Secondary Recrystallization Goss Texture Development in a Binary Fe81Ga19 Sheet Induced by Inherent Grain Boundary Mobility

 ,
,
Abstract

1. Introduction
2. Materials and Methods
3. Results
3.1. Microstructure and Texture in Warm Rolled and Primarily Recrystallized Sheets
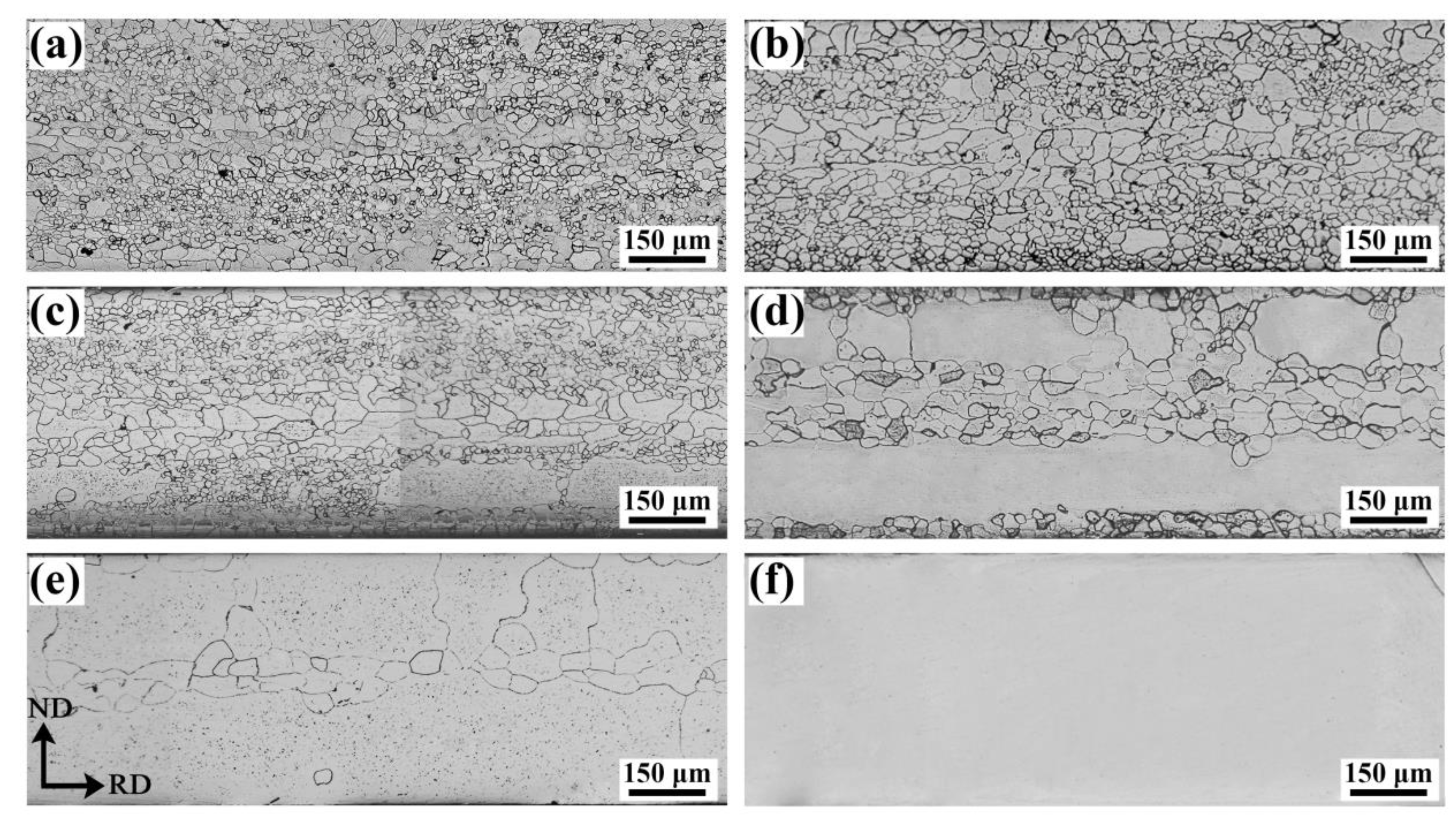
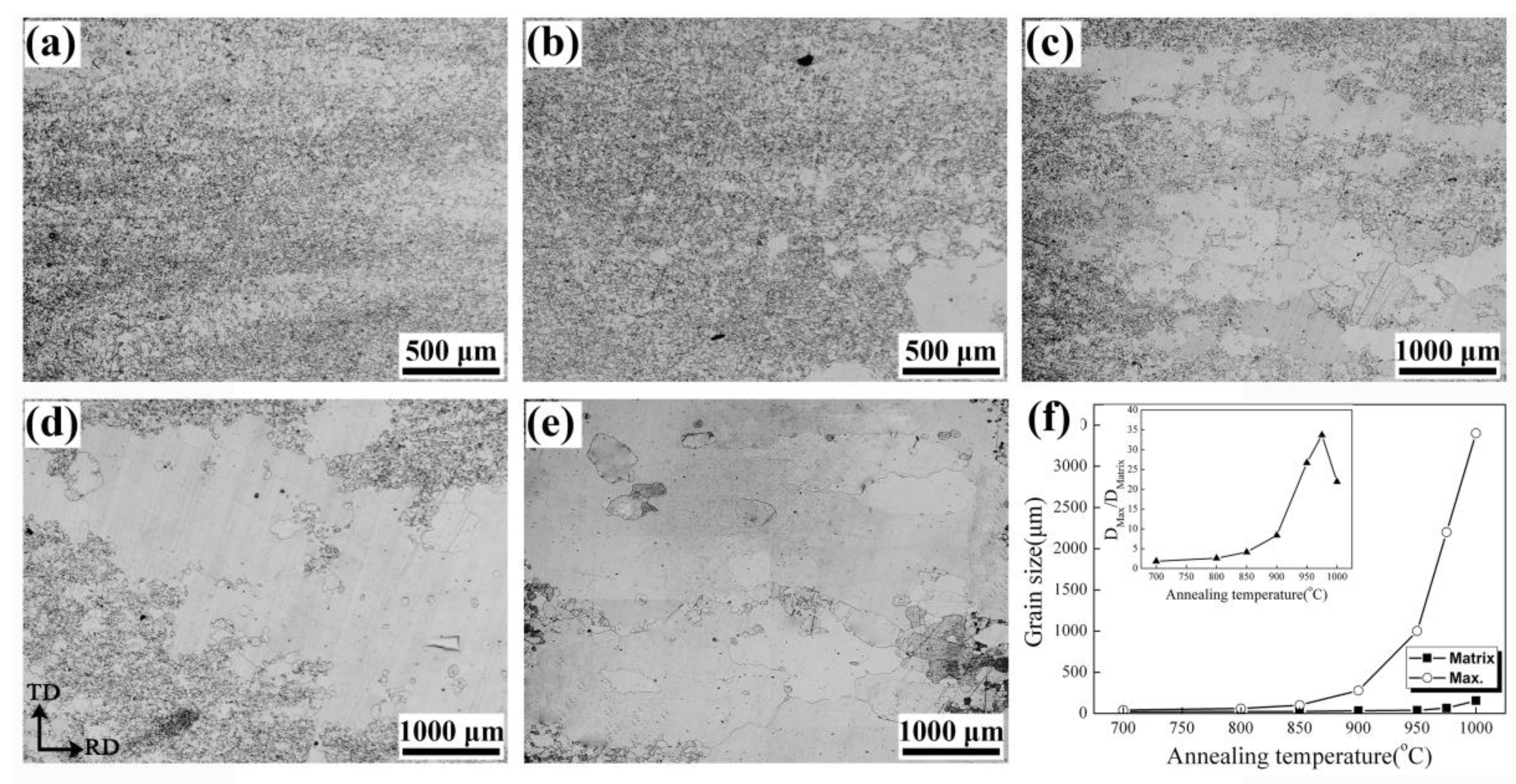
3.2. Microstructure, Texture, and Magnetostriction Evolution during the Heating Process
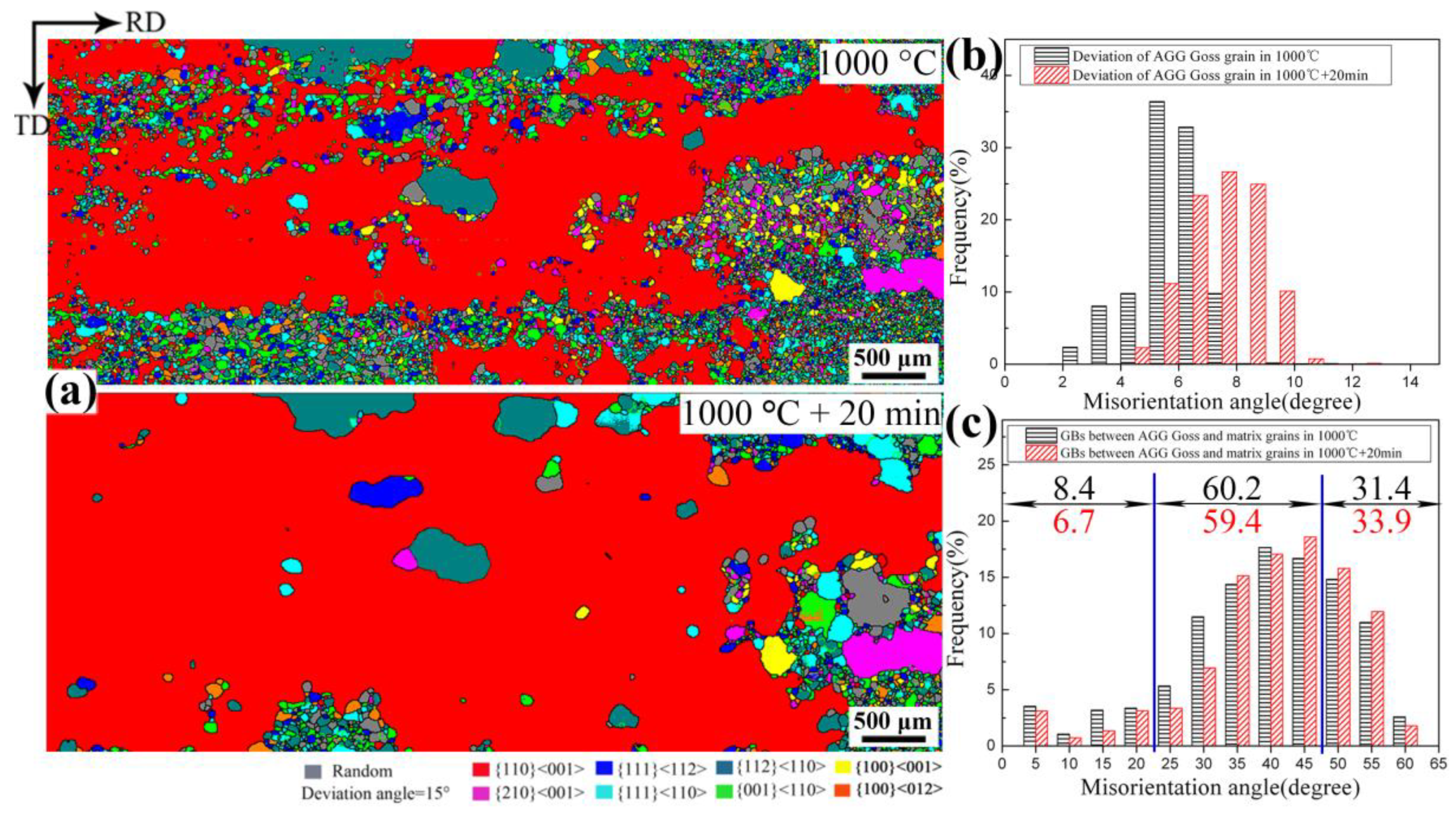
3.3. The Nucleation and Growth of Secondary Recrystallization Using Quasi-Situ EBSD Measurement
4. Discussion
4.1. Misorientation Angle Distribution at Primary Recrystallization
4.2. Development of Secondary Recrystallization by Inherent Grain Boundary Mobility
5. Conclusions
- The rolled binary Fe81Ga19 sheets with accurately centimeter-sized Goss grains were successfully produced by the inherent grain boundary mobility difference between Goss and matrix grains without conventional dependence on inhibitor and surface energy effects.
- A special, fine-grained primarily-recrystallized texture consisting of strong {112}–{111}<110> texture and weak Goss texture provides the inherent pinning effect for normal grain growth by a large fraction of low angle grain boundaries (<15°) and very high angle grain boundaries (>45°). More high energy grain boundaries (20–45°) around Goss grains supplies an advantage in grain boundary mobility for the preferential growth of Goss grains.
