Microstructure and Fatigue Behavior of a Ni-Cu-Sn Alloy



Abstract
:1. Introduction
2. Materials and Mechanical Tests Description
- homogenization treated at 840 C for 8 h;
- after solution treatment at 820 C for 1 h;
- quenched into water;
- isothermal aging at 400 C for 4 h.
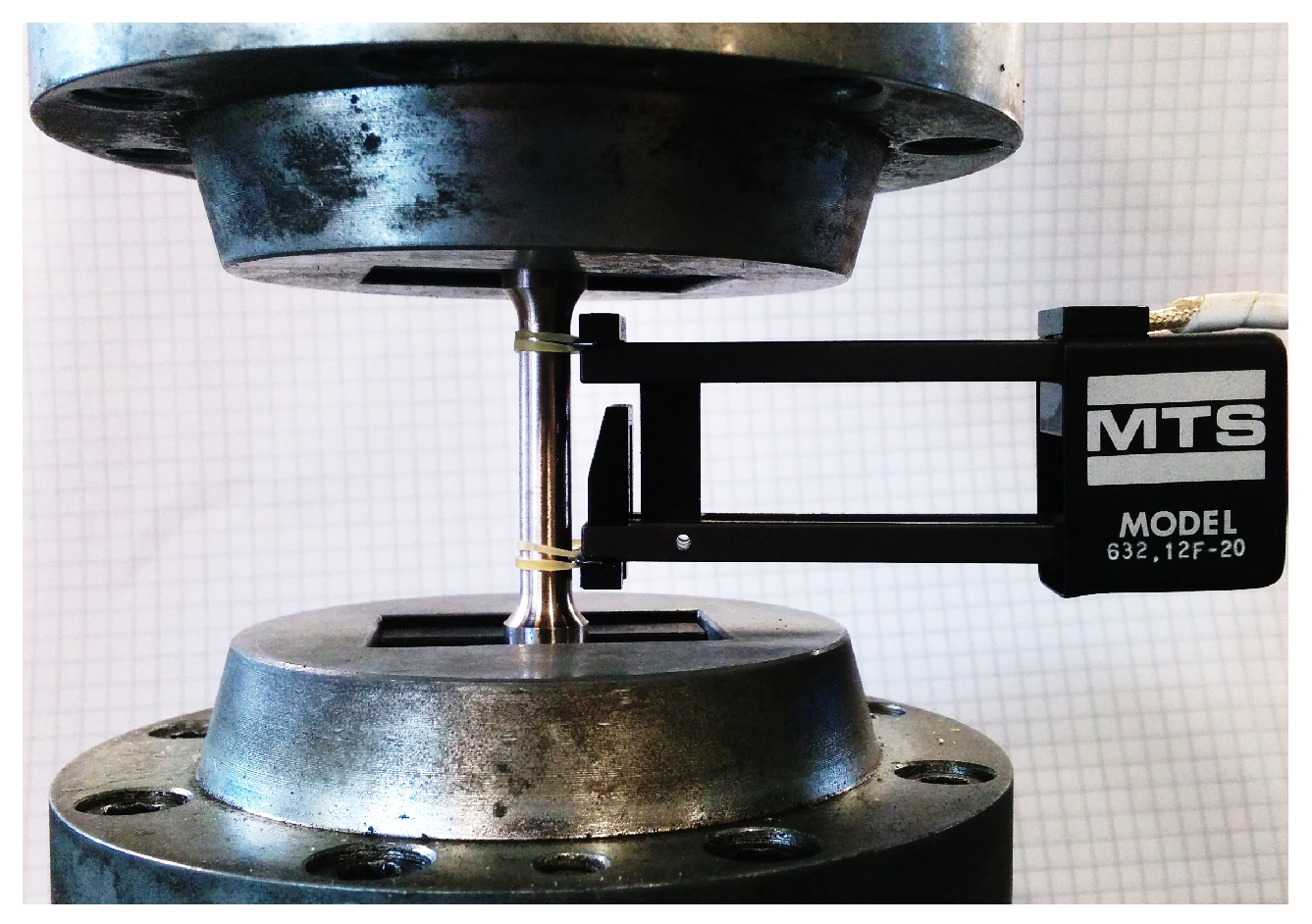
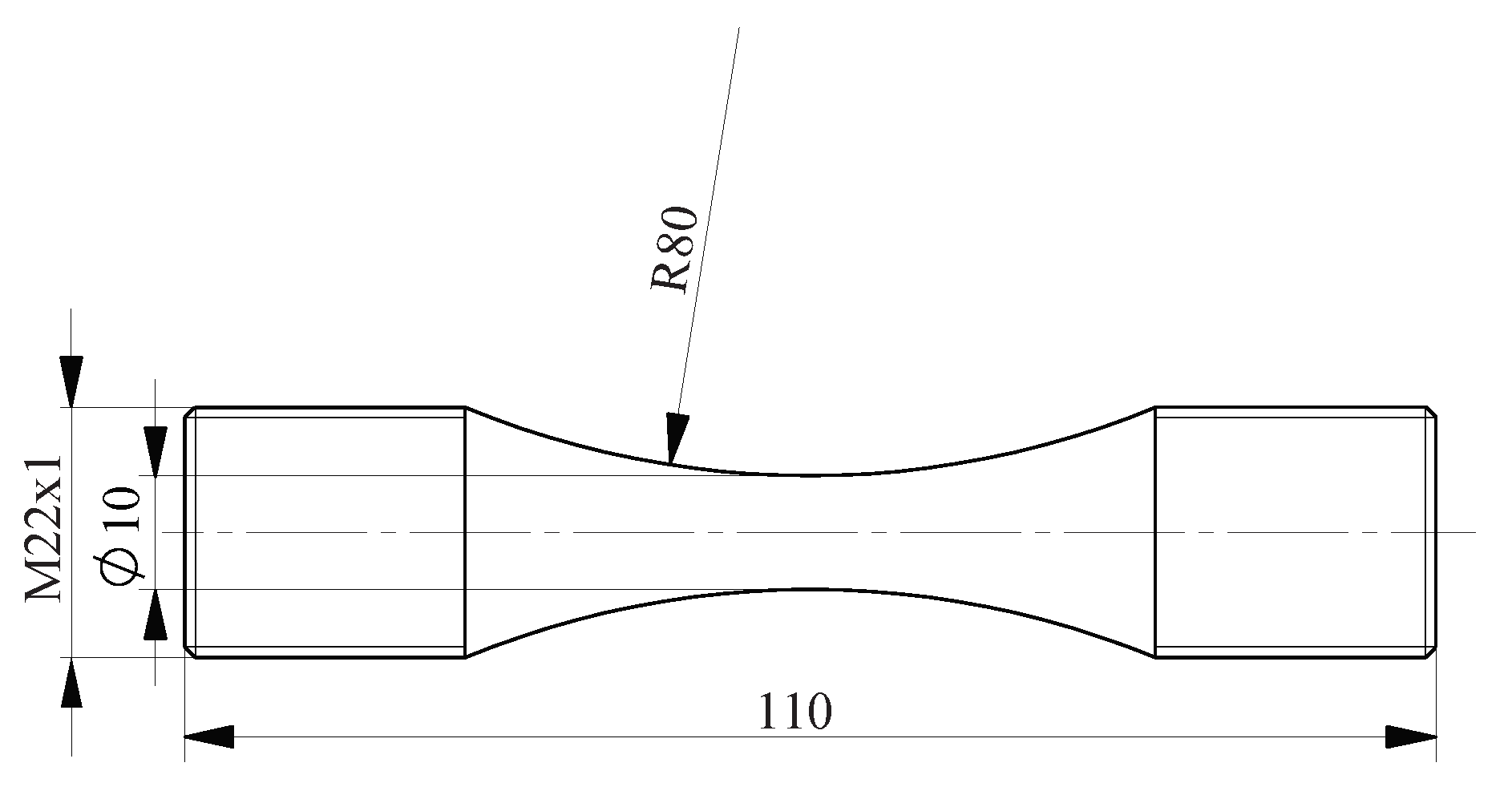
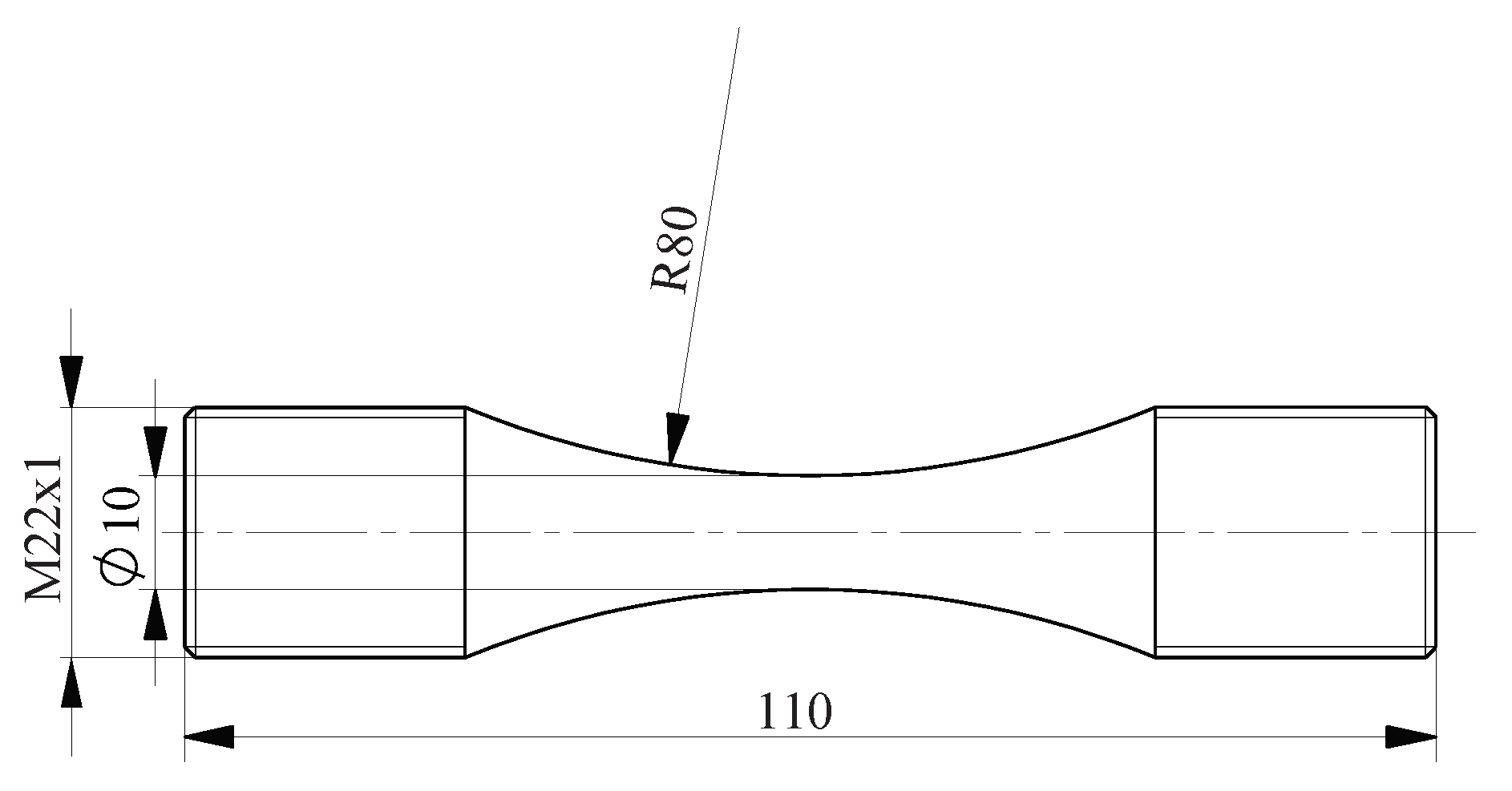
2.1. Tensile Test Description
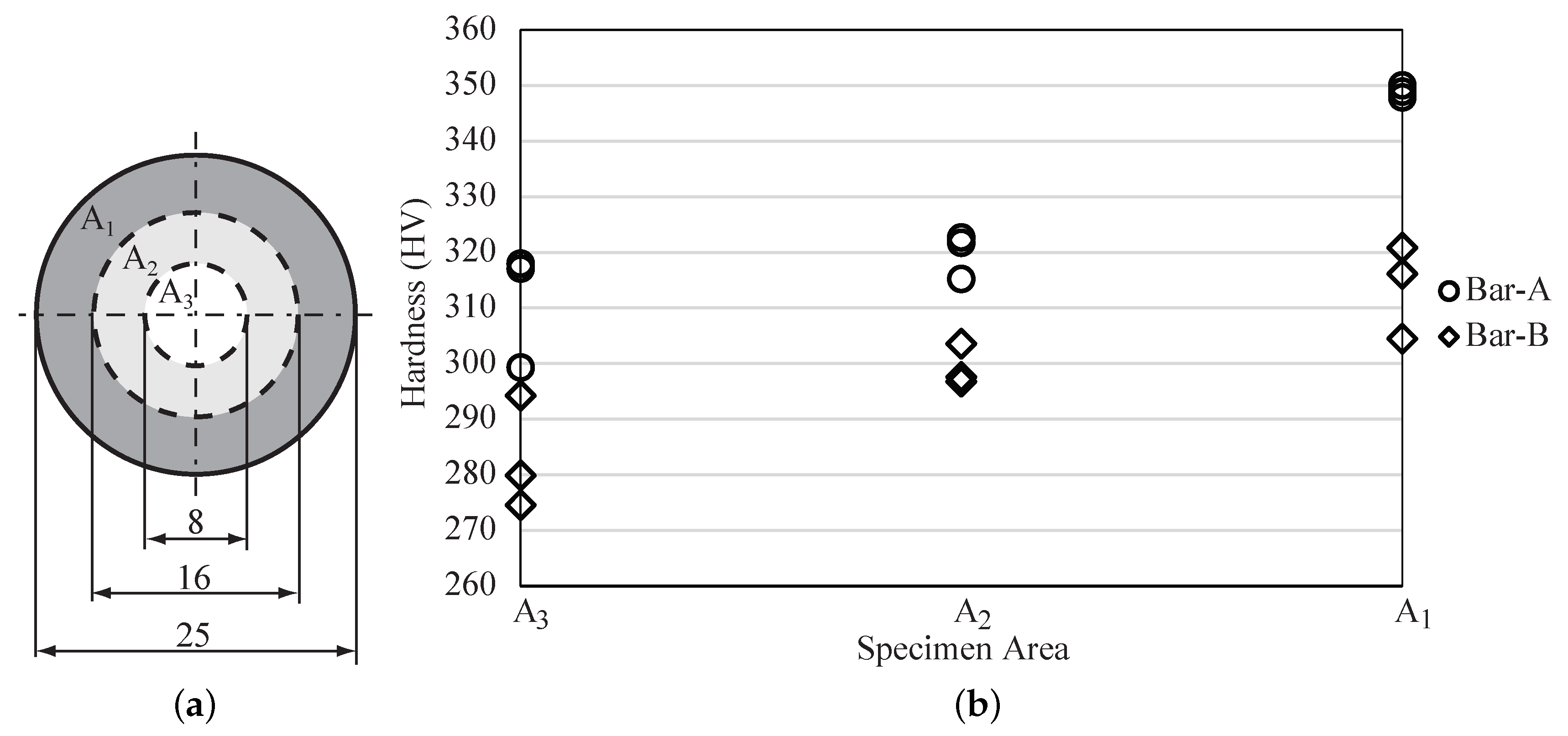
