Assessing Corrosion Fatigue Characteristics of Dissimilar Material Weld between Alloy617 and 12Cr Steel Using Buttering Welding Technique

 ,
,
Abstract
:1. Introduction
2. Dissimilar Material Welding between Alloy617 and 12Cr Steel
2.1. Materials
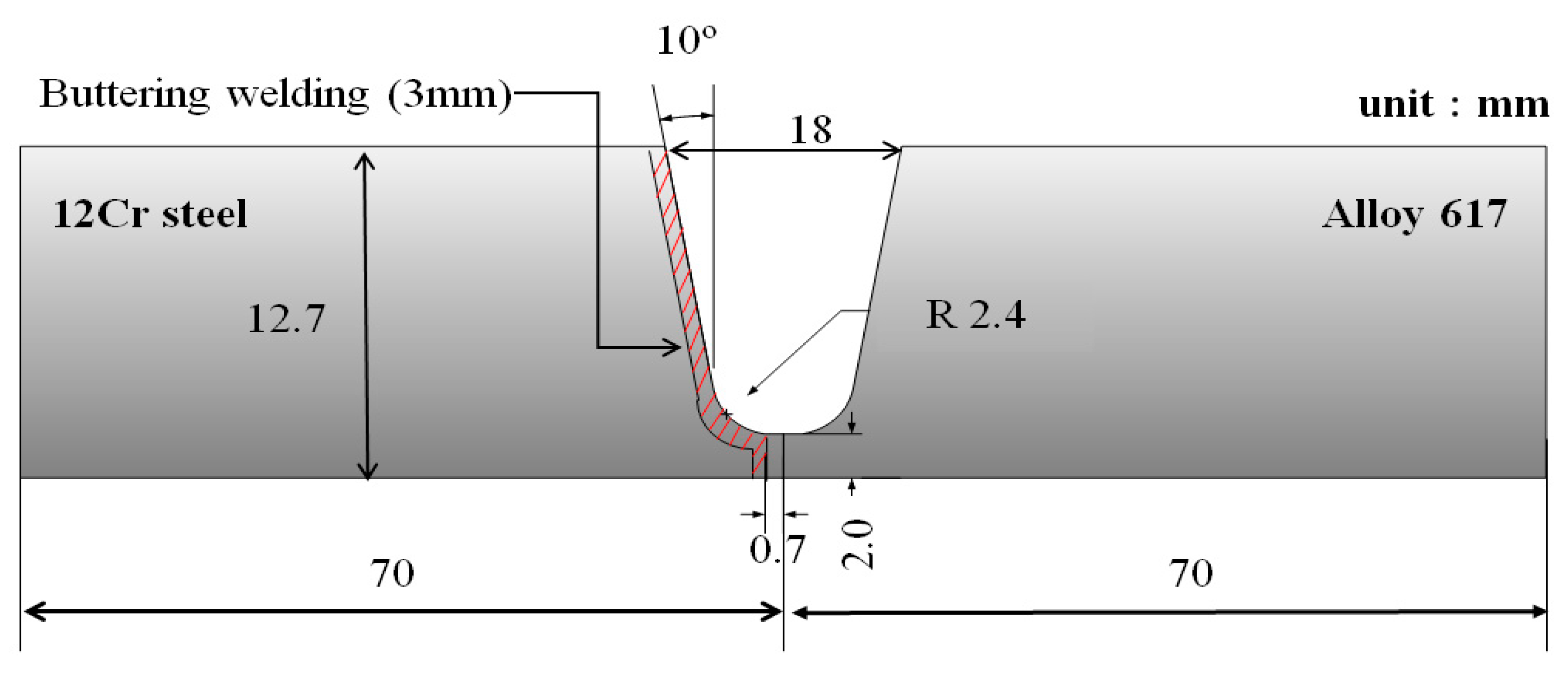
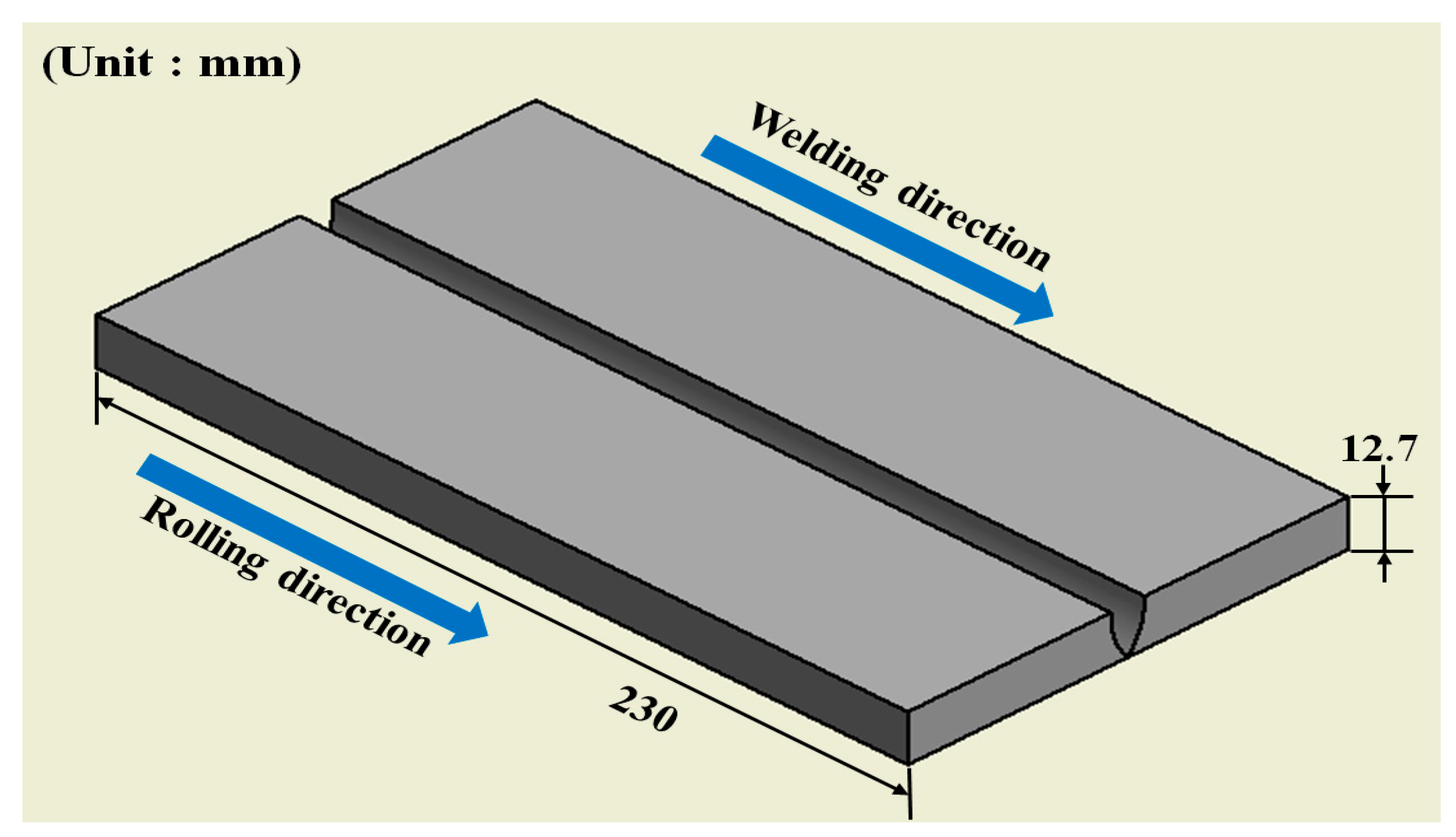
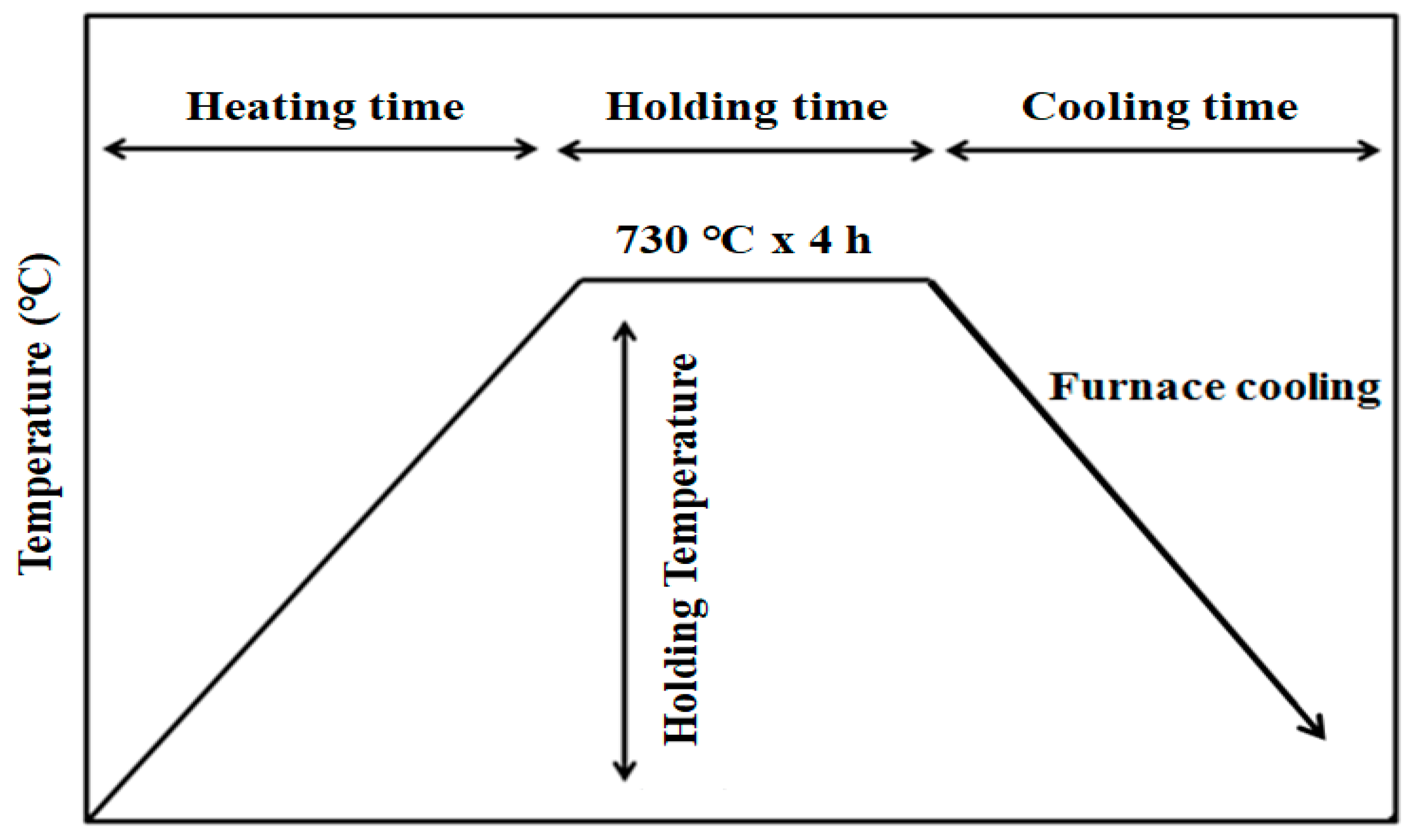
