Phase Stability and Microstructure Evolution of Solution-Hardened 316L Powder Feedstock for Thermal Spraying




Abstract
:1. Introduction
2. Materials and Methods
3. Results
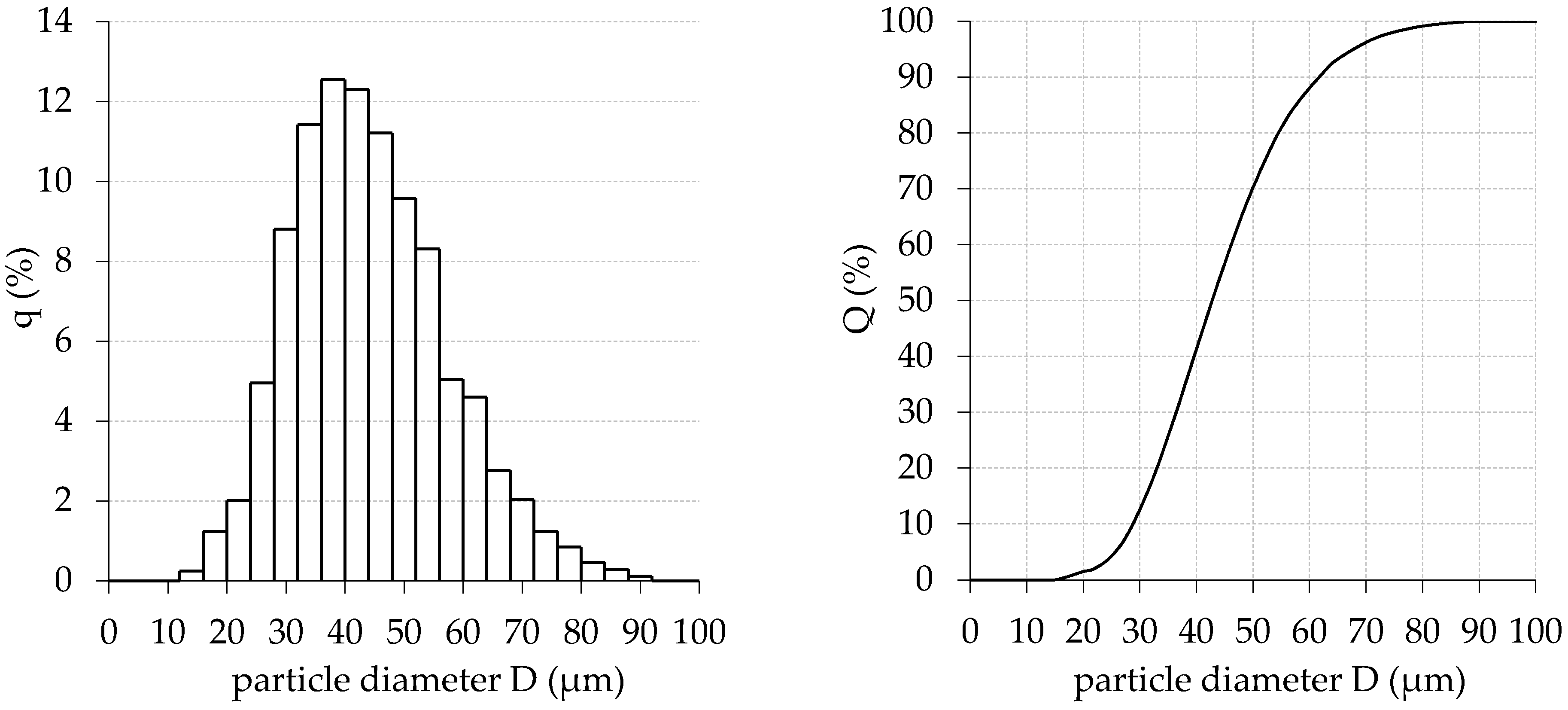
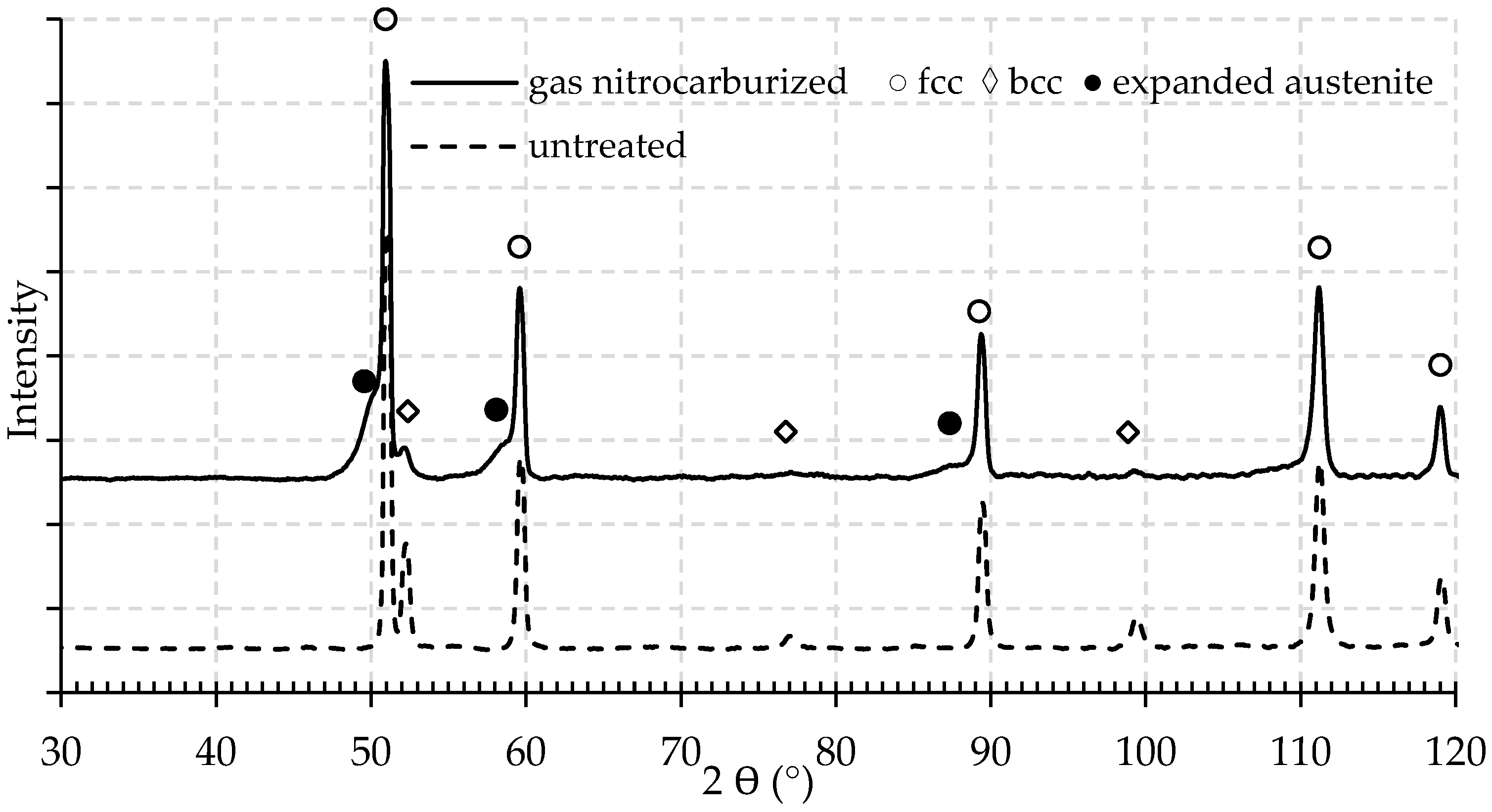
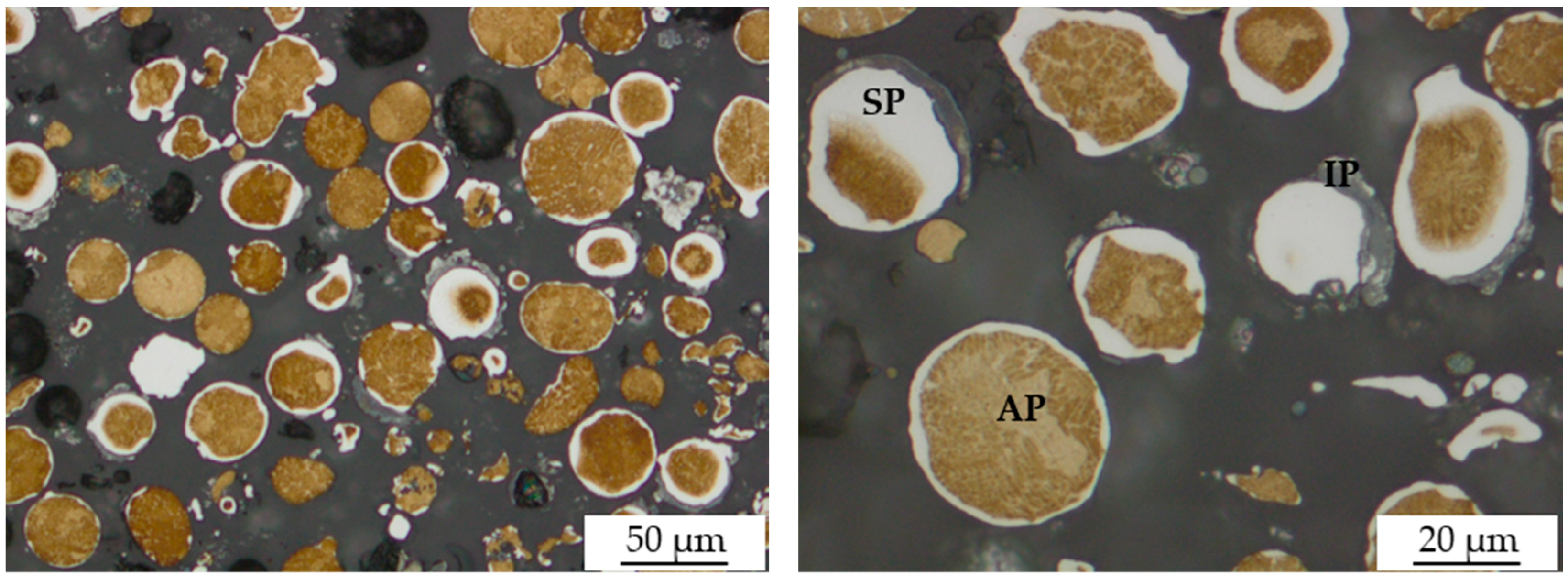
3.1. Powder Characterization
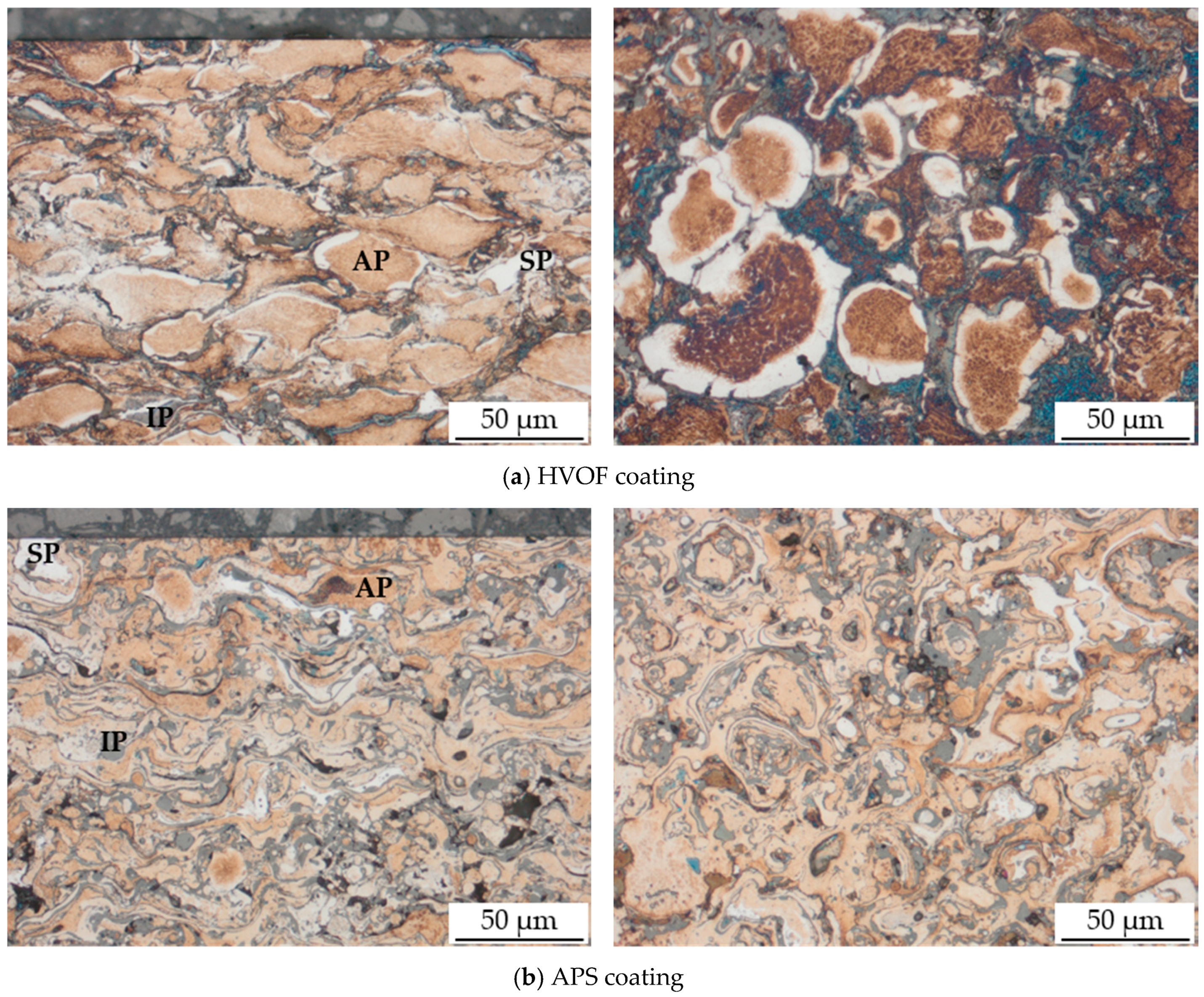
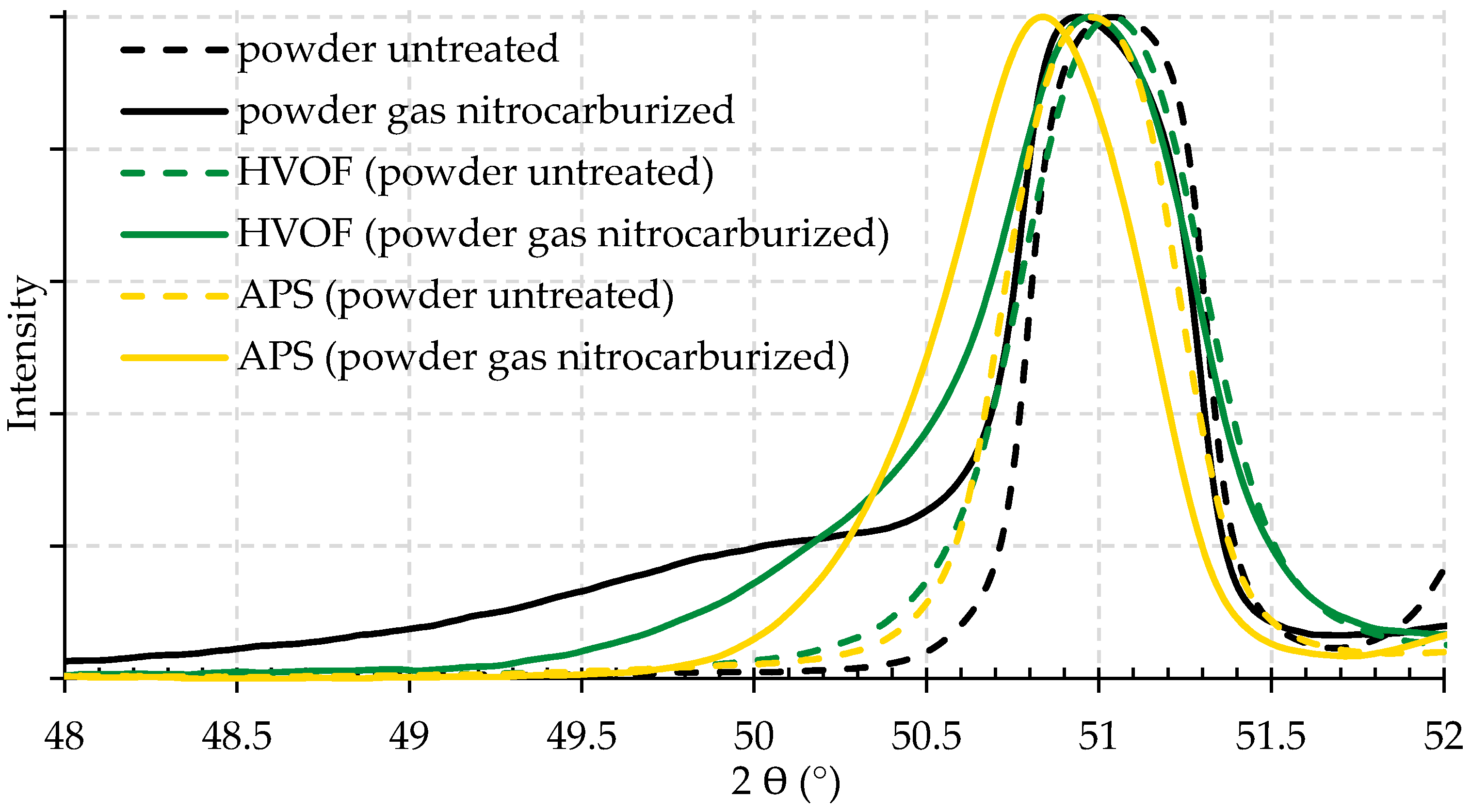
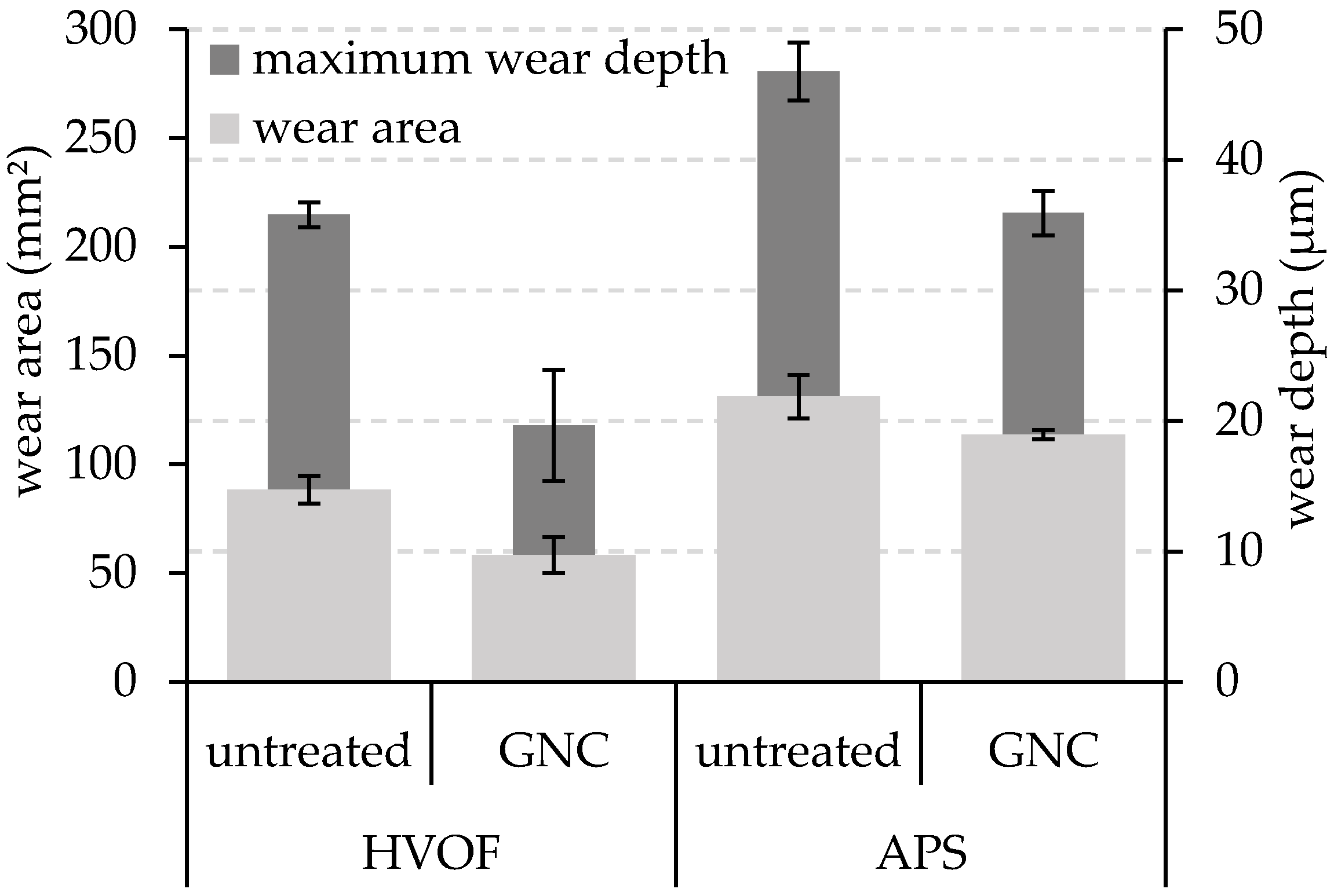
3.2. Coating Characterization
4. Summary
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Somers, M.A.J.; Christiansen, T.L. Low temperature surface hardening of stainless steel. In Thermochemical Surface Engineering of Steels; Mittemeijer, E.J., Somers, M.A.J., Eds.; Elsevier: Amsterdam, The Netherlands, 2015; pp. 557–579. [Google Scholar]
- Zhao, C.; Li, C.X.; Dong, H.; Bell, T. Low temperature plasma nitrocarburising of AISI 316 austenitic stainless steel. Surf. Coat. Technol. 2005, 191, 195–200. [Google Scholar]
