
Evaluation of the Suitability of High-Temperature Post-Processing Annealing for Property Enhancement in LPBF 316L Steel: A Comprehensive Mechanical and Corrosion Assessment

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
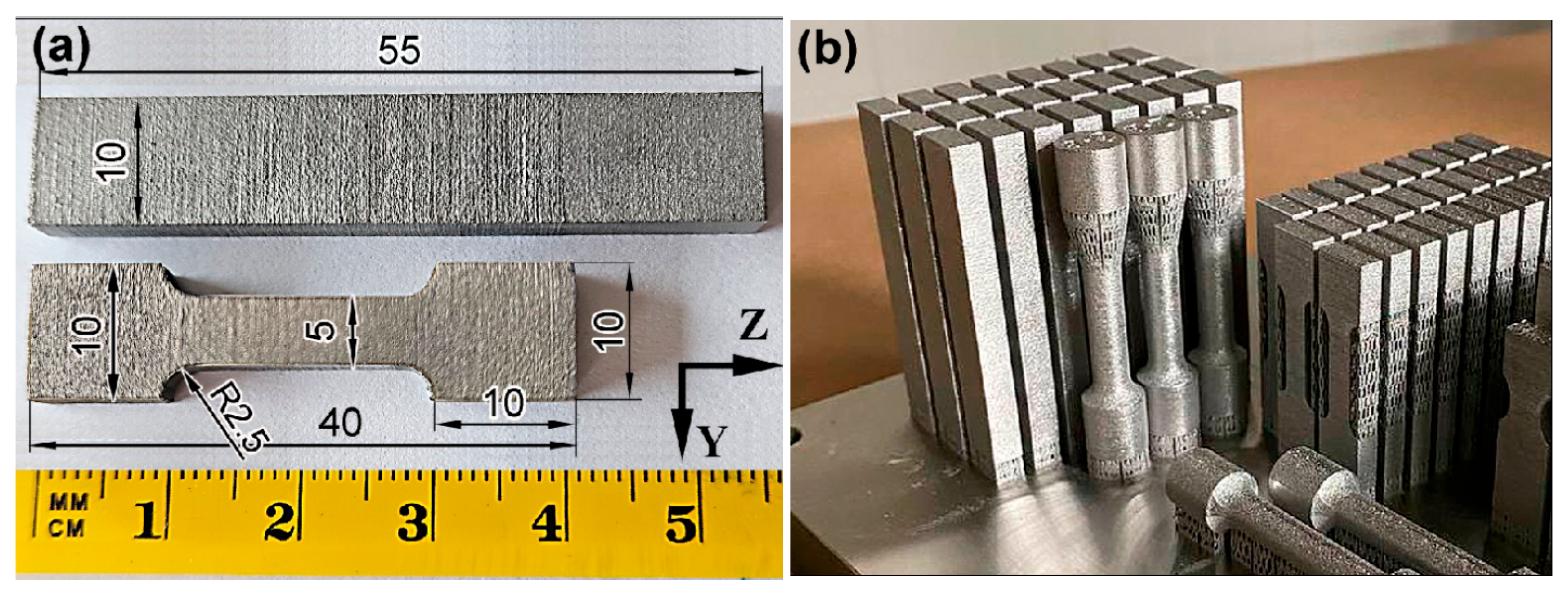
2.1. Specimen Preparation
2.2. Mechanical and Corrosion Property Testing
2.3. Microstructure Characterization
3. Results
3.1. Mechanical Properties and Fracture Morphologies
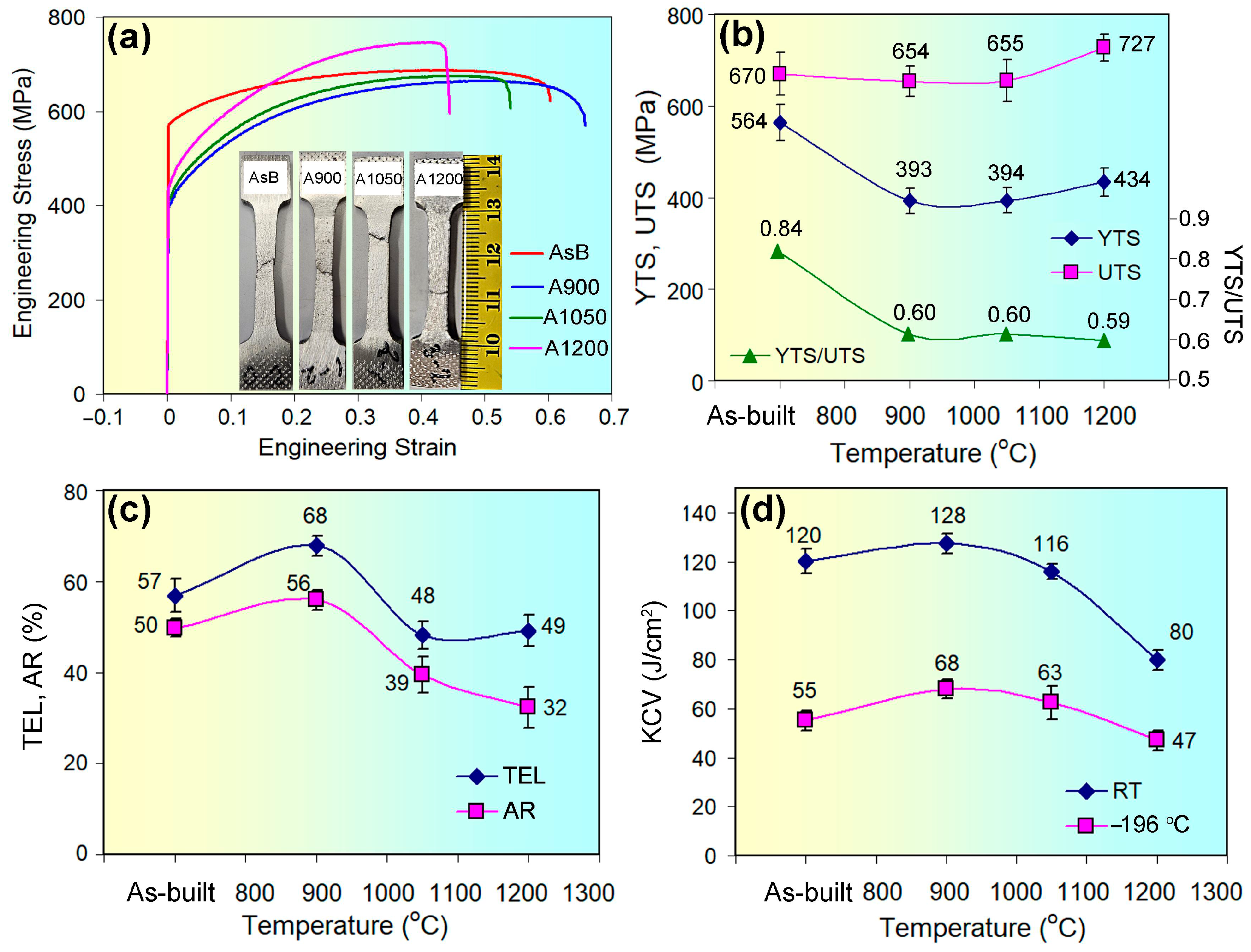
3.1.1. Tensile and Impact Testing
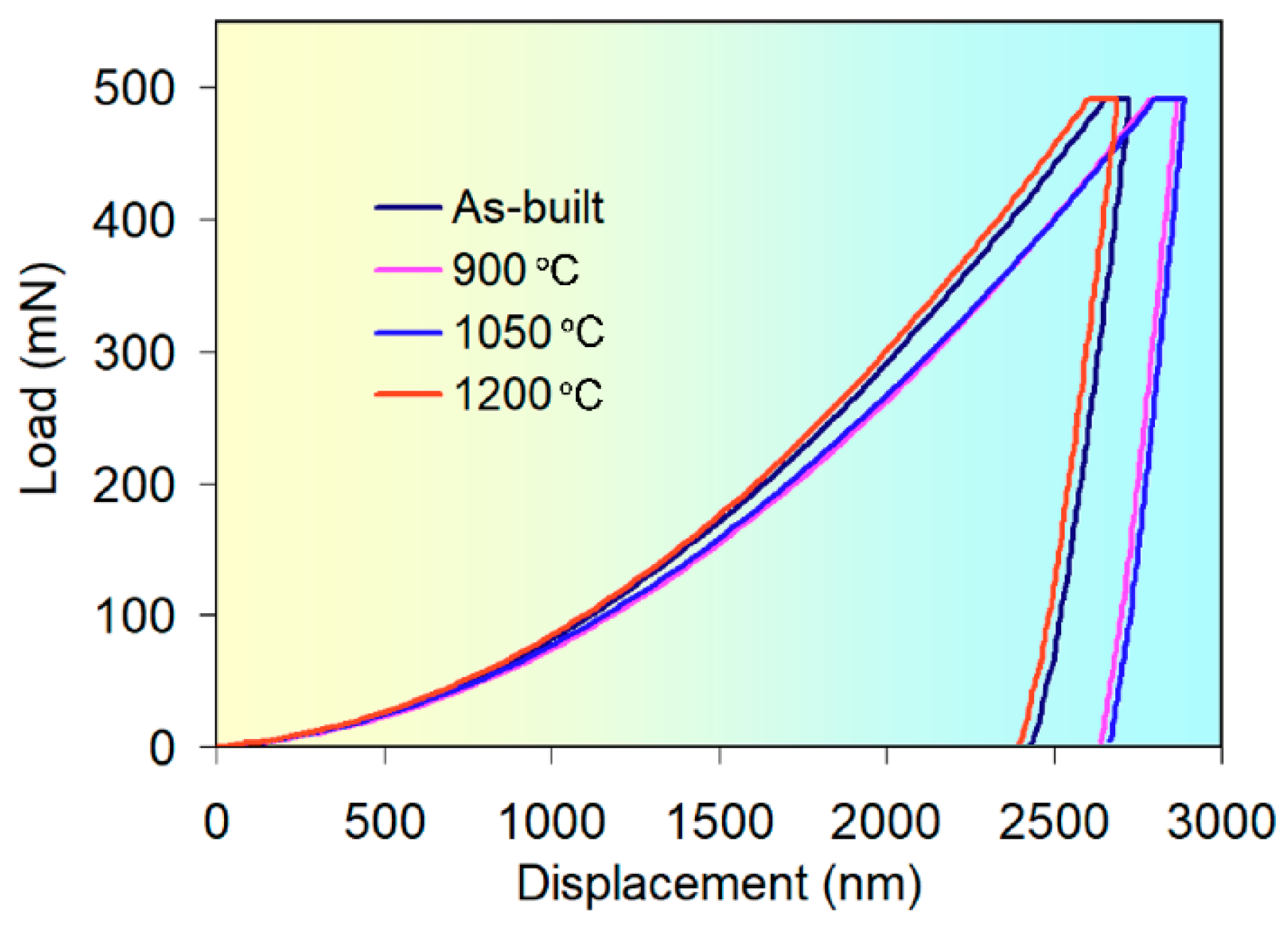
3.1.2. Nanoindentation
