
Erosion of AISI 4340 and AISI 8620 Steels with High Ductility Caused by SiC Particles


Abstract
1. Introduction
2. Materials and Methods
Test Procedure
3. Results
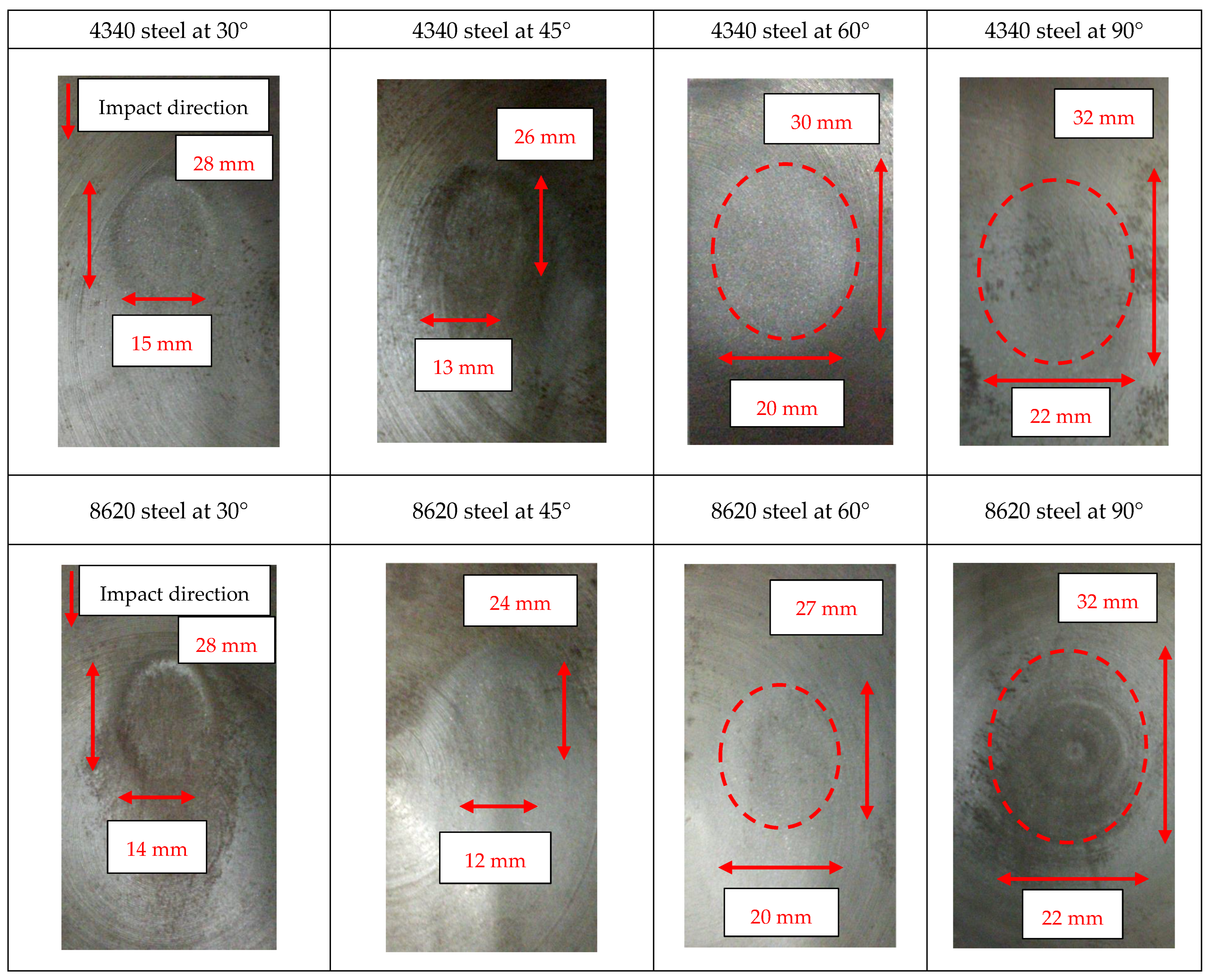
3.1. Wear Scars
3.2. Erosion on Surfaces of AISI 4340 and AISI 8620
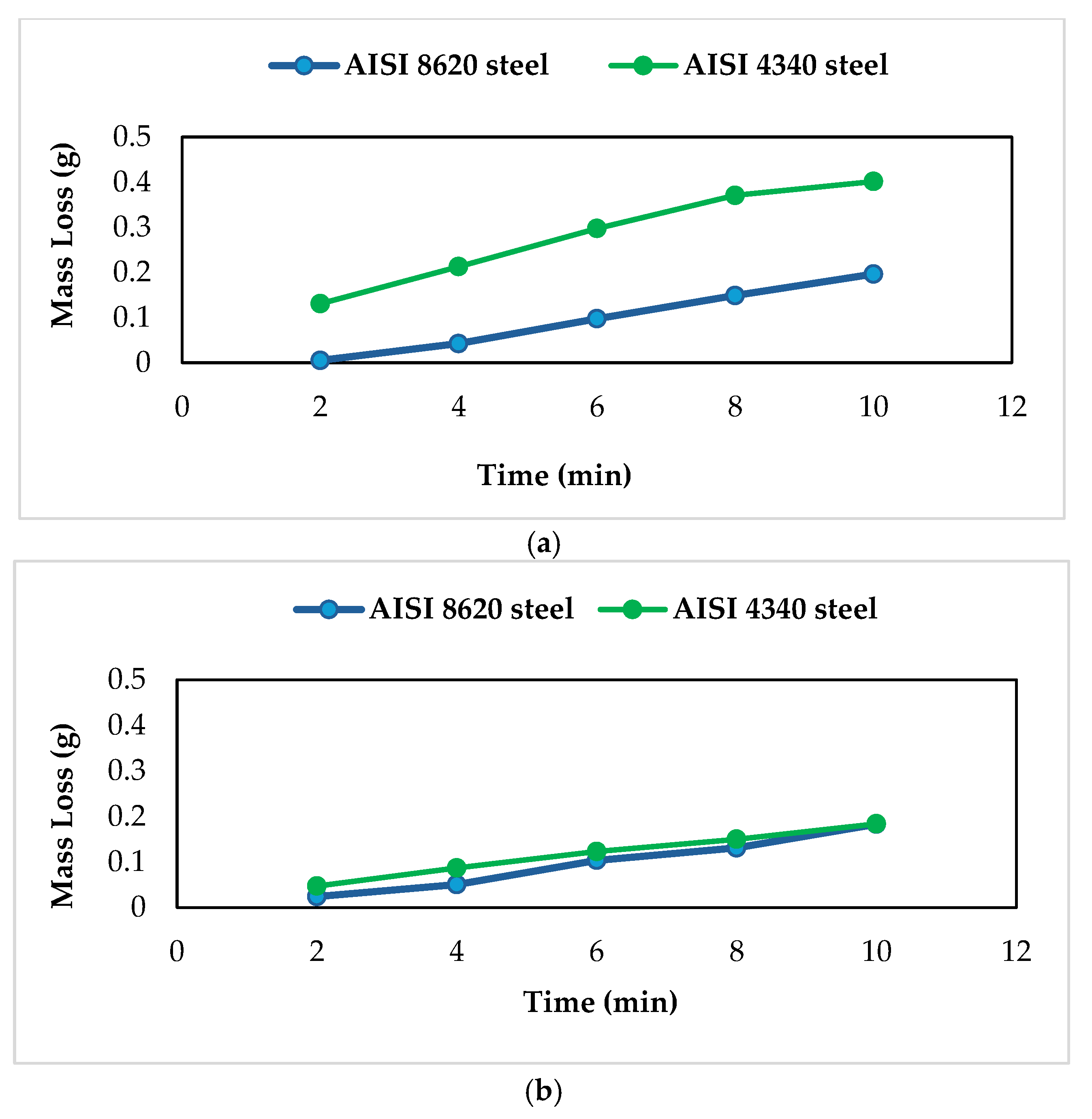