- Bell, T. Current status of supersaturated surface engineered S-phase materials. In Key Engineering Materials; Trans Tech Publications: Zurich, Switzerland, 2008; pp. 289–295. [Google Scholar]
- Adachi, S.; Ueda, N. Combined plasma carburizing and nitriding of sprayed AISI 316L coating for improved wear resistance. Surf. Coat. Technol. 2014, 259, 44–49. [Google Scholar] [CrossRef]
- Nestler, M.C.; Spies, H.; Hermann, K. Production of duplex coatings by thermal spraying and nitriding. Surf. Eng. 1996, 12, 299–302. [Google Scholar] [CrossRef]
- Park, G.; Bae, G.; Moon, K.; Lee, C. Effect of plasma nitriding and nitrocarburinzing on HVOF-sprayed stainless steel coatings. J. Therm. Spray Technol. 2013, 22, 1366–1373. [Google Scholar] [CrossRef]
- Wielage, B.; Rupprecht, C.; Lindner, T.; Hunger, R. Surface modification of austenitic thermal spray coatings by low-temperature carburization. In Proceedings of the International Thermal Spray Conference & Exposition, Hamburg, Germany, 27–29 September 2011. [Google Scholar]
- Adachi, S.; Ueda, N. Formation of S-phase layer on plasma sprayed AISI 316L stainless steel coating by plasma nitriding at low temperature. Thin Solid Films 2012, 523, 11–14. [Google Scholar] [CrossRef]
- Adachi, S.; Ueda, N. Effect of Cold-Spray Conditions Using a Nitrogen Propellant Gas on AISI 316L Stainless Steel-Coating Microstructures. Coatings 2017, 7, 87. [Google Scholar] [CrossRef]
- Adachi, S.; Ueda, N. Wear and Corrosion Properties of Cold-Sprayed AISI 316L Coatings Treated by Combined Plasma Carburizing and Nitriding at Low Temperature. Coatings 2018, 8, 456. [Google Scholar] [CrossRef]
- Lindner, T.; Mehner, T.; Lampke, T. Surface modification of austenitic thermal-spray coatings by low-temperature nitrocarburizing. In IOP Conf. Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2016; Volume 118. [Google Scholar] [CrossRef]