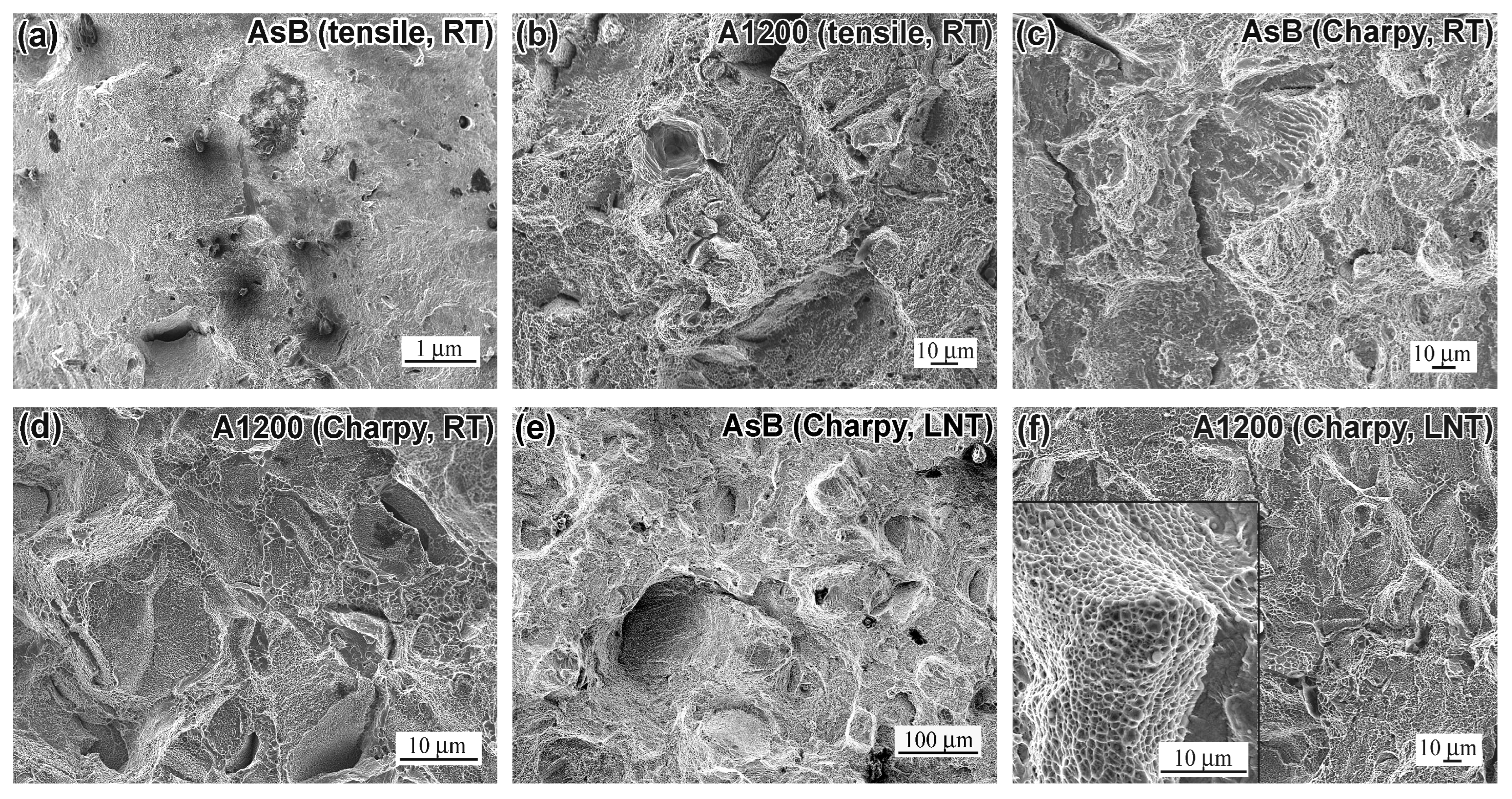
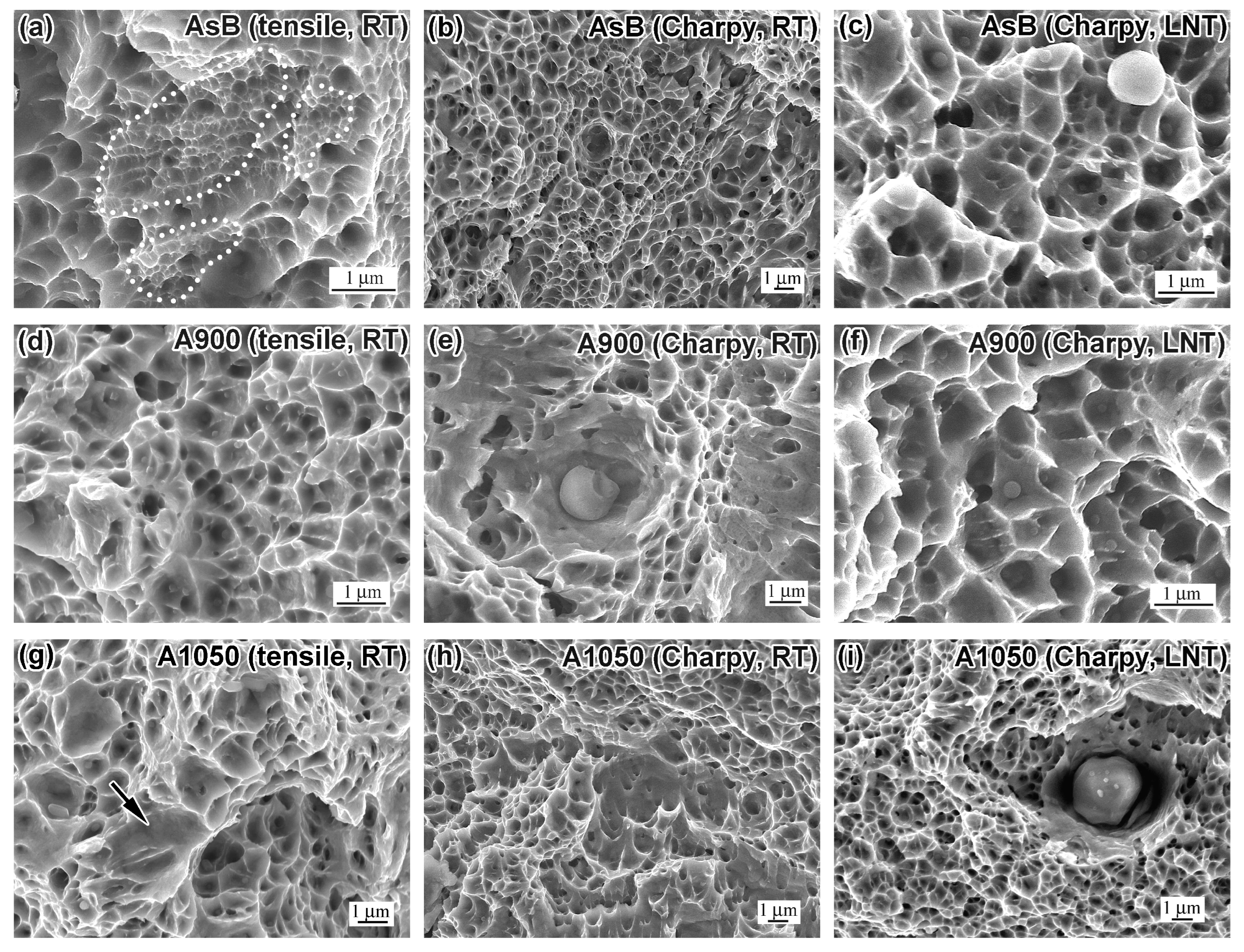
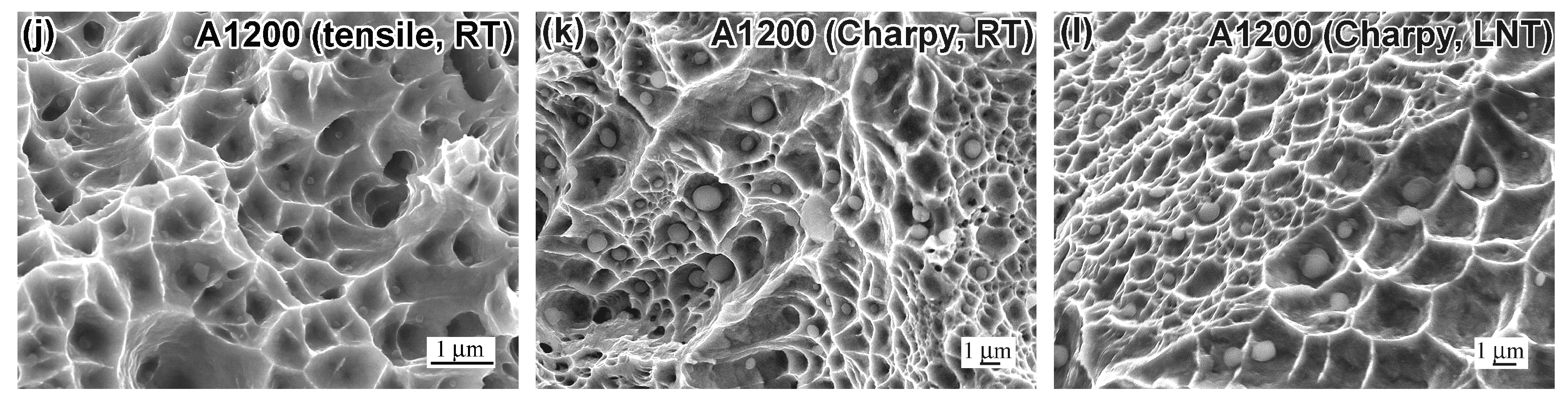
3.1.3. Fractography
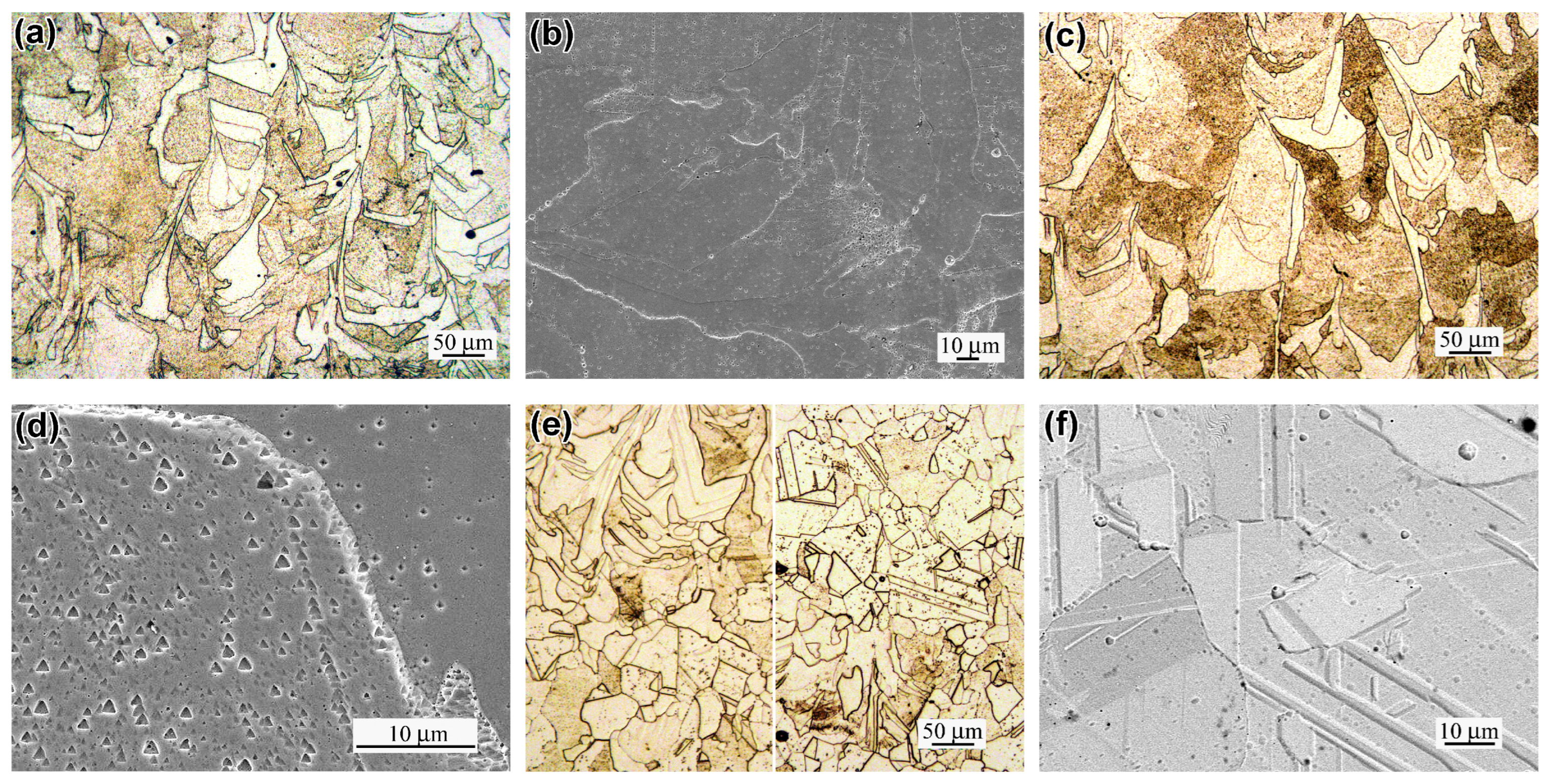
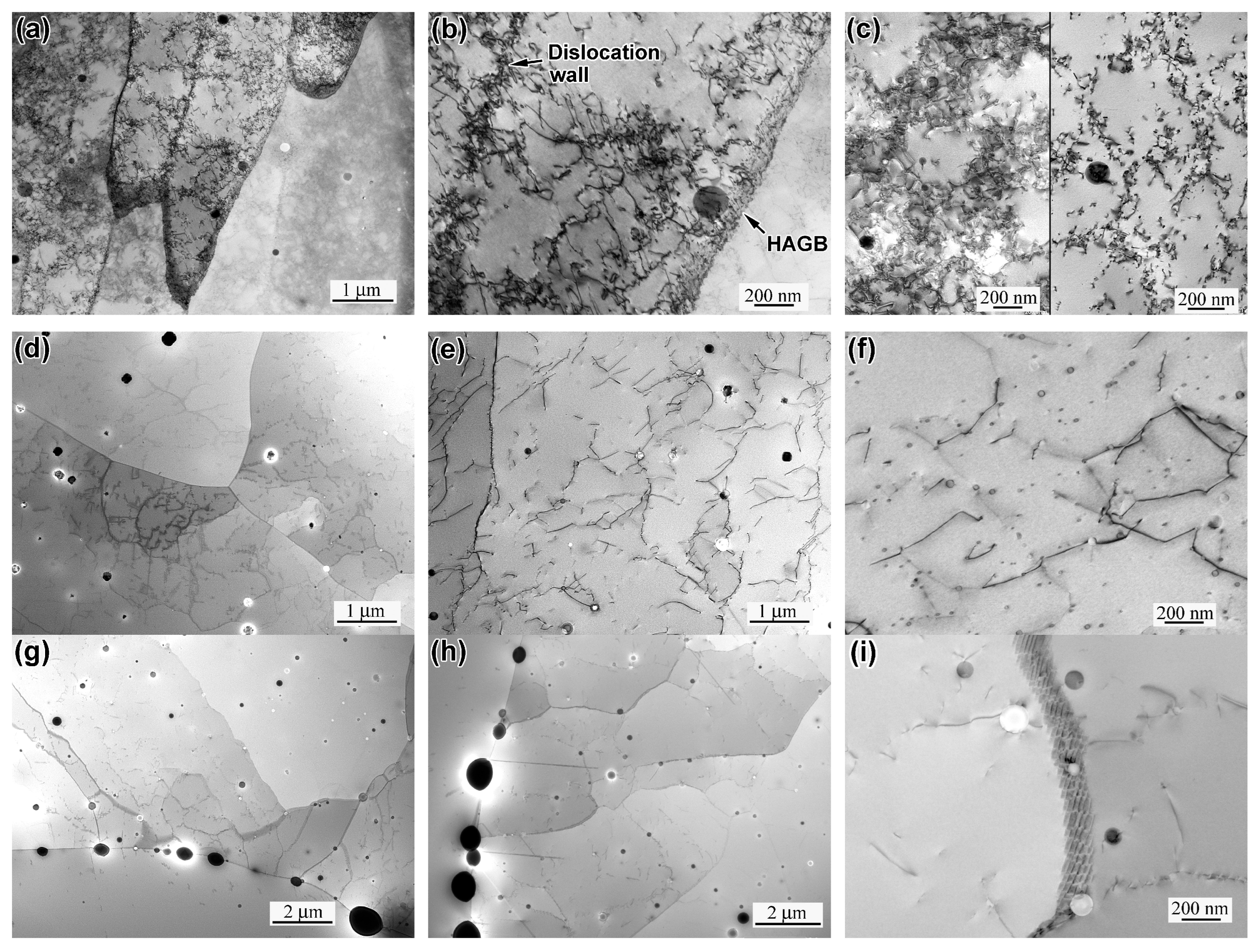
3.2. Microstructure Observation
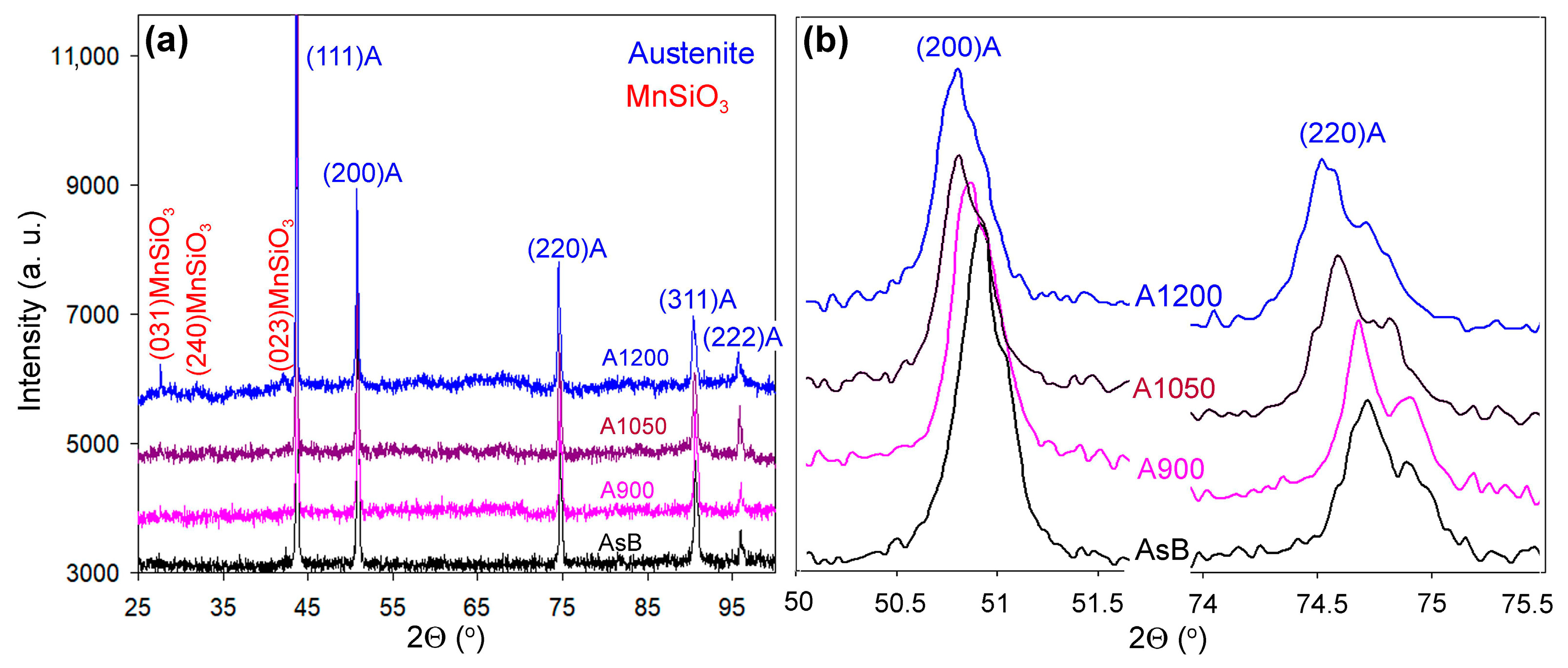
3.3. XRD Analysis
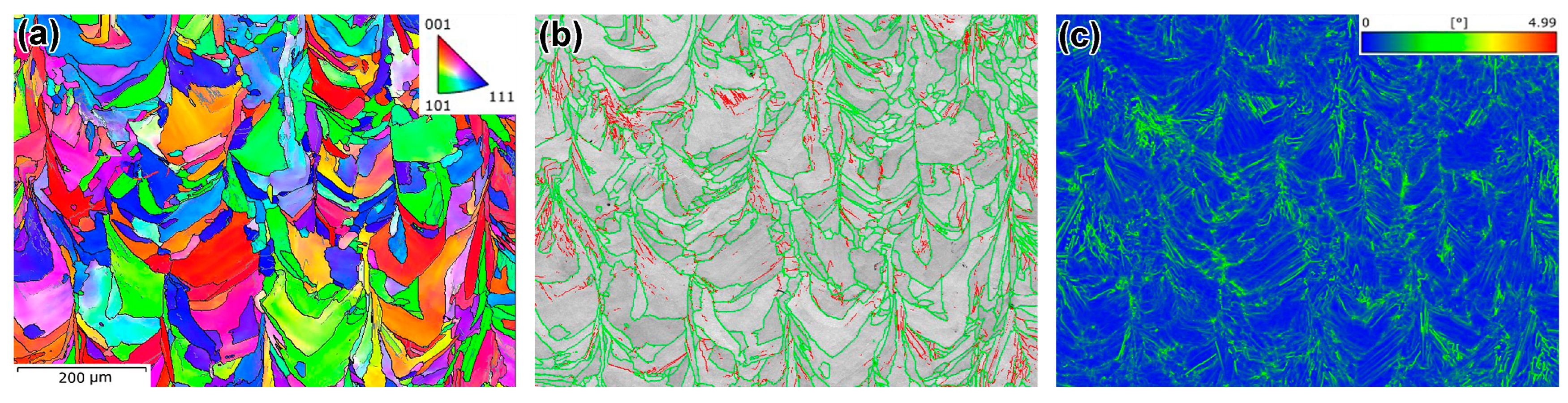
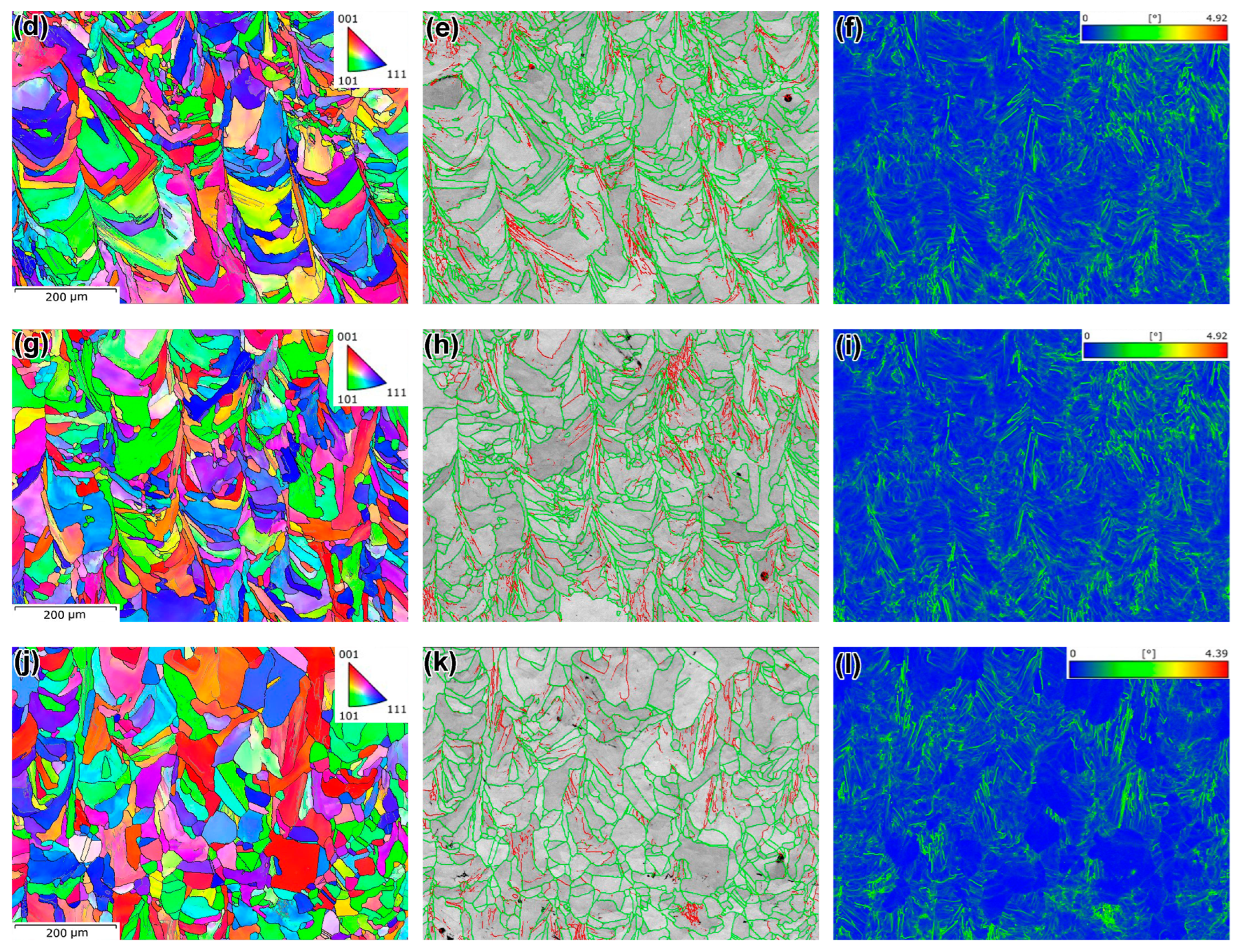
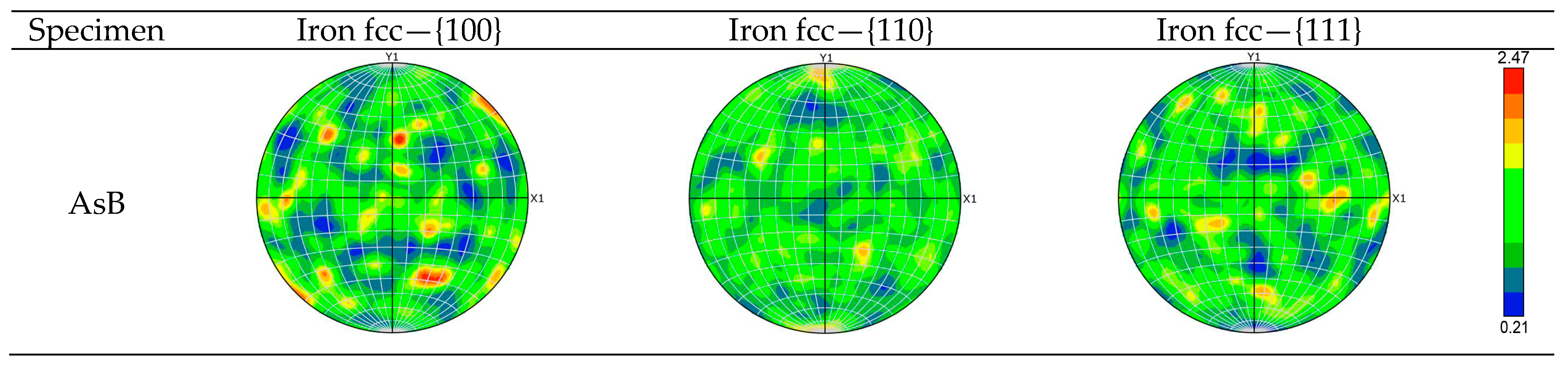
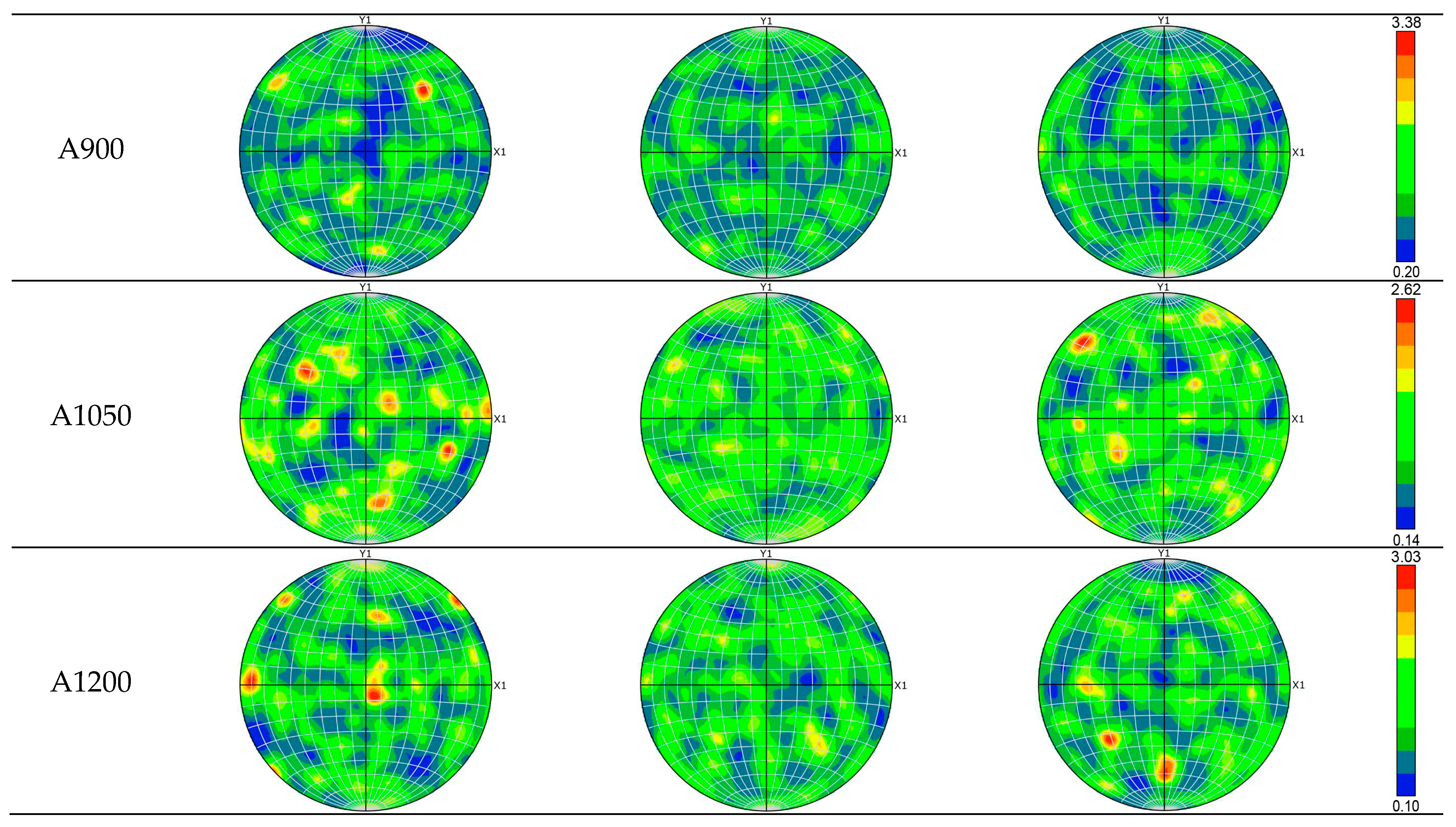
3.4. EBSD Investigation
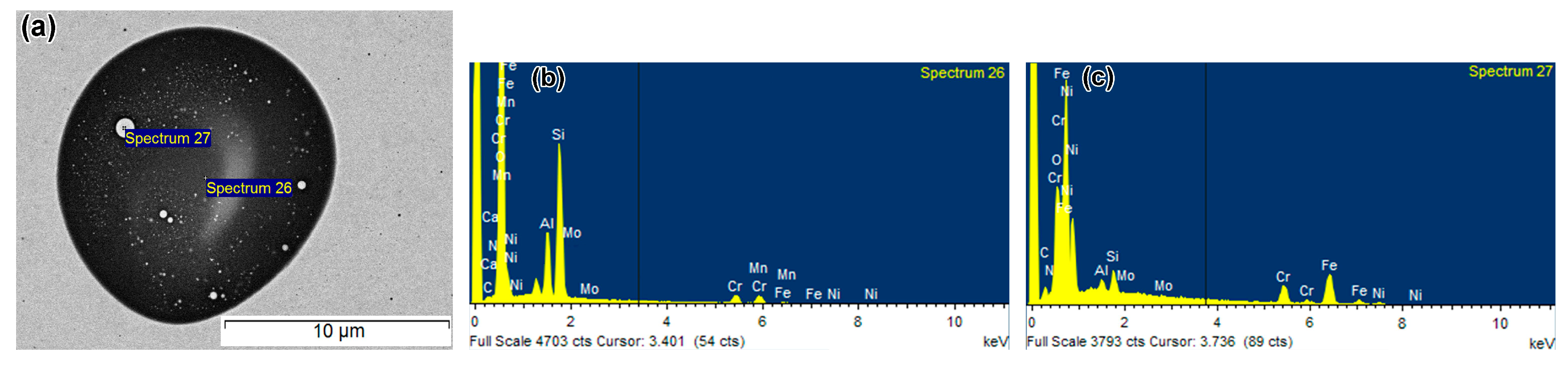
3.5. Non-Metallic Inclusion Characterization
3.6. Corrosion Resistance Evaluation