2.2. The Procedure of Dissimilar Material Welding and Post Weld Heat Treatment
3. Metallurgical Microstructure and Chemical Composition Analysis of Dissimilar Material Weld
3.1. Specimen and Procedure
3.2. Results and Discussion
3.3. Chemical Composition Analysis
4. Assessing Fatigue Strength of the Dissimilar Material Welded Joint
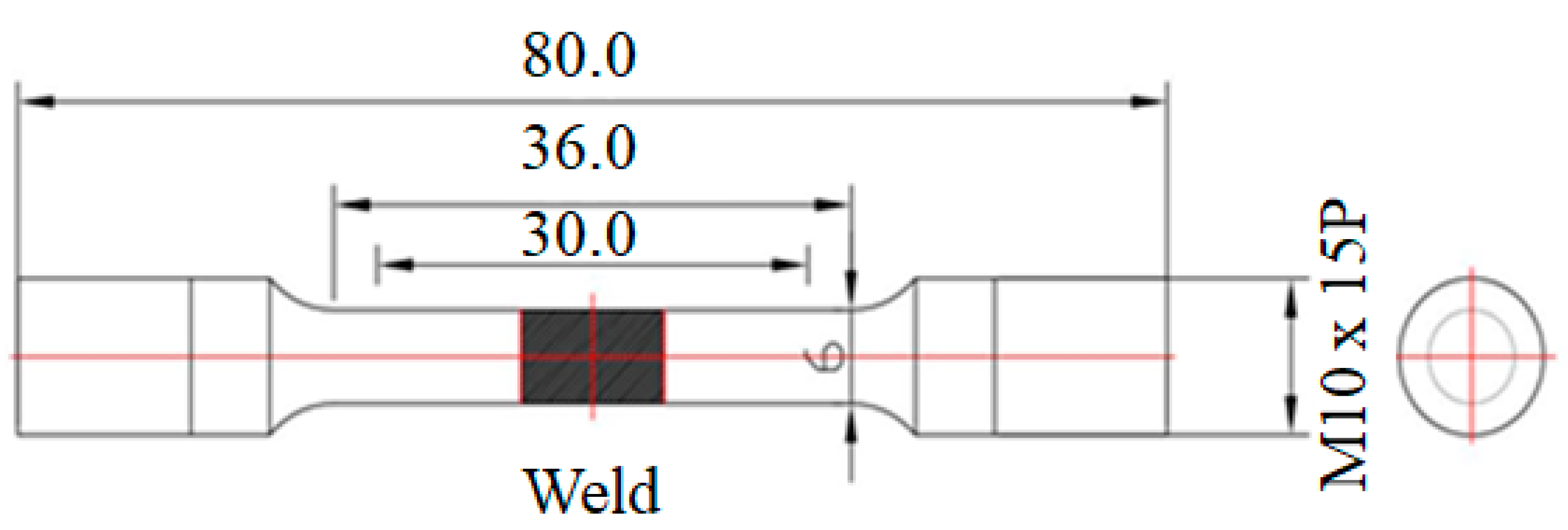
4.1. Specimen and Equipment
4.2. Test Conditions and Procedure
4.3. Results and Discussion
5. Assessing Fatigue Crack Growth Characteristics of the Dissimilar Material Weld below the Fatigue Limit
5.1. Test Specimen and Procedure
5.2. Results and Discussion
6. Conclusions
- Dissimilar material welding technology between Alloy617 and 12Cr steel using the buttering welding technique on the 12Cr steel side has been proposed.
