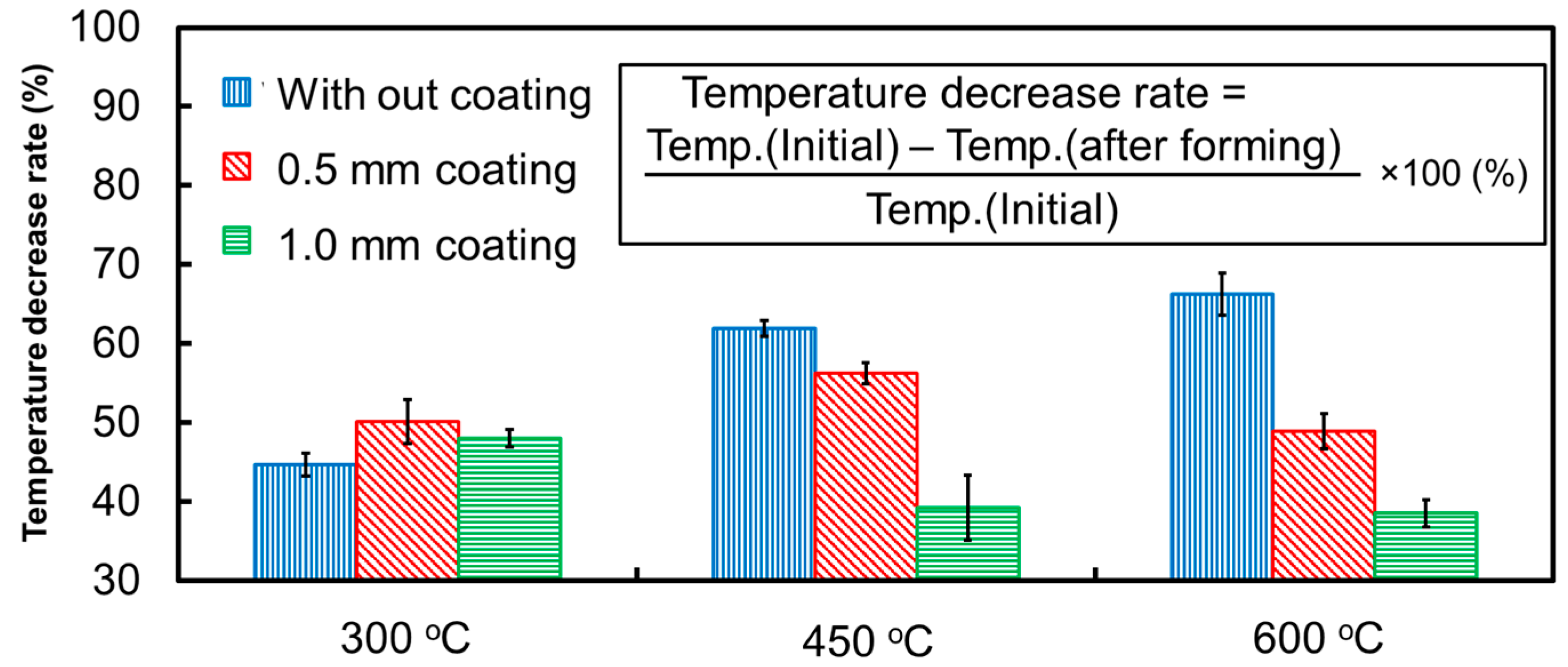
- The superior heating efficiency of all the processed materials, namely, pure titanium, pure copper, and stainless steel, was confirmed by the compression test using the die coated with AlCrSiN. The heat generated from the surface layer of the die suppressed the temperature decrease of the workpiece during the compression deformation.