4. Discussion
4.1. Annealing-Induced Microstructure–Property Correlations
4.2. Oxide Precipitation and Corrosion Resistance
5. Conclusions
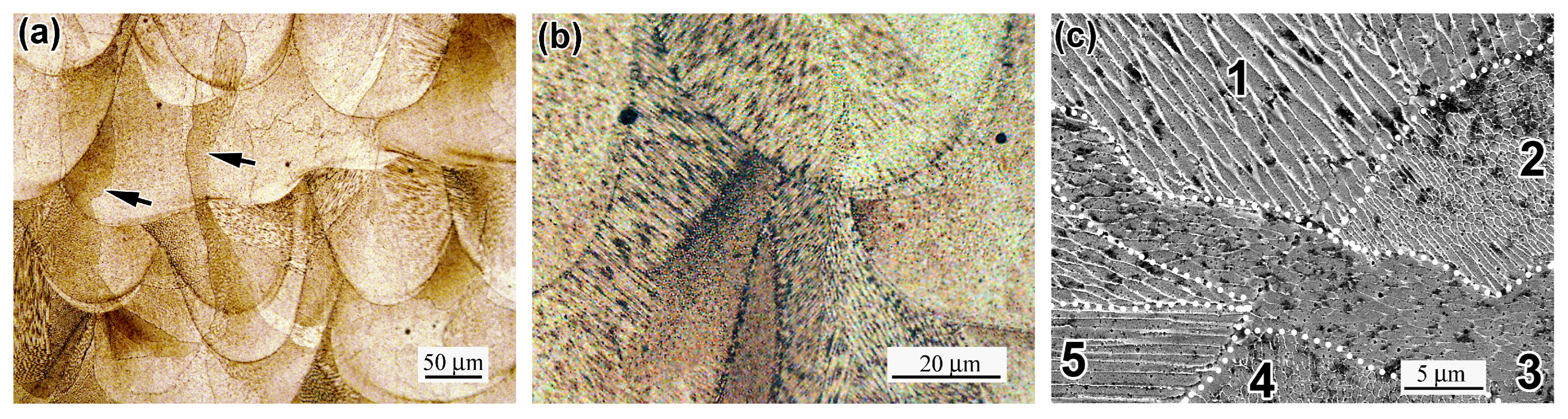
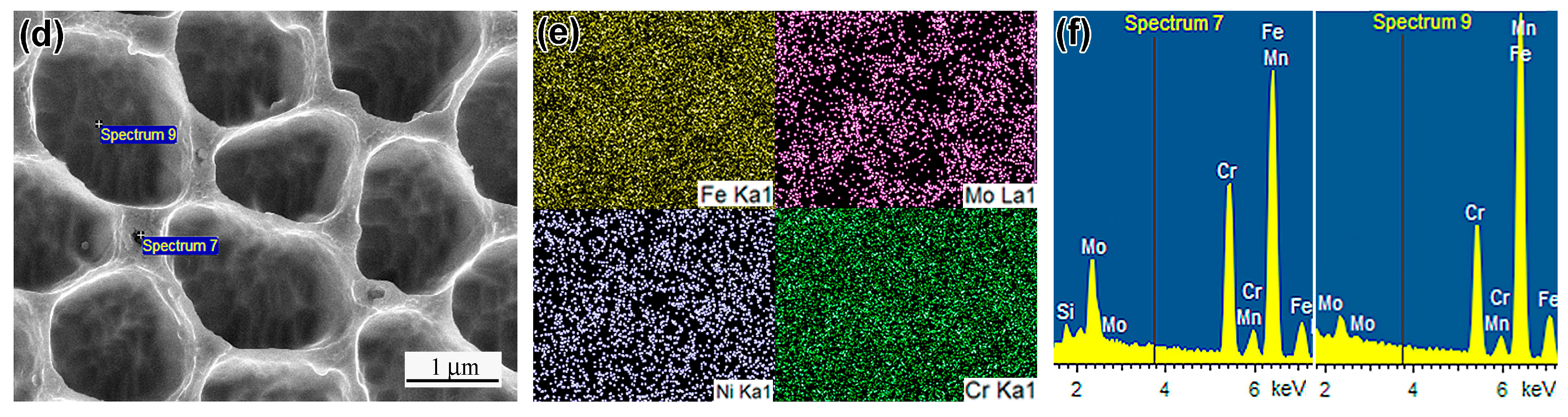
- As-built LPBF 316L steel exhibited arc-like austenite grains and a cellular microstructure with cell boundaries formed by dislocation pile-ups, enriched in Cr and Mo, leading to segregation-induced lattice mismatch. This structure provided higher strength and hardness compared to wrought counterparts. Post-processing annealing stabilized the microstructure by eliminating the cellular substructure, homogenizing the elemental composition, decreasing the dislocation density, and producing equiaxed recrystallized grains at 1200 °C. These processes, at 900 °C, reduced the yield tensile strength and hardness by factors of 1.4 and 1.3, respectively, while achieving peak ductility (TEL of 68%) and impact toughness (KCVRT of 128 J/cm2). At higher annealing temperatures, strength and hardness were maintained (at 1050 °C) or moderately increased (at 1200 °C), while ductility and impact toughness (at room temperature and cryogenic temperature) were significantly reduced.
