1. Introduction
Additive manufacturing (AM) has established itself as a key technology in the field of metal component manufacturing over the past decade, especially in the aerospace, automotive, energy, and medical industries [
1,
2,
3,
4]. Laser powder bed fusion (L-PBF) is a widely used additive manufacturing (AM) method that enables the production of complex shapes with high dimensional accuracy. Compared to conventional techniques, L-PBF offers greater design freedom, more efficient material utilization, and often faster build times [
5,
6,
7]. Despite these benefits, parts made by L-PBF frequently contain internal flaws—such as porosity, lack of fusion, or residual stresses—that can negatively impact mechanical performance [
8,
9].
Austenitic stainless steel AISI 316L is a widely used material in AM due to its good machinability, high corrosion resistance, and toughness [
10,
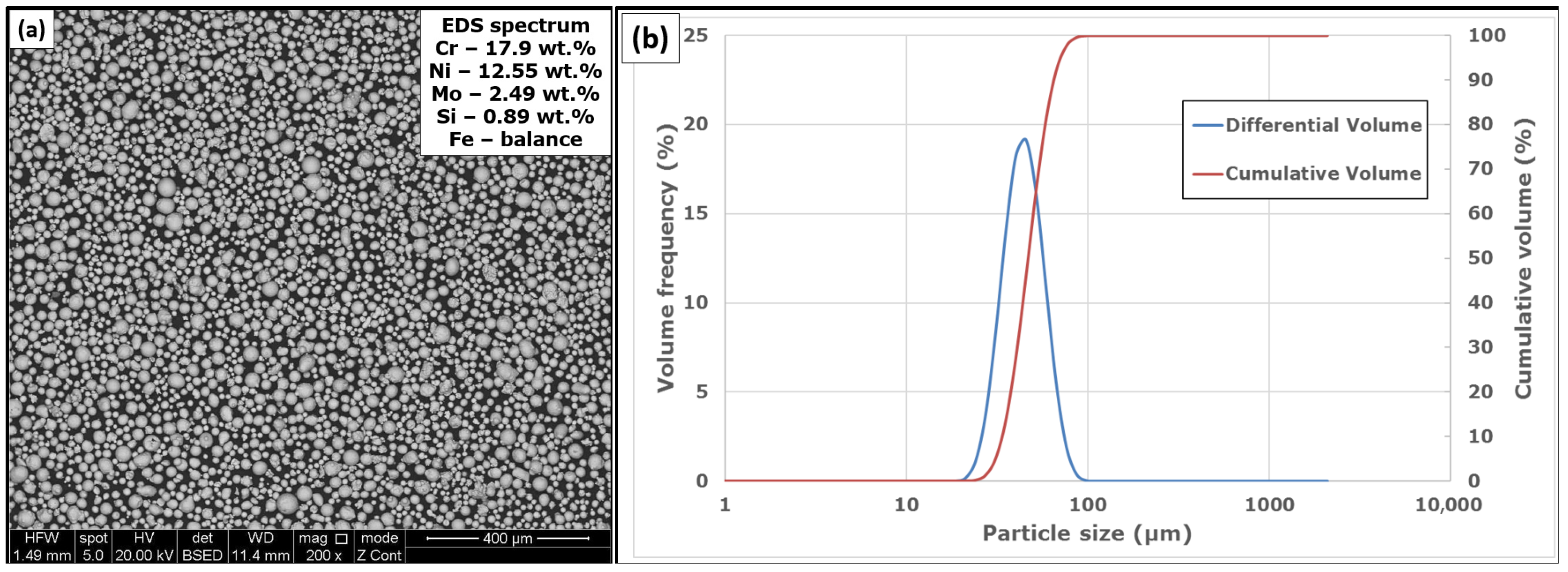
11]. 316L SS has proven to be a suitable candidate for AM technologies, especially L-PBF, due to its chemical composition and microstructure, which yield a very fine microstructure with a high austenite content. This microstructure is the result of rapid melting and solidification during the process, which leads to a fine grain arrangement but also creates conditions for the formation of undesirable defects, such as porosity [
12,
13].
Porosity is one of the primary limitations that restrict the applicability of AM materials in demanding conditions. Even slight variations in porosity content, pore shape, or distribution can noticeably reduce tensile strength, ductility, and fatigue life. Experimental studies, therefore, increasingly aim to control these features through post-processing adjustments to improve specific mechanical responses [
14,
15]. Such processes are mainly thermal and thermomechanical processing, which are applied to the component after it is manufactured by the additive method in the so-called secondary processing [
16].
Heat treatment serves to reduce internal stresses, promote chemical homogeneity, and initiate recrystallization. The final microstructure is strongly affected by the selected temperature, holding time, and cooling conditions [
17,
18]. At lower temperatures, some stress relaxation may occur without substantial changes in grain size, whereas higher temperatures can induce more pronounced recrystallization and grain growth. In all instances, modifications to porosity take place, which can be quantified using image analysis techniques [
19,
20].
Thermomechanical processing, such as rolling, is an effective tool for densifying materials, reducing pores, and influencing texture. Cold rolling is characterized by a higher degree of strain hardening (increased strength properties) [
21,
22,
23,
24]. In comparison, hot rolling allows a higher degree of plastic deformation with a lower risk of fracture (increased plastic properties) [
25]. The combination of rolling with prior or subsequent annealing provides variability in modifying the microstructure and properties. The effect depends on many factors, including the processing temperature, the degree of deformation, the initial porosity, and other material properties affected by the L-PBF manufacturing process [
26,
27,
28].
From a research perspective, it is important to understand the relationship between the type of thermomechanical processing, porosity parameters, and the resulting mechanical properties. Mechanical properties such as yield strength (YS), ultimate tensile strength (UTS), ductility (A), and hardness are essential for evaluating the suitability of components for real-world applications. In L-PBF fabricated parts, significant anisotropy of these properties can occur depending on the orientation of the sample relative to the growth direction [
29,
30]. Therefore, it is important to evaluate different directions: for example, along the Z axis, in the XY plane, and at an angle of 45°.