- (3)
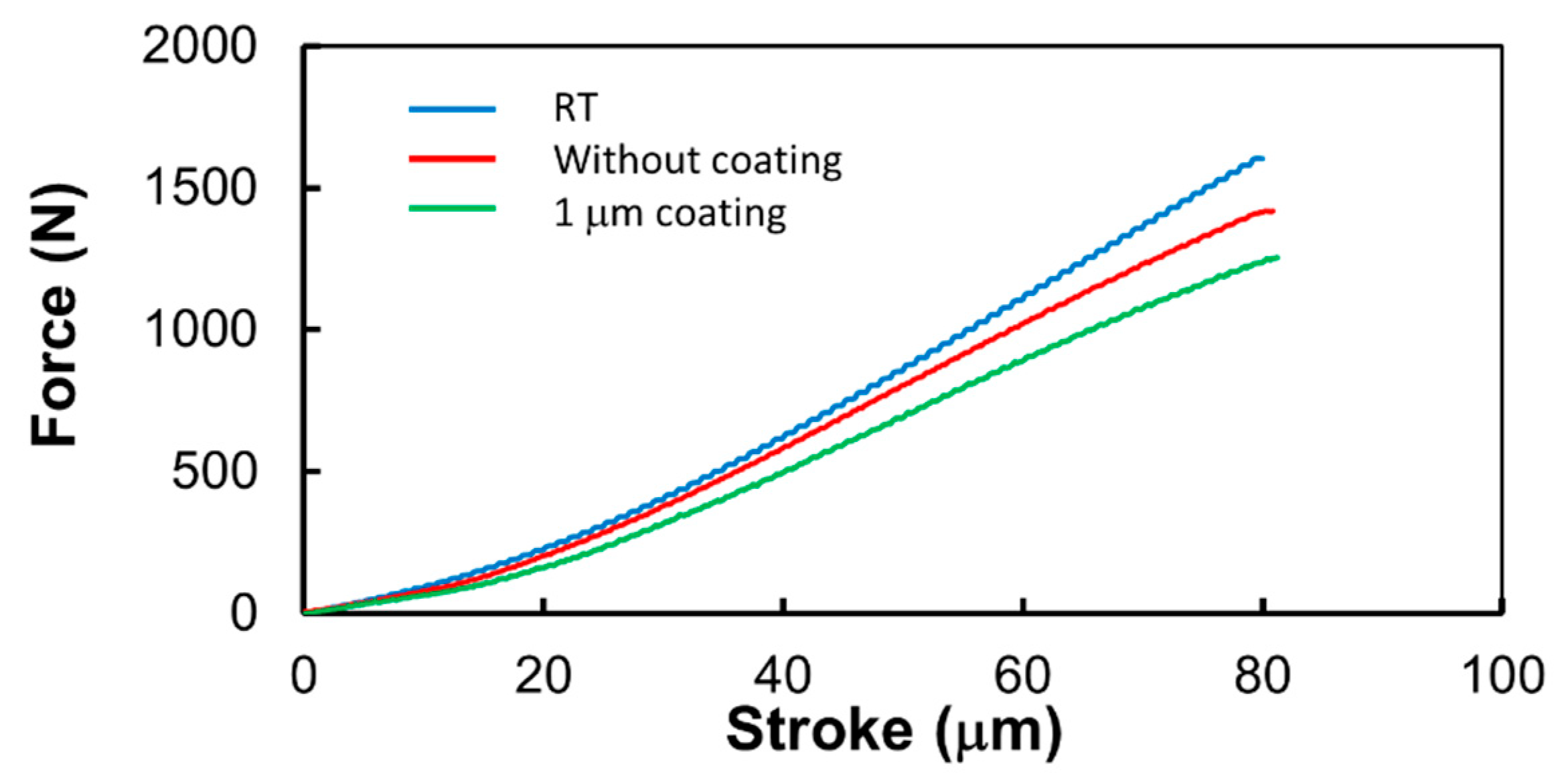
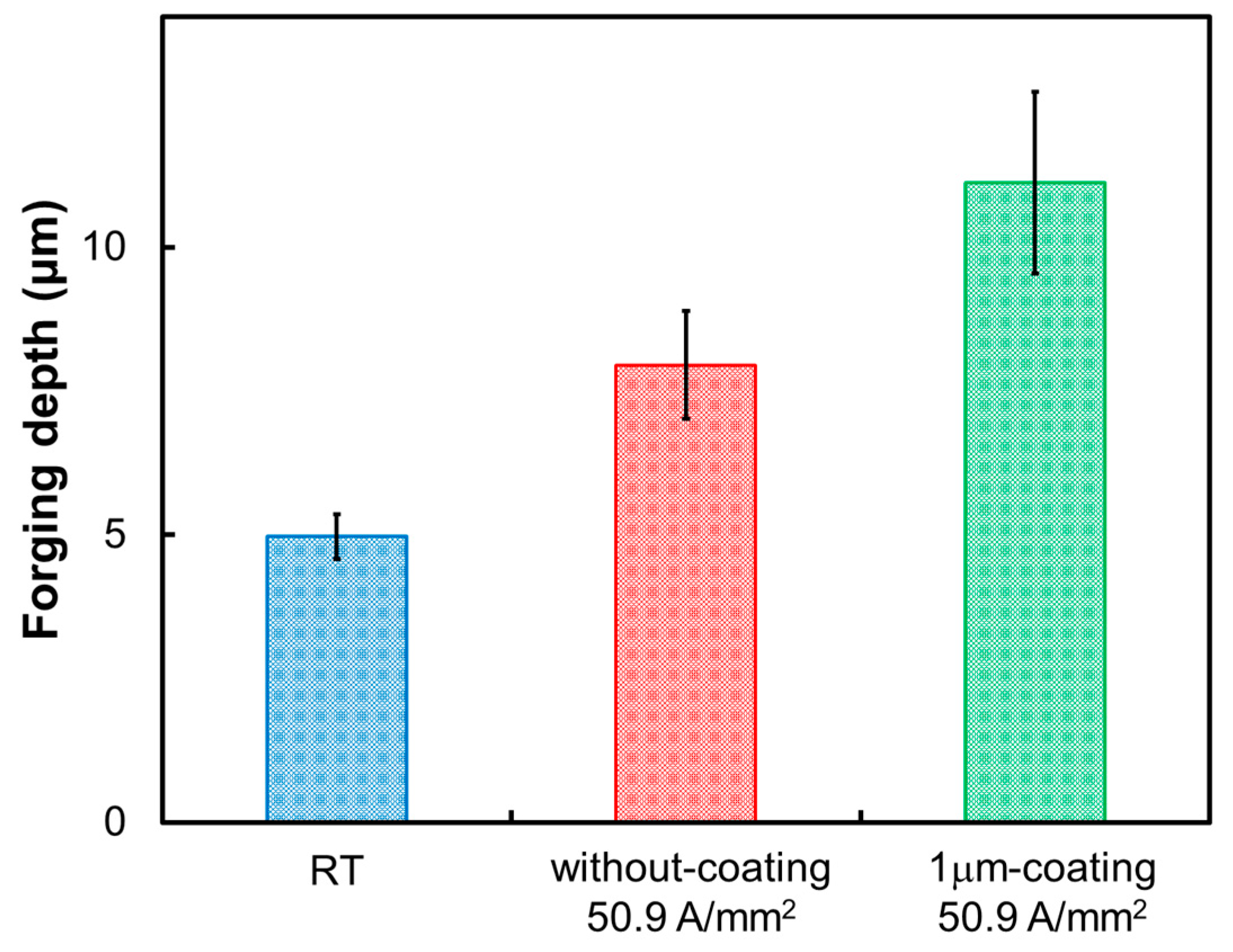
- It was confirmed that the forging depth was increased by the surface modification in the electric heating while microforging a fine-grain stainless steel foil material with a thickness of 0.2 mm, which is difficult to heat using a conventional heating system.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Geiger, M.; Kleiner, M.; Eckstein, R.; Tiesler, N.; Engel, U. Microforming. CIRP Ann. 2001, 50, 445–462. [Google Scholar] [CrossRef]
- Vollertsen, F.; Biermann, D.; Hansen, H.N.; Jawahir, I.S.; Kuzman, K. Size effects in manufacturing of metallic components. CIRP Ann. 2009, 58, 566–587. [Google Scholar] [CrossRef]
- Engel, U.; Eckstein, R. Microforming—from basic research to its realization. J. Mater. Process. Technol. 2002, 125, 35–44. [Google Scholar] [CrossRef]
- Egerer, E.; Engel, U. Process characterization and material flow in microforming at elevated temperatures. J. Manuf. Process. 2004, 6, 1–6. [Google Scholar] [CrossRef]
- Peng, X.; Qin, Y.; Balendra, R. A numerical investigation to the strategies of the localised heating for micro-part stamping. Int. J. Mech. Sci. 2007, 49, 379–391. [Google Scholar] [CrossRef]
- Magee, J.; Watkins, K.G.; Steen, W.M. Advances in laser forming. J. Laser Appl. 1998, 10, 235. [Google Scholar] [CrossRef]
- Milenin, A.; Kustra, P.; Furushima, T.; Du, P.; Němeček, J. Design of the laser dieless drawing process of tubes from magnesium alloy using FEM model. J. Mater. Process. Technol. 2018, 262, 65–74. [Google Scholar] [CrossRef]
