

Improving the Metal Inert Gas Welding Efficiency and Microstructural Stability in the Butt and Lap Joints of Aluminum Automotive Components Using Sc- and Zr-Enhanced Filler Wires


Abstract
1. Introduction
2. Experimental Procedure
3. Results
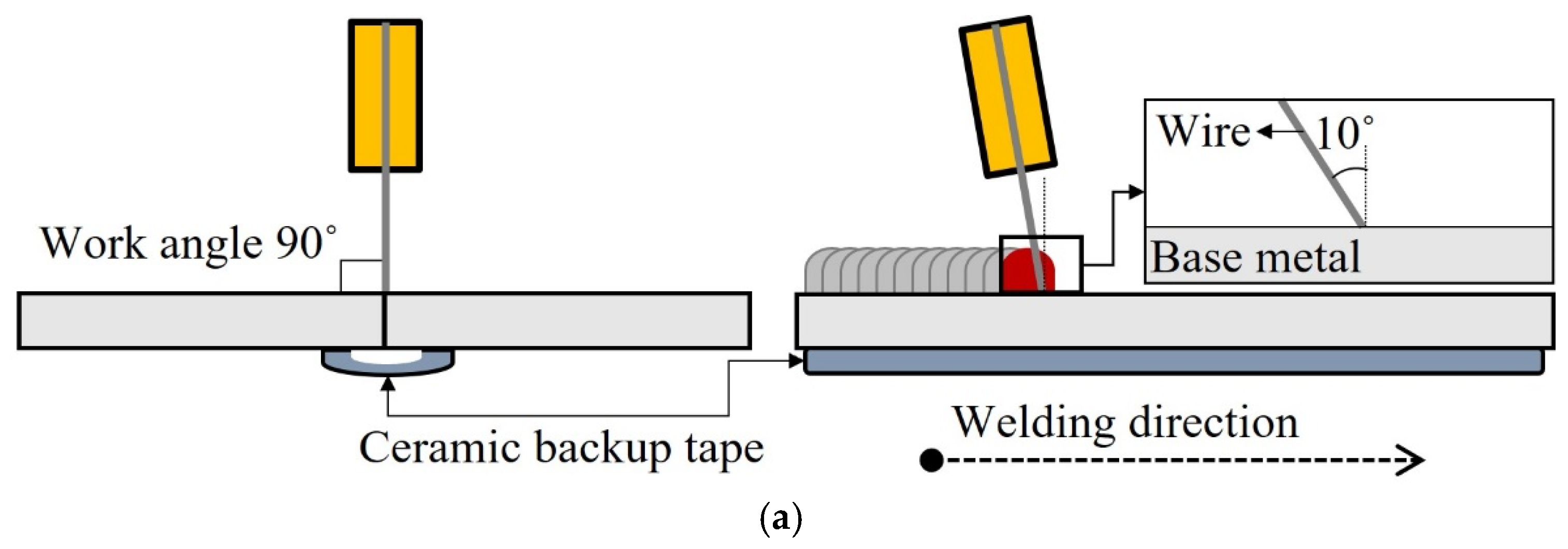
3.1. Evaluation of Welding Characteristics of Butt Welds with Different Wires
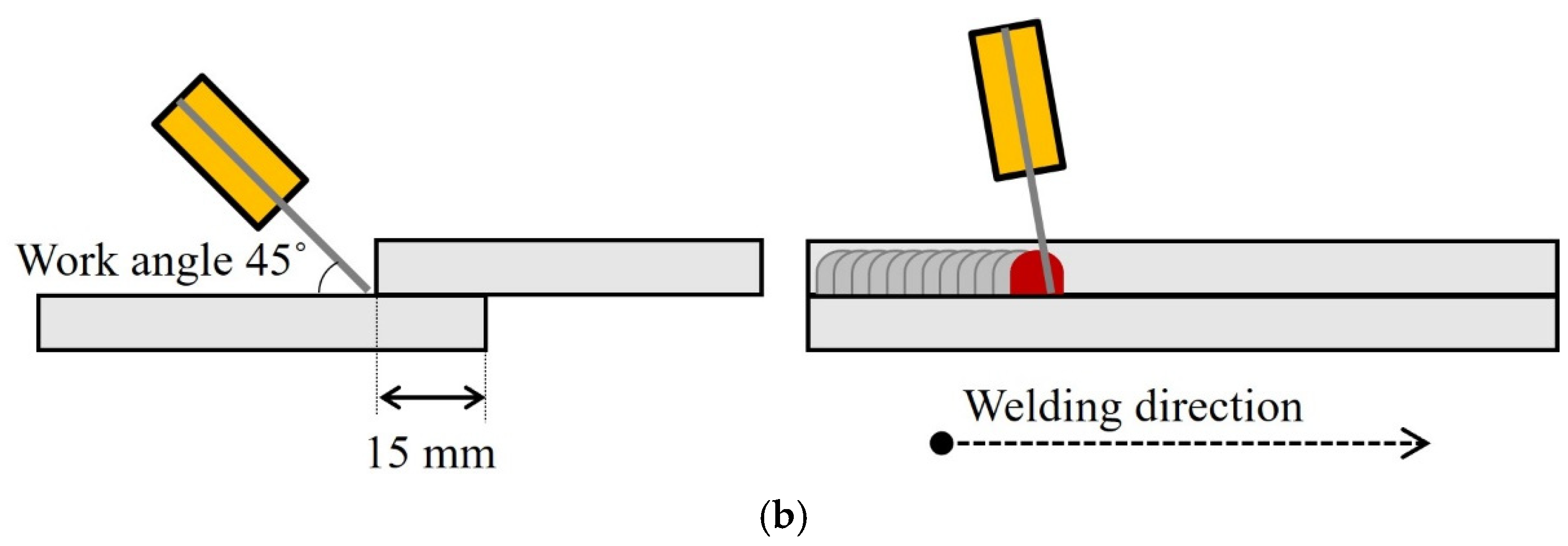