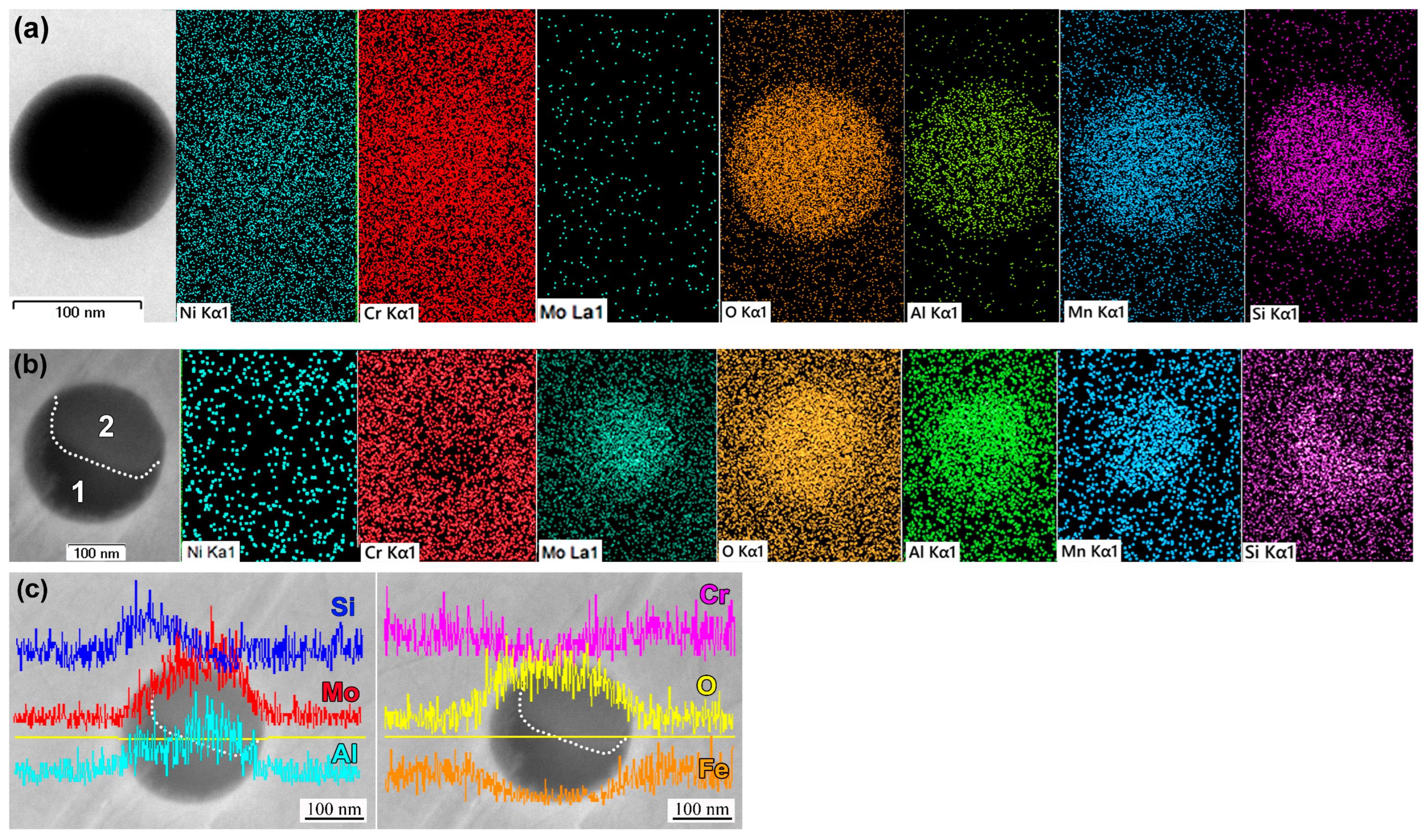
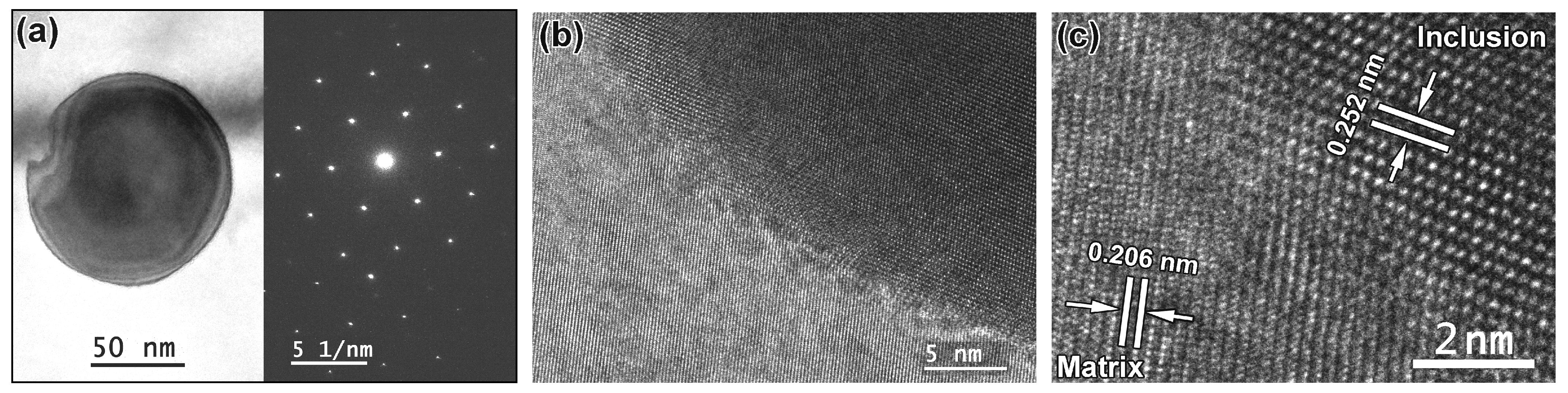
- Annealing at 900 °C induced precipitation of nano-sized inclusions of manganese silicate, enriched with Al (up to 16 wt.%) and Cr (up to 20 wt. %). The volume fraction and size of inclusions increased with annealing temperature, contributing to strength (up to 100 MPa) and hardness while notably decreasing ductility, impact toughness, and corrosion behavior. At 1200 °C, the in situ transition (MnCrSiAl)O3 to Mo-rich (Si-depleted) oxides was observed.
- Regardless of the testing conditions (tensile, impact, room temperature, –196 °C) and annealing temperatures used, LPBF 316L steel exhibited a mixed transgranular and intergranular fracture mode with dimple relief, indicative of ductile fracture. Microvoid nucleation at oxide inclusions was the primary mechanism for dimple formation, becoming more pronounced at higher annealing temperatures.
- Annealing of LPBF 316L steel at 900–1200 °C remarkably reduced corrosion resistance compared to its as-built condition, with the greatest deterioration being recorded at 1200 °C, primarily due to decreased passive film resistance (Rf) and increased corrosion current density (Icorr). The least detrimental effect was observed at 1050 °C, where impedance and corrosion parameters exhibited relatively milder degradation. The reduction in corrosion resistance was attributed to the formation and coarsening of oxygen-containing inclusions driven by high temperatures, as well degradation of the passive film due to the formation of Mo-rich oxides.
- High-temperature annealing (900–1200 °C) is unsuitable for improving the overall balance of the tensile strength, ductility, impact toughness, and corrosion resistance of LPBF-manufactured 316L steel, as it may only enhance specific properties at the expense of compromising other critical characteristics.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| AM | Additive manufacturing |
| AR | Area reduction |
| EBSD | Electron backscattering diffraction |
| EDX | Energy dispersive X-ray spectroscopy |
| EIS | Electrochemical impedance spectroscopy |
| ERI | Elastic recovery index |
| HAGB | High-angle grain boundary |
| HT | Heat treatment |
| IPF | Inverse pole figure |
| FFT | Fast Fourier transform |
| KAM | Kernel average misorientation |
| KCV | Impact toughness |
| LAGB | Low-angle grain boundary |
| LNT | Liquid nitrogen temperature (–196 °C) |
| LPBF | Laser-based powder bed fusion |
| OCP | Open-circuit potential |
| OM | Optical microscopy |
| PDP | Potentiodynamic polarization |
| PI | Plasticity index |
| PSE | Product of strength and elongation |
| RT | Room temperature (25 °C) |
| SAED | Selected area electron diffraction |
| SEM | Scanning electron microscope |
| SLM | Selective laser melting |
| TEL | Total elongation |
| TEM | Transmission electron microscope |
| UTS | Ultimate tensile strength |
| XRD | X-ray diffraction |
| YTS | Yield tensile strength |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Size (μm) | O | Si | Mn | Al | Cr | Ni | Mo | Fe |
|---|---|---|---|---|---|---|---|---|
| As-built specimen (SEM/EDX) | ||||||||
| 12.0–22.0 (coarse) | 36.0–48.5 | 16.6–26.4 | 9.2–14.5 | 2.2–7.0 | 8.2–12.3 | 0.3–3.4 | – | 1.6–15.2 |
| As-built specimen (TEM/EDX) | ||||||||
| 0.14–0.20 | 17.5–22.4 | 11.8–12.0 | 2.0–13.2 | 2.2–2.7 | 12.3–14.4 | 5.3–6.4 | 0.0–1.2 | 32.6–41.7 |
| 0.22–0.35 | 35.5–44.6 | 26.4–33.4 | 9.2–11.4 | 2.2–4.4 | 3.9–8.2 | 0.0–3.4 | – | 2.3–15.2 |
| Matrix | – | 0.7–0.8 | – | – | 18.0–18.6 | 10.5–11.1 | 2.0–2.5 | 66.1–66.8 |
| Annealing at 900 °C (TEM/EDX) | ||||||||
| 0.02–0.05 | 1.0–5.3 | 0.6–2.1 | 0.0–11.1 | 0.9–2.6 | 17.9–19.5 | 8.2–10.3 | 0.0–3.1 | 52.6–64.9 |
| 0.11–0.13 | 9.6–32.3 | 0.4–7.5 | 10.6–19.5 | 3.4–16.4 | 15.2–19.6 | 2.6–6.4 | 1.2–1.7 | 17.0–7.7 |
| 0.19 | 36.4 | 8.3 | 20.7 | 12.1 | 17.8 | – | – | – |
| Matrix | – | 0.5–0.7 | – | – | 17.8–18.2 | 10.1–10.5 | 2.4–2.6 | 66.6 |
| Annealing at 1200 °C (TEM/EDX) | ||||||||
| 0.03–0.05 | 2.7–4.1 | 0.4–4.2 | 1.5–6.7 | 0.8–2.1 | 17.2–19.4 | 9.1–9.8 | 2.1–2.7 | 57.3–59.9 |
| 0.06–0.28 | 15.2–26.5 | 8.8–16.2 | 10.6–22.2 | 2.2–9.9 | 9.3–11.4 | 4.2–7.0 | 1.6–13.7 | 24.1–43.9 |
| 0.37–0.41 | 37.5–42.0 | 7.9–13.6 | 23.1–23.7 | 9.9–14.2 | 11.4–12.9 | – | – | – |
| Matrix | – | 0.6–0.8 | – | – | 18.3–18.9 | 10.3–10.9 | 2.5–2.9 | 67.4–67.8 |
References
- ASTM A240/A240M-22a; Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications. ASTM International: West Conshohocken, PA, USA, 2022.
