Analysis of Different 100Cr6 Material States Using Particle-Oriented Peening




Abstract
1. Introduction and Approach
2. Materials and Methods
2.1. Materials
2.2. Heat Treatment
2.3. Universal Microhardness Measurements (UMH)
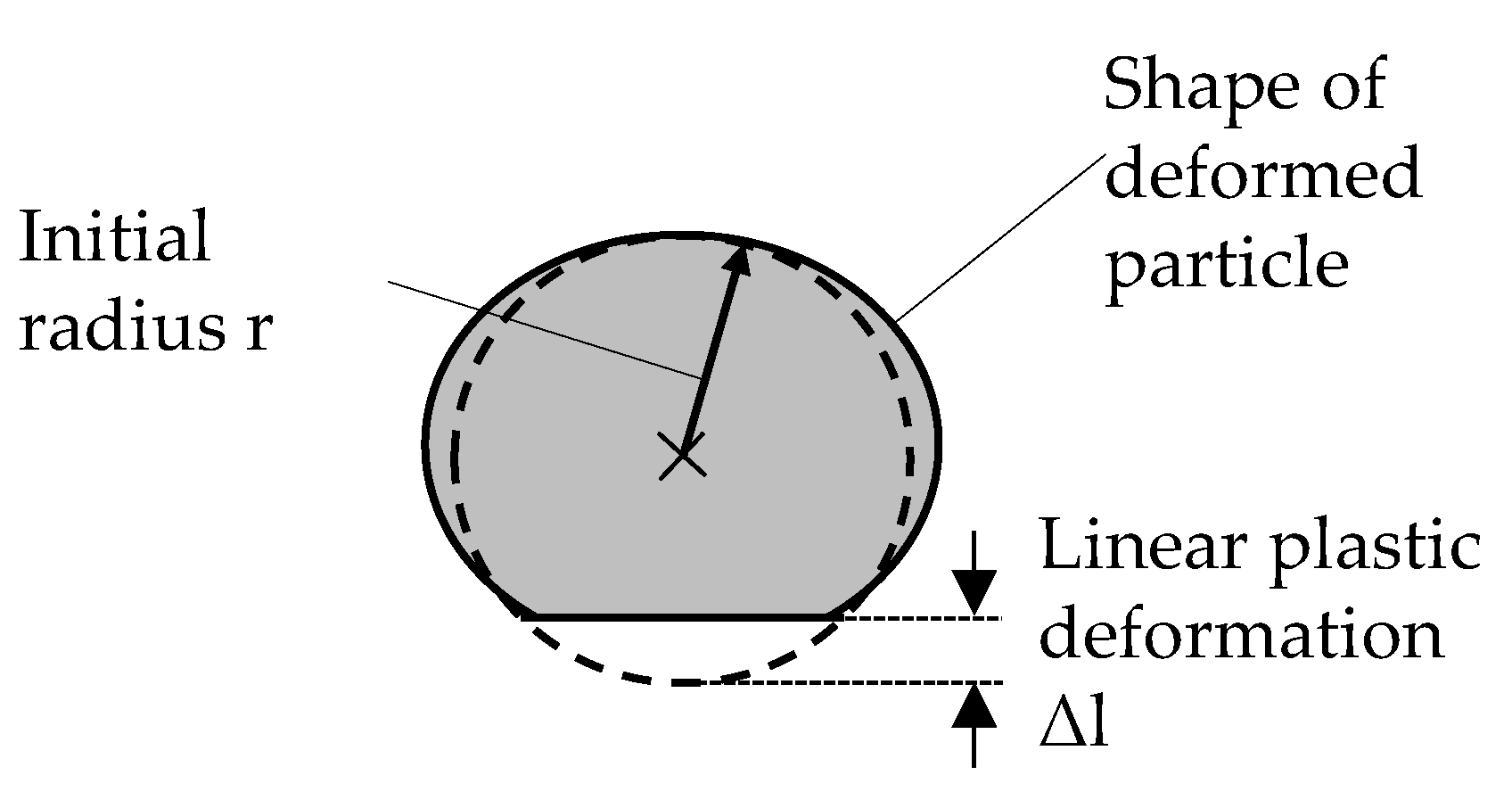