- Gillner, A.; Holtkamp, J.; Hartmann, C.; Olowinsky, A.; Gedicke, J.; Klages, K.; Bosse, L.; Bayer, A. Laser applications in microtechnology. J. Mater. Process. Technol. 2005, 167, 494–498. [Google Scholar] [CrossRef]
- Tanabe, H.; Yang, M. Design and evaluation of heat assisted microforming system. Steel Res. 2011, Special Edition, 1020–1024. [Google Scholar]
- Aoyama, T.; Shimizu, T.; Zheng, Q.; Yang, M. Effect of heating on springback in heat assisted micro bending. Adv. Mater. Res. 2014, 939, 409–414. [Google Scholar] [CrossRef]
- Zheng, Q.; Aoyama, T.; Shimizu, T.; Yang, M. Experimental and numerical analysis of springback behavior under elevated temperatures in micro bending assisted by resistance heating. Procedia Eng. 2014, 81, 1481–1486. [Google Scholar] [CrossRef]
- Zheng, Q.; Shimizu, T.; Yang, M. Scale effect on springback behavior of pure titanium foils in micro bending at elevated temperature. J. Mater. Process. Technol. 2016, 230, 233–243. [Google Scholar] [CrossRef]
- Zheng, Q.; Shimizu, T.; Yang, M. Numerical analysis of temperature distribution and its optimization for thin foils in micro deep drawing assisted by resistance heating. Steel Res. 2015. [Google Scholar] [CrossRef]
- Ogura, R.; Shimizu, T.; Shiratori, T.; Yang, M. Development of a novel resistance heating system for microforming by modifying surface of dies. Procedia Eng. 2017, 207, 1016–1021. [Google Scholar] [CrossRef]
- Zheng, Q.; Shimizu, T.; Yang, M. Effect of heat on tensile properties of thin pure titanium foils. Manuf. Rev. 2015, 2, 3. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Punch | SUS420J2 | ||