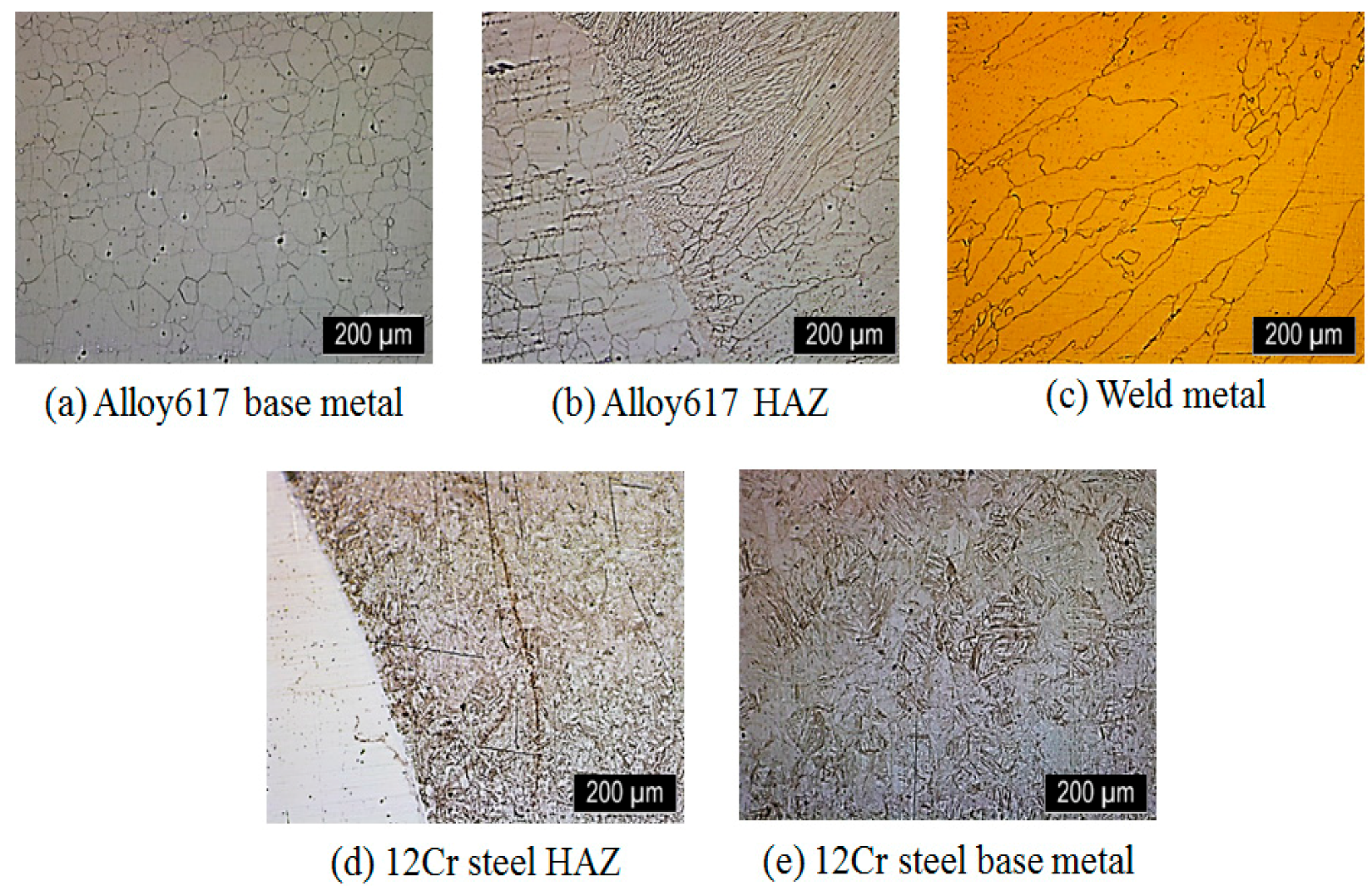
- In the case of dissimilar material welding between Alloy617 and 12Cr steel, microstructures of base metal, HAZ, and weld metal of the Alloy617 side are not remarkably changed. However, metallurgical microstructures of the 12Cr steel side are influenced by the heat transfer from repeated welding heat input during the multi-pass welding process.