3.3. Mass Loss and Total Erosion Results
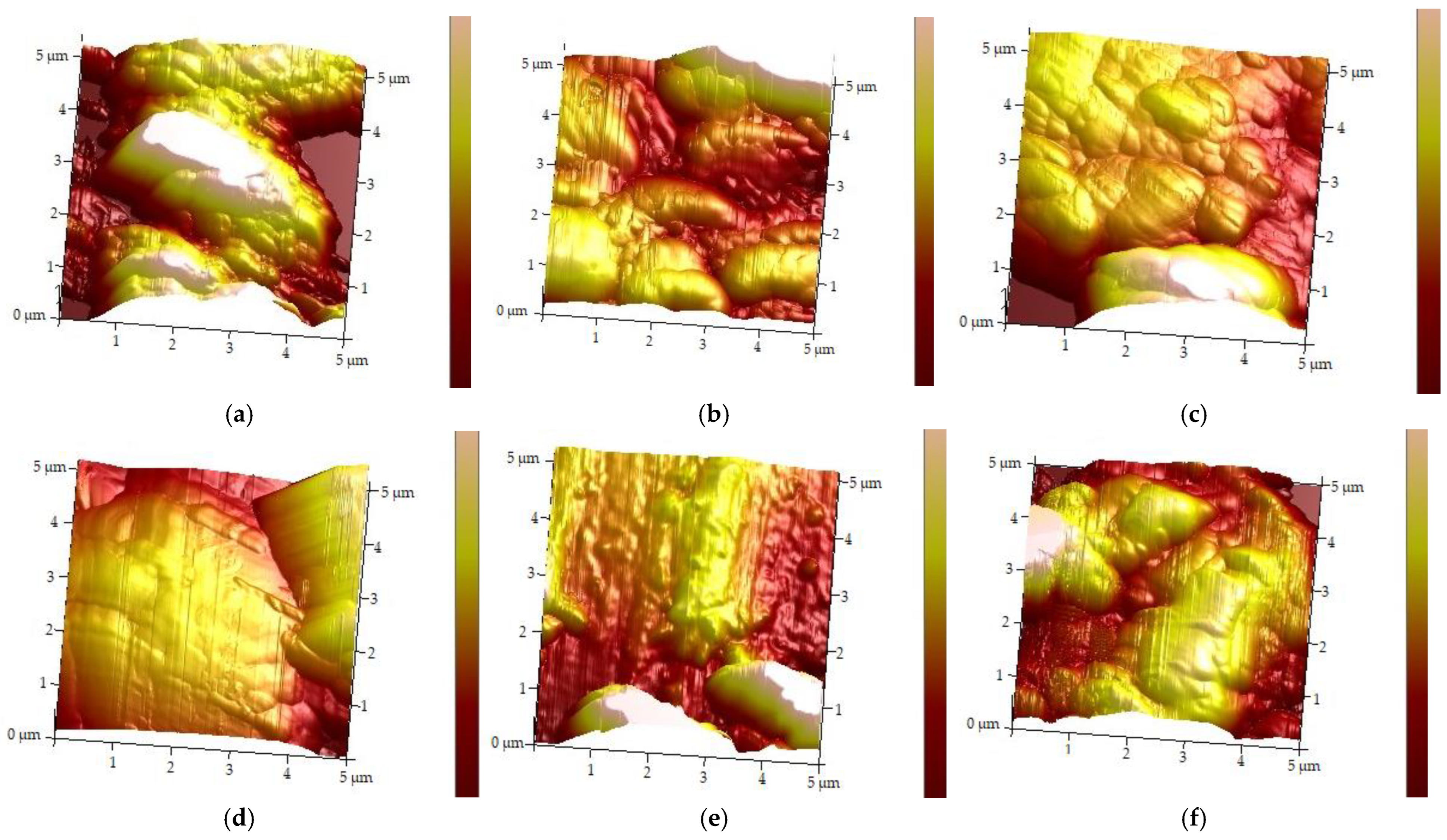
3.4. Roughness Results
4. Discussion
5. Conclusions
- During the tests, the behavior of each material was studied using different impact angles (30°, 45°, 60° and 90°). It was observed that AISI 8620 steel exhibited greater erosion resistance than AISI 4340 steel. This could be due to its higher ductility allowing it to withstand the constant impacts and sliding actions of the abrasive particles at all incident angles. This material had the ability to deform plastically before reaching its yield strength (Sy), so there was much less material removal, especially at angles such as 30°, 45° and 90°.