2.4. Particle-Oriented Peening
3. Results
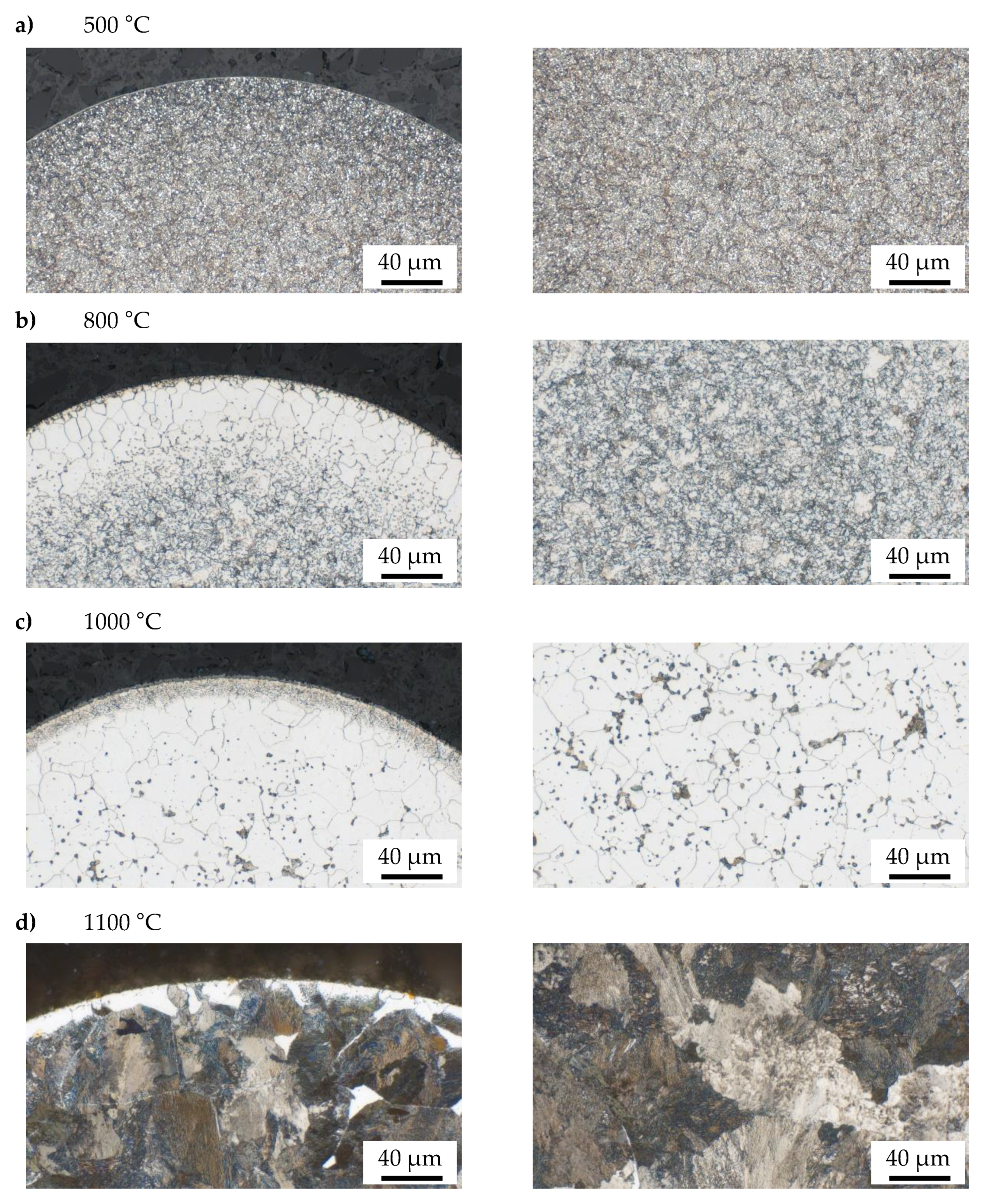
3.1. Heat-Treatment
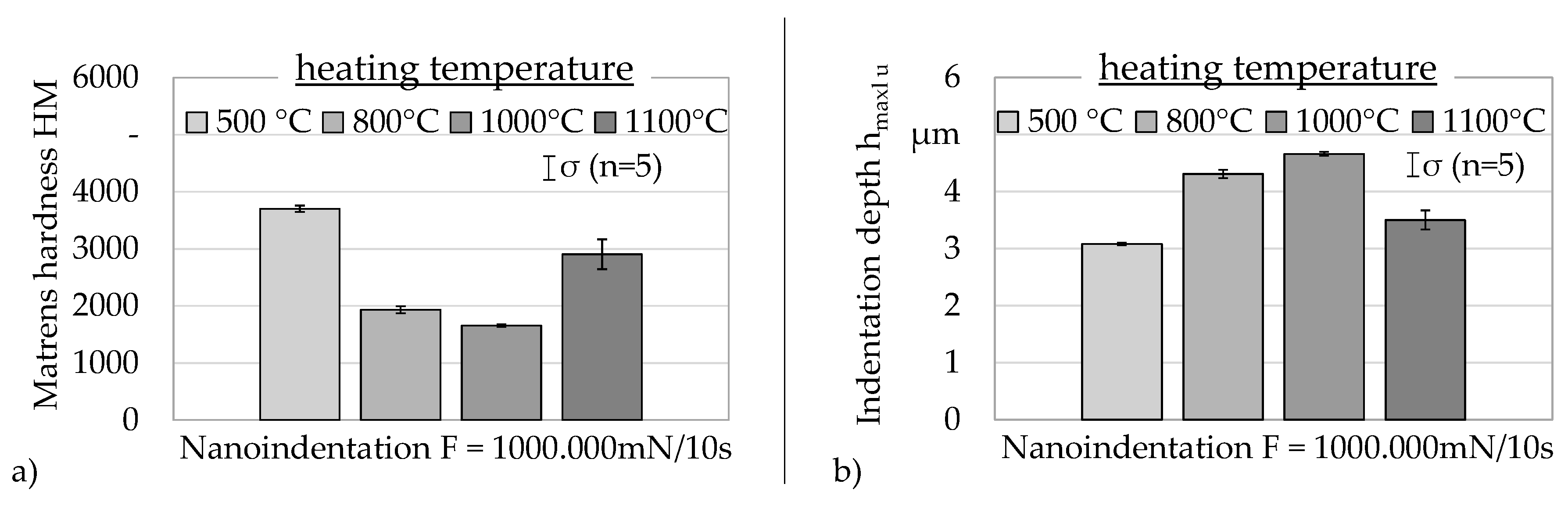
3.2. Microhardness Measurement
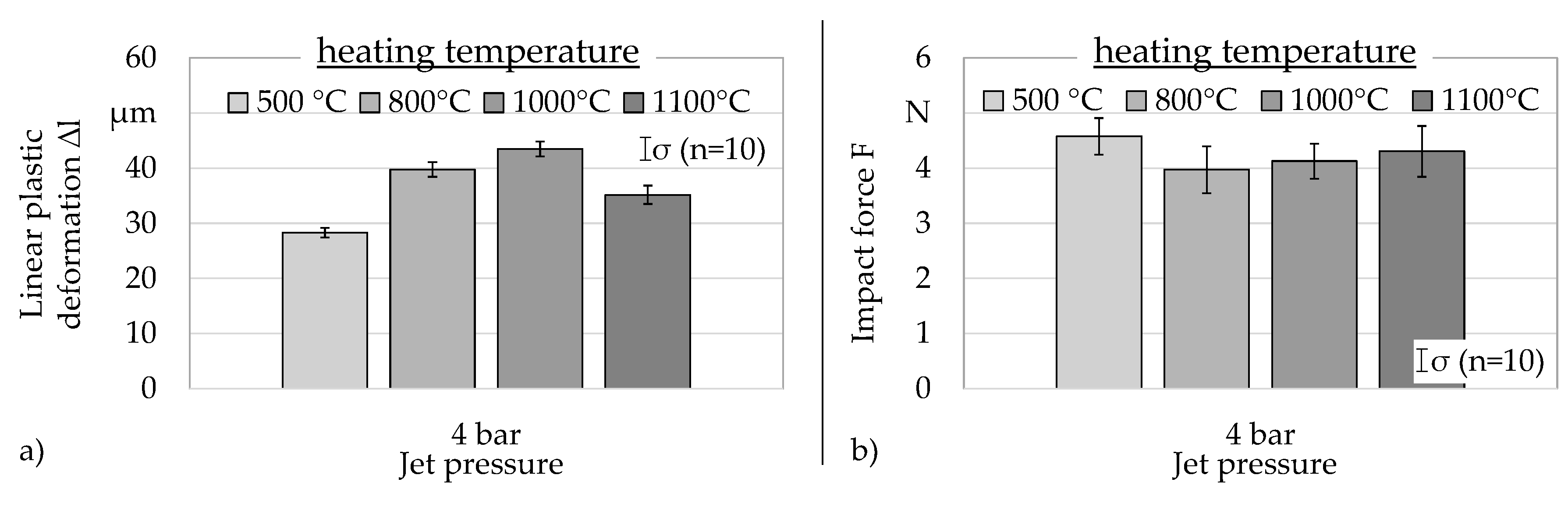
3.3. Particle-Oriented Peening
- Up to a heating temperature of 1000 °C, an increase in heating temperature results in an increasing linear plastic deformation.
- At heating temperatures above 1000 °C (cf. 1100 °C), a decrease of the linear plastic deformation can be observed.