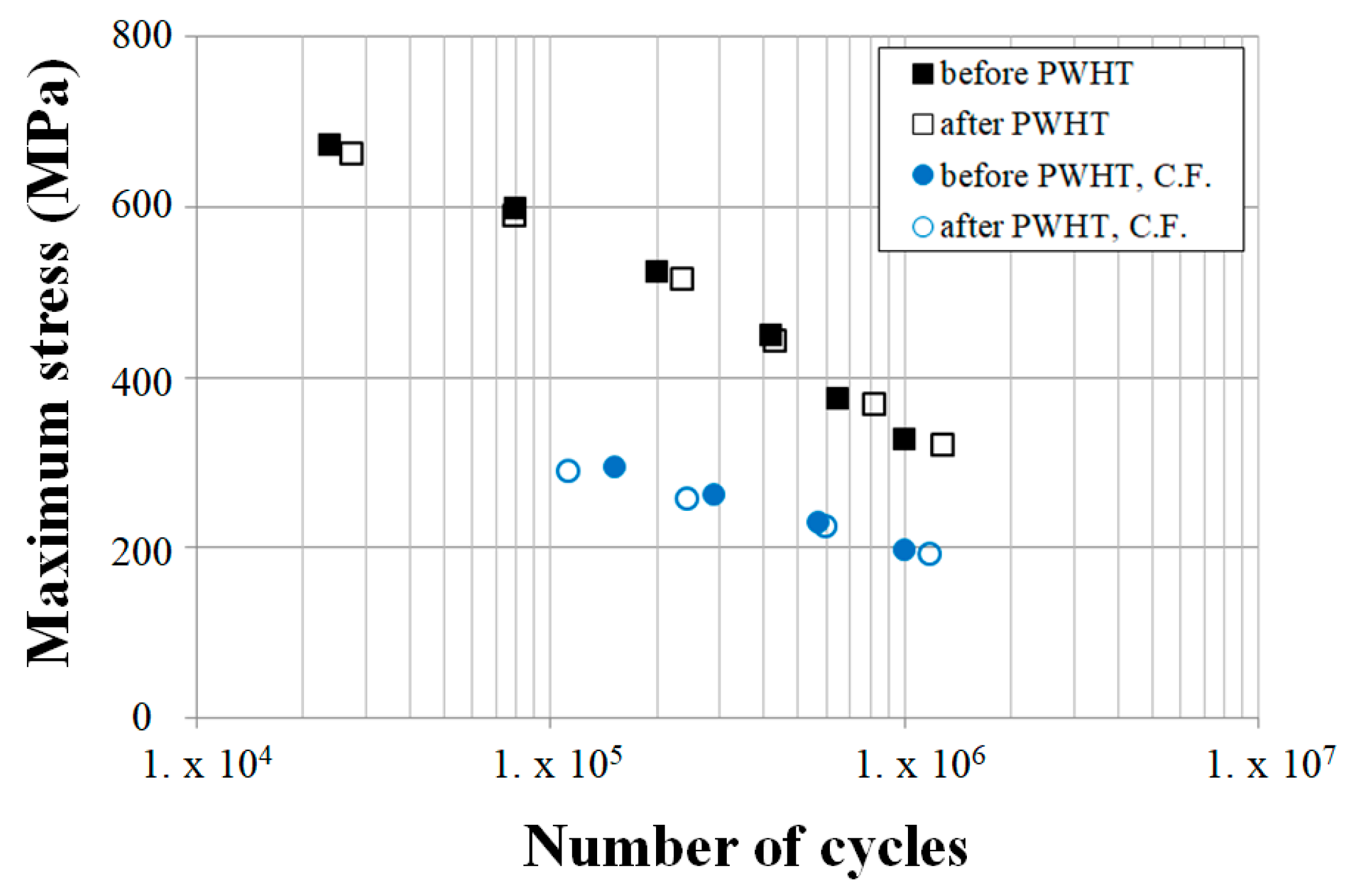
- Low limits of fatigue strength and corrosion fatigue strength for dissimilar material welded joint were assessed by 326.8 MPa and 196.08 MPa prior to PWHT, and 319.7 MPa and 191.82 MPa after PWHT. Low fatigue and corrosion fatigue limits both prior to and after PWHT do not show a big difference, as about 45% of static tensile strength and 60% of the low fatigue limits of dissimilar material welded joint.