2.2. Microstructural Analysis and Hardness Test Description
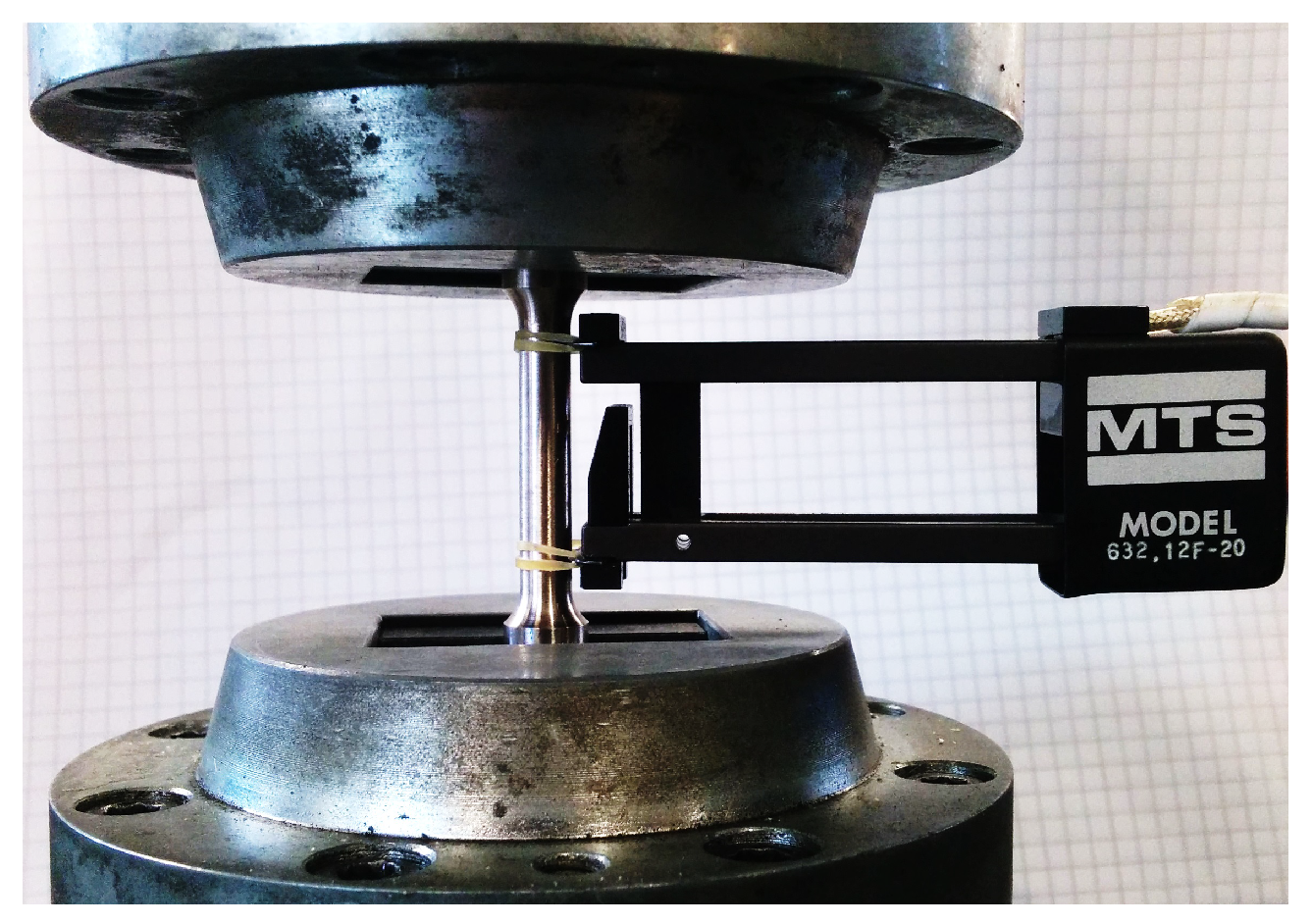
2.3. Fatigue Tests Description
3. Results
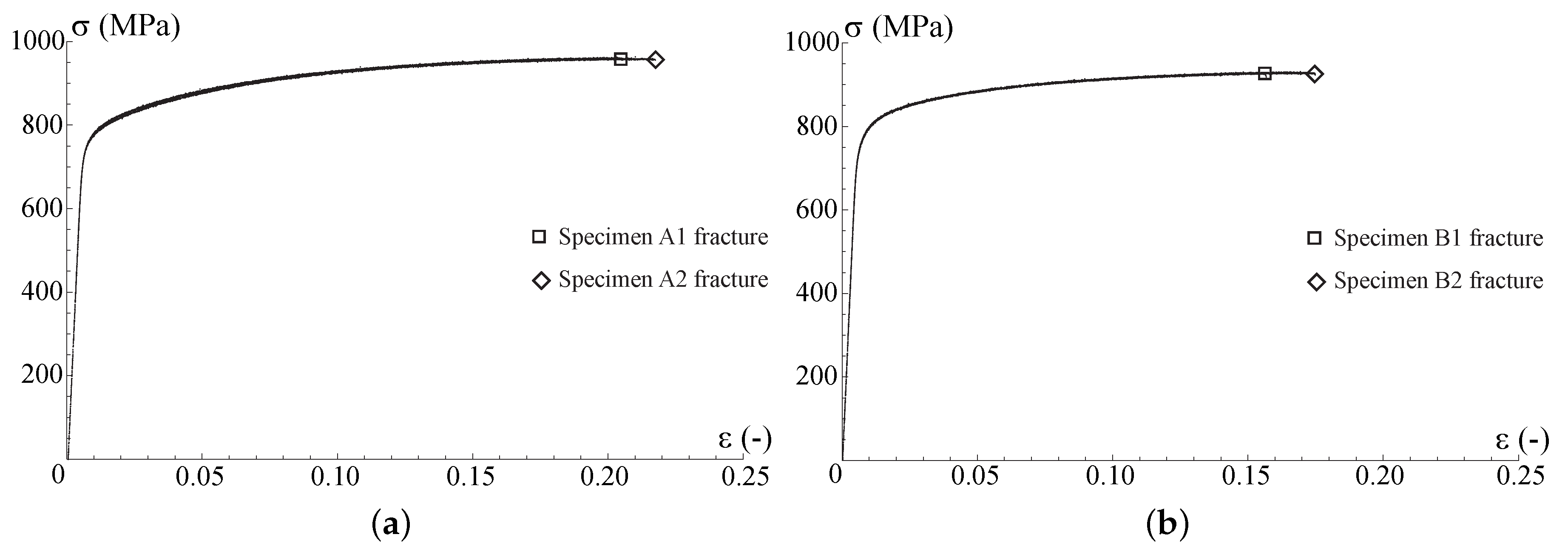
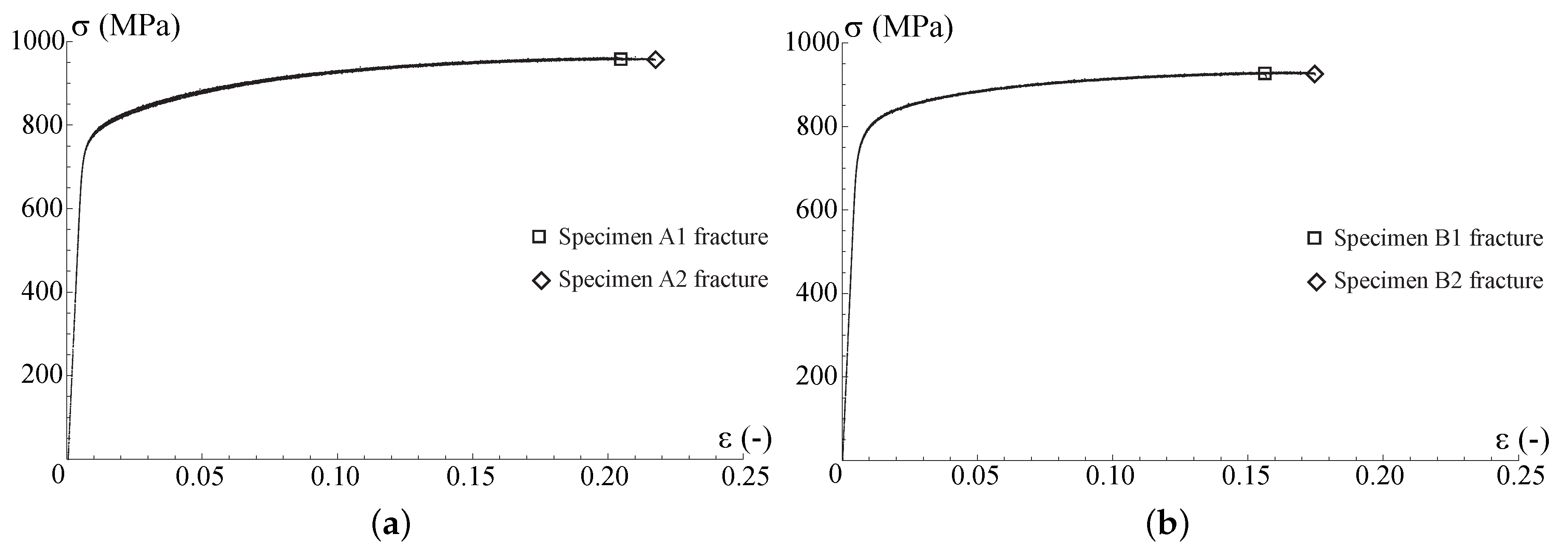
3.1. Tensile Tests Results