The mechanical properties of L-PBF processed AISI 316L SS vary significantly depending on the post-processing condition. In the as-built state, typical values include a YS of 480–580 MPa, UTS of 600–700 MPa, and elongation at a break between 25 and 35% [
31]. After stress-relieving heat treatment (e.g., 650 °C/3 h), elongation can increase to ~40% with a slight reduction in strength while solution annealing at 1050–1100 °C followed by water quenching can reduce internal stresses, coarsen the microstructure, and increase ductility beyond 45% [
17,
32,
33]. In contrast, cold rolling (up to 20%) can increase YS by 100–150 MPa due to strain hardening but often reduces ductility below 20% [
21,
34,
35]. Hot rolling at 1050 °C allows for a balance of strength and ductility, with porosity levels reduced to <0.1% depending on the deformation level and cooling method [
25].
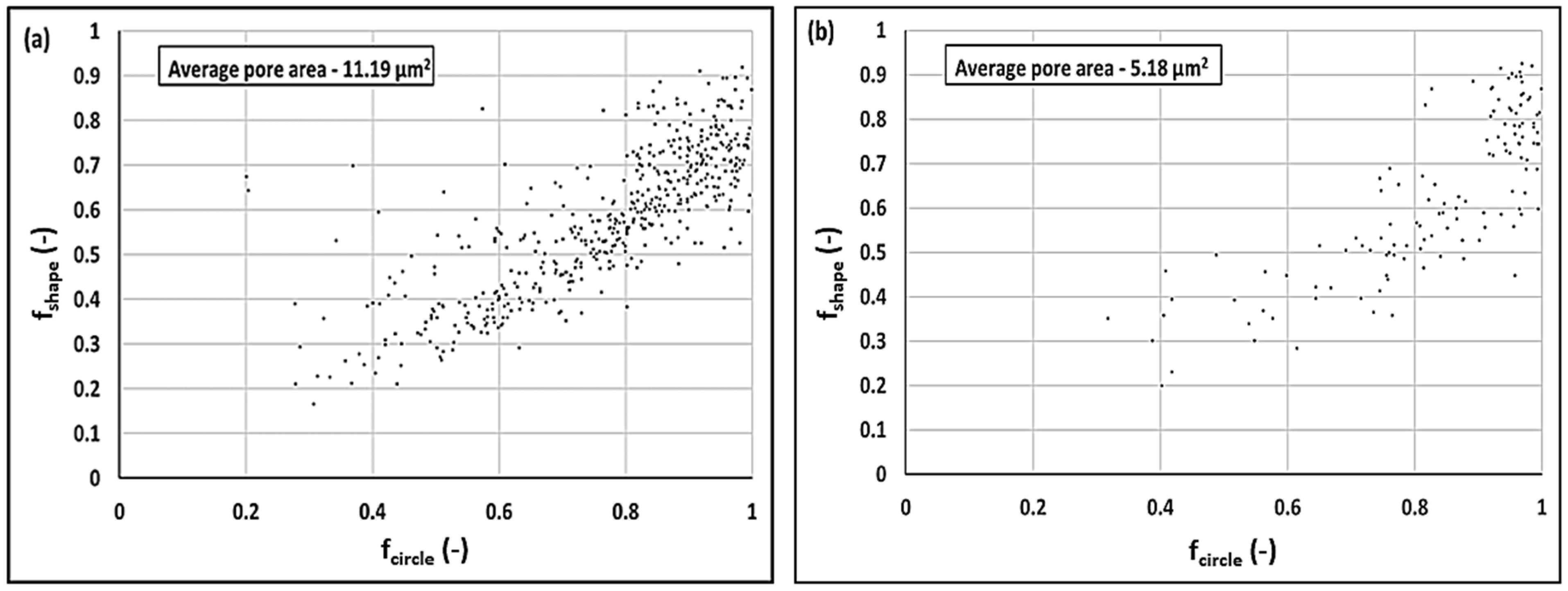
Quantitative porosity analysis involves measuring the volume fractions of pores and their dimensions, shape factors (e.g., circularity factor and shape factor), and aspect ratio [
13,
14,
36,
37,
38]. These parameters can be extracted from microscopic images using digital image analysis, yielding a comprehensive view of the material’s internal structure. These measurements are crucial because various pore morphologies influence failure mechanisms in distinct ways. For instance, spherical pores are generally less detrimental to crack propagation compared to sharp-edged or elongated (ellipsoidal) pores [
14,
15,
36,
39]. Total volume porosity above 0.3–0.5% can represent a critical threshold for a sudden decrease in ductility, especially in applications subjected to cyclic loading [
40]. Shape factors, such as the circularity factor, are important for predicting the probability of crack initiation—pores with lower circularity (sharp edges) have a higher fracture potential. The aspect ratio indicates the elongation of the pores and their orientation, which is important in the anisotropic behavior of the material [
14].
Although numerous studies have investigated the effects of heat treatment on L-PBF 316L stainless steel [
17,
18,
41,
42,
43], only a limited number have focused on the influence of plastic deformation, such as rolling [
34,
44,
45], and even fewer have systematically analyzed the combined effects of thermomechanical processing parameters on porosity and mechanical properties [
46,
47]. Nevertheless, recent publications demonstrate a growing interest in the application of plastic deformation for improving the microstructural and mechanical integrity of L-PBF AISI 316L stainless steel [
44,
48,
49].