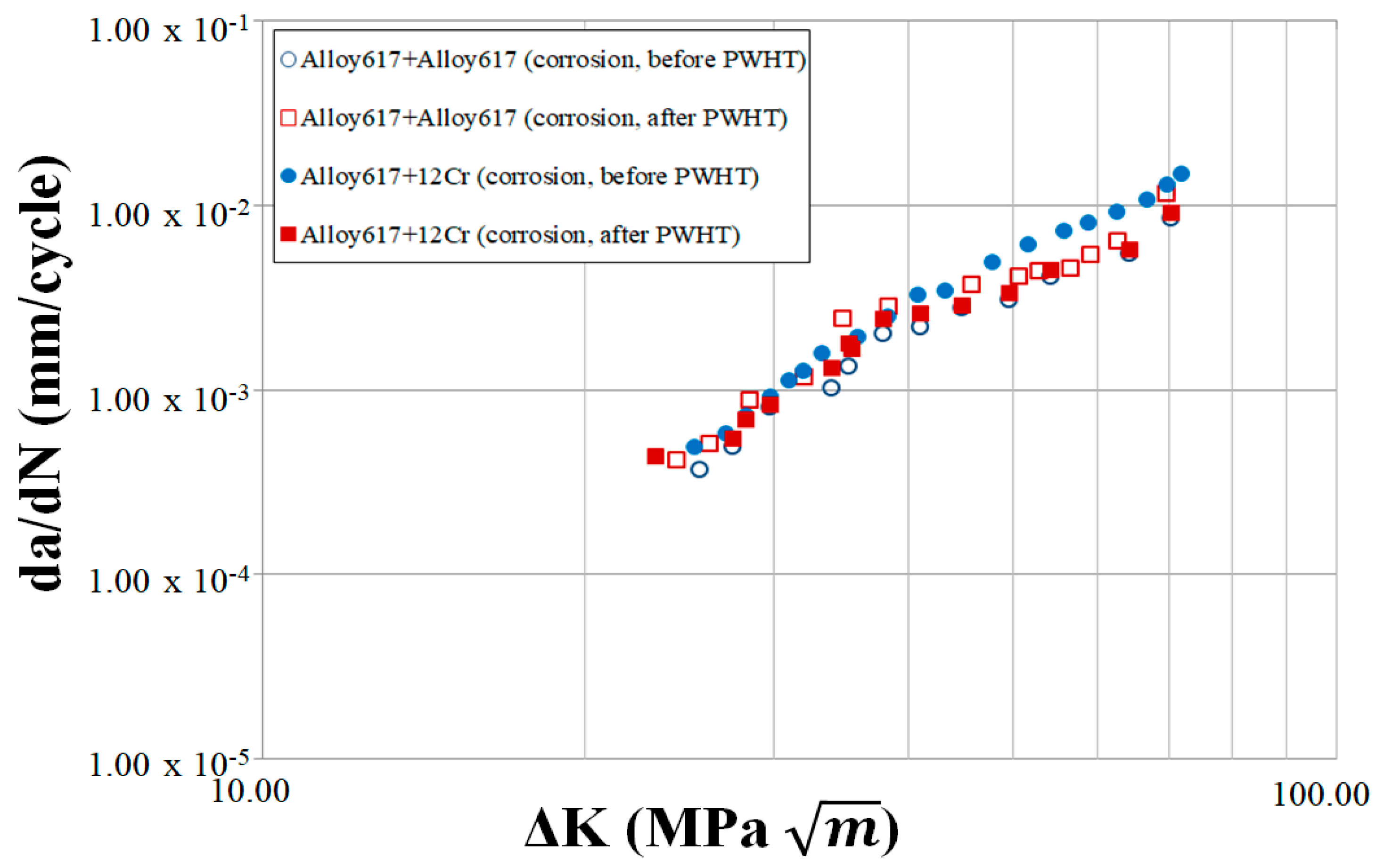
- Crack growth rate at the HAZ of 12Cr steel prior to PWHT is slightly faster than after PWHT in the large ΔK range. However, it does not show a big difference between similar and dissimilar material weld in air. Corrosion fatigue crack growth rates at the HAZ of 12Cr steel prior to PWHT is slightly faster than before PWHT in the large ΔK range like that in air. However, even though the corrosion fatigue crack growth rates do not show a big difference between similar and dissimilar material weld, the corrosion fatigue crack growth rates of both prior to and after PWHT are faster than those in air.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, Y.W.; Chen, J. A novel nonlinear model of rotor bearing seal system and numerical analysis. Mech. Mach. Theroy 2011, 46, 618–631. [Google Scholar] [CrossRef]
- Nowak, G.; Rusin, A. Shape and operation optimization of supercritical steam turbine rotor. Energy Convers. Manag. 2013, 74, 416–425. [Google Scholar] [CrossRef]
- Kosman, W.; Roskosz, A.; Nawrat, K. Thermal elongations in steam turbine with welded rotors made of advanced materials at supercritical steam parameters. Appl. Therm. Eng. 2009, 29, 3393–3396. [Google Scholar] [CrossRef]
- Kosman, W. Thermal analysis of cooled supercritical steam turbine components. Energy 2010, 29, 1181–1187. [Google Scholar] [CrossRef]
- Rusin, A.; Nowar, G.; Piecaha, W. Shrink connection modeling of steam turbine rotor. Eng. Fail. Anal. 2013, 34, 217–227. [Google Scholar] [CrossRef]
- Sun, Y.J.; Liu, X.Q.; Hu, L.S.; Tang, X.Y. Online life estimation for steam turbine rotor. J. Loss Prev. Process Ind. 2013, 26, 272–279. [Google Scholar] [CrossRef]
- El-Awadi, G.A.; Abdel-Samad, S.; Elshazly, E.S. Hot corrosion behavior of Ni based Inconel 617 and Inconel 738. Appl. Surf. Sci. 2016, 378, 224–230. [Google Scholar] [CrossRef]
- Green, M.A. High Efficiency Silicon Solar Cells. In Proceedings of the Seventh EC Photovoltaic Solar Energy Conference, Sevilla, Spain, 27–31 October 1986; Springer: Dordrecht, The Netherlands, 1987. [Google Scholar]
- Nandi, S.; Reddy, G.J.; Singh, K. Microstructural Changes in IN617 Superalloy during Creep at High Temperature. Procedia Eng. 2011, 10, 2645–2650. [Google Scholar] [CrossRef]
- Masuyama, F. History of Power Plants and Progress in Heat Resistant Steel. ISIJ Int. 2001, 41, 612–625. [Google Scholar] [CrossRef]
- Fukuda, M. Advanced USC technology development in Japan. IJIS Int. 2001, 41, 612–625. [Google Scholar]
- Hwang, J.H.; Lee, J.H.; Bae, D.H. Welding residual stress effect of the fatigue strength at dissimilar material weld between Alloy617 and 12Cr steel. Int. J. Mod. Phys. B 2018, 32, 1–5. [Google Scholar] [CrossRef]
- Park, Y.S.; Bae, D.H. Assessment of the crack growth characteristics at the low fatigue limit of a multi-pass welded Ni-based alloy 617. J. Mech. Sci. Technol. 2014, 28, 1251–1256. [Google Scholar] [CrossRef]