- Kibambe, N.M.; Obadele, B.A.; Babalola, B.J.; Anamu, U.S.; Olubambi, P.A. Corrosion characteristics of heat-treated biomedical grade 316L stainless steel in simulated body fluids. Results Mater. 2025, 26, 100676. [Google Scholar] [CrossRef]
- Vainionpää, A.; Ferreirós, P.A.; Seppänen, T.; Que, Z. Microstructural insights into effects of pressurized water reactor environment and cyclic loading parameters on the low cycle fatigue behavior of 316L stainless steel. Int. J. Fatigue 2025, 198, 109016. [Google Scholar] [CrossRef]
- Haghdadi, N.; Laleh, M.; Moyle, M.; Primig, S. Additive manufacturing of steels: A review of achievements and challenges. J. Mater. Sci. 2021, 56, 64–107. [Google Scholar] [CrossRef]
- Gordon, J.V.; Narra, S.P.; Cunningham, R.W.; Liu, H.; Chen, H.; Suter, R.M.; Beuth, J.L.; Rollett, A.D. Defect structure process maps for laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 36, 101552. [Google Scholar] [CrossRef]
- Xiao, Q.; Chen, J.; Lee, H.B.; Jang, C.; Jang, K. Effect of heat treatment on corrosion behaviour of additively manufactured 316L stainless steel in high-temperature water. Corros. Sci. 2023, 210, 110830. [Google Scholar] [CrossRef]
- Li, H.; Song, B.; Wang, Y.; Zhang, J.; Zhao, W.; Fang, X. Laser powder bed fusion process optimization of CoCrMo alloy assisted by machine-learning. J. Mater. Res. Technol. 2024, 33, 3901–3910. [Google Scholar] [CrossRef]
- Duriagina, Z.A.; Tkachenko, R.O.; Trostianchyn, A.M.; Lemishka, I.A.; Kovalchuk, A.M.; Kulyk, V.V.; Kovbasyuk, T.M. Determination of the best microstructure and titanium alloy powders properties using neural network. J. Achiev. Mater. Manuf. Eng. 2018, 87, 25–31. [Google Scholar] [CrossRef]
- Vukkum, V.B.; Gupta, R.K. Review on corrosion performance of laser powder-bed fusion printed 316L stainless steel: Effect of processing parameters, manufacturing defects, post-processing, feedstock, and microstructure. Mater. Des. 2022, 221, 110874. [Google Scholar] [CrossRef]
- Deshmukh, K.; Riensche, A.; Bevans, B.; Lane, R.J.; Snyder, K.; Halliday, H.; Williams, C.B.; Mirzaeifar, R.; Rao, P. Effect of processing parameters and thermal history on microstructure evolution and functional properties in laser powder bed fusion of 316L. Mater. Des. 2024, 244, 113136. [Google Scholar] [CrossRef]
- Efremenko, B.V.; Shimizu, K.; Espallargas, N.; Efremenko, V.G.; Kusumoto, K.; Chabak, Y.G.; Belik, A.G.; Chigarev, V.V.; Zurnadzhy, V.I. High-temperature solid particle erosion of Cr-Ni-Fe-C arc cladded coatings. Wear 2020, 460–461, 203439. [Google Scholar] [CrossRef]
- Salman, O.O.; Gammer, C.; Chaubey, A.K.; Eckert, J.; Scudino, S. Effect of heat treatment on microstructure and mechanical properties of 316L steel synthesized by selective laser melting. Mater. Sci. Eng. A 2019, 748, 205–212. [Google Scholar] [CrossRef]
- Malakizadi, A.; Mallipeddi, D.; Dadbakhsh, S.; M’Saoubi, R.; Krajnik, P. Post-processing of additively manufactured metallic alloys—A review. Int. J. Mach. Tools Manuf. 2022, 179, 10390. [Google Scholar] [CrossRef]
- Chabak, Y.; Efremenko, B.; Petryshynets, I.; Efremenko, V.; Lekatou, A.G.; Zurnadzhy, V.; Bogomol, I.; Fedun, V.; Kovaľ, K.; Pastukhova, T. Structural and tribological assessment of biomedical 316 stainless steel subjected to pulsed-plasma surface modification: Comparison of LPBF 3D printing and conventional fabrication. Materials 2021, 14, 7671. [Google Scholar] [CrossRef]
- Hareharen, K.; Pradeep Kumar, S.; Panneerselvam, T.; Dinesh Babu, P.; Sriraman, N. Investigating the effect of laser shock peening on the wear behaviour of selective laser melted 316L stainless steel. Opt. Laser Technol. 2023, 162, 109317. [Google Scholar] [CrossRef]
- Sun, J.; Sun, Q.; Liu, Y.; Li, B.; Zhang, Z.; Xu, B.; Xu, S.; Han, Y.; Qiao, Y.; Han, J.; et al. Improving corrosion resistance of selective laser melted 316L stainless steel through ultrasonic severe surface rolling. J. Mater. Res. Technol. 2022, 20, 4378–4391. [Google Scholar] [CrossRef]
- Bae, D.; Park, S.; Seol, J.B.; Lee, D.J.; Amanov, A.; Sung, H.; Kim, J.G. Microstructural evolution and mechanical properties of laser-powder bed fusion processed 316L stainless steel with an ultrasonic-nanocrystalline surface modification. Mater. Sci. Eng. A 2023, 862, 144436. [Google Scholar] [CrossRef]
- Vasylyev, M.O.; Mordyuk, B.M.; Sydorenko, S.I.; Voloshko, S.M.; Burmak, A.P.; Franchik, N.V. Evolution of a structure-phase state and microhardness of a surface of stainless steel 12Cr18Ni10Ti in the conditions of ultrasonic impact treatment in various mediums. Metallofiz. Noveishie Tekhnologii 2017, 39, 905–928. [Google Scholar] [CrossRef]
- Kim, R.E.; Jeong, S.G.; Ha, H.; Heo, Y.U.; Amanov, A.; Gu, G.H.; Lee, D.J.; Moon, J.; Kim, H.S. Surface heterostructuring of 316L stainless steel manufactured by laser powder bed fusion and hot isostatic pressing. Mater. Sci. Eng. A 2024, 909, 146820. [Google Scholar] [CrossRef]
- Chabak, Y.G.; Efremenko, B.V.; Fedun, V.I.; Zurnadzhy, V.I.; Tyutyunnikov, V.I.; Dzherenova, A.V.; Tsvetkova, E.V.; Zhuk, V.I.; Efremenko, V.G. Feasibility of Pulsed-Plasma Treatment for Surface Modification of 3D-Printed Biomedical Alloys. Rom. J. Phys. 2022, 67, 501. [Google Scholar]
- Ghorbani, J.; Li, J.; Srivastava, A.K. Application of optimized laser surface re-melting process on selective laser melted 316L stainless steel inclined parts. J. Manuf. Process. 2020, 56, 726–734. [Google Scholar] [CrossRef]
- Doche, M.-L.; Hihn, J.-Y.; Drynski, E.; Roy, F.; Boucher, A.; Rolet, J.; Tardelli, J. Electropolishing of 316L stainless steel parts elaborated by selective laser melting: From laboratory to pilot scale. Procedia CIRP 2022, 108, 722–727. [Google Scholar] [CrossRef]
- Ura-Bińczyk, E.; Dobkowska, A.; Bazarnik, P.; Ciftci, J.; Krawczyńska, A.; Chromiński, W.; Wejrzanowski, T.; Molak, R.; Sitek, R.; Płociński, T.; et al. Effect of annealing on the mechanical and corrosion properties of 316L stainless steel manufactured by laser powder bed fusion. Mater. Sci. Eng. A 2022, 860, 144263. [Google Scholar] [CrossRef]
- Abu-warda, N.; Bedmar, J.; García-Rodriguez, S.; Torres, B.; Utrilla, M.V.; Rams, J. Effect of post-processing heat treatments on the high-temperature oxidation of additively manufactured 316L stainless steel. J. Mater. Res. Technol. 2024, 29, 3465–3476. [Google Scholar] [CrossRef]
- Gundgire, T.; Santa-aho, S.; Rautio, T.; Järvenpää, A.; Vippola, M. Synergistic effects of heat treatments and severe shot peening on residual stresses and microstructure in 316L stainless steel produced by laser powder bed fusion. J. Mater. Process. Technol. 2024, 323, 118229. [Google Scholar] [CrossRef]
- Zhu, W.; Moumni, Z.; Zhu, J.; Zhang, Y.; You, Y.; Zhang, W. A multi-scale experimental investigation on fatigue crack propagation rate behavior of powder bed fusion-laser beam 316L stainless steel subjected to various heat treatments. Eng. Fract. Mech. 2024, 302, 110064. [Google Scholar] [CrossRef]
- Que, Z.; Riipinen, T.; Ferreirós, P.; Goel, S.; Sipilä, K.; Saario, T.; Ikäläinen, T.; Toivonen, A.; Revuelta, A. Effects of surface finishes, heat treatments and printing orientations on stress corrosion cracking behavior of laser powder bed fusion 316L stainless steel in high-temperature water. Corros. Sci. 2024, 233, 112118. [Google Scholar] [CrossRef]
- Moghadas, S.M.J.; Yeganeh, M.; Zaree, S.R.A.; Eskandari, M. Influence of low temperature heat treatment on microstructure, corrosion resistance and biological performance of 316L stainless steel manufactured by selective laser melting. CIRP J. Manuf. Sci. Technol. 2023, 40, 68–74. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Ni, X.; Zhang, L.; Yao, J.; Man, C.; Cheng, X.; Xiao, K.; Li, X. Mechanical properties and corrosion behavior of selective laser melted 316L stainless steel after different heat treatment processes. J. Mater. Sci. Technol. 2019, 35, 1499–1507. [Google Scholar] [CrossRef]
- Zhou, C.; Hu, S.; Shi, Q.; Tao, H.; Song, Y.; Zheng, J.; Xu, P.; Zhang, L. Improvement of corrosion resistance of SS316L manufactured by selective laser melting through subcritical annealing. Corros. Sci. 2020, 164, 108353. [Google Scholar] [CrossRef]
- Liu, W.; Liu, C.; Wang, Y.; Zhang, H.; Ni, H. Effect of heat treatment on the corrosion resistance of 316L stainless steel manufactured by laser powder bed fusion. J. Mater. Res. Technol. 2024, 32, 3896–3912. [Google Scholar] [CrossRef]
- Bae, K.; Shin, D.; Lee, J.; Kim, S.; Lee, W.; Jo, I.; Lee, J. Corrosion resistance of laser powder bed fused AISI 316L Stainless Steel and effect of direct annealing. Materials 2022, 15, 6336. [Google Scholar] [CrossRef] [PubMed]
- Lalech, M.; Hughes, A.E.; Xu, W.; Cizek, P.; Tan, M.Y. Unanticipated drastic decline in pitting corrosion resistance of additively manufactured 316L stainless steel after high-temperature post-processing. Corros. Sci. 2020, 165, 108412. [Google Scholar] [CrossRef]
- Bedmar, J.; García-Rodríguez, S.; Roldán, M.; Torres, B.; Rams, J. Effects of the heat treatment on the microstructure and corrosion behavior of 316L stainless steel manufactured by Laser Powder Bed Fusion. Corros. Sci. 2022, 209, 110777. [Google Scholar] [CrossRef]
- Duan, Z.; Man, C.; Cui, H.; Cui, Z.; Wang, X. Formation mechanism of MnS inclusion during heat treatments and its influence on the pitting behavior of 316L stainless steel fabricated by laser powder bed fusion. Corros. Commun. 2022, 7, 12–22. [Google Scholar] [CrossRef]
- Zhao, C.; Bai, Y.; Yan, Q.; Li, B. Enhanced corrosion resistance of laser powder bed fusion 316L stainless steel by modifying the microstructure through heat treatment. J. Mater. Process. Technol. 2025, 36, 7158–7171. [Google Scholar] [CrossRef]