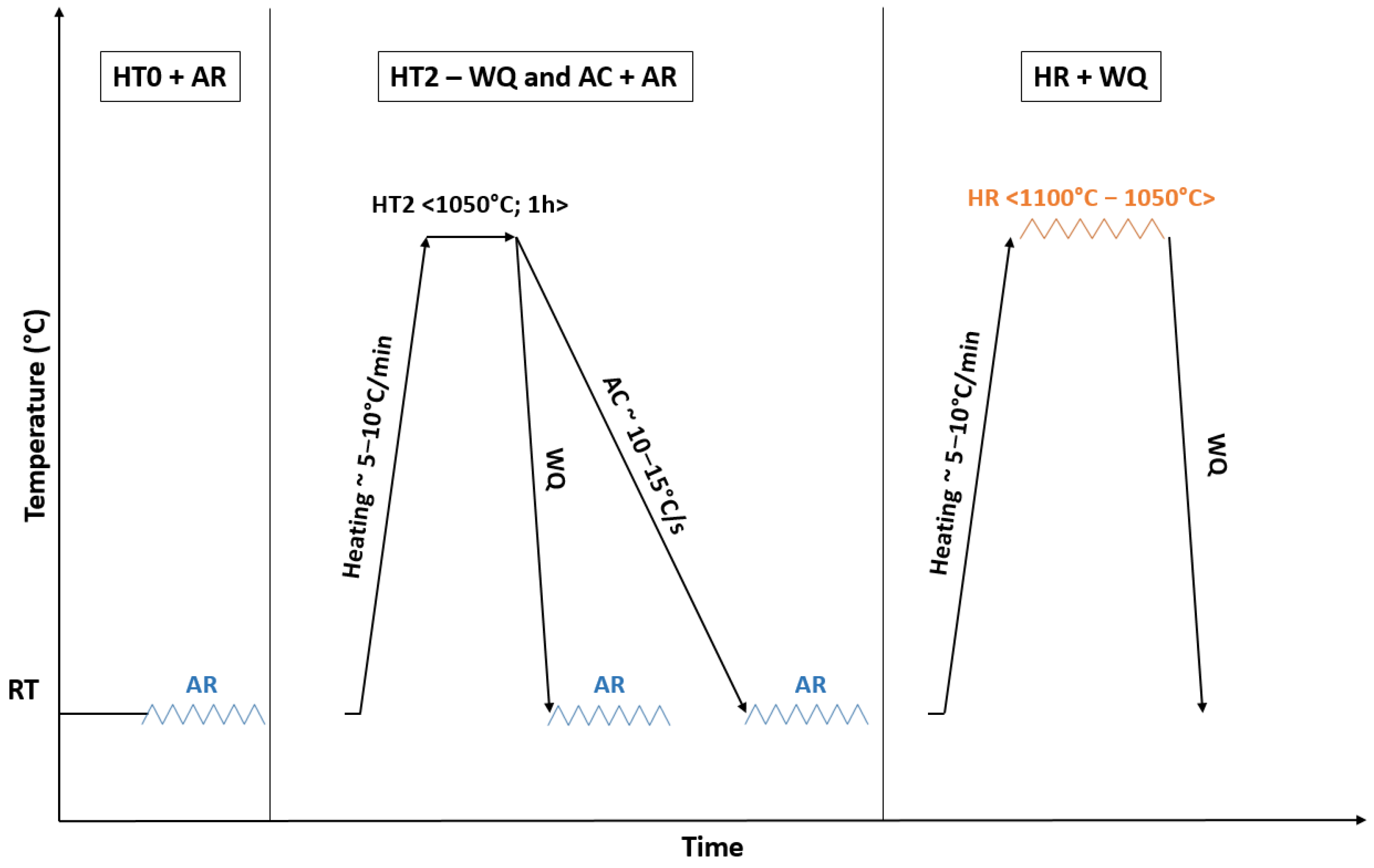
In this paper, we focus on a detailed analysis of the effect of several combinations of thermomechanical processes on the microstructure, porosity, and mechanical properties of AISI 316L stainless steel produced by the L-PBF method. We evaluate the effects of hot rolling at 1050–1100 °C followed by water quenching, as well as the effect of cold rolling applied before and after heat treatment. We pay special attention to the comparison of the conditions after annealing at 650 °C and 1050 °C, as well as the effect of air or water cooling. The aim is to identify the processing conditions that lead to optimal properties while minimizing defects.
4. Discussion
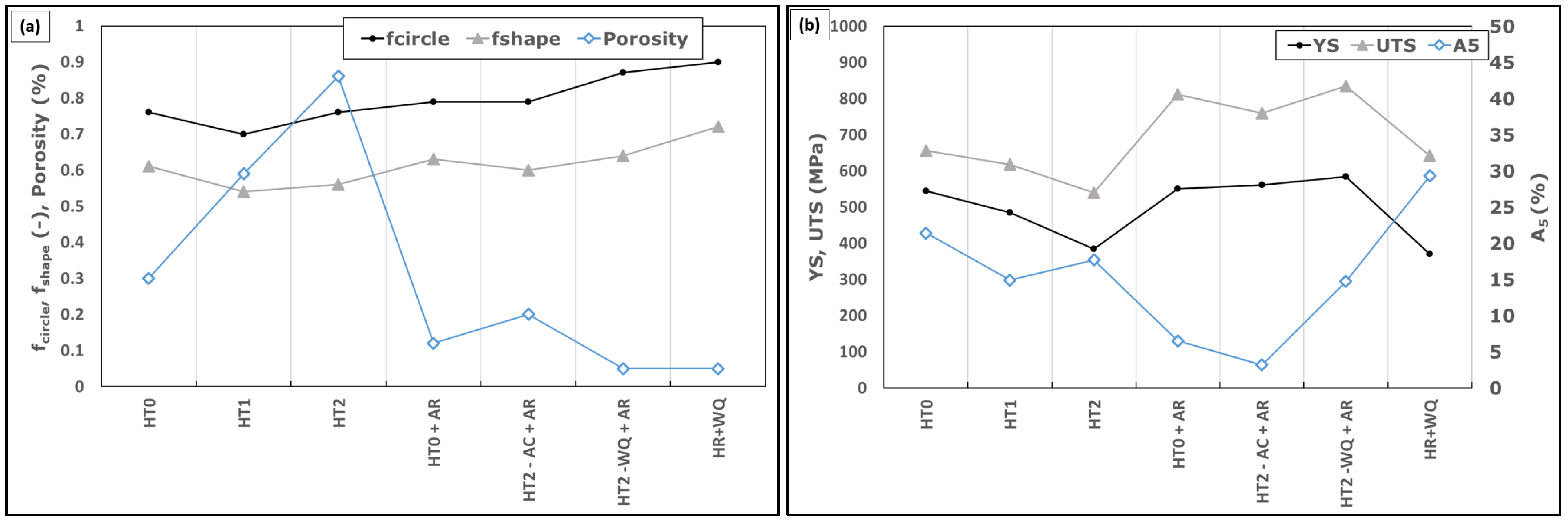
Experimental results indicate that heat treatment alone (HT0 to HT2) increased porosity in the Z-axis from 0.30% to 0.86%, likely due to pore growth associated with thermal relaxation and reduced dislocation density. During heat treatment, lattice reconfiguration and diffusion processes occur, which can lead to the coalescence of small pores and their subsequent growth, especially if enclosed gases are present in the material. This phenomenon is particularly pronounced at higher temperatures when atomic diffusion and grain boundary mobility enable the reshaping of pores. At the same time, microcracks or pores that were originally “pressed” into the matrix by residual stresses or deformation may open, which is consistent with the findings in the work [
32,
36]. On the other hand, as also reported by studies [
17,
59,
60], thermal exposure can also lead to a decrease in porosity due to improved diffusion and sintering processes that contribute to the closure and more rounded shape of pores, especially at longer annealing times and lower initial porosity. The differences in the observed trends can thus be explained by both the type of pores (closed vs. interconnected, gas vs. shrinking) and their size and distribution, as well as by different behaviors at varying temperatures and atmospheres (e.g., vacuum, inert gas, air). In our case, the mechanisms of growth of existing gas pores and relaxation of the internal structure were likely to prevail, leading to a slight increase in their size or volume fraction. It is also important to consider that the apparent rise in porosity can also be influenced by the increased detectability of pores after a change in their morphology—e.g., after rounding or the widening of originally sharply defined defects. A similar trend was also noted by Deng et al. [
61], who observed the complete recrystallization of AM 316L SS after annealing at 1065 °C and 1150 °C, which led to grain growth and changes in the microstructure.