- Tian, Z.L.; Coussement, C.; Witte, M.D.; Steen, M. Creep Behavior of 12Cr-Mo-V Steel Weldments. Int. J. Press. Vessel. Pip. 1991, 46, 339–349. [Google Scholar] [CrossRef]
- Andren, H.O.; Cai, G.; Svensson, L.E. Microstructure of heat resistant chromium steel weld metals. Appl. Surf. Sci. 1995, 87, 200–206. [Google Scholar] [CrossRef]
- Park, Y.S.; Choi, J.J.; Bae, D.H. Fracture Mechanical Assessment of the Corrosion Fatigue Characteristics at the Low Fatigue Limit of a Multi-pass Welded Ni-Based Alloy 617. Procedia Mater. Sci. 2014, 3, 1530–1535. [Google Scholar] [CrossRef]
- ASTM E407-07. Standard Practice for Micro-Etching Metals and Alloys; ASTM: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Ahmad, H.W.; Hwang, J.H.; Lee, J.H.; Bae, D.H. An Assessment of the Mechanical Properties and Microstructural Analysis of Dissimilar Material Welded Joint between Alloy 617 and 12Cr Steel. Metals 2016, 6. [Google Scholar] [CrossRef]
- Poulson, B. The sensitization of ferritic steels containing less than 12% Cr. Corros. Sci. 1978, 18, 371–395. [Google Scholar] [CrossRef]
- Standard Test Method for Tension Testing of Metallic Materials. Available online: https://www.astm.org/Standards/E8.htm (accessed on 17 July 2018).
- ASTM International. Standard Test Method for Measurement of Fatigue Crack Growth Rates; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base Metal | Ni | Cr | Co | Mo | Al | C | Mn | Fe | Si | S | Ti | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Alloy617 | Bal. | 22 | 12.5 | 9 | 1.2 | 0.07 | 0.5 | 1.5 | 0.5 | 0.008 | 0.3 | 0.2 |
| 12Cr steel | 0.43 | 11.62 | - | 0.04 | - | 0.13 | 0.58 | Bal. | 0.4 | - | - | 0.1 |
| Thyssen617 | Bal. | 21.5 | 11.0 | 9.0 | 1.0 | 0.05 | 0.1 | 1.0 | 0.1 | 0.2 | - | - |
| Material | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Reduction of Area (%) | Melting Point (°C) |
|---|---|---|---|---|---|
| Alloy617 | 322 | 734 | 62 | 56 | 1330 |
| 12Cr steel | 551 | 758 | 18 | 50 | 1375 |
| Dissimilar material weld prior to Post weld heat treatment | 478 | 748 | 48 | - | - |
| Dissimilar material weld after PWHT | 496 | 735 | 42 | - | - |
| Pass | Shield Gas | Voltage (V) | Current (A) | Welding Speed (cm/min) | Heat Input (J/mm) |
|---|---|---|---|---|---|
| Butt. | Argon + 2.5% H2 | 120 | 10 | 10 | 0.9 |
| 1 | Argon + 2.5% H2 | 120 | 10 | 10 | 0.9 |
| 2 | Argon + 2.5% H2 | 150 | 13 | 10 | 1.17 |
| 3 | Argon + 2.5% H2 | 180 | 16 | 10 | 1.44 |
| 4 | Argon + 2.5% H2 | 180 | 16 | 10 | 1.44 |
| 5 | Argon + 2.5% H2 | 180 | 16 | 10 | 1.44 |
| 6 | Argon + 2.5% H2 | 180 | 16 | 10 | 1.44 |
| 7 | Argon + 2.5% H2 | 180 | 16 | 10 | 1.44 |
| Elements | Alloy617 Base Metal | Alloy617 HAZ | Weld Metal | Buttering Weld Metal | 12Cr HAZ | 12Cr Base Metal |
|---|---|---|---|---|---|---|
| Mo | 10.98 | 9.77 | 10.88 | 8.71 | 1.36 | - |
| Cr | 22.03 | 20.25 | 20.31 | 21.59 | 11.80 | 11.84 |
| Fe | - | 2.29 | 3.00 | 13.13 | 85.56 | 86.93 |
| Co | 12.47 | 11.95 | 12.31 | 10.68 | - | - |
| Ni | 54.07 | 53.17 | 51.25 | 45.89 | - | - |