| Die | SKD-11 | ||
| Workpiece | Material | SUS304 | |
| Thickness | (mm) | 0.1 | |
| Surface modification | Thickness | (m) | 5, 50, 100 |
| Shape | Hollow | ||
| Outer/ Inner | (mm) | 5 / 3.53 | |
| Initial temperature | (°C) | 25 | |
| Atmosphere | (°C) | 25 | |
| Current | (A) | 40 | |
| FEM code | Abaqus6.17 | ||
| Material | Fe4N | ZnO | CrN0.6 |
|---|---|---|---|
| Resistivity(cm) | 162 | 2.2 × 104 | 1.16 × 106 |
| Original | TiAlN | TiSiN | AlCrSiN | |
|---|---|---|---|---|
| Resistance (Ω) | 0.2 | 0.6–0.8 | 0.42 | 300 |
| Resistivity (μΩcm) | - | 4 × 109 | 1.7 × 109 | 2 × 1012 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, M.; Shimizu, T. Development of a Novel Resistance Heating System for Microforming Using Surface-Modified Dies and Evaluation of Its Heating Property. Metals 2019, 9, 440. https://doi.org/10.3390/met9040440
Yang M, Shimizu T. Development of a Novel Resistance Heating System for Microforming Using Surface-Modified Dies and Evaluation of Its Heating Property. Metals. 2019; 9(4):440. https://doi.org/10.3390/met9040440
Chicago/Turabian StyleYang, Ming, and Tetsuhide Shimizu. 2019. "Development of a Novel Resistance Heating System for Microforming Using Surface-Modified Dies and Evaluation of Its Heating Property" Metals 9, no. 4: 440. https://doi.org/10.3390/met9040440
APA StyleYang, M., & Shimizu, T. (2019). Development of a Novel Resistance Heating System for Microforming Using Surface-Modified Dies and Evaluation of Its Heating Property. Metals, 9(4), 440. https://doi.org/10.3390/met9040440