The tendency of pores to round at higher temperatures may be a consequence of the activation of diffusion processes and the simultaneous reduction of dislocation density during heat treatment. It should be noted that this observed reduction in dislocation density is interpreted qualitatively, based on microstructural recovery and grain growth. A quantitative assessment (e.g., using EBSD-KAM analysis or TEM) was not performed in this study but could provide additional insight in future work. At elevated temperatures, atomic mobility increases, which allows the surface and volume diffusion of the material towards minimizing the surface energy. Irregular and elongated pores have a higher surface energy than rounded ones. Therefore, they naturally transform into more spherical shapes, which are thermodynamically more favorable. At the same time, internal stresses relax due to the recovery and reduction of dislocation density, which further facilitates the reorganization of the local microstructure and the movement of grain boundaries [
14,
41,
62,
63]. The combination of these mechanisms leads to the observed improvements in pore morphological parameters, such as an increase in sphericity (e.g.,
from 0.76 to 0.9) and a decrease in elongation (AsR from 2.07 to 1.65).
In the case of the material produced by the L-PBF method, the initial state (HT0) is characterized by a fine-grained substructure and a high dislocation density due to the rapid melting and solidification of the layers. After recrystallization annealing at 1050 °C (HT2), the original fine cellular structure dissolves, and grain growth occurs, the rate of which depends on the cooling method. Slow cooling in the air (AC) allows grain growth to continue during cooling, resulting in a coarser and softer microstructure with a low dislocation density. Conversely, rapid cooling in water (WQ) effectively stops grain growth and preserves a finer recrystallized structure in which residual stresses and a higher defect density remain. Therefore, subsequent plastic processing is significantly more effective in this state, leading to enhanced pore compaction and improvements in both strength and ductility.
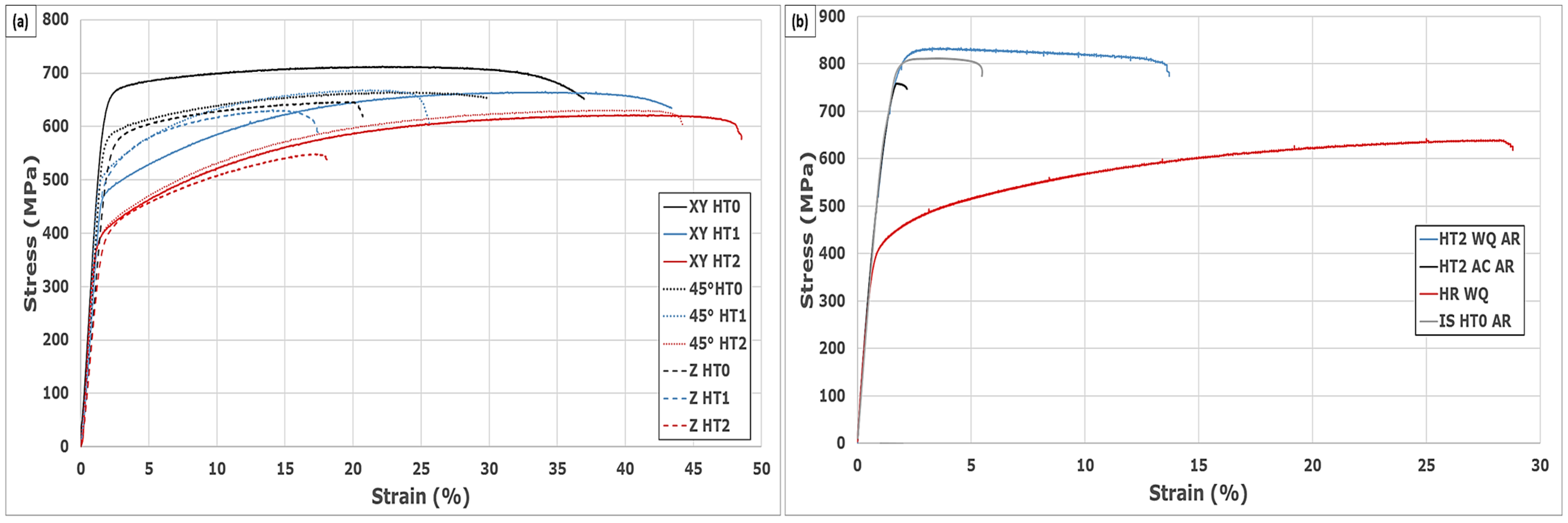
The HT2 + WQ condition brought the most significant changes. After ambient rolling with 20% deformation, the porosity decreased to 0.05%, which was the lowest value among all the conditions examined. At the same time, the sphericity of the pores improved (
= 0.87), and their elongation decreased (AsR = 1.64), which indicates a favorable change in the morphology of the defects. The combination of recrystallization annealing at 1050 °C and subsequent plastic deformation had a synergistic effect, resulting in minimized porosity, improved pore morphology, and a balanced combination of high strength (UTS ≈ 835 MPa) and moderate ductility (A
5 ≈ 14.7%). This result was in accordance with the study by Kan et al. [
64], where it was confirmed that a suitably selected deformation leads to a reduction in the number of fracture initiators and the homogenization of the stress field in the microstructure.