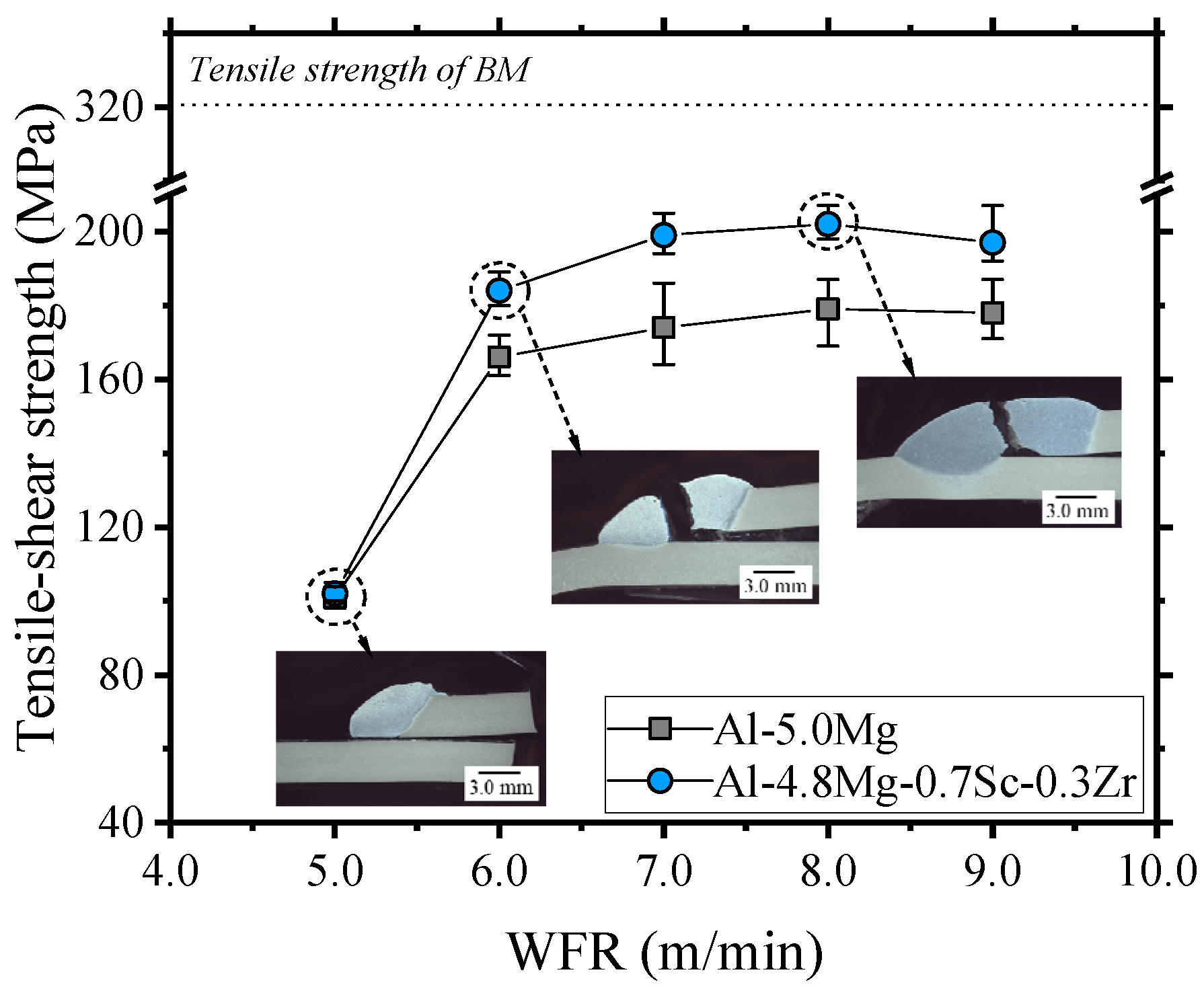
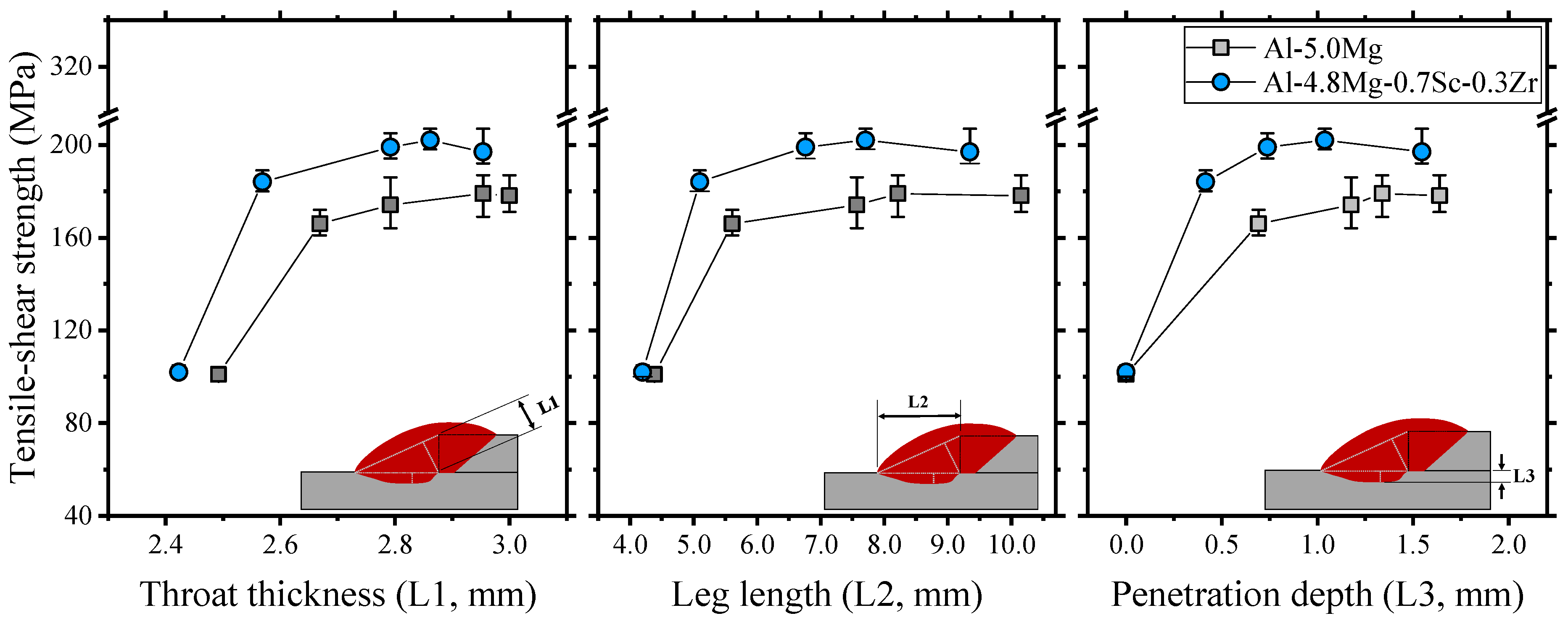
3.2. Evaluation of Welding Characteristics of Lap Welds with Different Wires
4. Discussion
5. Conclusions
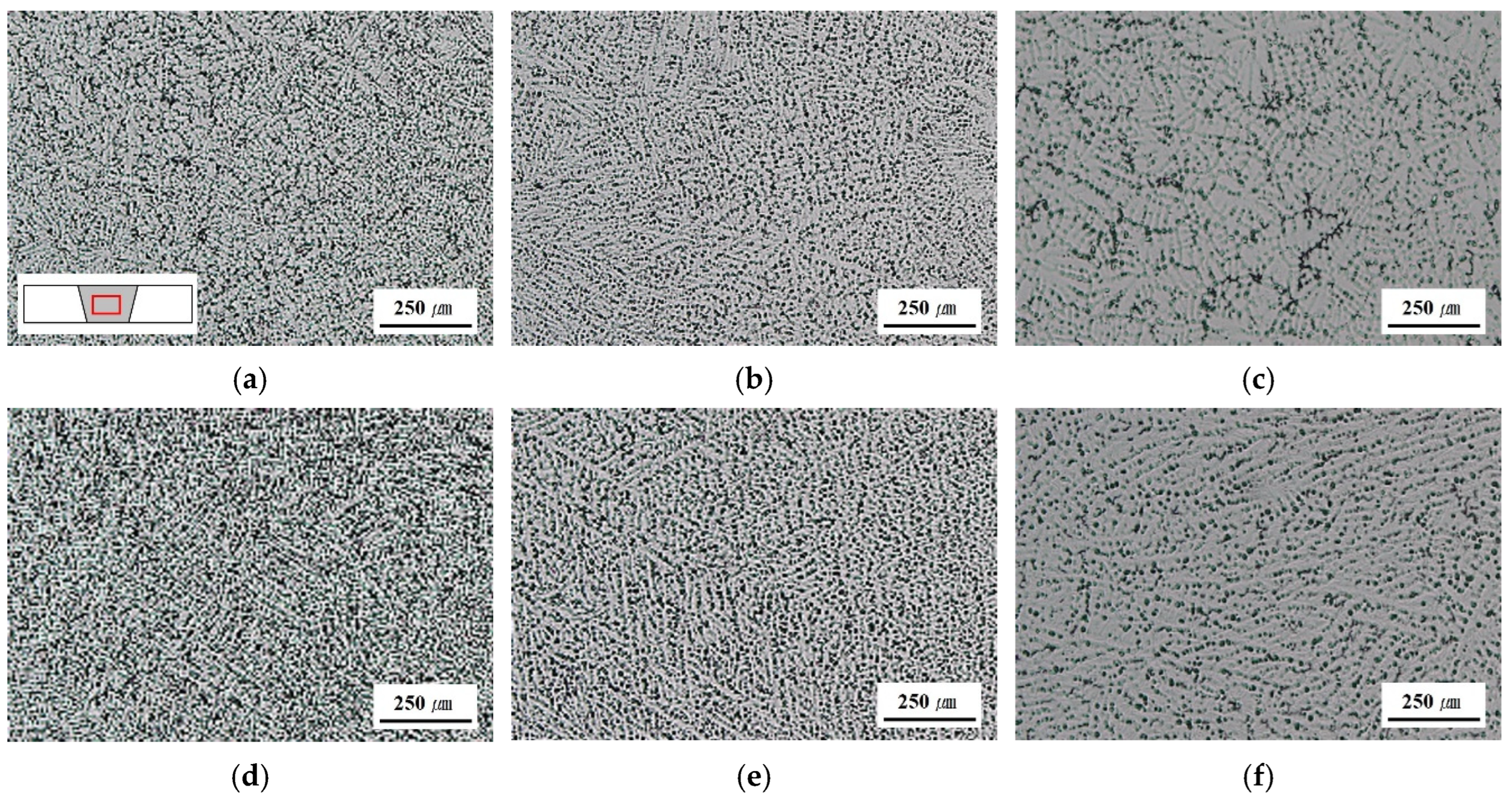
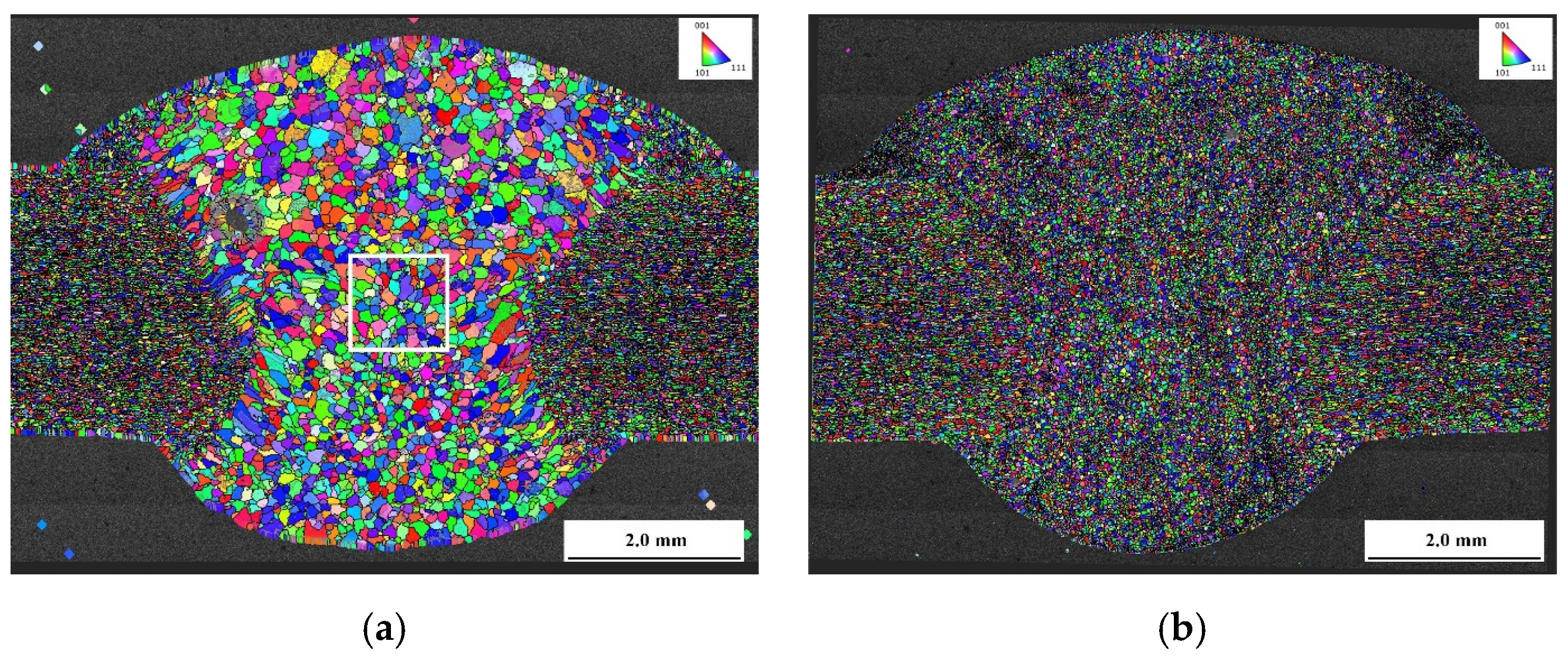
- The addition of Sc and Zr to Al-4.8Mg-0.7Sc-0.3Zr significantly refined the grain structure in the FZ compared with Al-5.0Mg. The Al3Sc and