- Sander, G.; Thomas, S.; Cruz, V.; Jurg, M.; Birbilis, N.; Gao, X.; Brameld, M.; Hutchinson, C. On the corrosion and metastable pitting characteristics of 316L stainless steel produced by selective laser melting. Electrochem. Soc. Interface 2017, 164, 250–257. [Google Scholar] [CrossRef]
- Lou, X.; Andresen, P.L.; Rebak, R.B. Oxide inclusions in laser additive manufactured stainless steel and their effects on impact toughness and stress corrosion cracking behavior. J. Nucl. Mater. 2018, 499, 182–190. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Zhong, Y.; Shen, Z.J. Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater. Sci. Eng. A 2015, 625, 221–229. [Google Scholar] [CrossRef]
- Yin, H.; Wei, B.; Shmatok, A.; Yang, J.; Salek, M.F.; Beckingham, L.; Prorok, B.; Wang, J.; Lou, X. On the nanoscale oxide dispersion via in-situ atmospheric oxidation during laser powder bed fusion. J. Mater. Process. Technol. 2023, 322, 118191. [Google Scholar] [CrossRef]
- Morozova, I.; Kehm, C.; Obrosov, A.; Yang, Y.; Miah, K.U.M.; Uludintceva, E.; Fritzsche, S.; Weiß, S.; Michailov, V. On the Heat Treatment of Selective-Laser-Melted 316L. J. Mater. Eng. Perform. 2023, 32, 4295–4305. [Google Scholar] [CrossRef]
- Zhang, H.; Li, C.; Yao, G.; Shi, Y.; Zhang, Y. Effect of annealing treatment on microstructure evolution and deformation behavior of 304 L stainless steel made by laser powder bed fusion. Int. J. Plast. 2022, 155, 103335. [Google Scholar] [CrossRef]
- Ge, J.; Pillay, S.; Ning, H. Post-Process Treatments for Additive-Manufactured Metallic Structures: A Comprehensive Review. J. Mater. Eng. Perform. 2023, 32, 7073–7122. [Google Scholar] [CrossRef]
- Blinn, B.; Krebs, F.; Ley, M.; Teutsch, R.; Beck, T. Determination of the influence of a stress-relief heat treatment and additively manufactured surface on the fatigue behavior of selectively laser melted AISI 316L by using efficient short-time procedures. Int. J. Fatigue 2020, 131, 105301. [Google Scholar] [CrossRef]
- Yang, J.; Li, B.; Zheng, Y.; Chen, G.; Chen, X. Low cycle fatigue behavior of additive manufactured 316LN stainless steel at 550 °C: Effect of solution heat treatment. Int. J. Fatigue 2024, 179, 108066. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Seely, D.W. Effects of process time interval and heat treatment on the mechanical and microstructural properties of direct laser deposited 316L stainless steel. Mater. Sci. Eng. A 2015, 644, 171–183. [Google Scholar] [CrossRef]
- Ronneberg, T.; Davies, C.M.; Hooper, P.A. Revealing relationships between porosity, microstructure and mechanical properties of laser powder bed fusion 316L stainless steel through heat treatment. Mater. Des. 2020, 189, 108481. [Google Scholar] [CrossRef]
- Kumaran, M.; Sathies, T.; Balaji, N.S.; Bharathiraja, G.; Mohan, S.; Senthilkumar, V. Influence of heat treatment on stainless steel 316L alloy fabricated using directed energy deposition. Mater. Today Proc. 2022, 62, 5307–5310. [Google Scholar] [CrossRef]
- Hong, Y.; Zhou, C.; Zheng, Y.; Zhang, L.; Zheng, J. The cellular boundary with high density of dislocations governed the strengthening mechanism in selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2021, 799, 140279. [Google Scholar] [CrossRef]
- Shin, W.-S.; Son, B.; Song, W.; Sohn, H.; Jang, H.; Kim, Y.-J.; Park, C. Heat treatment effect on the microstructure, mechanical properties, and wear behaviors of stainless steel 316L prepared via selective laser melting. Mater. Sci. Eng. A 2021, 806, 140805. [Google Scholar] [CrossRef]
- de Sonis, E.; Dépinoy, S.; Giroux, P.-F.; Maskrot, H.; Wident, P.; Hercher, O.; Villaret, F.; Gourgues-Lorenzon, A.-F. Microstructure—Toughness relationships in 316L stainless steel produced by laser powder bed fusion. Mater. Sci. Eng. A 2023, 877, 145179. [Google Scholar] [CrossRef]
- Alsalla, H.; Hao, L.; Smith, C. Fracture toughness and tensile strength of 316L stainless steel cellular lattice structures manufactured using the selective laser melting technique. Mater. Sci. Eng. A 2016, 669, 1–6. [Google Scholar] [CrossRef]
- Pacheco, J.T.; Meura, V.H.; Rafael, P.; Bloemer, A.; Veiga, M.T.; de Moura Filho, O.C.; Cunha, A.; Teixeira, M.F. Laser directed energy deposition of AISI 316L stainless steel: The effect of build direction on mechanical properties in as-built and heat-treated conditions. Adv. Ind. Manuf. Eng. 2022, 4, 100079. [Google Scholar] [CrossRef]
- Wang, C.; Lin, X.; Wang, L.; Zhang, S.; Huang, W. Cryogenic mechanical properties of 316L stainless steel fabricated by selective laser melting. Mater. Sci. Eng. A 2021, 815, 141317. [Google Scholar] [CrossRef]
- Efremenko, B.; Chabak, Y.; Petryshynets, I.; Efremenko, V.; Wu, K.; Arshad, S.; Kromka, F. Microstructure Evolution, Tensile/Nanoindentation Response, and Work-Hardening Behaviour of Prestrained and Subsequently Annealed LPBF 316L Stainless Steel. Materials 2025, 18, 1102. [Google Scholar] [CrossRef] [PubMed]
- Lephuthing, S.S.; Rasiwela, L. Nondestructive measurement of the mechanical properties of graphene nanoplatelets reinforced nickel aluminium bronze composites. Heliyon 2021, 7, e07978. [Google Scholar] [CrossRef]
- Yurkova, A.I.; Byakova, A.V.; Belots’ky, A.V.; Milman, Y.V.; Dub, S.N. Mechanical behaviour of nanostructured iron fabricated by severe plastic deformation under diffusion flow of nitrogen. Mater. Sci. Forum 2006, 503–504, 645–650. [Google Scholar] [CrossRef]
- ASTM F3184-16; Standard Specification for Additive Manufacturing Stainless Steel Alloy (UNS S31603) with Powder Bed Fusion. ASTM International: West Conshohocken, PA, USA, 2016.
- Deng, P.; Song, M.; Yang, J.; Pan, Q.; McAllister, S.; Li, L.; Prorok, B.C.; Lou, X. On the thermal coarsening and transformation of nanoscale oxide inclusions in 316L stainless steel manufactured by laser powder bed fusion and its influence on impact toughness. Mater. Sci. Eng. A 2022, 835, 142690. [Google Scholar] [CrossRef]
- de Sonis, E.; Dépinoy, S.; Giroux, P.-F.; Maskrot, H.; Wident, P.; Hercher, O.; Villaret, F.; Gourgues-Lorenzon, A.-F. Impact toughness of LPBF 316L stainless steel below room temperature. Mater. Sci. Eng. A 2024, 915, 147189. [Google Scholar] [CrossRef]
- Losertova, M.; Štamborská, M.; Lapin, J.; Mareš, V. Comparison of deformation behavior of 316L stainless steel and Ti6Al4V alloy applied in traumatology. Metalurgija 2016, 55, 667–670. [Google Scholar]
- Rokosz, K.; Hryniewicz, T.; Valicek, J.; Harnicarova, M.; Vylezik, M. Nanoindentation measurements of AISI 316L SS biomaterial samples after annual immersion in Ringer’s solution followed by electrochemical polishing in a magnetic field. Pomiary Autom. Kontrola 2012, 58, 460–463. [Google Scholar]
- Yeganeh, M.; Shahryari, Z.; Talib Khanjar, A.; Hajizadeh, Z.; Shabani, F. Inclusions and Segregations in the Selective Laser-Melted Alloys: A Review. Coatings 2023, 13, 1295. [Google Scholar] [CrossRef]
- Li, S.-H.; Zhao, Y.; Kumar, P.; Ramamurty, U. Effect of initial dislocation density on the plastic deformation response of 316L stainless steel manufactured by directed energy deposition. Mater. Sci. Eng. A 2022, 851, 143591. [Google Scholar] [CrossRef]
- Efremenko, V.G.; Lekatou, A.G.; Chabak, Y.G.; Efremenko, B.V.; Petryshynets, I.; Zurnadzhy, V.I.; Emmanouilidou, S.; Vojtko, M. Micromechanical, corrosion and wet sliding wear behaviours of Co-28Cr-6Mo alloy: Wrought vs. LPBF. Mater. Today Commun. 2023, 35, 105936. [Google Scholar] [CrossRef]
- Gubicza, J. Reliability and interpretation of the microstructural parameters determined by X-ray line profile analysis for nanostructured materials. Eur. Phys. J. Spec. Top. 2022, 231, 4153–4165. [Google Scholar] [CrossRef]
- Zieliński, W.; Abduluyahed, A.A.; Kurzydłowski, K.J. TEM studies of dislocation substructure in 316 austenitic stainless steel strained after annealing in various environments. Mater. Sci. Eng. A 1998, 249, 91–96. [Google Scholar] [CrossRef]
- Huang, G.; Wei, K.; Deng, J.; Liu, M.; Zeng, X. High-power laser powder bed fusion of 316L stainless steel: Defects, microstructure, and mechanical properties. J. Manuf. Process. 2022, 83, 235–245. [Google Scholar] [CrossRef]
- Efremenko, V.G.; Chabak, Y.G.; Shimizu, K.; Golinskyi, M.A.; Lekatou, A.G.; Petryshynets, I.; Efremenko, B.V.; Halfa, H.; Kusumoto, K.; Zurnadzhy, V.I. The novel hybrid concept on designing advanced multi-component cast irons: Effect of boron and titanium (Thermodynamic modelling, microstructure and mechanical property evaluation). Mater. Charact. 2023, 197, 112691. [Google Scholar] [CrossRef]
- Yan, F.; Xiong, W.; Faierson, E.; Olson, G.B. Characterization of nano-scale oxides in austenitic stainless steel processed by powder bed fusion. Scr. Mater. 2018, 155, 104–108. [Google Scholar] [CrossRef]
- Mancini, F.; Alviola, R.; Marshall, B.; Satoh, H.; Papunen, H. The manganese silicate rocks of the Early Proterozoic Vittinki Group, southwestern Finland: Metamorphic grade and genetic interpretations. Can. Mineral. 2000, 23, 1103–1124. [Google Scholar] [CrossRef]
- Chu, H.-Y.; Shiue, R.-K.; Cheng, S.-Y. The Effect of Homogenization Heat Treatment on 316L Stainless Steel Cast Billet. Materials 2024, 17, 232. [Google Scholar] [CrossRef]
- Hao, Y.; Cao, G.; Li, C.; Liu, W.; Li, J.; Liu, Z.; Gao, F. Solidification structures of Fe-Cr-Ni-Mo-N super-austenitic stainless steel processed by twin-roll strip casting and ingot casting and their segregation evolution behaviors. ISIJ Int. 2018, 58, 1801–1810. [Google Scholar] [CrossRef]
- Sumanariu, C.A.; Amza, C.G.; Baciu, F.; Vasile, M.I.; Nicoara, A.I. Comparative Analysis of Mechanical Properties: Conventional vs. Additive Manufacturing for Stainless Steel 316L. Materials 2024, 17, 4808. [Google Scholar] [CrossRef] [PubMed]