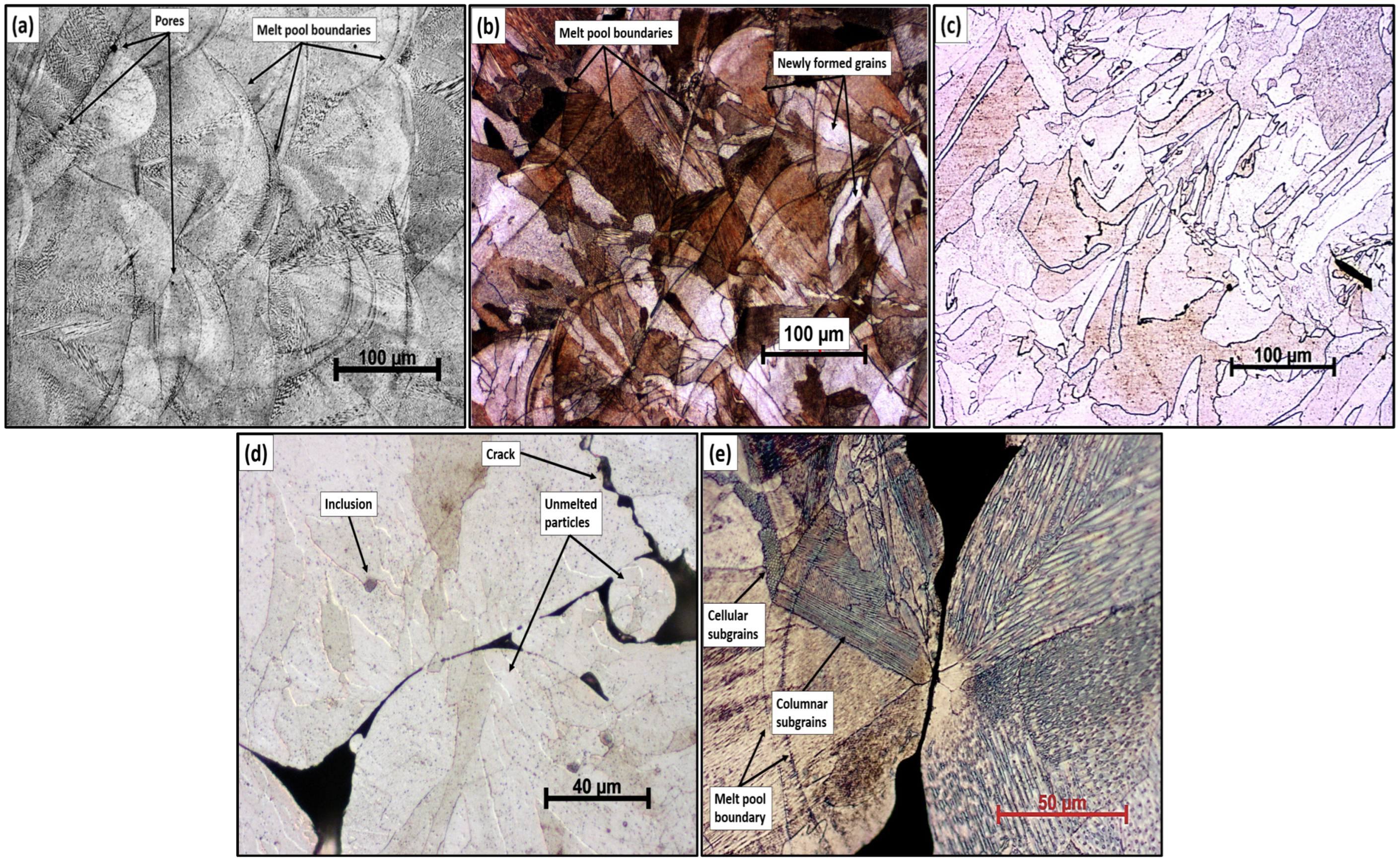
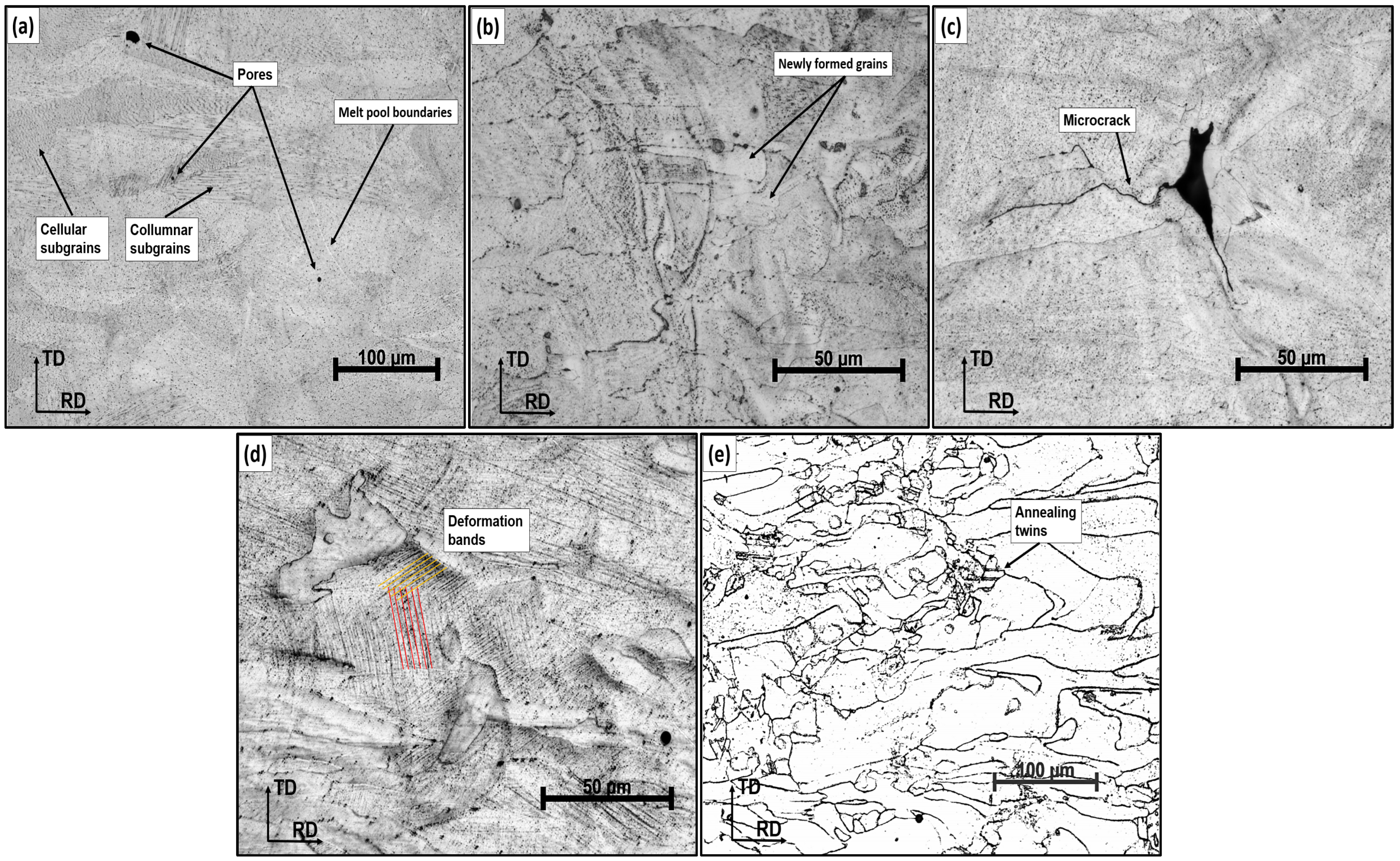
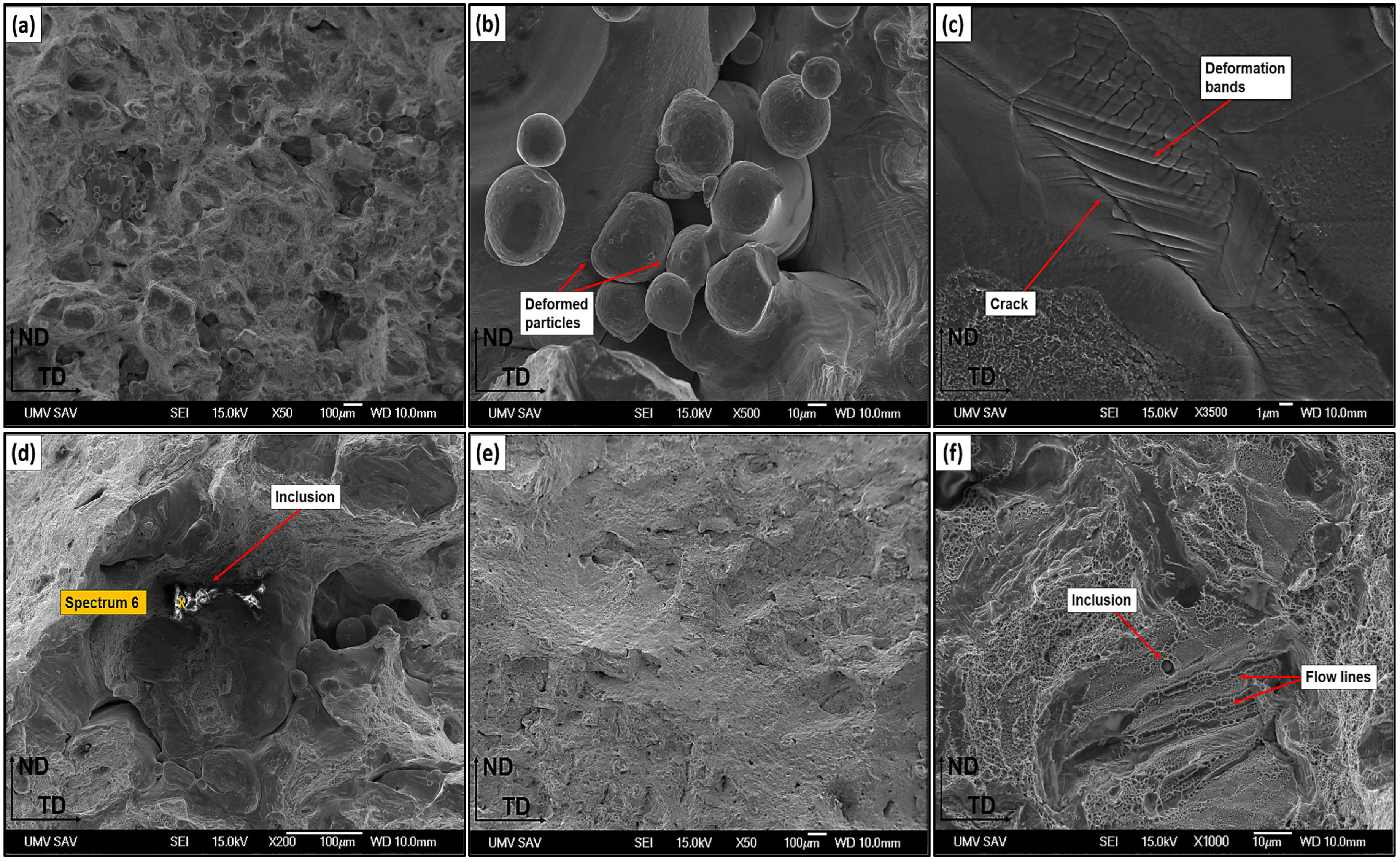
Significant changes were also observed in the HR + WQ condition, where hot deformation was applied, followed by rapid cooling in water. The HR + WQ condition revealed microstructural features indicative of dynamic recovery and partial recrystallization. Optical microscopy revealed evidence of subgrain formation and deformation bands aligned with the rolling direction, characteristic of hot working at elevated temperatures. These features suggest that recovery processes dominated during hot deformation, resulting in the rearrangement and annihilation of dislocations. In some regions, newly formed recrystallized grains were observed, supporting the occurrence of dynamic recrystallization during rolling. This microstructural evolution facilitated pore closure and improved morphological uniformity, as well as contributed to the observed reduction in hardness and enhancement of ductility. Already at 10% deformation, the porosity reduced to 0.20% and at 20% to 0.05% while the value also decreased significantly (from 1.86 to 1.57). This condition also showed the best morphological parameters of the pores (
up to 0.90). There was a noticeable softening of the matrix due to the influence of high temperature, which facilitated the closure of the pores during rolling. Similar results were also reported in a study from [
65], where high-temperature deformation combined with rapid cooling significantly eliminated interporous stress concentrators. These results demonstrate the gradual improvement of pore morphology, especially in terms of increased sphericity and reduced shape irregularity, which correlated with the observed reduction in total porosity.