Al3Zr precipitates acted as potent nucleation sites and impeded grain growth during solidification, resulting in a finer and more uniform grain structure.
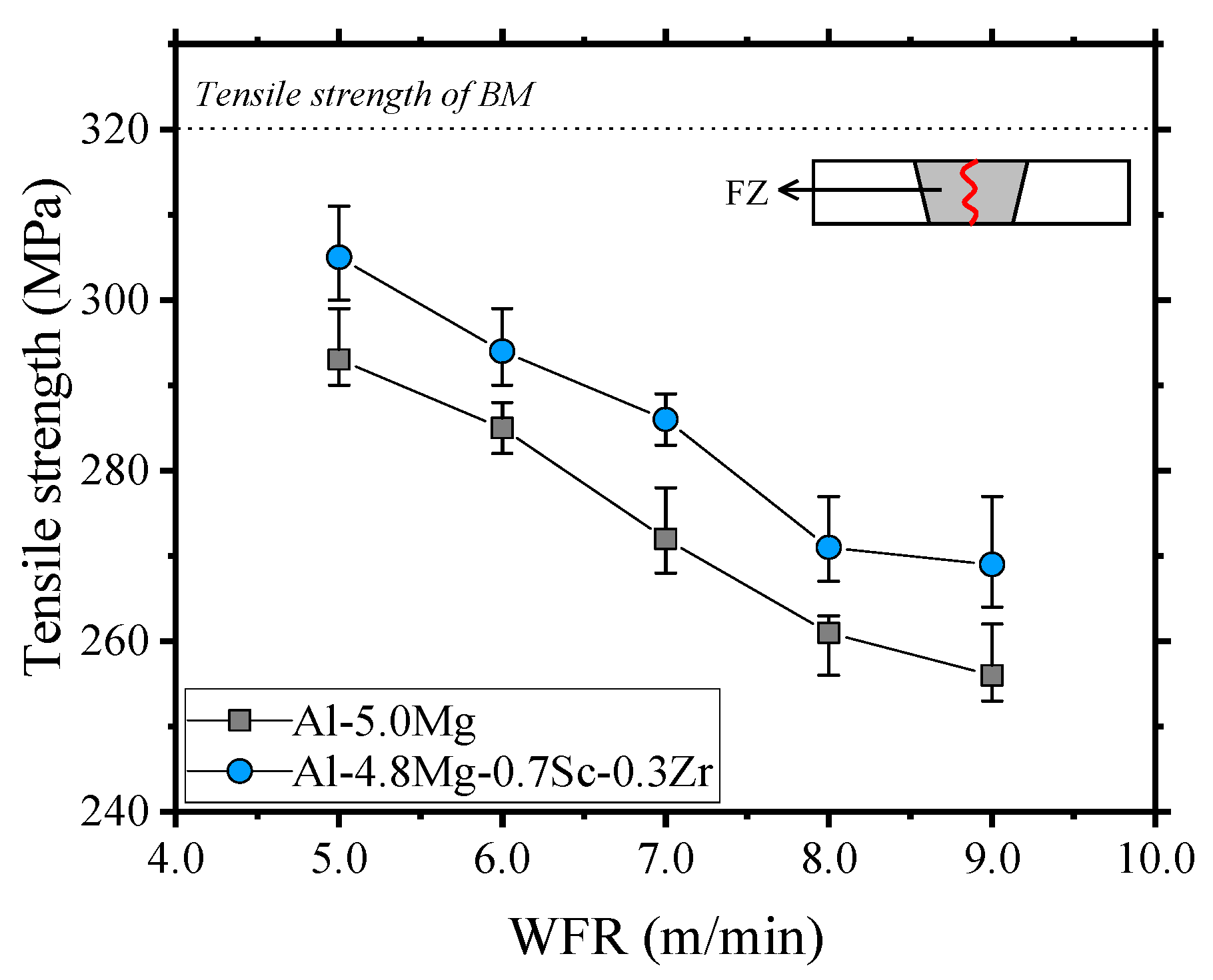
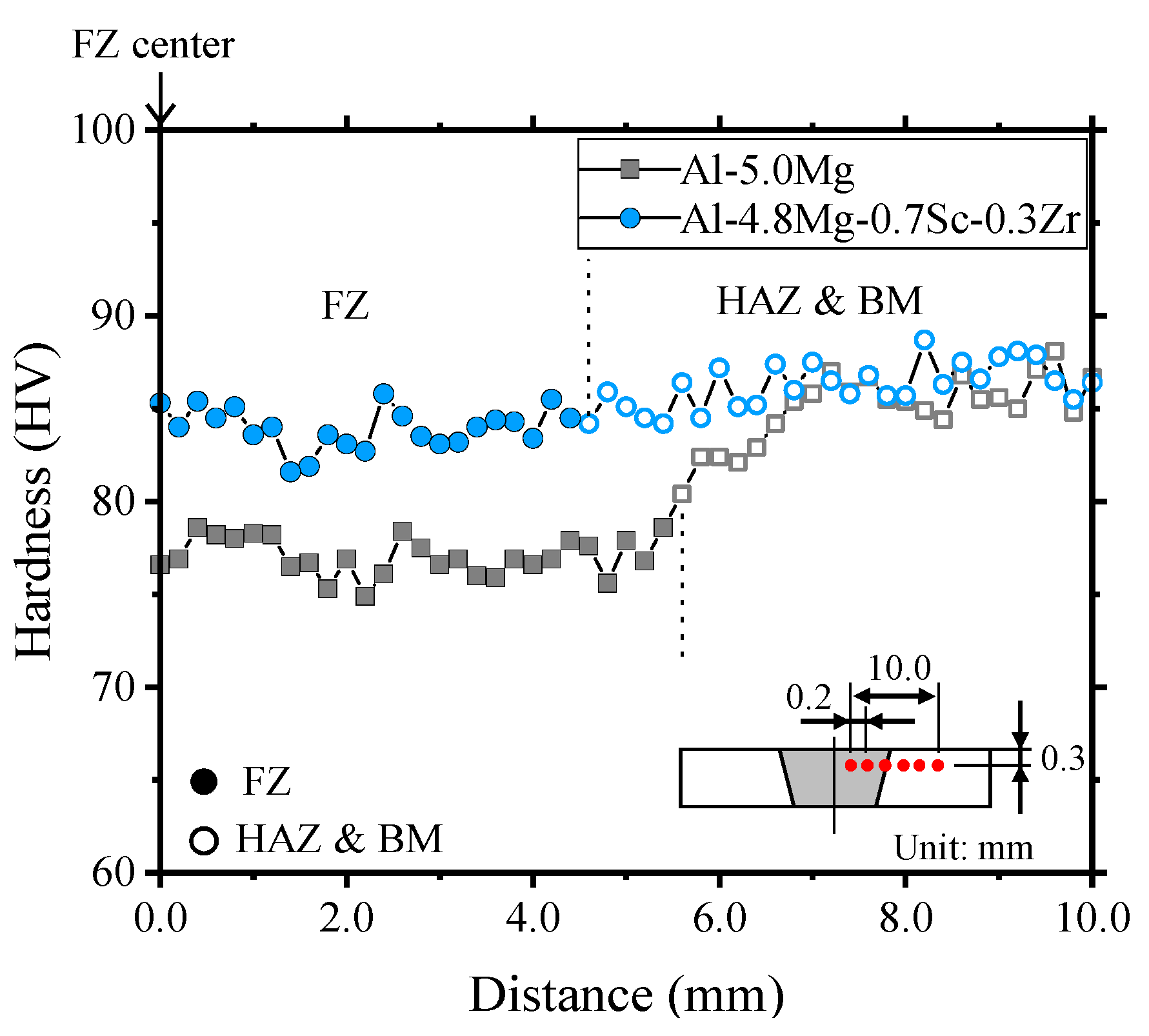
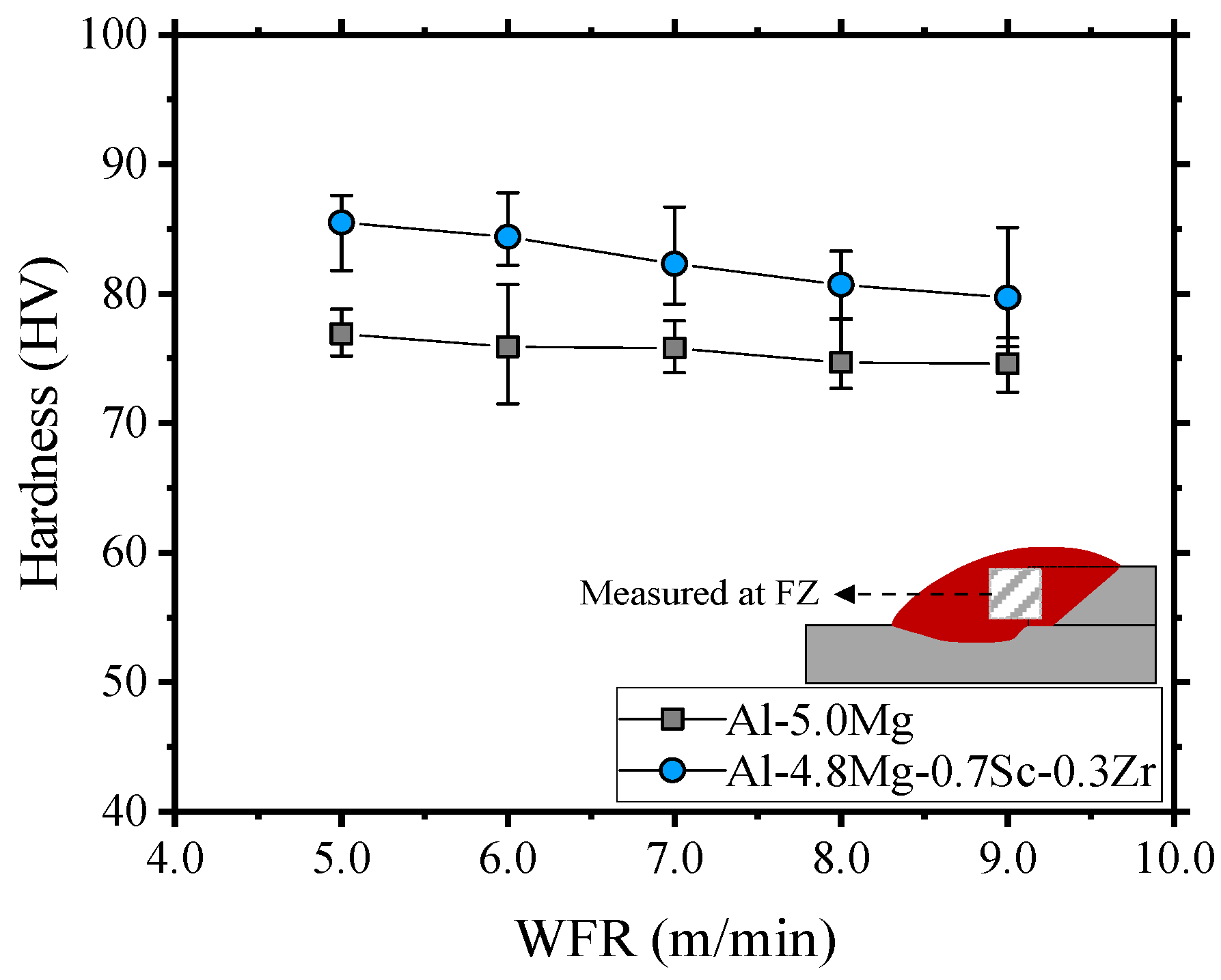
- The Al-4.8Mg-0.7Sc-0.3Zr filler consistently exhibited higher tensile strength and hardness in the FZ under all WFR conditions. This enhancement was attributed to the refined microstructure and strengthening effects induced by Sc and Zr, which contributed to the superior mechanical performance of Al-4.8Mg-0.7Sc-0.3Zr over Al-5.0Mg.
- The welded joint efficiency of Al-4.8Mg-0.7Sc-0.3Zr was superior to that of Al-5.0Mg in both the butt and lap joints, with notable improvements in the butt joints. The fine and stable microstructures in Al-4.8Mg-0.7Sc-0.3Zr ensured enhanced structural integrity, which improved the joint efficiency.
- Increasing the WFR resulted in a higher heat input, which led to microstructural coarsening in the FZ. This in turn reduced the tensile strength of the butt joints. However, the tensile-shear strength in the lap joints increased with the WFR, suggesting that the weld geometry influenced the joint strength more than the microstructural features in the lap configurations.
- A saturation point in the tensile-shear strength was observed in both filler alloys after attaining a specific weld geometry size. Al-5.0Mg and Al-4.8Mg-0.7Sc-0.3Zr reached average tensile-shear strengths of 177 and 199 MPa, respectively, indicating that the maximum mechanical performance was achieved at the optimal geometry size for each alloy.