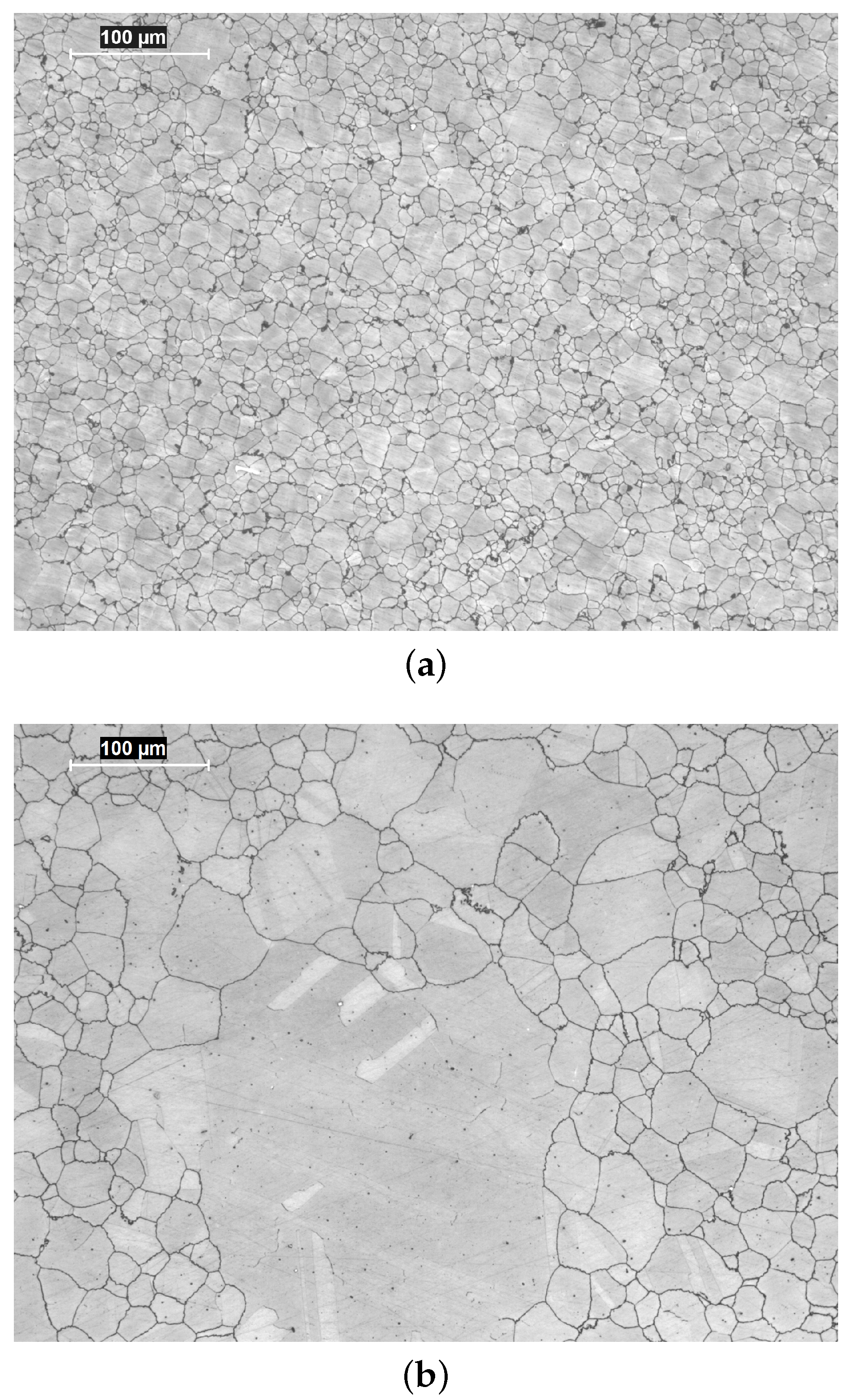
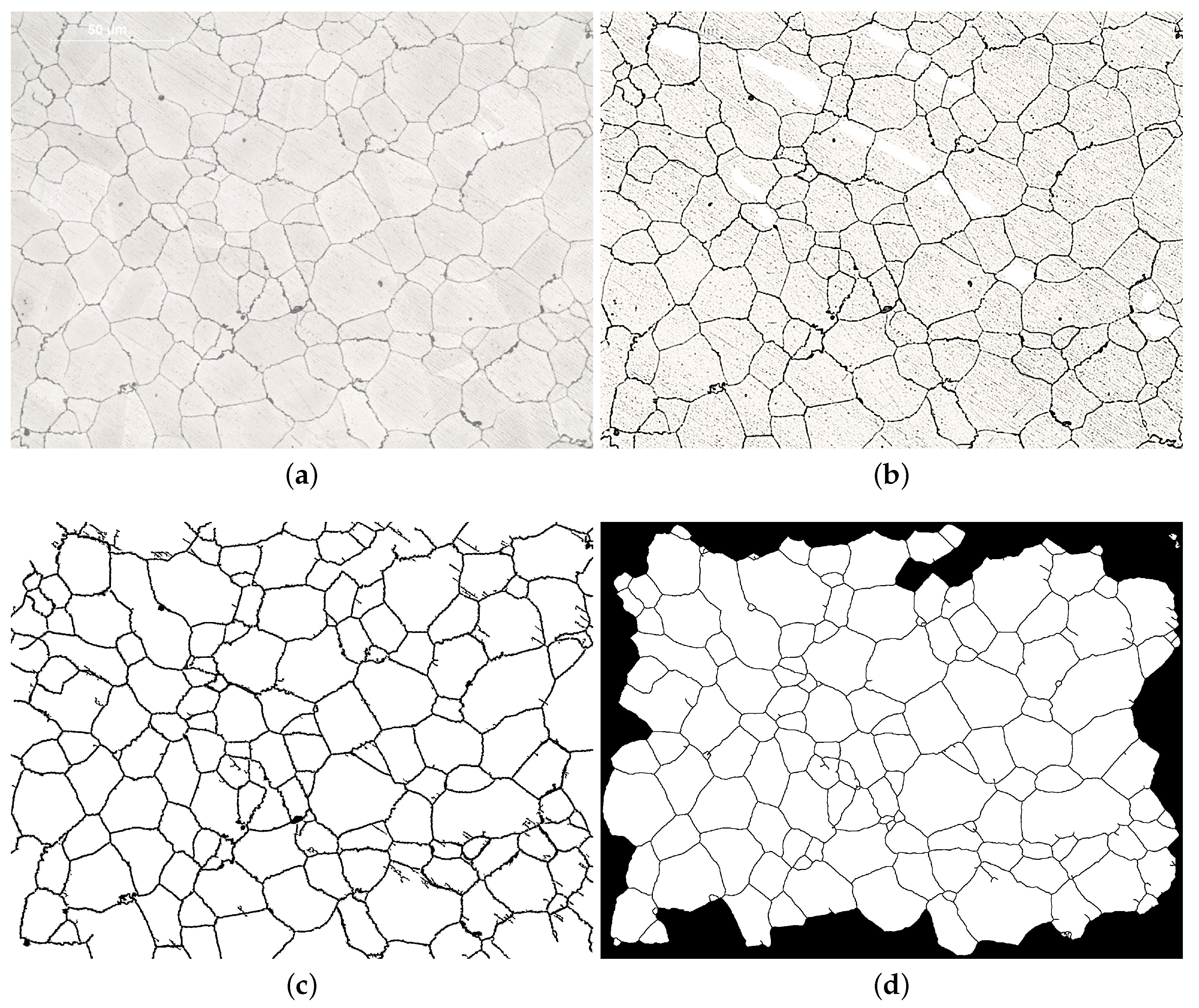
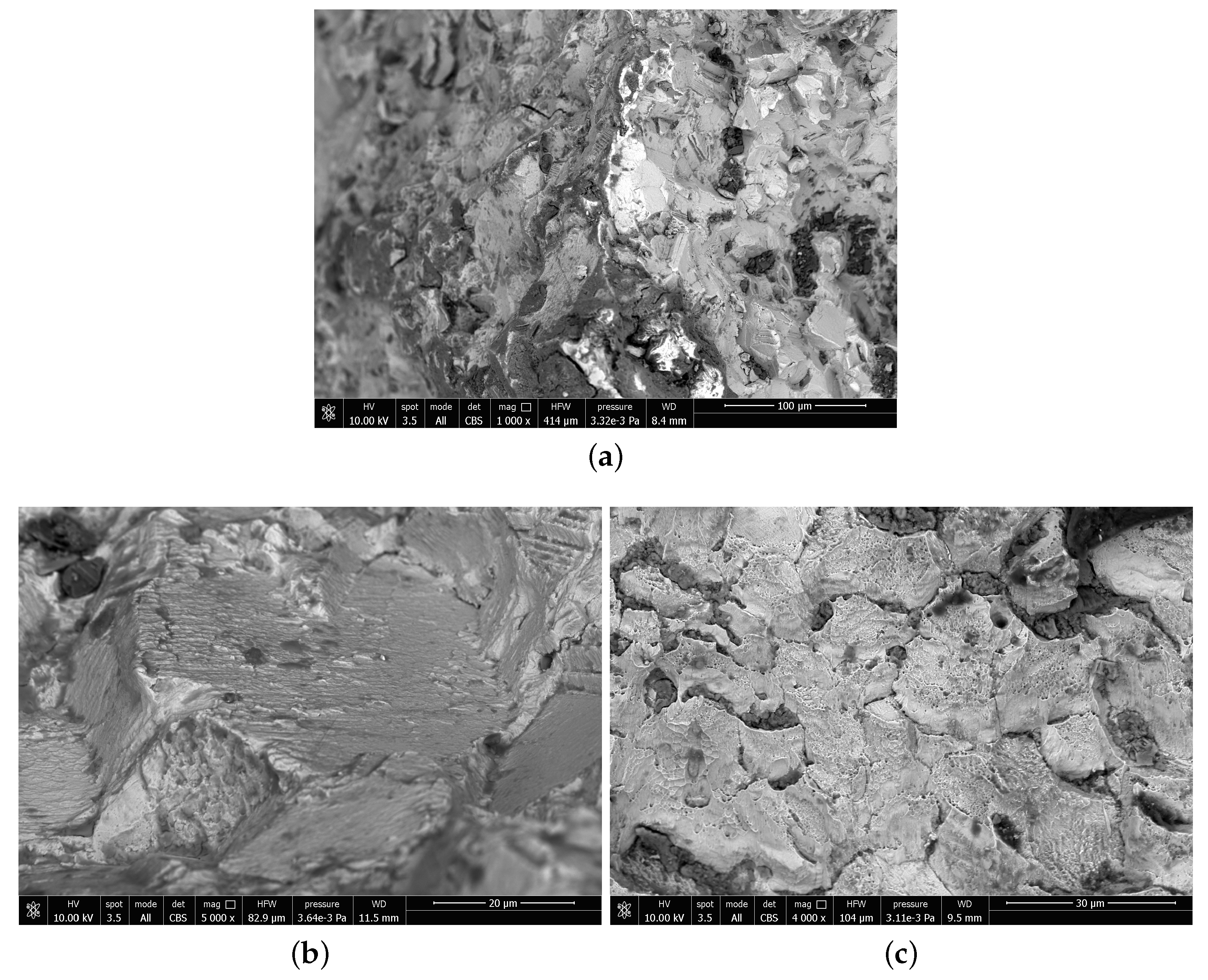
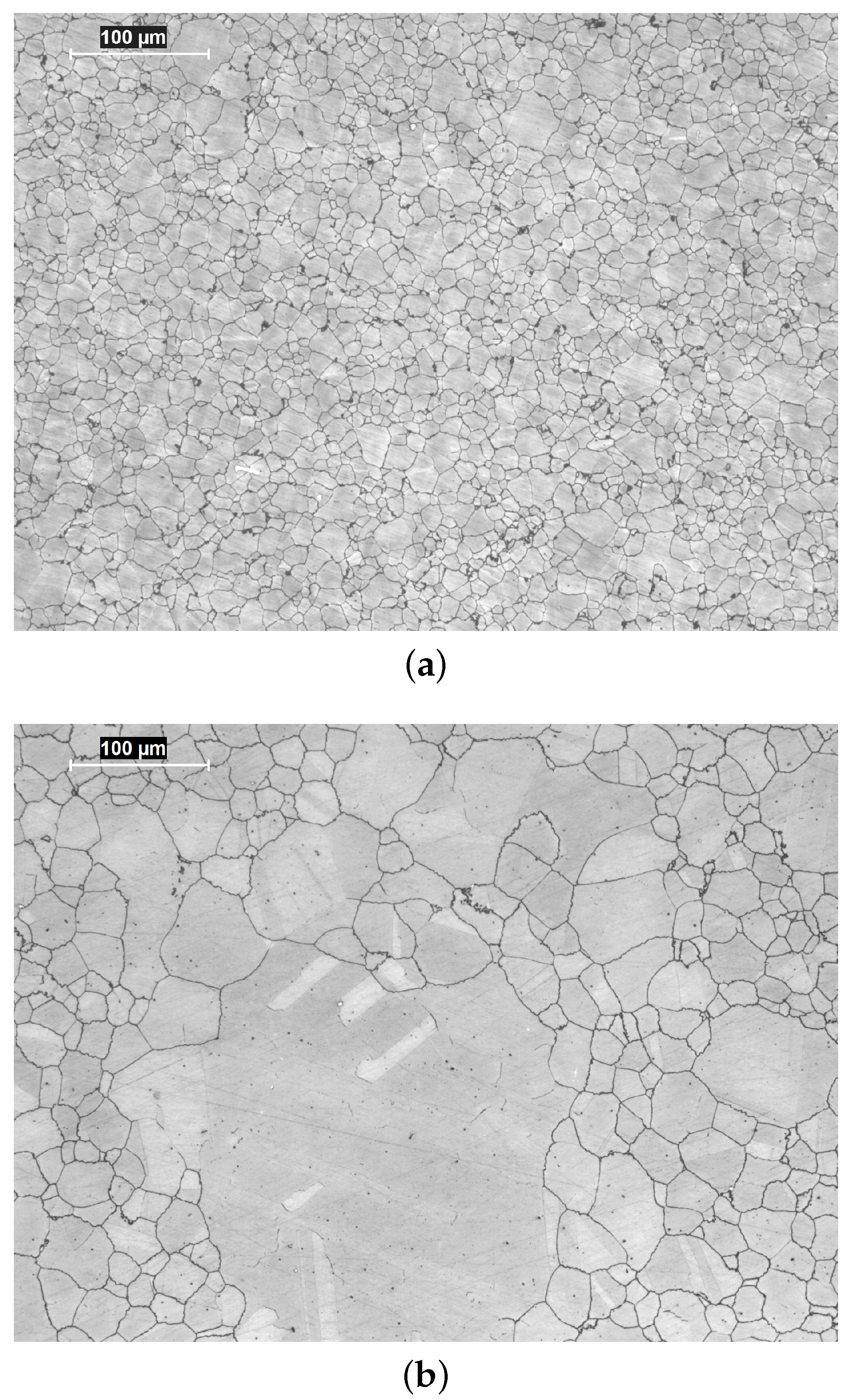
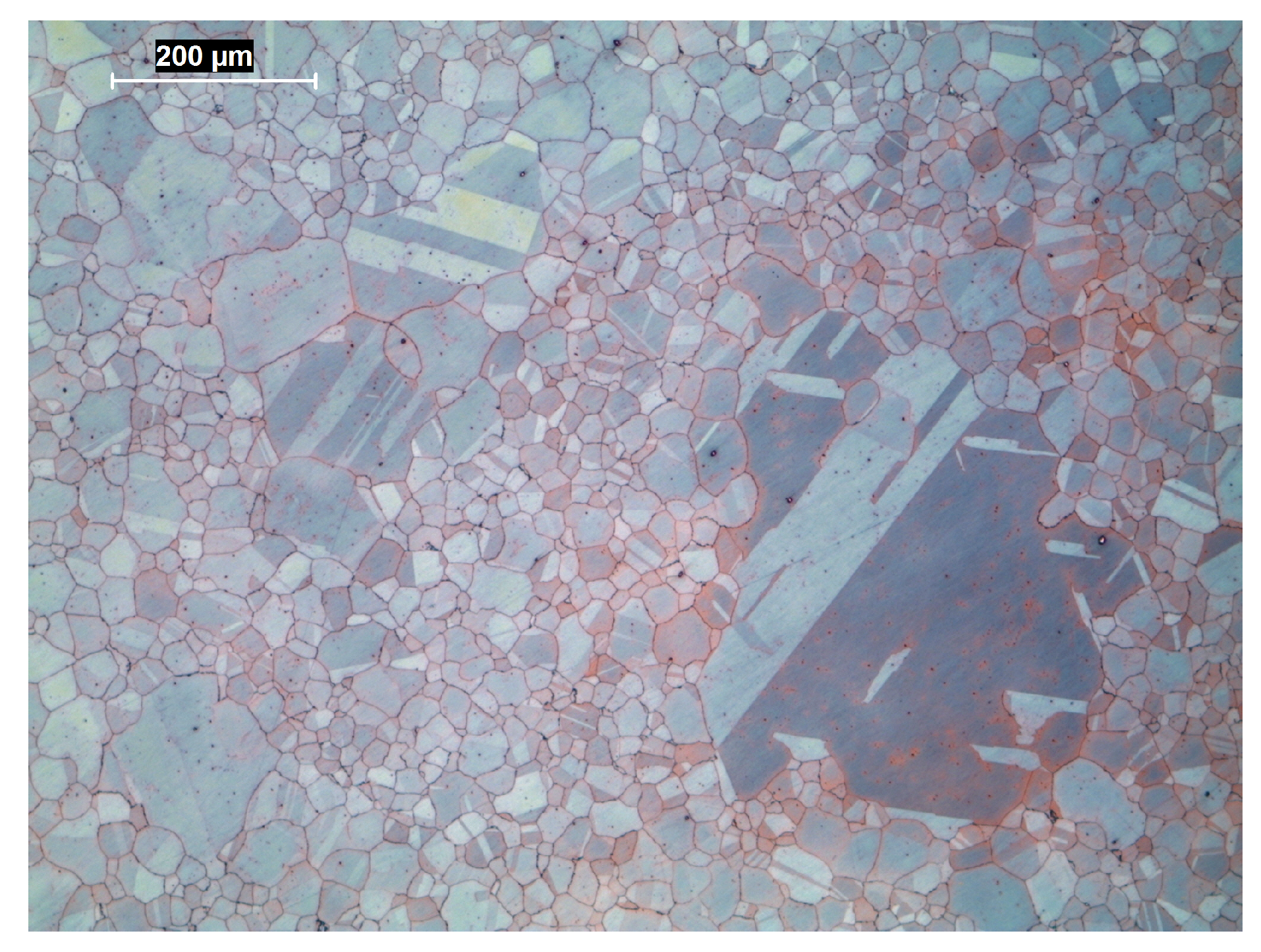
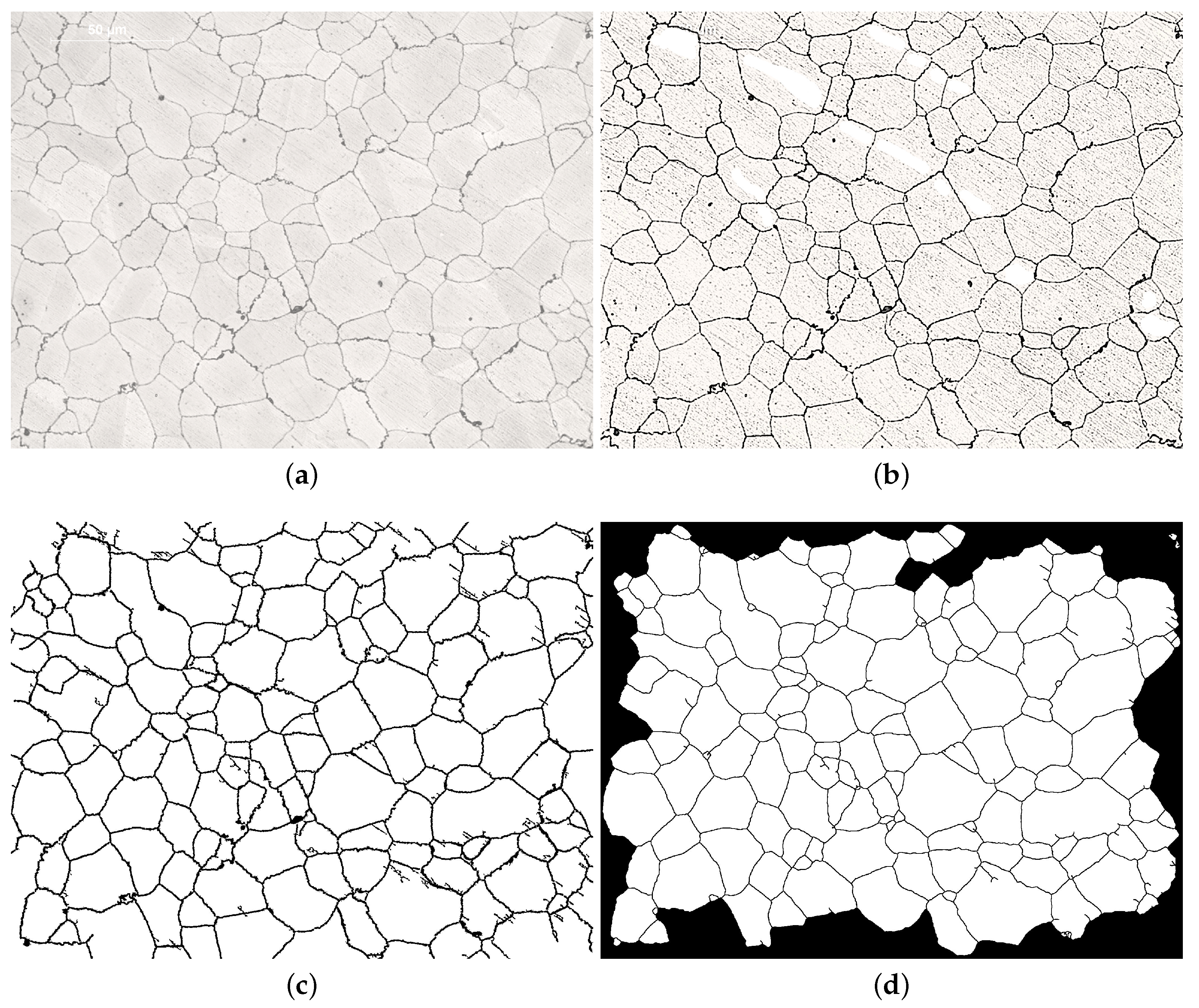
3.2. Microstructure Analysis Results
- Bar A, average grain area in region (i.e., outer);
- Bar A, average grain area in region (i.e., middle);
- Bar A, average grain area in region (i.e., center);
- Bar B, average grain area random.