Figure 12a provides a comparison of
,
, and porosity across all processing states, highlighting the advantage of combined thermal and mechanical treatment (HT2 − WQ + AR, HR + WQ).
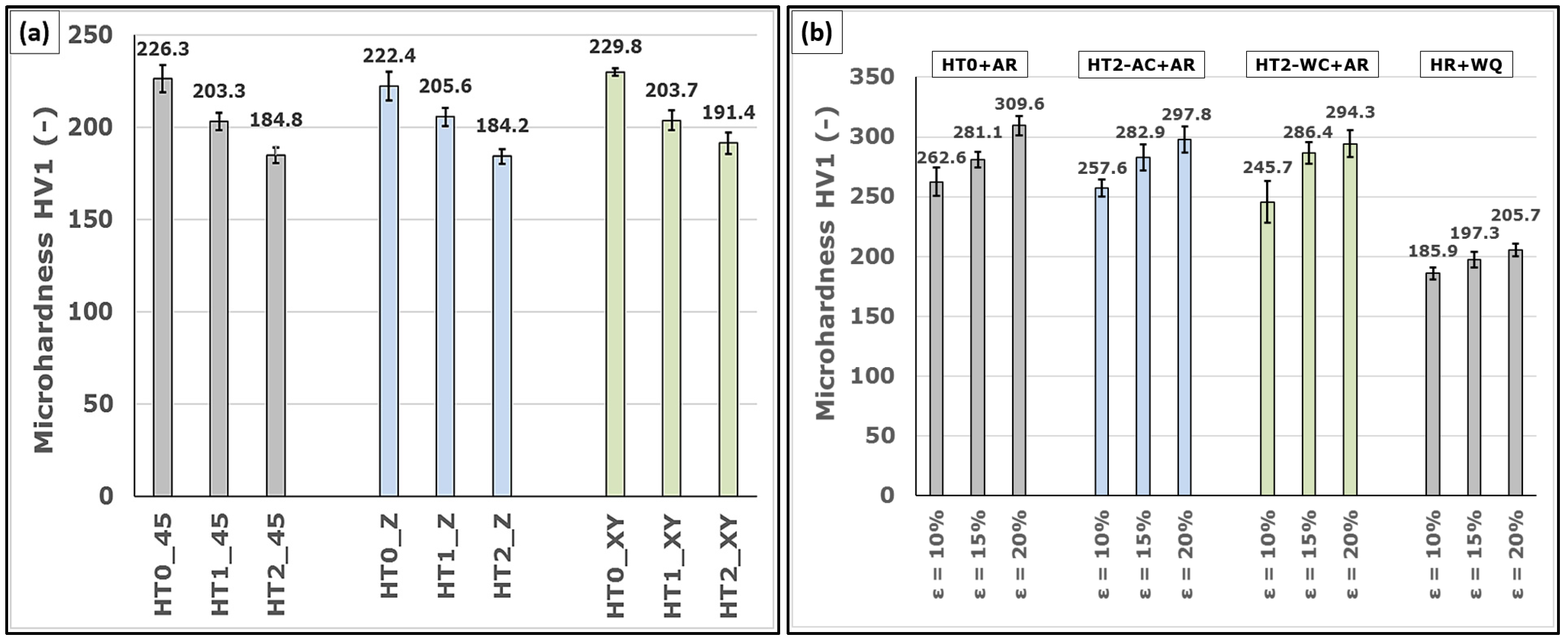
In terms of microhardness, the highest values were observed in the HT0 state (240–250 HV1), while subsequent treatments, especially HT2 and HR + WQ, led to a decrease to below 200 HV1. This decrease was a likely consequence of recrystallization and a reduction in dislocation density. However, in combination with rolling (HT2 + WQ), a particular strength of the matrix was restored due to strain hardening. Overall, it can be stated that heat treatment itself (especially HT2) leads to pore growth, but at the same time, it improves pores’ morphological properties. Subsequent rolling, especially in combination with HT2 + WQ or HR + WQ, can significantly reduce porosity, improve pore morphology, and bring a comprehensive improvement in mechanical properties. This is reflected in the mechanical properties shown in
Figure 12b, where YS, UTS, and elongation (A
5) are compared. The HT2 − WQ + AR and HR + WQ states achieved the best balance of strength and ductility, confirming the effectiveness of thermomechanical processing. These approaches represent an effective way to eliminate the negative impact of L-PBF porosity on the properties of final products by including secondary processing.