- These findings underscore the beneficial effects of Sc and Zr alloying in Al-4.8Mg-0.7Sc-0.3Zr on weld joint performance, particularly in enhancing microstructural stability and mechanical strength. This implies that Sc and Zr could serve as promising filler materials for high-performance welding applications. Furthermore, the study findings provide valuable insights for optimizing the filler wire compositions and welding parameters in aluminum alloys.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Benedyk, J.C. Aluminum Alloys for Lightweight Automotive Structures. In Materials, Design and Manufacturing for Lightweight Vehicles; Mallick, P.K., Ed.; Woodhead Publishing: Cambridge, UK, 2010; pp. 79–113. [Google Scholar]
- Musfirah, A.H.; Jaharah, A.G. Magnesium and aluminum alloys in automotive industry. J. Appl. Sci. Res. 2012, 8, 4865–4875. [Google Scholar]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.; De Smet, P.; Haszler, A.; Vieregge, A.J.M.S. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Ardika, R.D.; Triyono, T.; Muhayat, N. A review porosity in aluminum welding. Procedia Struct. Integr. 2021, 33, 171–180. [Google Scholar] [CrossRef]
- Rudy, J.F.; Rupert, E.J. Effects of porosity on mechanical properties of aluminum welds. Weld. J. 1970, 49, 322. [Google Scholar]
- Chen, Q.; Ge, H.; Yang, C.; Lin, S.; Fan, C. Study on pores in ultrasonic-assisted TIG weld of aluminum alloy. Metals 2017, 7, 53. [Google Scholar] [CrossRef]
- Miao, Y.; Wang, Z.; Liu, J.; Zhao, Y.; Wu, Y.; Li, C. Bypass-current plasma arc welding of aluminum alloy: Thermal behavior, residual stress, and distortion. Int. J. Adv. Manuf. Technol. 2022, 119, 5365–5376. [Google Scholar] [CrossRef]
- Chen, B.Q.; Liu, K.; Xu, S. Recent Advances in Aluminum Welding for Marine Structures. J. Mar. Sci. Eng. 2024, 12, 1539. [Google Scholar] [CrossRef]
- Liu, J.; Li, Z.; Liu, T.; Li, L.; Liu, C.; Yang, L. A novel compliant assembly variation analysis with consideration of initial deviation and welding shrinkage. Ocean Eng. 2021, 237, 109636. [Google Scholar] [CrossRef]
- Kim, D.Y.; Hwang, I.; Jeong, G.; Kang, M.; Kim, D.; Seo, J.; Kim, Y.M. Effect of porosity on the fatigue behavior of gas metal arc welding lap fillet joint in GA 590 MPa steel sheets. Metals 2018, 8, 241. [Google Scholar] [CrossRef]
- Chen, S.; Chi, Y.; Zhang, P.; Shi, Y. Mechanism to reduce the porosity during argon arc welding of aluminum alloys by changing the arc angle. Metals 2020, 10, 1121. [Google Scholar] [CrossRef]
- Huang, L.; Hua, X.; Wu, D.; Jiang, Z.; Li, F.; Wang, H.; Shi, S. Microstructural characterization of 5083 aluminum alloy thick plates welded with GMAW and twin wire GMAW processes. Int. J. Adv. Manuf. Technol. 2017, 93, 1809–1817. [Google Scholar] [CrossRef]
- Chen, C.; Sun, G.; Du, W.; Li, Y.; Fan, C.; Zhang, H. Influence of heat input on the appearance, microstructure and microhardness of pulsed gas metal arc welded Al alloy weldment. J. Mater. Res. Technol. 2022, 21, 121–130. [Google Scholar] [CrossRef]
- Furukawa, K. New CMT arc welding process–welding of steel to aluminium dissimilar metals and welding of super-thin aluminium sheets. Weld. Int. 2006, 20, 440–445. [Google Scholar] [CrossRef]
- Singh, I.J.; Murtaza, Q.; Kumar, P. Effect of Welding Speed on Metallurgical Characterization of CMT Welding of Dissimilar Aluminium Alloys of AA6061 and AA8011. Silicon 2024, 16, 3891–3903. [Google Scholar] [CrossRef]
- Nalajala, D.; Mookara, R.K.; Amirthalingam, M. Analysis of metal transfer characteristics in low-heat input gas metal arc welding of aluminum using aluminum–silicon alloy fillers. Metall. Mater. Trans. B 2022, 53, 2914–2924. [Google Scholar] [CrossRef]
- Kumar, R.; Dilthey, U.; Dwivedi, D.K.; Ghosh, P.K. Thin sheet welding of Al 6082 alloy by AC pulse-GMA and AC wave pulse-GMA welding. Mater. Des. 2009, 30, 306–313. [Google Scholar] [CrossRef]
- Tong, H.; Ueyama, T.; Harada, S.; Ushio, M. Quality and productivity improvement in aluminium alloy thin sheet welding using alternating current pulsed metal inert gas welding system. Sci. Technol. Weld. Join. 2001, 6, 203–208. [Google Scholar] [CrossRef]
- Dutra, J.C.; Silva, R.H.G.E.; Savi, B.M.; Marques, C.; Alarcon, O.E. New methodology for AC-pulsed GMAW parameterization applied to aluminum shipbuilding. J. Braz. Soc. Mech. Sci. Eng. 2016, 38, 99–107. [Google Scholar] [CrossRef]