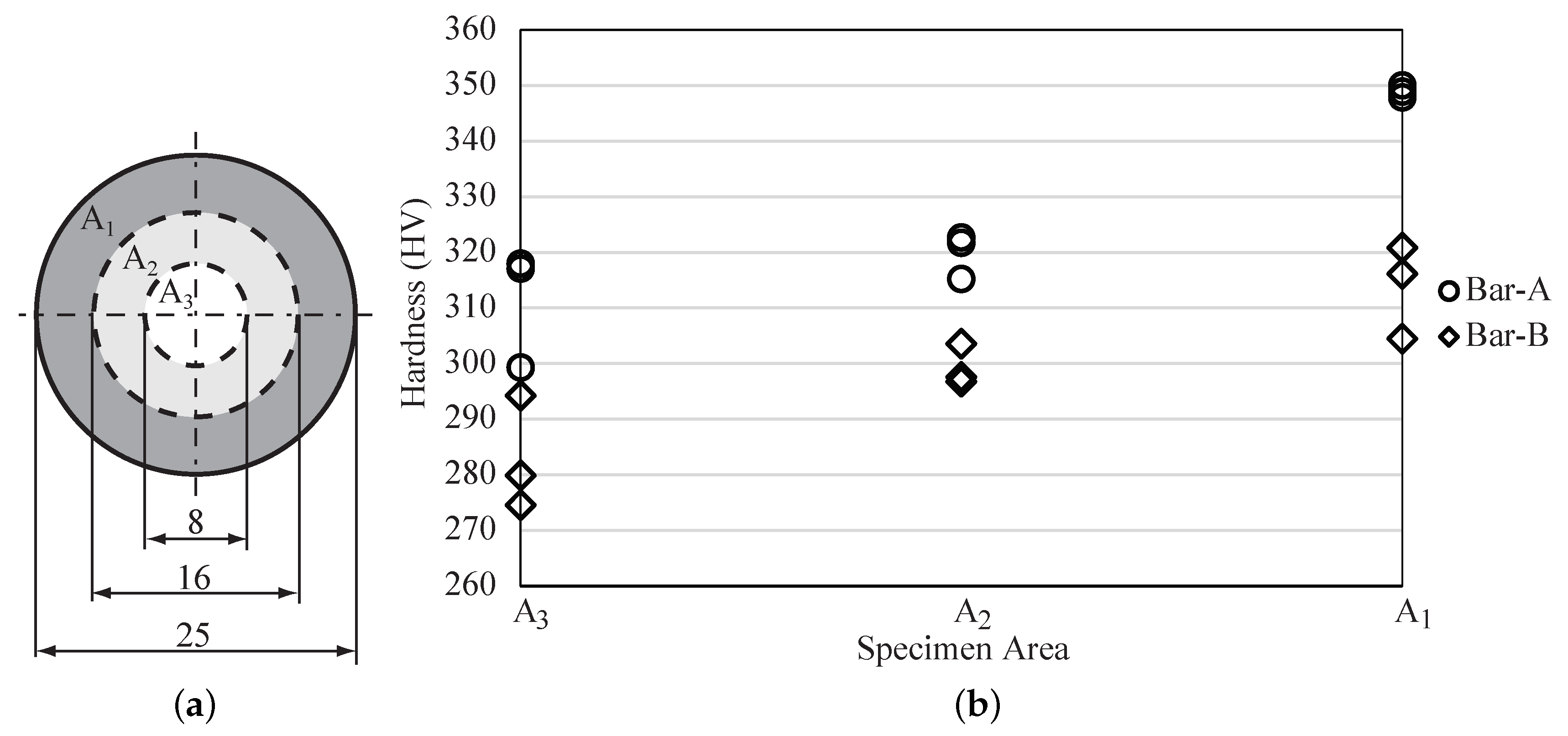
3.3. Hardness Tests Results
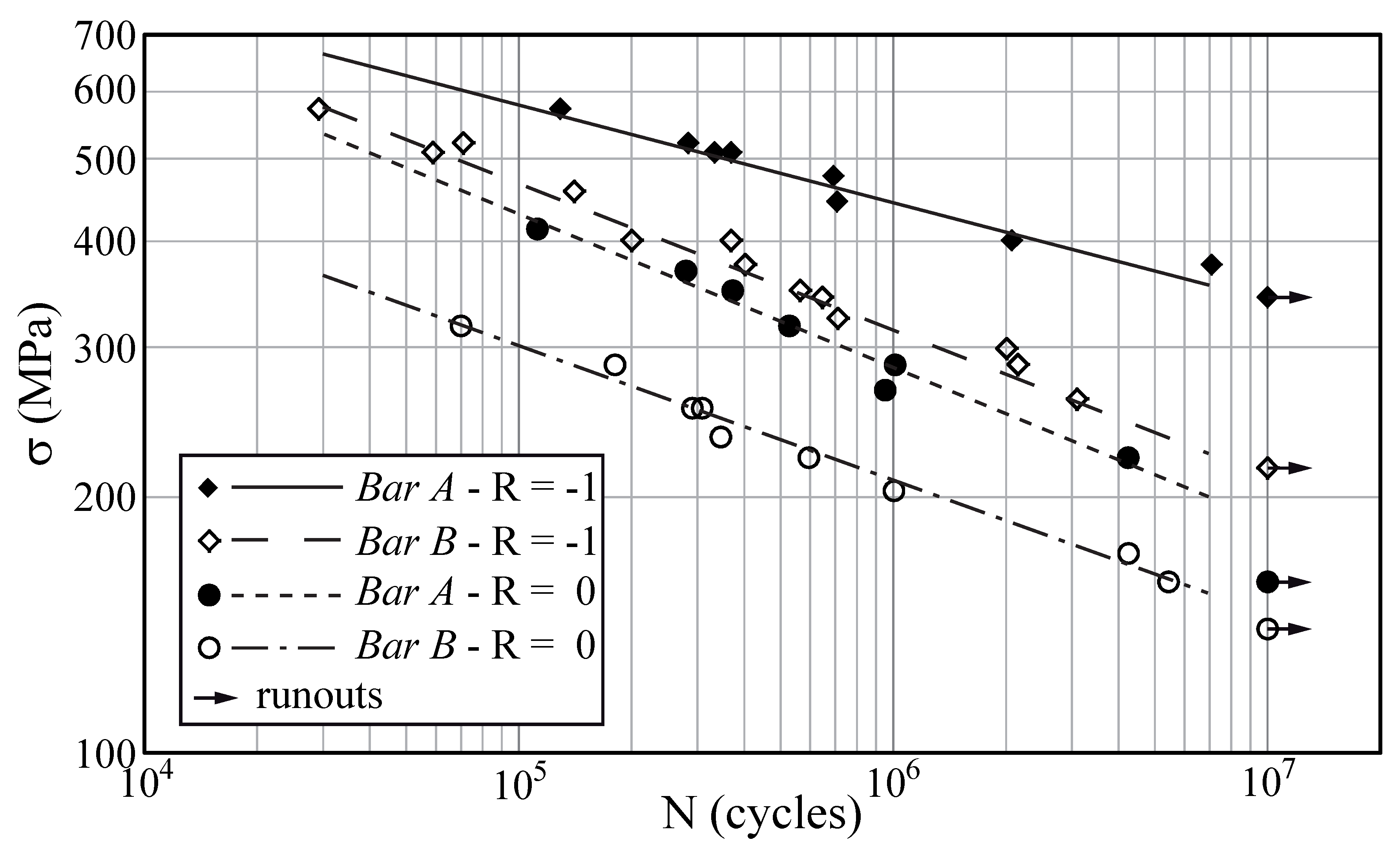
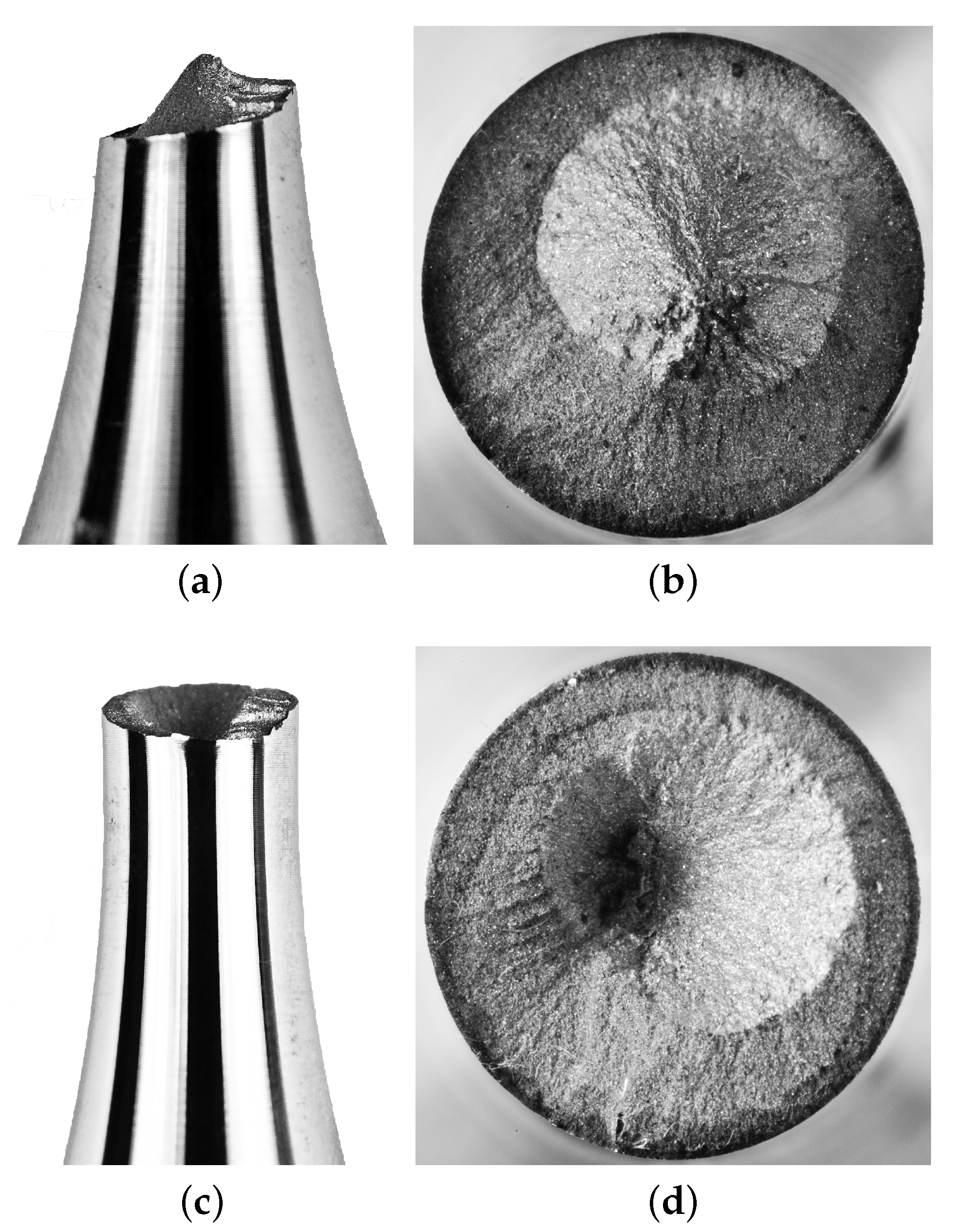
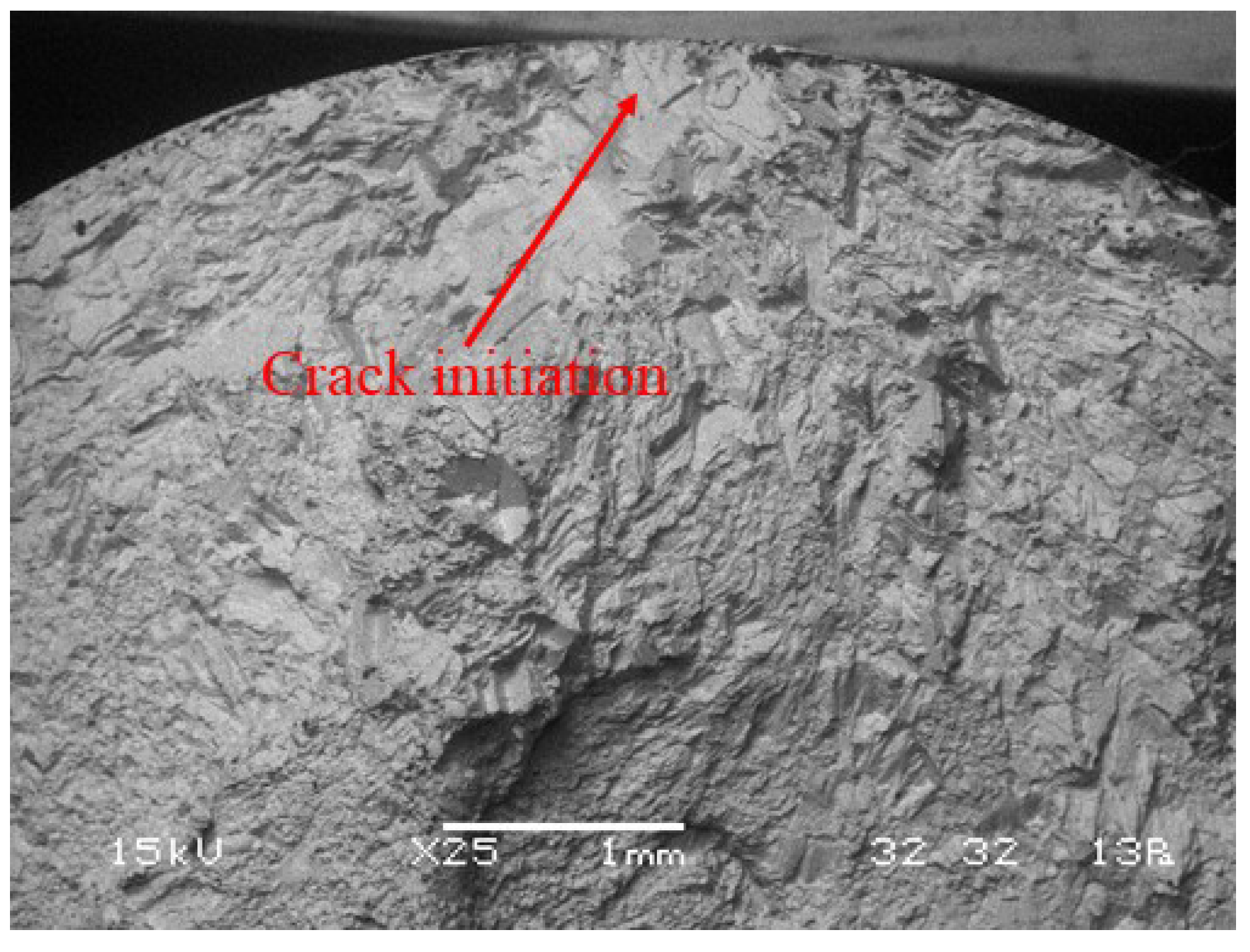
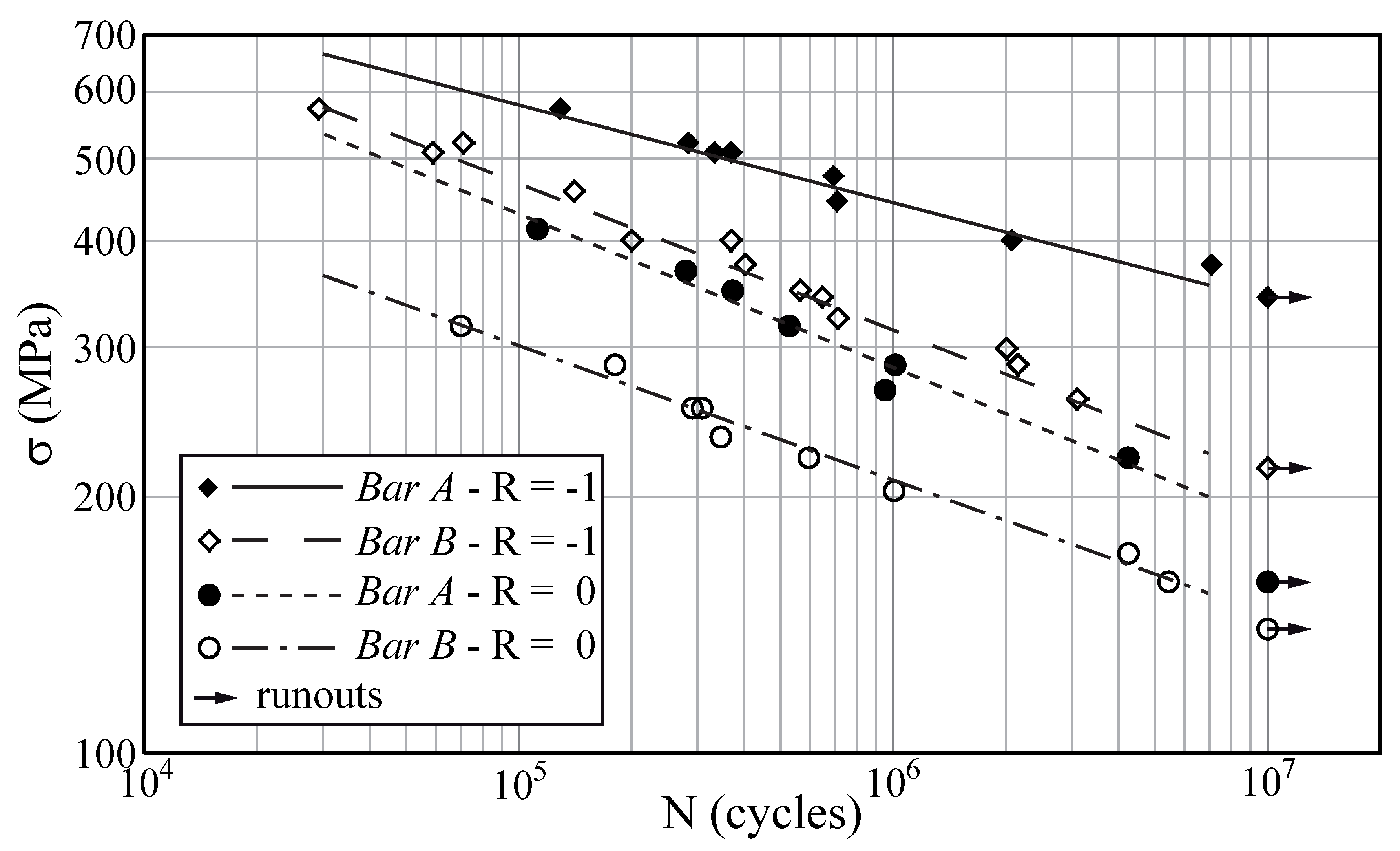
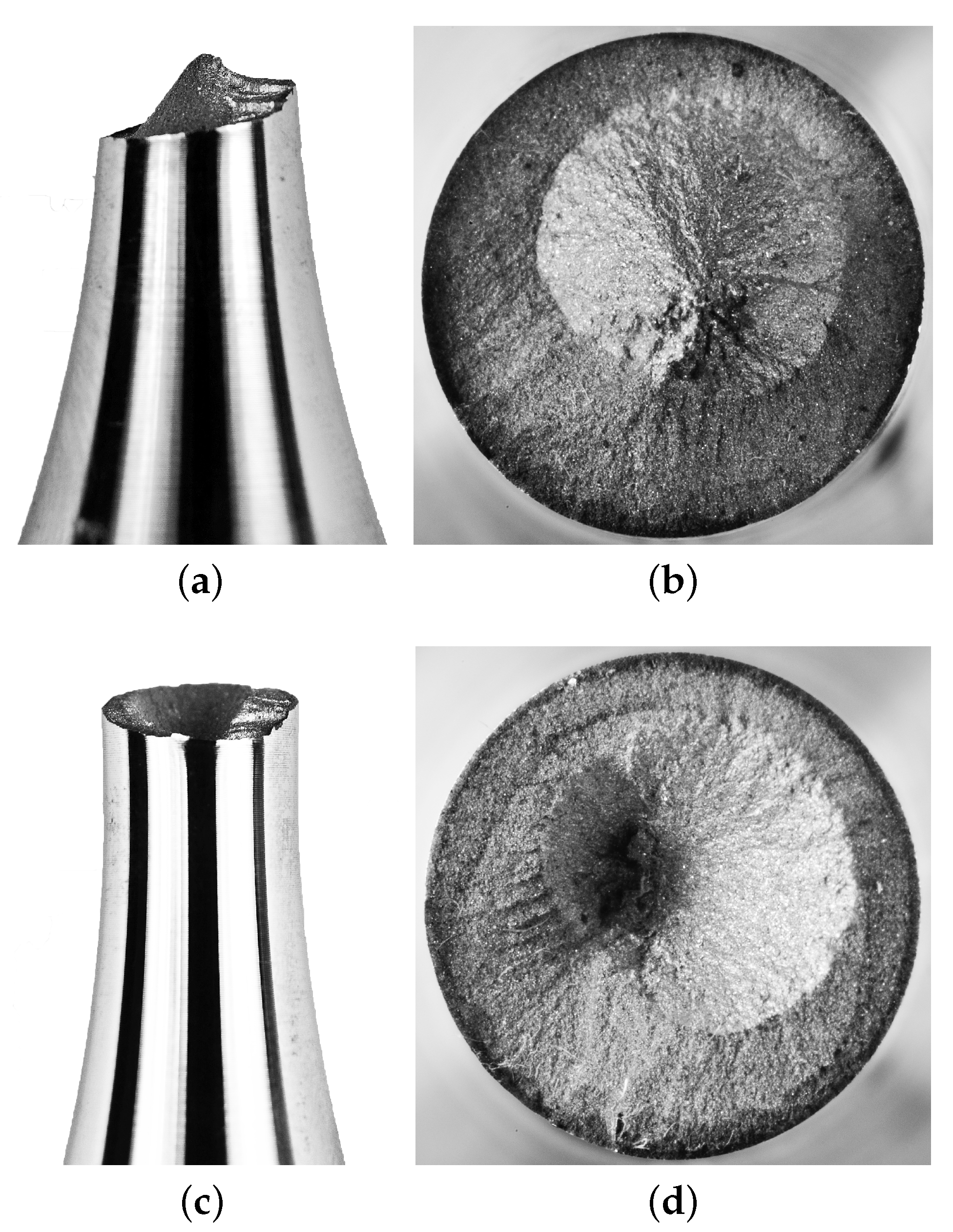
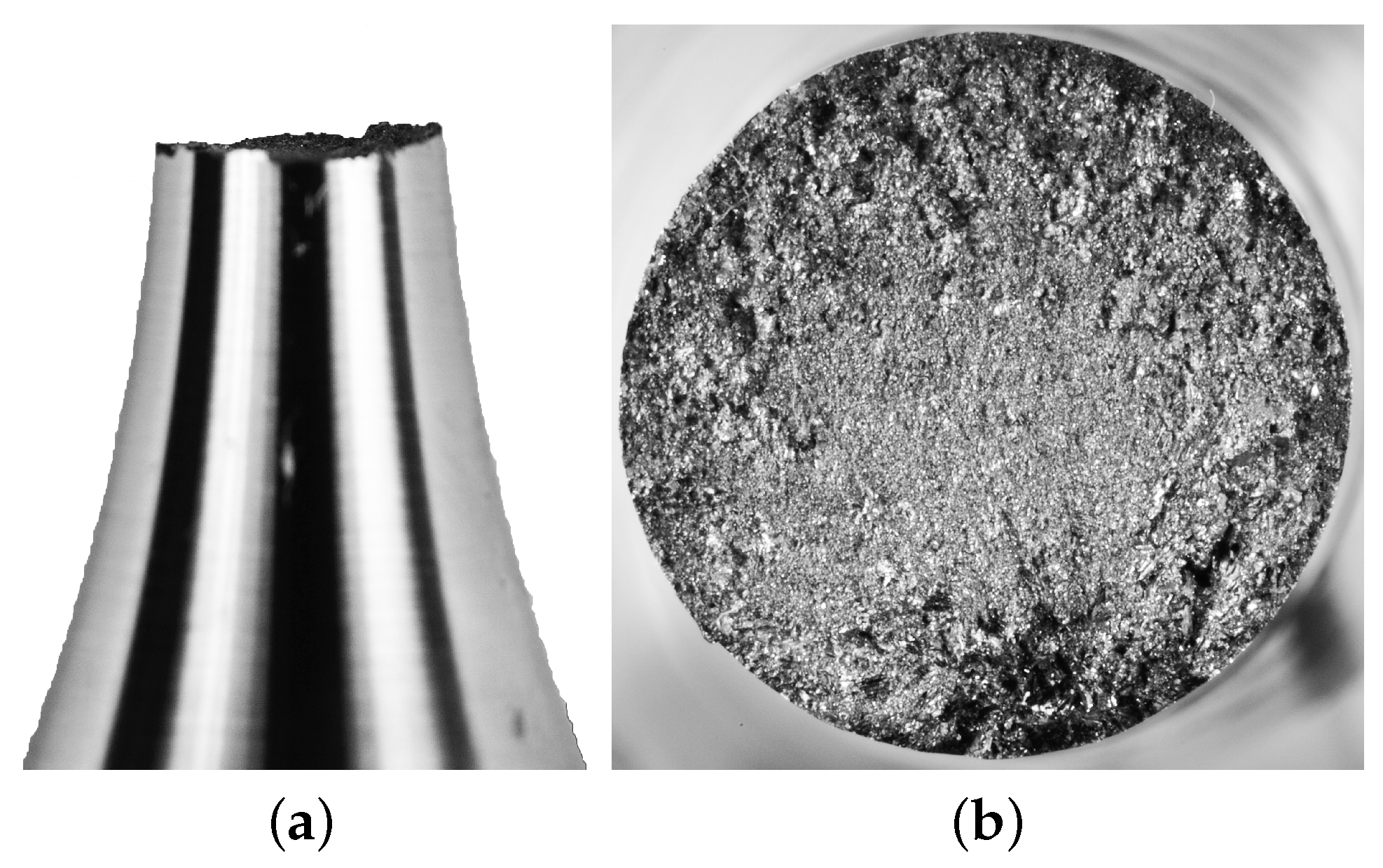
3.4. Fatigue Tests Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Findik, F. Improvements in spinodal alloys from past to present. Mater. Des. 2012, 42, 131–146. [Google Scholar] [CrossRef]
- Lefevre, B.; D’annessa, A.; Kalish, D. Age hardening in Cu-15Ni-8Sn alloy. Metall. Trans. A 1978, 9, 577–586. [Google Scholar] [CrossRef]
- Cribb, W.; Grensing, F. Spinodal copper alloy C72900-new high strength antifriction alloy system. Can. Metall. Q. 2011, 50, 232–239. [Google Scholar] [CrossRef]
- Cribb, W.R.; Gedeon, M.J.; Grensing, F.C. Performance Advances in Copper-Nickel-Tin Spinodal Alloys. Adv. Mater. Process. 2013, 171, 20–25. [Google Scholar]
- Cribb, W.R.; Ratka, J.O. Copper spinodal alloys. Adv. Mater. Process. 2002, 160, 27–30. [Google Scholar]
- Krus, D.; Juba, D. Bearing up under 300 tons. Mach. Des. 2005, 5, 82–90. [Google Scholar]
- Krus, D.; Geertson, S.; Metzger, S. ToughMet Load Roller Bushings Extend Maintenance Cycles on a Large Electric Shovel. Eng. Min. J. 2007, 208, 40–42. [Google Scholar]
- Krus, D.; Cribb, W.R. ToughMet Alloy: Improving Thrust Bearing Performance Through Enhanced Material Properties; Technical Report; SAE Technical Paper; SAE: Troy, MI, USA, 2004. [Google Scholar]