- Based on the development of grain orientation and grain boundary character distribution from 950 °C to 1025 °C by quasi-situ electron backscatter diffraction, the AGG of Goss grains originates from the preferred grain boundary mobility by the much higher fraction of the HEGBs around Goss grains, coupled with the orientation and misorientation angle distribution of adjacent matrix grains. The present result suggests that the complete secondary recrystallization can be realized by the inherent grain boundary mobility difference between target orientation and matrix grains in Fe-based, and other BCC alloys.
Author Contributions
Funding
Conflicts of Interest
References
- Clark, A.E.; Restorff, J.B.; Wun-Fogle, M.; Lograsso, T.A.; Schlagel, D.L. Magnetostrictive properties of body-centered cubic Fe-Ga and Fe-Ga-Al alloys. IEEE Trans. Magn. 2000, 36, 3238–3240. [Google Scholar] [CrossRef]
- Guruswamy, S.; Srisukhumbowornchai, N.; Clark, A.E.; Restorff, J.B.; Wun-Fogle, M. Strong, ductile, and low-field-magnetostrictive alloys based on Fe-Ga. Scr. Mater. 2000, 43, 239–244. [Google Scholar] [CrossRef]
- Kellogg, R.A.; Russell, A.M.; Lograsso, T.A.; Flatau, A.B.; Clark, A.E.; Wun-Fogle, M. Tensile properties of magnetostrictive iron-gallium alloys. Acta Mater. 2004, 52, 5043–5050. [Google Scholar] [CrossRef]
- Srisukhumbowornchai, N.; Guruswamy, S. Large magnetostriction in directionally solidified FeGa and FeGaAl alloys. J. Appl. Phys. 2001, 90, 5680–5688. [Google Scholar] [CrossRef]
- Kellogg, R.A.; Flatau, A.B.; Clark, A.E.; Wun-Fogle, M.; Lograsso, T.A. Texture and grain morphology dependencies of saturation magnetostriction in rolled polycrystalline Fe83Ga17. J. Appl. Phys. 2003, 93, 8495–8497. [Google Scholar] [CrossRef]
- Na, S.M.; Flatau, A.B. Secondary recrystallization, crystallographic texture and magnetostriction in rolled Fe-Ga based alloys. J. Appl. Phys. 2007, 101, 09N518. [Google Scholar] [CrossRef]
- Na, S.M.; Yoo, J.H.; Flatau, A.B. Abnormal (110) grain growth and magnetostriction in recrystallized galfenol with dispersed niobium carbide. IEEE Trans. Magn. 2009, 45, 4132–4135. [Google Scholar]
- He, Z.H.; Sha, Y.H.; Fu, Q.; Lei, F.; Jin, B.K.; Zhang, F.; Zuo, L. Sharp Goss texture and magnetostriction in binary Fe81Ga19 sheets. J. Magn. Magn. Mater. 2016, 417, 321–326. [Google Scholar] [CrossRef]
- Fu, Q.; Sha, Y.H.; He, Z.H.; Lei, F.; Zhang, F.; Zuo, L. Recrystallization texture and magnetostriction in binary Fe81Ga19 sheets. Acta Metall. Sin. 2017, 53, 90–96. [Google Scholar]
- Matsuo, M. Texture control in the production of grain oriented silicon steels. ISIJ Int. 1989, 29, 809–827. [Google Scholar] [CrossRef]
- Morawiec, A. Grain misorientations in theories of abnormal grain growth in silicon steel. Scr. Mater. 2000, 43, 275–278. [Google Scholar] [CrossRef]
- Hayakawa, Y.; Muraki, M.; Szpunar, J.A. The changes of grain boundary character distribution during the secondary recrystallization of electrical steel. Acta Mater. 1998, 46, 1063–1073. [Google Scholar] [CrossRef]
- Lin, P.; Palumbo, G.; Harase, J.; Aust, K.T. Coincidence Site Lattice (CSL) grain boundaries and Goss texture development in Fe-3% Si alloy. Acta Mater. 1996, 44, 4677–4683. [Google Scholar] [CrossRef]