4. Discussion
5. Conclusions and Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhao, J.C. The diffusion-multiple approach to designing alloys. Annu. Rev. Mater. Res. 2005, 35, 51–73. [Google Scholar] [CrossRef]
- Zhang, Q.F.; Zhao, J.C. Extracting interdiffusion coefficients from binary diffusion couples using traditional methods and a Forward-Simulation method. Intermetallics 2013, 37, 132–141. [Google Scholar] [CrossRef]
- Zhao, J. Combinatorial approaches as effective tools in the study of phase diagrams and Composition–Structure–Property relationships. Prog. Mater. Sci. 2006, 51, 557–631. [Google Scholar] [CrossRef]
- Zhao, J.C.; Zheng, X.A.; Cahill, D.G. High-Throughput measurements of materials properties. JOM 2011, 63, 40–44. [Google Scholar] [CrossRef]
- Ellendt, N.; Ciftci, N.; Goodreau, C.; Uhlenwinkel, V.; Mädler, L. Solidification of single droplets under combined cooling conditions. IOP Conf. Ser. Mater. Sci. Eng. 2016, 117, 12057. [Google Scholar] [CrossRef]
- Drechsler, R.; Eggersglüß, S.; Ellendt, N.; Huhn, S.; Mädler, L. Exploring Superior Structural Materials Using Multi-Objective Optimization and Formal Techniques. In Proceedings of the 6th IEEE International Symposium on Embedded Computing and System Design, Patna, India, 15–17 December 2016. [Google Scholar]
- Ellendt, N.; Mädler, L. High-Throughput Exploration of Evolutionary Structural Materials. HTM J. Heat Treat. Mater. 2018, 73, 3–12. [Google Scholar] [CrossRef]
- Morra, P.V.; Böttger, A.J.; Mittemeijer, E.J. Decomposition of Iron-Based Martensite. A kinetic analysis by means of differential scanning calorimetry and dilatometry. J. Therm. Anal. Calorim. 2001, 64, 905–914. [Google Scholar]
- Toenjes, A.; Sonnenberg, H.; Plump, C.; Drechsler, R.; von Hehl, A. Measurement and Evaluation of Calorimetric Descriptors for the Suitability for Evolutionary High-Throughput Material Development. Metals 2019, 9, 149. [Google Scholar] [CrossRef]
- Kämmler, J.; Wielki, N.; Guba, N.; Ellendt, N.; Meyer, D. Shot peening using spherical micro specimens generated in High-Throughput processes. Mater. Werkst. 2019, 50, 5–13. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Heating Rate | Temperature | Holding Time | Cooling Rate |
|---|---|---|---|---|
| 100Cr6-500 °C | 10 K/min | 500 °C | 20 min | 50 K/min |
| 100Cr6-800 °C | 10 K/min | 800 °C | 20 min | 50 K/min |
| 100Cr6-1000 °C | 10 K/min | 1000 °C | 20 min | 50 K/min |
| 100Cr6-1100 °C | 10 K/min | 1100 °C | 20 min | 50 K/min |
| Designation | Heating temperature | Wel [µJ] | Wpl [µJ] | EIT [GPa] |
|---|---|---|---|---|
| 100Cr6-500 °C | 500 °C | 0.184 ± 0.001 | 0.860 ± 0.008 | 230 ± 4 |
| 100Cr6-800 °C | 800 °C | 0.150 ± 0.003 | 1.316 ± 0.026 | 189 ± 2 |
| 100Cr6-1000 °C | 1000 °C | 0.125 ± 0.008 | 1.466 ± 0.023 | 207 ± 15 |
| 100Cr6-1100 °C | 1100 °C | 0.167 ± 0.007 | 1.022 ± 0.069 | 218 ± 3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Toenjes, A.; Wielki, N.; Meyer, D.; von Hehl, A. Analysis of Different 100Cr6 Material States Using Particle-Oriented Peening. Metals 2019, 9, 1056. https://doi.org/10.3390/met9101056
Toenjes A, Wielki N, Meyer D, von Hehl A. Analysis of Different 100Cr6 Material States Using Particle-Oriented Peening. Metals. 2019; 9(10):1056. https://doi.org/10.3390/met9101056
Chicago/Turabian StyleToenjes, Anastasiya, Nicole Wielki, Daniel Meyer, and Axel von Hehl. 2019. "Analysis of Different 100Cr6 Material States Using Particle-Oriented Peening" Metals 9, no. 10: 1056. https://doi.org/10.3390/met9101056
APA StyleToenjes, A., Wielki, N., Meyer, D., & von Hehl, A. (2019). Analysis of Different 100Cr6 Material States Using Particle-Oriented Peening. Metals, 9(10), 1056. https://doi.org/10.3390/met9101056