- Zhang, S.Z.; Jiang, B.H.; Ding, W.J. Wear of Cu–15Ni–8Sn spinodal alloy. Wear 2008, 264, 199–203. [Google Scholar] [CrossRef]
- Zhang, S.; Jiang, B.; Ding, W. Dry sliding wear of Cu–15Ni–8Sn alloy. Tribol. Int. 2010, 43, 64–68. [Google Scholar] [CrossRef]
- Caris, J.; Varadarajan, R.; Stephens, J.J.; Lewandowski, J.J. Microstructural effects on tension and fatigue behavior of Cu–15Ni–8Sn sheet. Mater. Sci. Eng. A 2008, 491, 137–146. [Google Scholar] [CrossRef]
- Caris, J.; Li, D.; Stephens, J.J.; Lewandowski, J.J. Microstructural effects on tension behavior of Cu–15Ni–8Sn sheet. Mater. Sci. Eng. A 2010, 527, 769–781. [Google Scholar] [CrossRef]
- Zhao, C.; Zhang, W.; Wang, Z.; Li, D.; Luo, Z.; Yang, C.; Zhang, D. Improving the Mechanical Properties of Cu-15Ni-8Sn Alloys by Addition of Titanium. Materials 2017, 10, 1038. [Google Scholar] [CrossRef] [PubMed]
- ASTM International. Standard Test Methods for Determining Average Grain Size; ASTM E-112; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Percentage |
|---|---|
| Cu | 77.1% |
| Ni | 16.5% |
| Sn | 5.7% |
| S | traces |
| O | traces |
| C | traces |
| Load Ratio | Bar-A | Bar-B |
|---|---|---|
| R = −1 | 9 | 14 |
| R = 0 | 8 | 10 |
| Bar A | Bar B | |||||
|---|---|---|---|---|---|---|
| Specimen | ||||||
| E (MPa) | 143,300 | 142,600 | 142,950 | 146,000 | 146,400 | 146,200 |