- Lindner, T.; Kutschmann, P.; Löbel, M.; Lampke, T. Hardening of HVOF-Sprayed Austenitic Stainless-Steel Coatings by Gas Nitriding. Coatings 2018, 8, 348. [Google Scholar] [CrossRef]
- Duan, C.; Shen, Y.; Feng, X.; Chen, C.; Zhang, J. Nitriding of Fe–18Cr–11Mn powders using mechanical alloying method through aerating nitrogen circularly. Mater. Sci. Technol. 2016, 32, 1231–1239. [Google Scholar] [CrossRef]
- Gnedovets, A.G.; Ankudinov, A.B.; Zelenskii, V.A.; Kovalev, E.P.; Wisniewska-Weinert, H.; Alymov, M.I. Synthesis of Micron Particles with Fe–Fe4N Core–Shell Structure at Low-Temperature Gaseous Nitriding of Iron Powder in a Stream of Ammonia. Inorg. Mater. Appl. Res. 2016, 7, 303–309. [Google Scholar] [CrossRef]
- Li, X.; Sun, Y.; Bell, T. The Stability of the Nitrogen S-phase in Austenitic Stainless Steel. Z. Metallkd. 1999, 90, 901–907. [Google Scholar]
- Tschiptschin, A.P.; Nishikawa, A.S.; Varela, L.B.; Pinedo, C.E. Thermal stability of expanded austenite formed on a DC plasma nitride 316L austenitic stainless steel. Thin Solid Films 2017, 644, 156–165. [Google Scholar] [CrossRef]
- Li, Y.; Wang, Z.; Wang, L. Surface properties of nitrided layer on AISI 316L austenitic stainless steel produced by high temperature plasma nitriding in short time. Appl. Surf. Sci. 2014, 298, 243–250. [Google Scholar] [CrossRef]
- Bottoli, F.; Jellesen, M.S.; Christiansen, T.L.; Winther, G.; Somers, M.A.J. High temperature solution-nitriding and low-temperature nitriding of AISI 316: Effect on pitting potential and crevice corrosion performance. Appl. Surf. Sci. 2018, 431, 24–31. [Google Scholar] [CrossRef]
- Wielage, B.; Rupprecht, C.; Lindner, T.; Drehmann, R. Utilisation potential of water-atomised metal powders for thermal spraying. Keram. Z. 2010, 62, 336–339. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spray Process | Kerosene/Oxygen Flow Rate | Argon/Hydrogen Flow Rate | Current | Spraying Distance | Nozzle | Transverse Speed | Offset | Powder Feed Rate | Gas Feed (Argon) |
|---|---|---|---|---|---|---|---|---|---|
| (l/h) | (l/min) | (A) | (mm) | (mm) | (m/s) | (mm) | (g/min) | (l/min) | |
| HVOF | 0.4/900 | - | - | 350 | 150/14 | 1 | 5 | 70 | 2 × 8 |
| APS | - | 50/10 | 600 | 140 | 6 | 1 | 5 | 76 | 2 × 4 |
| Scratch Test | |
|---|---|
| mode | progressive |
| force | 1–200 N |
| speed | 2.5 mm/min |
| length | 5 mm |
| tip | truncated diamond cone |
| radius | 200 µm |
| Parameter | D10 | D90 | D50 | D32 | Modal Value |
|---|---|---|---|---|---|
| ø (µm) | 28.7 | 61.9 | 42.9 | 37.1 | 38.1 |
| Position | Center of Particle (Colored) | Edge of Particle (Bright Layer) | ||||
|---|---|---|---|---|---|---|
| sample | powder | HVOF | APS | powder | HVOF | APS |
| HV 0.001 | 260 | 356 | 336 | 1120 | 1085 | 713 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lindner, T.; Löbel, M.; Lampke, T. Phase Stability and Microstructure Evolution of Solution-Hardened 316L Powder Feedstock for Thermal Spraying. Metals 2018, 8, 1063. https://doi.org/10.3390/met8121063
Lindner T, Löbel M, Lampke T. Phase Stability and Microstructure Evolution of Solution-Hardened 316L Powder Feedstock for Thermal Spraying. Metals. 2018; 8(12):1063. https://doi.org/10.3390/met8121063
Chicago/Turabian StyleLindner, Thomas, Martin Löbel, and Thomas Lampke. 2018. "Phase Stability and Microstructure Evolution of Solution-Hardened 316L Powder Feedstock for Thermal Spraying" Metals 8, no. 12: 1063. https://doi.org/10.3390/met8121063
APA StyleLindner, T., Löbel, M., & Lampke, T. (2018). Phase Stability and Microstructure Evolution of Solution-Hardened 316L Powder Feedstock for Thermal Spraying. Metals, 8(12), 1063. https://doi.org/10.3390/met8121063