| Elements | Alloy617 Base Metal | Alloy617 HAZ | Weld Metal | Buttering Weld Metal | 12Cr HAZ | 12Cr Base Metal |
|---|---|---|---|---|---|---|
| Mo | 10.87 | 10.15 | 10.56 | 8.94 | 1.27 | - |
| Cr | 22.26 | 21.19 | 20.83 | 21.39 | 10.56 | 10.28 |
| Fe | - | 2.48 | 3.11 | 13.25 | 86.69 | 88.43 |
| Co | 12.43 | 11.84 | 12.46 | 10.71 | - | - |
| Ni | 54.03 | 53.08 | 51.86 | 45.53 | - | - |
| Load Ratio (R) | Frequency | Applied Load (MPa) | |
|---|---|---|---|
| Prior to PWHT | After PWHT | ||
| 0.1 | 10 Hz | 0.9σu = 673.2 | 0.9σu = 661.5 |
| 0.8σu = 598.4 | 0.8σu = 588.0 | ||
| 0.7σu = 523.6 | 0.7σu = 514.0 | ||
| 0.6σu = 448.8 | 0.6σu = 441.0 | ||
| 0.5σu = 374.0 | 0.5σu = 367.5 | ||
| 0.45σu = 326.8 | 0.45σu = 319.7 | ||
| Load Ratio (R) | Frequency | Applied Load (MPa) | |
|---|---|---|---|
| Prior to PWHT | After PWHT | ||
| 0.1 | 1 Hz | 0.9σL = 294.12 | 0.9σL = 287.73 |
| 0.8σL = 261.44 | 0.8σL = 255.76 | ||
| 0.7σL = 228.76 | 0.7σL = 223.79 | ||
| 0.6σL = 196.08 | 0.6σL = 191.82 | ||
| Environmental conditions | Temp. | 70 °C | 70 °C |
| Solution | NaCl 3.5 wt. % pH = 3.5 | NaCl 3.5 wt. % pH = 3.5 | |
| Conditions | Contents | ||
|---|---|---|---|
| Prior to PWHT | After PWHT | ||
| Loading condition | Maximum Load | 12,334 kN | 12,066 kN |
| Environmental condition | Temp. | Real temperature | R.T. |
| Solution | In air | In air | |
| Conditions | Contents | ||
|---|---|---|---|
| Prior to PWHT | After PWHT | ||
| Loading condition | Maximum Load | 7400 kN | 7239 kN |
| Environmental condition | Temp. | 70 °C | 70 °C |
| Solution | NaCl 3.5 wt. % pH = 3.5 | NaCl 3.5 wt. % pH = 3.5 | |
| Conditions | m | C (m/cycle) | |
|---|---|---|---|
| In air | Prior to PWHT | 4.97 | 3.20 × 10−12 |
| After PWHT | 4.71 | 7.00 × 10−12 | |
| In corrosion | Prior to PWHT | 6.51 | 2.53 × 10−14 |
| After PWHT | 6.31 | 3.88 × 10−14 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hwang, J.H.; Lee, J.H.; Ahmad, H.W.; Ha, S.W.; Bae, D.H.; Kebede, H.Y. Assessing Corrosion Fatigue Characteristics of Dissimilar Material Weld between Alloy617 and 12Cr Steel Using Buttering Welding Technique. Metals 2018, 8, 826. https://doi.org/10.3390/met8100826
Hwang JH, Lee JH, Ahmad HW, Ha SW, Bae DH, Kebede HY. Assessing Corrosion Fatigue Characteristics of Dissimilar Material Weld between Alloy617 and 12Cr Steel Using Buttering Welding Technique. Metals. 2018; 8(10):826. https://doi.org/10.3390/met8100826
Chicago/Turabian StyleHwang, Jeong Ho, Ju Hwa Lee, Hafiz Waqar Ahmad, Seung Woo Ha, Dong Ho Bae, and Henok Yilma Kebede. 2018. "Assessing Corrosion Fatigue Characteristics of Dissimilar Material Weld between Alloy617 and 12Cr Steel Using Buttering Welding Technique" Metals 8, no. 10: 826. https://doi.org/10.3390/met8100826
APA StyleHwang, J. H., Lee, J. H., Ahmad, H. W., Ha, S. W., Bae, D. H., & Kebede, H. Y. (2018). Assessing Corrosion Fatigue Characteristics of Dissimilar Material Weld between Alloy617 and 12Cr Steel Using Buttering Welding Technique. Metals, 8(10), 826. https://doi.org/10.3390/met8100826