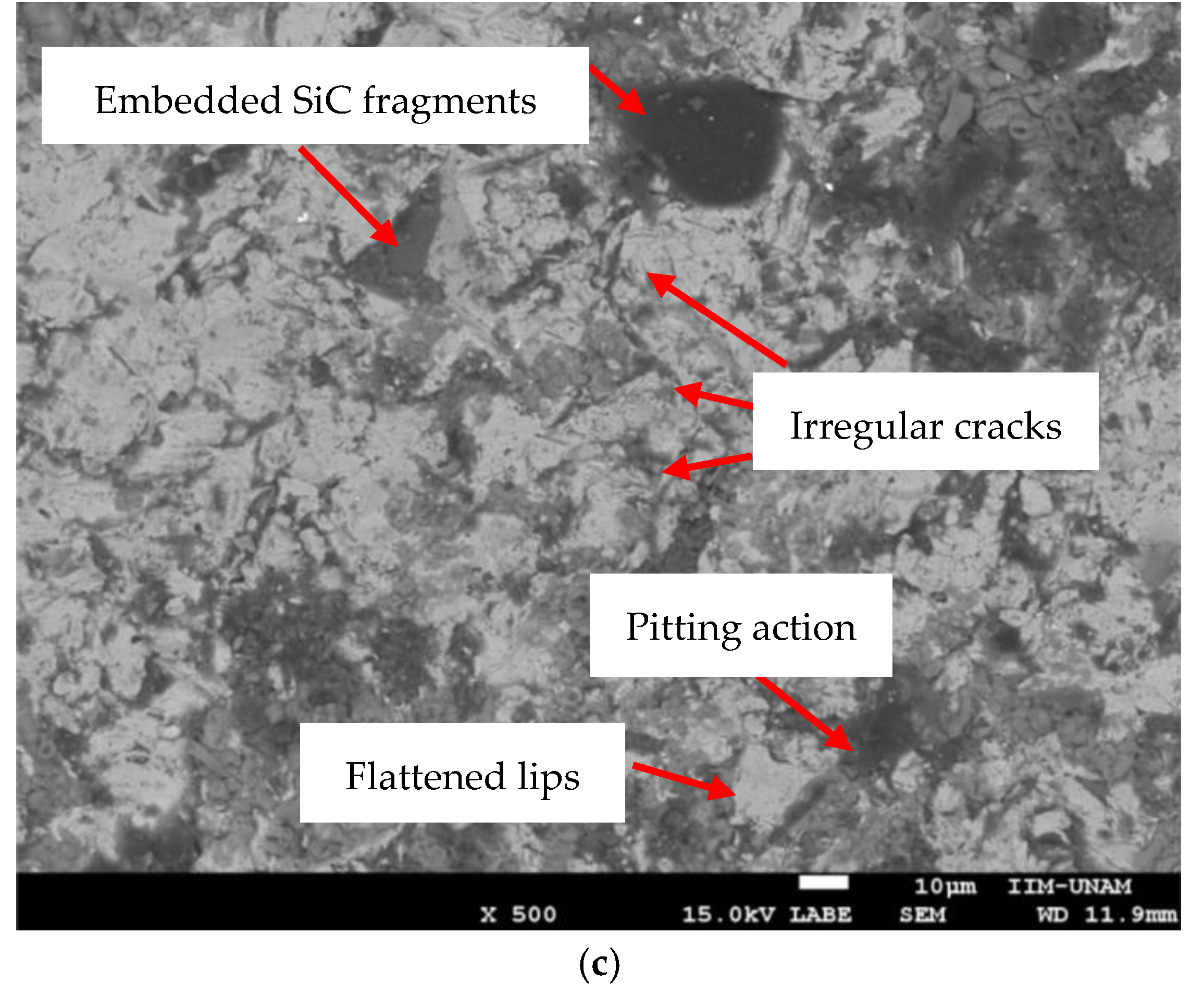
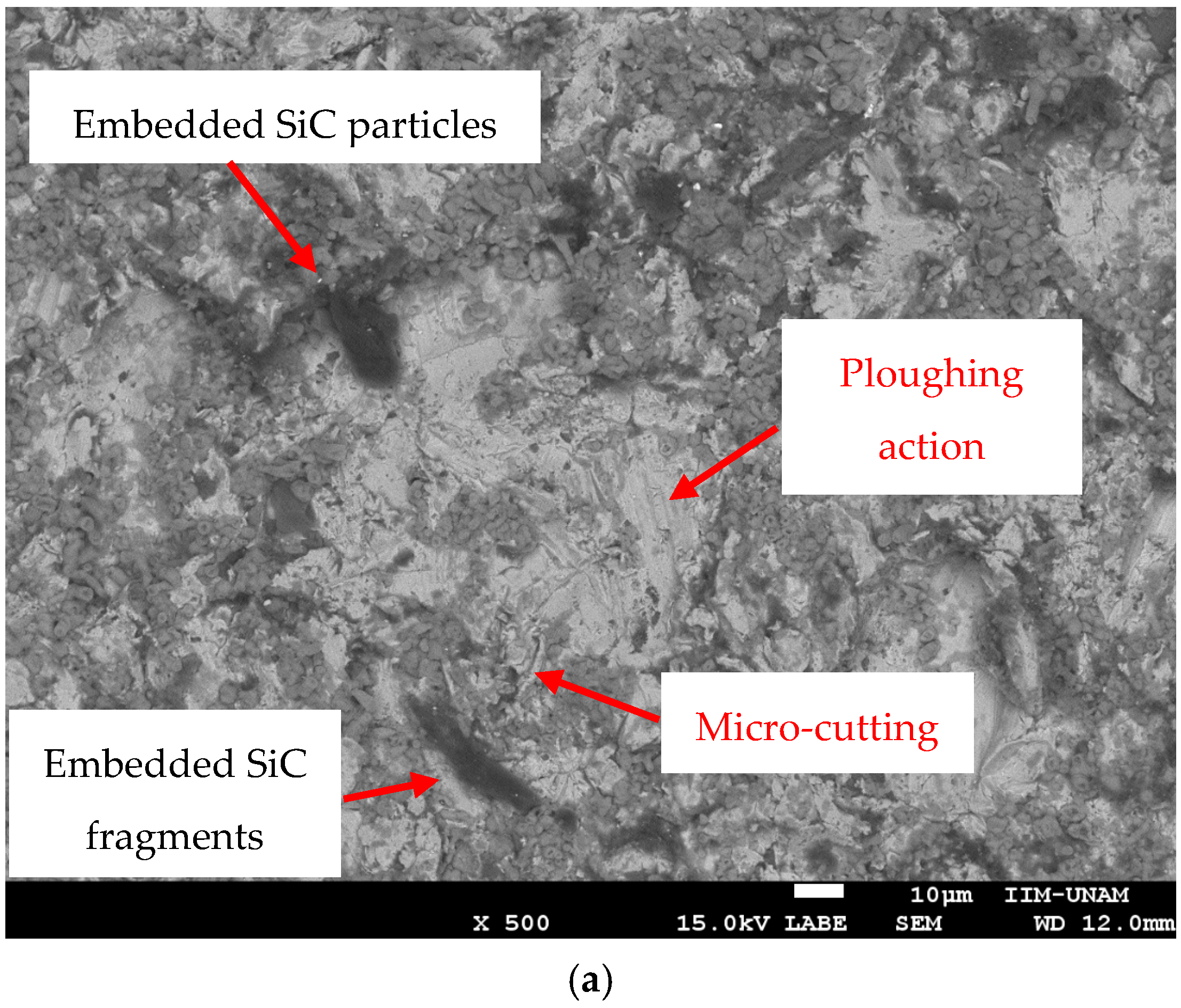
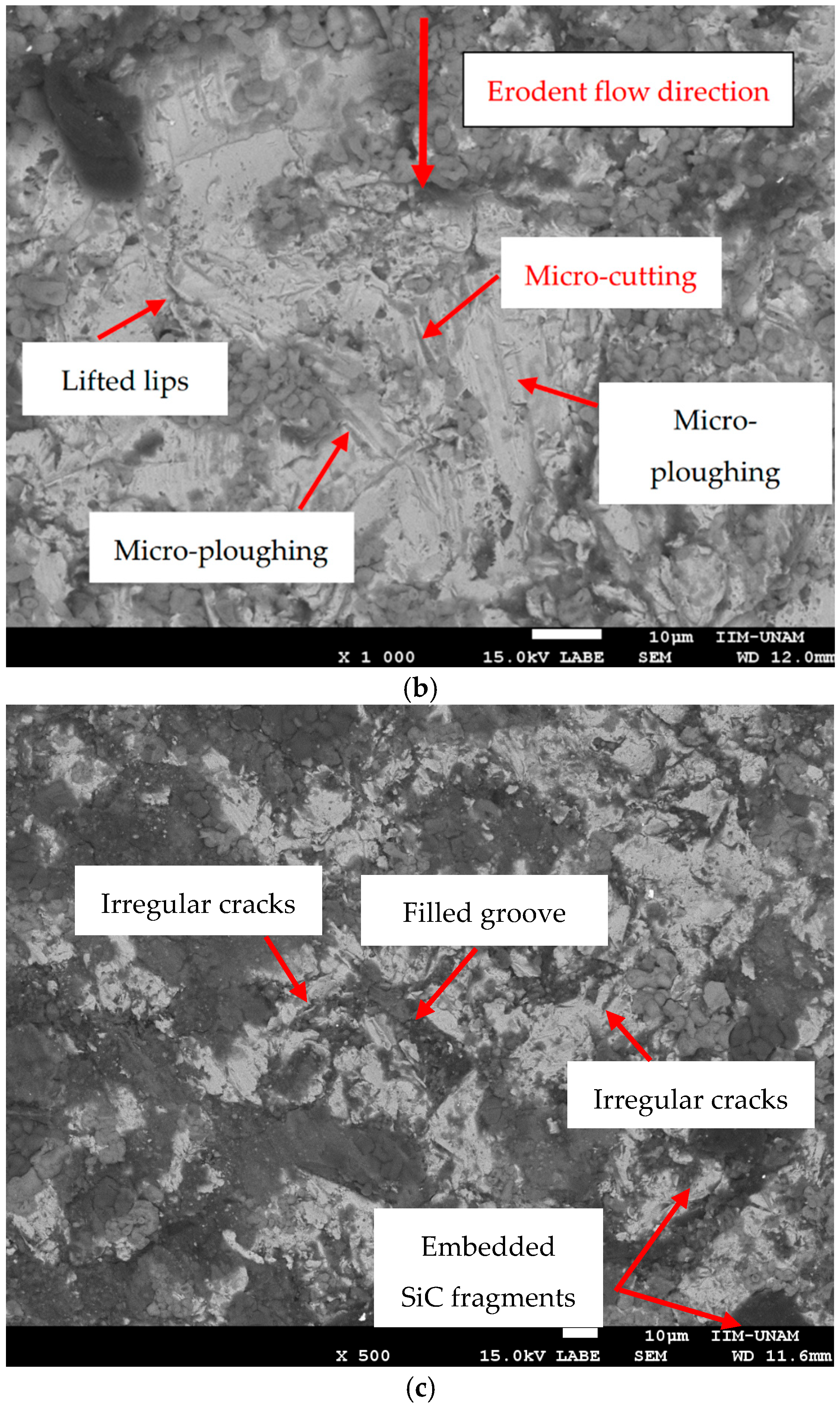
- Regarding the wear mechanisms, these were identified using SEM and characterized by intense micro-cutting and ploughing actions, pits, lifted lips and irregular indentations at 30° and 45°. In contrast, cracks on the surface, flattened lips, filled groves and embedded SiC fragments could be seen at normal incidence, 90°.
- Additionally, Atomic Force Microscopy (AFM) was employed to conduct a roughness analysis of each material before and after testing at 30° and 90°. The results showed that the roughness was modified and increased after the impingement of the silicon carbide particles on the surfaces. That is, the imperfections on the surfaces of both materials were increased by the impact and sliding actions of the SiC particles.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| SPE | Solid Particle Erosion |