| (MPa) | 754 | 758 | 756 | 760 | 762 | 761 |
| (MPa) | 964 | 964 | 964 | 926 | 927 | 926.5 |
| (-) | 0.217 | 0.204 | 0.210 | 0.157 | 0.175 | 0.166 |
| Values | Bar-A, | Bar-A, | Bar-A, | Bar-B, Random |
|---|---|---|---|---|
| (mm) | 0.123 | 0.152 | 0.145 | 0.783 |
| N | 654 | 732 | 589 | 1080 |
| (mm) | 1.88 × 10 | 2.08 × 10 | 2.47 × 10 | 7.25 × 10 |
| (mm) | 2.66 × 10 | 2.77 × 10 | 3.73 × 10 | 23.0 × 10 |
| (mm) | 29.3 × 10 | 27.8 × 10 | 40.3 × 10 | 687 × 10 |
| n (grain/mm) | 5332 | 4803 | 4051 | 1380 |
| G | 9.4 | 9.3 | 9.0 | 7.5 |
| Parameters | Bar-A, | Bar-B, | Bar-A, | Bar-B, |
|---|---|---|---|---|
| k | ||||
| (MPa) | 430 | 297 | 261 | 193 |
| 1.08 | 1.09 | 1.11 | 1.08 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bertini, L.; Bucchi, F.; Frendo, F.; Valentini, R. Microstructure and Fatigue Behavior of a Ni-Cu-Sn Alloy. Metals 2018, 8, 888. https://doi.org/10.3390/met8110888
Bertini L, Bucchi F, Frendo F, Valentini R. Microstructure and Fatigue Behavior of a Ni-Cu-Sn Alloy. Metals. 2018; 8(11):888. https://doi.org/10.3390/met8110888
Chicago/Turabian StyleBertini, Leonardo, Francesco Bucchi, Francesco Frendo, and Renzo Valentini. 2018. "Microstructure and Fatigue Behavior of a Ni-Cu-Sn Alloy" Metals 8, no. 11: 888. https://doi.org/10.3390/met8110888
APA StyleBertini, L., Bucchi, F., Frendo, F., & Valentini, R. (2018). Microstructure and Fatigue Behavior of a Ni-Cu-Sn Alloy. Metals, 8(11), 888. https://doi.org/10.3390/met8110888