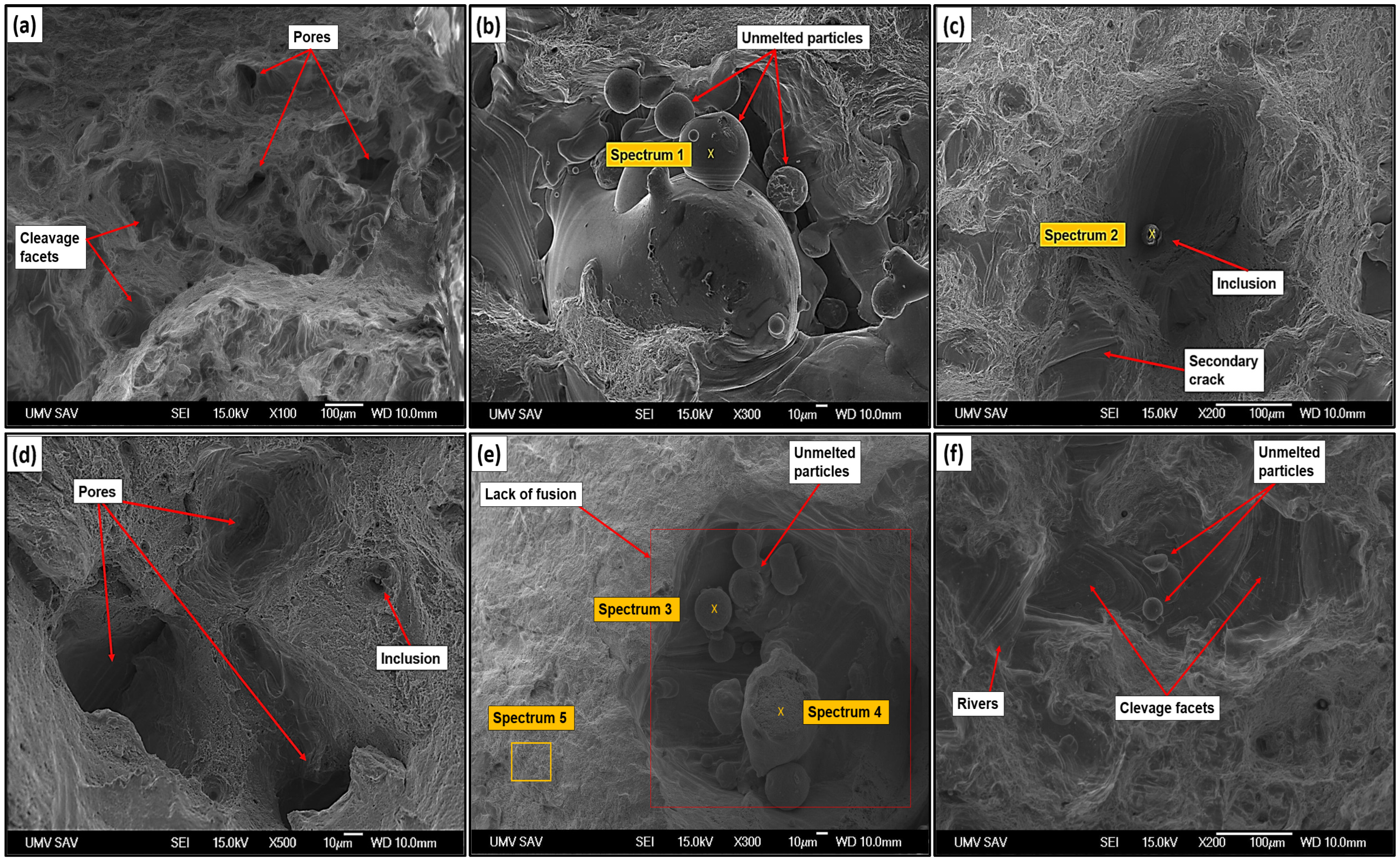
Fractographic analysis showed significant differences in fracture mechanisms between the conditions. In the HT0 condition, brittle fracture through cleavage facets dominated, accompanied by the presence of numerous pores and unfused particles. The HT1 condition showed an increase in cavities, but the fracture remained brittle. It was not until the HT2 condition that signs of ductile fracture (dimples) appeared, which was an indicator of relaxation and structural transformation. Similarly, authors Liebsch et al. [
66] report that the onset of dimple fracture can only be expected when annealing above 1000 °C.
The lack of fusion defects was also observed after high-temperature annealing, specifically in the HT2 state (
Figure 10e). These regions arose as a result of insufficient fusion between adjacent traces or layers during the L-PBF process, leading to sharp interlayer interfaces without metallurgical bonding. EDS analyses (spectrum 5) confirmed that these locations contained remnants of the original powder, not oxide inclusions, which emphasizes that this was a manufacturing issue related to printing parameters (e.g., low laser energy or inappropriate hatch distance). These defects had a high AsR and sharp edges, which made them effective stress concentrators and, therefore, often become initiation sites for cracks, as confirmed by fractographic analysis. In terms of pore morphology, it can be seen that samples with the occurrence of lack-of-fusion defects (e.g., HT0 and HT2) showed the highest aspect ratio (AsR > 2.2), which correlated with an increased susceptibility to brittle fracture. Although the overall porosity increased after HT2, the sphericity of the pores improved, and the presence of large, sharply defined defects remained crucial for the initiation of fracture. A similar influence of these defects was also confirmed by Popovich et al. [
67], who showed that lack-of-fusion pores dominate in determining ductility. In contrast, gas pores have a more negligible effect on premature failure. In addition, oxide inclusions were also observed in some areas (
Figure 8c), indicating powder contamination or oxygen absorption during printing. These non-metallic phases acted as initiation points for secondary cracks. EDS analysis (spectrum 2) revealed elevated levels of O, Si, and Cr, suggesting the co-presence of silica and spinel-type oxides, such as MnCr
2O
4. These hard, brittle particles contribute to the local disruption of plastic deformation and promote intercrystalline fracture. Thus, fractography reveals that the combination of highly porous regions, lack-of-fusion defects, and inclusions constitutes a set of critical sites responsible for crack initiation and ductility loss.

 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}