- Rajmohan, N.; Szpunar, J.A.; Hayakawa, Y. A role of fractions of mobile grain boundaries in secondary recrystallization of Fe-Si steels. Acta Mater. 1999, 47, 2999–3008. [Google Scholar] [CrossRef]
- Heo, N.H.; Chai, K.H.; Na, J.G. Correlation between interfacial segregation and surface-energy-induced selective grain growth in 3% silicon-iron alloy. Acta Mater. 2000, 48, 2901–2910. [Google Scholar] [CrossRef]
- Na, S.M.; Flatau, A.B. Single grain growth and large magnetostriction in secondarily recrystallized Fe-Ga thin sheet with sharp Goss (011)[100] orientation. Scr. Mater. 2012, 66, 307–310. [Google Scholar] [CrossRef]
- Na, S.M.; Atwater, K.M.; Flatau, A.B. Particle pinning force thresholds for promoting abnormal grain growth in magnetostrictive Fe-Ga alloy sheets. Scr. Mater. 2015, 100, 1–4. [Google Scholar] [CrossRef]
- Yuan, C.; Li, J.H.; Zhang, W.L.; Bao, X.G.; Gao, X.X. Sharp Goss orientation and large magnetostriction in the rolled columnar-grained Fe-Ga alloys. J. Magn. Magn. Mater. 2015, 374, 459–462. [Google Scholar] [CrossRef]
- Li, J.H.; Yuan, C.; Qi, Q.L.; Bao, X.Q.; Gao, X.X. Effect of initial oriented columnar grains on the texture evolution and magnetostriction in Fe-Ga rolled sheets. Metals 2017, 7, 36. [Google Scholar] [CrossRef]
- Liu, Y.Y.; Li, J.H.; Gao, X.X. Influence of intermediate annealing on abnormal Goss grain growth in the rolled columnar-grained Fe-Ga-Al alloys. J. Magn. Magn. Mater. 2017, 435, 194–200. [Google Scholar] [CrossRef]
- He, Z.H.; Hao, H.B.; Sha, Y.H.; Li, W.L.; Zhang, F.; Zuo, L. Sharp secondary recrystallization and large magnetostriction in Fe81Ga19 sheet induced by composite nanometer-sized inhibitors. J. Magn. Magn. Mater. 2019, 478, 109–115. [Google Scholar] [CrossRef]
- Summers, E.M.; Meloy, R.; Na, S.M. Magnetostriction and texture relationships in annealed galfenol alloys. J. Appl. Phys. 2009, 105, 07A922. [Google Scholar] [CrossRef]
- He, Z.H.; Sha, Y.H.; Fu, Q.; Lei, F.; Zhang, F.; Zuo, L. Secondary recrystallization and magnetostriction in binary Fe81Ga19 thin sheets. J. Appl. Phys. 2016, 119, 123904. [Google Scholar] [CrossRef]
- Kestens, L.; Jonas, J.J.; Van Houtte, P.; Aernoudt, E. Orientation selective recrystallization of nonoriented electrical steels. Metall. Mater. Trans. A 1996, 27, 2347–2358. [Google Scholar] [CrossRef]
- He, Z.H.; Sha, Y.H.; Zhang, F.; Lin, F.F.; Zuo, L. Development of Strong η Fiber Recrystallization Texture in Rolled Fe81Ga19 Thin Sheet. Metall. Mater. Trans. A 2014, 45A, 129–133. [Google Scholar] [CrossRef]
- Samajdar, I.; Cicale, S.; Verlinden, B.; Van Houtte, P.; Abbruzzesse, G. Primary recrystallization in a grain oriented silicon steel: On the origin of Goss{110}[001] grains. Scr. Mater. 1998, 39, 1083–1088. [Google Scholar] [CrossRef]
- Park, J.T.; Szpunar, J.A. Evolution of recrystallization texture in nonoriented electrical steels. Acta Mater. 2003, 51, 3037–3051. [Google Scholar] [CrossRef]
- Cheng, Z.Y.; Liu, J.; Zhu, J.C.; Xiang, Z.D.; Jia, J.; Bi, Y.J. Microstructure, texture evolution and magnetic properties of Fe-6.5 wt. % Si and Fe-6.5 wt. % Si-0.5 wt. % Cu alloys during rolling and annealing treatment. Metals 2018, 8, 144. [Google Scholar] [CrossRef]
- Liu, J.L.; Sha, Y.H.; Zhang, F.; Li, J.C.; Yao, Y.C.; Zuo, L. Development of {210}<001> recrystallization texture in Fe-6.5 wt. % Si thin sheets. Scr. Mater. 2011, 65, 292–295. [Google Scholar] [CrossRef]