| ASTM | American Society for Testing and Materials |
| AISI | American Iron and Steel Institute |
References
- Yang, S.Q.; Fan, J.C.; Liu, M.T.; Li, D.N.; Li, J.L.; Han, L.H.; Wang, J.J.; Yang, S.Y.; Dai, S.W.; Zhang, L.B. Research on the solid particle erosion wear of pipe steel for hydraulic fracturing based on experiments and numerical simulations. Pet. Sci. 2024, 21, 2779–2792. [Google Scholar] [CrossRef]
- Deng, T.; Bingley, M.S.; Bradley, M.S.A. The influence of particle rotation on the solid particle erosion rate of metals. Wear 2004, 256, 1037–1049. [Google Scholar] [CrossRef]
- Foley, T.; Levy, A. The erosion of heat-treated steels. Wear 1983, 91, 45–64. [Google Scholar] [CrossRef]
- Chauhan, A.K.; Goel, D.B.; Prakash, S. Solid particle erosion behaviour of 13Cr–4Ni and 21Cr–4Ni–N steels. J. Alloys Compd. 2009, 467, 459–464. [Google Scholar] [CrossRef]
- Rodríguez, E.; Flores, M.; Pérez, A.; Mercado-Solis, R.D.; González, R.; Rodríguez, J.; Valtierra, S. Erosive wear by silica sand on AISI H13 and 4140 steels. Wear 2009, 267, 2109–2115. [Google Scholar] [CrossRef]
- Lee, W.S.; Su, T.T. Mechanical properties and microstructural features of AISI 4340 high-strength alloy steel under quenched and tempered conditions. J. Mater. Process. Technol. 1999, 87, 198–206. [Google Scholar] [CrossRef]
- Erdogan, M.; Tekeli, S. The effect of martensite volume fraction and particle size on the tensile properties of a surface-carburized AISI 8620 steel with a dual-phase core microstructure. Mater. Charact. 2003, 49, 445–454. [Google Scholar] [CrossRef]
- ASTM G76-95; Standard Practice for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets. ASTM: Philadelphia, PA, USA, 2018; (Last updated in 2018). Available online: https://store.astm.org/g0076-18.html (accessed on 3 July 2025).