- Cooper, A.J.; Cooper, N.I.; Dhers, J.; Sherry, A. Effect of Oxygen Content Upon the Microstructural and Mechanical Properties of Type 316L Austenitic Stainless Steel Manufactured by Hot Isostatic Pressing. Metall. Mater. Trans. A 2016, 47, 4467–4475. [Google Scholar] [CrossRef]
- Riabov, D.; Leicht, A.; Ahlström, J.; Hryha, E. Investigation of the strengthening mechanism in 316L stainless steel produced with laser powder bed fusion. Mater. Sci. Eng. A 2021, 822, 141699. [Google Scholar] [CrossRef]
- Wang, Y.; Voisin, T.; McKeown, J.; Jianchao Ye, J.; Calta, N.P.; Zan, L.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef]
- Mohri, T.; Suzuki, T. Solid solution hardening by impurities. In Impurities in Engineering Materials; Briant, C.L., Dekker, M., Eds.; Routledge: London, UK, 1999. [Google Scholar]
- Yan, F.K.; Qian, L.; Nai, T. Anisotropic strengthening of nanotwinned austenitic grains in a nanotwinned stainless steel. Scr. Mater. 2018, 142, 15–19. [Google Scholar] [CrossRef]
- Ghosh, G.; Olson, G.B. The isotropic shear modulus of multicomponent Fe-base solid solutions. Acta Mater. 2002, 50, 2655–2675. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular cellular segregation network structure strengthening 316L stainless steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Kvackaj, T.; Bidulská, J.; Fedoríková, A.; Bidulský, R. Mechanical Properties and Strengthening Contributions of AISI 316 LN Austenitic Stainless Steel Grade. Materials 2025, 18, 499. [Google Scholar] [CrossRef]
- Ghosh, D.C.; Biswas, R. Theoretical Calculation of Absolute Radii of Atoms and Ions. Part 1. The Atomic Radii. Int. J. Mol. Sci. 2002, 3, 87–113. [Google Scholar] [CrossRef]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]
- Deng, P.; Karadge, M.; Rebak, R.B.; Gupta, V.K.; Prorok, B.C.; Lou, X. The origin and formation of oxygen inclusions in austenitic stainless steels manufactured by laser powder bed fusion. Addit. Manuf. 2020, 35, 101334. [Google Scholar] [CrossRef]
- Chen, S.; Ma, G.; Wu, G.; Godfrey, A.; Huang, T.; Huang, X. Strengthening mechanisms in selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2022, 832, 142434. [Google Scholar] [CrossRef]
- Schmauder, S.; Kohler, C. Atomistic Simulations of Solid Solution Strengthening of α-Iron. Comput. Mater. Sci. 2011, 50, 1238–1243. [Google Scholar] [CrossRef]
- Eliasson, J.; Sandström, R. Proof strength values for austenitic stainless steels at elevated temperatures. Steel Res. 2000, 71, 249–254. [Google Scholar] [CrossRef]
- Kako, K.; Kawakami, E.; Ohta, J.; Mayuzumi, M. Effects of various alloying elements on tensile properties of high-purity Fe-18Cr-(14-16)Ni alloys at room temperature. Mater. Trans. 2002, 43, 155–162. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Ni, X.; Liang, Z.; Man, C.; Li, X. Hetero-deformation-induced stress in additively manufactured 316L stainless steel. Mater. Res. Lett. 2020, 8, 390–397. [Google Scholar] [CrossRef]
- Guo, Y.; Collins, D.M.; Tarleton, E.; Hofmann, F.; Tischler, J.; Liu, W.; Xu, R.; Wilkinson, A.J.; Britton, T.B. Measurements of stress fields near a grain boundary: Exploring blocked arrays of dislocations in 3D. Acta Mater. 2015, 96, 229–236. [Google Scholar] [CrossRef]
- Chabak, Y.G.; Efremenko, V.G. Change of secondary-carbides’ nanostate in 14.5% Cr cast iron at high-temperature heating. Metallofiz. Noveishie Tekhnologii 2012, 34, 1205–1220. [Google Scholar]
- Trembach, B.; Trembach, I.; Maliuha, V.; Knyazev, S.; Krbata, M.; Kabatskyi, O.; Balenko, O.; Zarichniak, Y.; Brechka, M.; Bodak, M.; et al. Study of self-shielded flux-cored wire with exothermic additions CuO-Al on weld bead morphology, microstructure, and mechanical properties. Int. J. Adv. Manuf. Technol. 2025, 137, 4685–4711. [Google Scholar] [CrossRef]
- Efremenko, B.V.; Zurnadzhy, V.I.; Chabak, Y.G.; Efremenko, V.G.; Kudinova, K.V.; Mazur, V.A. A comparison study on the effect of counter ball material on sliding wear response of SLM-printed biomedical 316L steel. Mater. Today Proc. 2022, 66, 2587–2593. [Google Scholar] [CrossRef]
- Ohtsuki, T.; Pistorius, P.C. Oxide Behavior During Laser Surface Melting. Metals 2025, 15, 627. [Google Scholar] [CrossRef]
- Sukhova, O.V.; Polonskyy, V.A.; Ustinova, K.V. Microstructure and corrosion properties of quasicrystal Al-Cu-Fe alloys alloyed with Si and B in acidic solutions. Vopr. Khimii Khimicheskoi Tekhnologii 2018, 121, 77–83. [Google Scholar] [CrossRef]
- Saeidi, K.; Kvetkova, L.; Lofaj, F.; Shen, Z. Austenitic stainless steel strengthened by the in situ formation of oxide nanoinclusions. RSC Adv. 2015, 5, 20747–20750. [Google Scholar] [CrossRef]
- Chao, Q.; Thomas, S.; Birbilis, N.; Cizek, P.; Hodgson, P.D.; Fabijanic, D. The Effect of Post-processing heat treatment on the microstructure, residual stress and mechanical properties of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2021, 821, 141611. [Google Scholar] [CrossRef]
- Chen, N.; Ma, G.; Zhu, W.; Godfrey, A.; Shen, Z.; Wu, G.; Huang, X. Enhancement of an additive-manufactured austenitic stainless steel by post-manufacture heat-treatment. Mater. Sci. Eng. A 2019, 759, 65–69. [Google Scholar] [CrossRef]



| C | Si | Mn | Cr | Ni | Mo | S | P | Cu | V | Ti | Nb | Co | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.022 | 0.80 | 1.08 | 16.39 | 11.92 | 2.36 | 0.007 | 0.018 | 0.15 | 0.05 | 0.006 | 0.04 | 0.10 | 0.02 | bal. |
| Specimen | Indentation Modulus (GPa) | Indentation Hardness (GPa) | ERI | PI | hp/hmax | ||
|---|---|---|---|---|---|---|---|
| Range of Values (Difference) | Average Value | Range of Values (Difference) | Average Value | ||||
| AsB | 138.31–169.41 (31.1) | 156.94 ± 1.08 | 2.72–3.69 (0.97) | 3.02 ± 0.04 | 0.135 | 0.865 | 0.899 |
| A900 | 172.32–201.14(28.82) | 191.33 ± 1.42 | 2.36–3.34 (0.98) | 2.42 ± 0.03 | 0.114 | 0.886 | 0.929 |
| A1050 | 167.42–198.39 (30.97) | 186.74 ± 1.35 | 2.36–2.92 (0.56) | 2.67 ± 0.02 | 0.143 | 0.857 | 0.925 |
| A1200 | 147.28–170.83 (23.55) | 159.81 ± 1.12 | 2.72–3.73 (1.01) | 3.10 ± 0.03 | 0.156 | 0.844 | 0.903 |
| Specimen | a (Å) | D (Å) | ε | ρXRD (m−2) |
|---|---|---|---|---|
| AsB | 3.597 | 1668 | 2.37 × 10−4 | 1.04 × 1013 |
| A900 | 3.598 | 2485 | 2.27 × 10−4 | 6.72 × 1012 |
| A1050 | 3.601 | 5223 | 1.96 × 10−4 | 2.76 × 1012 |
| A1200 | 3.604 | 2532 | 8.88 × 10−5 | 2.58 × 1012 |
| Parameters | Heat Treatment | |||
|---|---|---|---|---|
| As-Built | 900 °C | 1050 °C | 1200 °C | |
| Grain number | 767 | 903 | 753 | 579 |
| Grain size (μm) | 20.6 | 18.8 | 21.6 | 24.8 |
| HAGB (%) | 75.4 | 73.6 | 73.8 | 76.0 |
| LAGB (%) | 24.6 | 26.4 | 26.2 | 24.0 |
| KAM (o) | 0.51 | 0.54 | 0.49 | 0.38 |
| Specimen | Volume Fraction (vol.%) | Area Density, (pcs/μm2) | Mean Size (μm) | Maximum Size (μm) |
|---|---|---|---|---|
| AsB | 0.43 ± 0.08 | 1.08 ± 0.17 | 0.071 ± 0.01 | 0.50 |
| A900 | 0.50 ± 0.11 | 13.06 ± 4.9 | 0.044 ± 0.02 | 0.45 |
| A1200 | 1.14 ± 0.25 | 0.55 ± 0.09 | 0.110 ± 0.03 | 0.99 |
| Parameters | AsB | 900 °C | 1050 °C | 1200 °C |
|---|---|---|---|---|
| |Z|0.01 (Ω·cm2) | 316,311.2 | 100,274.6 | 169,657.1 | 65,340.6 |
| Rf (Ω·cm2) | 3.289 × 105 | 1.052 × 105 | 1.574 × 105 | 0.764 × 105 |
| Qf (Ω−1·cm–2·sn) | 5.528 × 10−5 | 4.128 × 10−5 | 4.332 × 10−5 | 8.747 × 10−5 |
| nf | 0.81 | 0.88 | 0.93 | 0.84 |
| Rct (Ω·cm2) | 3.486 × 104 | 3.475 × 104 | 2.368 × 104 | 2.152 × 104 |
| Qdl (Ω−1·cm−2·sn) | 2.652 × 10−5 | 6.793 × 10−5 | 8.635 × 10−5 | 6.764 × 10−5 |
| ndl | 0.90 | 0.89 | 0.89 | 0.84 |
| Parameters | AsB | 900 °C | 1050 °C | 1200 °C |
|---|---|---|---|---|
| Ecorr (V) | −0.169 | −0.163 | −0.186 | −0.237 |
| Icorr (A/cm2) | 6.611 × 10−8 | 1.378 × 10−7 | 1.228 × 10−7 | 1.995 × 10−7 |
| Specimen | ΔσP-N | Δσss | ΔσGB | Δσpcpt | Δσdisl | ΔσLPBF | Δσsegr | Δσtw | YTScalc | YTSexp. | ΔYTS |
|---|---|---|---|---|---|---|---|---|---|---|---|
| As-built | 16.0 | 135 | – | 46.3 | – | 301.0 | 150.0 | – | 632.3 | 564 | 68.3 |
| A900 | 16.0 | 135 | 115.3 | 75.4 | 38.1 | – | – | – | 363.8 | 393 | –29.2 |
| A1200 | 16.0 | 135 | 100.4 | 95.6 | 23.6 | – | – | 100.4 | 455.0 | 434 | 21.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Efremenko, B.; Chabak, Y.; Petryshynets, I.; Zhao, T.; Efremenko, V.; Wu, K.; Xia, T.; Džupon, M.; Arshad, S. Evaluation of the Suitability of High-Temperature Post-Processing Annealing for Property Enhancement in LPBF 316L Steel: A Comprehensive Mechanical and Corrosion Assessment. Metals 2025, 15, 684. https://doi.org/10.3390/met15060684
Efremenko B, Chabak Y, Petryshynets I, Zhao T, Efremenko V, Wu K, Xia T, Džupon M, Arshad S. Evaluation of the Suitability of High-Temperature Post-Processing Annealing for Property Enhancement in LPBF 316L Steel: A Comprehensive Mechanical and Corrosion Assessment. Metals. 2025; 15(6):684. https://doi.org/10.3390/met15060684
Chicago/Turabian StyleEfremenko, Bohdan, Yuliia Chabak, Ivan Petryshynets, Tianliang Zhao, Vasily Efremenko, Kaiming Wu, Tao Xia, Miroslav Džupon, and Sundas Arshad. 2025. "Evaluation of the Suitability of High-Temperature Post-Processing Annealing for Property Enhancement in LPBF 316L Steel: A Comprehensive Mechanical and Corrosion Assessment" Metals 15, no. 6: 684. https://doi.org/10.3390/met15060684
APA StyleEfremenko, B., Chabak, Y., Petryshynets, I., Zhao, T., Efremenko, V., Wu, K., Xia, T., Džupon, M., & Arshad, S. (2025). Evaluation of the Suitability of High-Temperature Post-Processing Annealing for Property Enhancement in LPBF 316L Steel: A Comprehensive Mechanical and Corrosion Assessment. Metals, 15(6), 684. https://doi.org/10.3390/met15060684