- Fu, Q.; Sha, Y.H.; Zhang, F.; Esling, C.; Zuo, L. Correlative effect of critical parameters for η recrystallization texture development in rolled Fe81Ga19 sheet: Modeling and experiment. Acta Mater. 2019, 167, 167–180. [Google Scholar] [CrossRef]
- He, Y.; Coey, J.M.D.; Schaefer, R.; Jiang, C. Determination of bulk domain structure and magnetization processes in bcc ferromagnetic alloys: Analysis of magnetostriction in Fe83Ga17. Phys. Rev. Mater. 2018, 2, 014412. [Google Scholar] [CrossRef]
- Omura, T.; Hayakawa, Y. Influence of Primary-Recrystallization Texture on Selective Growth of Goss Grains. Mater. Trans. 2013, 54, 14–21. [Google Scholar] [CrossRef]
- Hayakawa, Y.; Omura, T.; Imamura, T. Onset of Secondary Recrystallization in High Purity 3.3% Si Steel. ISIJ Int. 2014, 54, 2385–2393. [Google Scholar] [CrossRef][Green Version]
- Chen, N.; Zaefferer, S.; Lahn, L.; Günther, K.; Raabe, D. Effects of topology on abnormal grain growth in silicon steel. Acta Mater. 2003, 51, 1755–1765. [Google Scholar] [CrossRef]
- Morawiec, A. On abnormal growth of Goss grains in grain-oriented silicon steel. Scr. Mater. 2011, 64, 466–469. [Google Scholar] [CrossRef]
- Homma, H.; Hutchinson, B.; Kubota, T. The production mechanism of extensively sharp Goss orientation in HI-B material. J. Magn. Magn. Mater. 2003, 254, 331–333. [Google Scholar] [CrossRef]
- Ono, N.; Kimura, K.; Watanabe, T. Monte Carlo simulation of grain growth with the full spectra of grain orientation and grain boundary energy. Acta Mater. 1999, 47, 1007–1017. [Google Scholar] [CrossRef]
- Rajmohan, N.; Szpunar, J.A. An analytical method for characterizing grain boundaries around growing Goss grains during secondary recrystallization. Scr. Mater. 2001, 44, 2387–2392. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| GBCD | 950 °C (%) | 975 °C (%) | 1000 °C (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Matrix | Goss | A | B | Matrix | Goss | A | B | Matrix | Goss | A | B | |
| <15° | 22.6 | 6.0 | 0 | 8.1 | 20.9 | 6.2 | 1.2 | 6.1 | 17.6 | 8.7 | 2.1 | 12.6 |
| 20–45° | 32.8 | 64.6 | 100 | 63.1 | 34.1 | 63.5 | 83.0 | 64.3 | 42.1 | 62.1 | 79.1 | 60.6 |
| >45 | 34.1 | 25.1 | 0 | 27.5 | 35.2 | 26.2 | 14.5 | 28.0 | 33.8 | 25.4 | 16.8 | 20.4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Z.; Sha, Y.; Shan, N.; Gao, Y.; Lei, F.; Zhang, F.; Zuo, L. Secondary Recrystallization Goss Texture Development in a Binary Fe81Ga19 Sheet Induced by Inherent Grain Boundary Mobility. Metals 2019, 9, 1254. https://doi.org/10.3390/met9121254
He Z, Sha Y, Shan N, Gao Y, Lei F, Zhang F, Zuo L. Secondary Recrystallization Goss Texture Development in a Binary Fe81Ga19 Sheet Induced by Inherent Grain Boundary Mobility. Metals. 2019; 9(12):1254. https://doi.org/10.3390/met9121254
Chicago/Turabian StyleHe, Zhenghua, Yuhui Sha, Ning Shan, Yongkuang Gao, Fan Lei, Fang Zhang, and Liang Zuo. 2019. "Secondary Recrystallization Goss Texture Development in a Binary Fe81Ga19 Sheet Induced by Inherent Grain Boundary Mobility" Metals 9, no. 12: 1254. https://doi.org/10.3390/met9121254
APA StyleHe, Z., Sha, Y., Shan, N., Gao, Y., Lei, F., Zhang, F., & Zuo, L. (2019). Secondary Recrystallization Goss Texture Development in a Binary Fe81Ga19 Sheet Induced by Inherent Grain Boundary Mobility. Metals, 9(12), 1254. https://doi.org/10.3390/met9121254