- Kumar, M.; Kumar, S. Experimental analysis of Solid particle erosion on SS 410 stainless steel. J. Phys. Conf. Ser. 2024, 2818, 012014. [Google Scholar] [CrossRef]
- Okonkwo, P.C.; Shakoor, R.A.; Ahmed, E.; Mohamed, A.M.A. Erosive wear performance of API X42 pipeline steel. Eng. Fail. Anal. 2016, 60, 86–95. [Google Scholar] [CrossRef]
- Shipway, P.H.; Hutchings, I.M. Influence of nozzle roughness on conditions in a gas-blast erosion rig. Wear 1993, 60, 148–158. [Google Scholar] [CrossRef]
- Laguna-Camacho, J.R.; Vite-Torres, M.; Gallardo-Hernández, E.A.; Vera-Cárdenas, E.E. Solid Particle Erosion on Different Metallic Materials. Tribology in Engineering, 1st ed.; Pihtili, H., Ed.; Intech: Rijeka, Croatia, 2013; Volume 5, pp. 63–78. [Google Scholar] [CrossRef]
- Okonkwo, P.C.; Sliem, M.H.; Sk, M.H.; Shakoor, R.A.; Mohamed, A.M.A.; Abdullah, A.M.; Kahraman, R. Erosion behavior of API X120 Steel: Effect of Particle Speed and Impact Angle. Coatings 2018, 8, 343. [Google Scholar] [CrossRef]
- Harsha, A.P.; Bhaskar, D.K. Solid particle erosion behaviour of ferrous and non-ferrous materials and correlation of erosion data with erosion models. Mater. Des. 2008, 29, 1745–1754. [Google Scholar] [CrossRef]
- Zhang, J.; Lian, Z.; Zhou, Z.; Xiong, M.; Yang, X. Erosion Wear of KQ52 Alloy Steel Multi-function Four-Way Valve Emergent Discharge Behaviors. Trans. Indian Inst. Met. 2022, 75, 217–228. [Google Scholar] [CrossRef]
- Anand, K.; Hovis, S.K.; Conrad, H.; Scattergood, R.O. Flux effects on solid particle erosion. Wear 1987, 118, 243–257. [Google Scholar] [CrossRef]
- Brown, R.; Jun, E.J.; Edington, J.W. Erosion of α-Fe by spherical glass particles. Wear 1981, 70, 347–363. [Google Scholar] [CrossRef]
- Hong, B.; Li, Y.; Li, X.; Li, G.; Huang, A.; Ji, S.; Li, W.; Gong, J.; Guo, J. Experimental investigation of erosion rate for gas-solid two-phase flow in 304 stainless /L245 carbon steel. Pet. Sci. 2022, 19, 1347–1360. [Google Scholar] [CrossRef]
- Hutchings, I.M.; Winter, R.E. Particle erosion of ductile metals: A mechanism of material removal. Wear 1974, 27, 121–128. [Google Scholar] [CrossRef]
- Hutchings, I.M.; Shipway, P. Wear by hard particles. In Tribology: Friction and Wear of Engineering Materials, 1st ed.; Edward Arnold: London, UK, 1992. [Google Scholar]
- Laguna-Camacho, J.R.; Hernández-Romero, I.; Escalante-Martínez, J.E.; Márquez-Vera, C.A.; Galván-López, J.L.; Méndez-Méndez, J.V.; Arzate-Vázquez, I.; Andraca-Adame, J.A. Erosion Wear of AISI 420 Stainless Steel Caused by Walnut Shell Particles. Trans. Indian Inst. Met. 2015, 68, 633–647. [Google Scholar] [CrossRef]
- Laguna-Camacho, J.R.; Sánchez-Yáñez, S.M.; Calderón-Ramón, C.; Escalante-Martínez, J.E.; Juárez-Morales, G.; Cruz-Orduña, M.I.; Ramos-González, L.M.; Galicia-Badillo, A. Erosion of metals using angular silicon carbide particles. Tribol.-Mater. Surf. Interfaces 2019, 13, 215–222. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Yield Strength (σy) (MPa) | Ultimate Tensile Strength (σuts) (MPa) | Elongation (%) | Hardness (HV) |
|---|---|---|---|---|
| AISI 4340 | 1300 | 1437 | 10 | 510 ± 3.34 |
| AISI 8620 | 765 | 1050 | 18 | 490 ± 1.67 |
| Material | C | Cr | Ni | Mo | Fe (Balance) |
|---|---|---|---|---|---|
| AISI 4340 | 0.38–0.43 | 0.45 | 0.08 | 0.23 | 98.80 |
| AISI 8620 | 0.17–0.20 | 0.58 | 0.98 | 0.49 | 94.49 |
| Impact Angle | AISI 8620 | Total Erosion Rate (g/g) | AISI 4340 | Total Erosion Rate (g/g) |
|---|---|---|---|---|
| 30° | 0.1964 ± 3.11 × 10−3 | 2.81 × 10−2 | 0.4014 ± 1.54 × 10−2 | 5.73 × 10−2 |
| 45° | 0.1829 ± 1.32 × 10−2 | 2.61 × 10−2 | 0.1837 ± 4.81 × 10−3 | 2.62 × 10−2 |
| 60° | 0.1795 ± 2.26 × 10−3 | 2.56 × 10−2 | 0.159 ± 4.24 × 10−4 | 2.27 × 10−2 |
| 90° | 0.1745 ± 4.81 × 10−3 | 2.49 × 10−2 | 0.2734 ± 1.06 × 10−2 | 3.91 × 10−2 |
| Material | Before Testing (Unworn Surfaces) | Erosion at 30° | Erosion at 90° |
|---|---|---|---|
| AISI 4340 | 110 ± 3.16 | 195.4 ± 5.50 | 295.4 ± 5.31 |
| AISI 8620 | 105.4 ± 4.56 | 184.8 ± 4.02 | 210 ± 7.90 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Laguna-Camacho, J.R.; Gallardo-Hernández, E.A.; Vite-Torres, M.; Calderón-Ramón, C.M.; Velázquez-Martínez, V.; Sánchez-Yáñez, S.M.; Zermeño-De Lojo, K.I. Erosion of AISI 4340 and AISI 8620 Steels with High Ductility Caused by SiC Particles. Metals 2025, 15, 800. https://doi.org/10.3390/met15070800
Laguna-Camacho JR, Gallardo-Hernández EA, Vite-Torres M, Calderón-Ramón CM, Velázquez-Martínez V, Sánchez-Yáñez SM, Zermeño-De Lojo KI. Erosion of AISI 4340 and AISI 8620 Steels with High Ductility Caused by SiC Particles. Metals. 2025; 15(7):800. https://doi.org/10.3390/met15070800
Chicago/Turabian StyleLaguna-Camacho, Juan R., Ezequiel A. Gallardo-Hernández, Manuel Vite-Torres, Celia M. Calderón-Ramón, Víctor Velázquez-Martínez, Silvia M. Sánchez-Yáñez, and Karla I. Zermeño-De Lojo. 2025. "Erosion of AISI 4340 and AISI 8620 Steels with High Ductility Caused by SiC Particles" Metals 15, no. 7: 800. https://doi.org/10.3390/met15070800
APA StyleLaguna-Camacho, J. R., Gallardo-Hernández, E. A., Vite-Torres, M., Calderón-Ramón, C. M., Velázquez-Martínez, V., Sánchez-Yáñez, S. M., & Zermeño-De Lojo, K. I. (2025). Erosion of AISI 4340 and AISI 8620 Steels with High Ductility Caused by SiC Particles. Metals, 15(7), 800. https://doi.org/10.3390/met15070800