- Lee, B.H.; Kim, S.H.; Park, J.H.; Kim, H.W.; Lee, J.C. Role of Mg in simultaneously improving the strength and ductility of Al–Mg alloys. Mater. Sci. Eng. A. 2016, 657, 115–122. [Google Scholar] [CrossRef]
- Kang, T.; Yu, J.; Kim, Y.M.; Hwang, I.; Lee, S.H.; Kim, D.Y. Weldability evaluation of GMAW and GTAW for Al-6.7 wt.% Mg alloy. J. Weld. Join. 2021, 39, 471–479. [Google Scholar] [CrossRef]
- Kim, G.G.; Kim, D.Y.; Hwang, I.; Kim, D.; Kim, Y.M.; Park, J. Mechanical properties of aluminum 5083 alloy GMA welds with different magnesium and manganese content of filler wires. Appl. Sci. 2021, 11, 11655. [Google Scholar] [CrossRef]
- Willey, L.A. Aluminum Scandium Alloy. U.S. Patent No. 3,619,181, 9 November 1971. [Google Scholar]
- Lamikhov, L.K.; Samsonov, G.V. Inoculation of aluminum and AL7 alloy with transition metals. Tsvetn. Met. 1964, 8, 79–82. [Google Scholar]
- Elagin, V.I. Alloying of Deformable Aluminum Alloys with Transition Metals; Metallurgiya: Moscow, Russia, 1975. (In Russian) [Google Scholar]
- Elagin, V.I.; Zakharov, V.V.; Rostova, T.D. Nondendritic structure of ingots from aluminum alloys. In Physical Metallurgy, Casting, and Treatment of Alloys; VILS: Moscow, Russia, 1995; pp. 6–16. (In Russian) [Google Scholar]
- Zakharov, V.V. Effect of scandium on the structure and properties of aluminum alloys. Heat Treat. Met. 2003, 45, 246–253. [Google Scholar] [CrossRef]
- Filatov, Y.A. Deformable alloys based on the Al-Mg-Se system. Heat Treat. Met. 1996, 38, 271–274. [Google Scholar] [CrossRef]
- Su, D.; Zhang, J.; Wang, B. The microstructure and weldability in welded joints for AA 5356 aluminum alloy after adding modified trace amounts of Sc and Zr. J. Manuf. Process. 2020, 57, 488–498. [Google Scholar] [CrossRef]
- Huang, X.; Pan, Q.; Li, B.; Liu, Z.; Huang, Z.; Yin, Z. Effect of minor Sc on microstructure and mechanical properties of Al–Zn–Mg–Zr alloy metal–inert gas welds. J. Alloys Compd. 2015, 629, 197–207. [Google Scholar] [CrossRef]
- ISO 6892; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2016; pp. 1–45.
- Zhang, Z.; Huang, X.; Yao, P.; Xue, J. A New Method for Weld Dilution Calculation through Chemical Composition Analysis. Metals 2021, 11, 131. [Google Scholar] [CrossRef]
- Keene, B.J. A Review of the Surface Tension of Silicon and Its Binary Alloys with Reference to Marangoni Flow. Surf. Interface Anal. 1987, 10, 367–383. [Google Scholar] [CrossRef]
- Huang, J.; He, X.; Guo, Y.; Zhang, Z.; Shi, Y.; Fan, D. Joining of Aluminum Alloys to Galvanized Mild Steel by the Pulsed DE-GMAW with the Alternation of Droplet Transfer. J. Manuf. Process. 2017, 25, 16–25. [Google Scholar] [CrossRef]
- Kim, D.Y.; Lee, T.H.; Kim, C.; Kang, M.; Park, J. Gas Metal Arc Welding with Undermatched Filler Wire for Hot-Press-Formed Steel of 2.0 GPa Strength: Influence of Filler Wire Strength and Bead Geometry. Mater. Today Commun. 2023, 34, 105244. [Google Scholar] [CrossRef]
- Sanders, T.H.; Starke, E.A. Effect of Scandium Additions on the Microstructure and Mechanical Properties of Al-Mg Alloys. J. Mater. Sci. 1995, 30, 1015–1022. [Google Scholar]
- Okamoto, H. Scandium-Zirconium (Sc-Zr) Binary Alloy Phase Diagram. J. Phase Equilibria Diffus. 2007, 28, 190–191. [Google Scholar]
- Deng, Y.; Yin, Z.; Zhao, K.; Duan, J.; He, Z. Effects of Sc and Zr Microalloying Additions on the Microstructure and Mechanical Properties of New Al–Zn–Mg Alloys. J. Alloys Compd. 2012, 530, 71–80. [Google Scholar] [CrossRef]
- Miller, M.K.; Russell, K.F. EBSD Analysis of Precipitates in Al-Sc-Zr Alloys. Mater. Charact. 2006, 57, 205–210. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | |||||||
|---|---|---|---|---|---|---|---|
| Base material | Mg | Si | Sc | Zr | Mn | Ti | Al |
| AA5083-O | 4.458 | 0.094 | - | - | 0.683 | 0.012 | Bal. |
| Chemical Composition | |||||||
|---|---|---|---|---|---|---|---|
| Filler wire | Mg | Si | Sc | Zr | Mn | Ti | Al |
| Al-5.0Mg | 4.98 | 0.13 | - | - | 0.06 | 0.07 | Bal. |
| Al-4.8Mg-0.7Sc-0.3Zr | 4.75 | - | 0.70 | 0.30 | 0.55 | 0.15 | Bal. |
| Parameter | Value | |||||
|---|---|---|---|---|---|---|
| Weld joint | Butt joint | Lap joint | ||||
| Power source | Welbee W350 | |||||
| Waveform | DC pulse | |||||
| WFR (m/min) | 5.0 | 6.0 | 7.0 | 8.0 | 9.0 | |
| Heat input (kJ/cm) | 1.82 | 2.48 | 3.04 | 3.56 | 4.15 | |
| Work angle (°) | 90 | 45 | ||||
| WS (cm/min) | 40 | |||||
| Travel angle (°) | Push 10 | |||||
| CTWD (mm) | 15 | |||||
| Shielding gas | 100% Ar (20 L/min) | |||||
| WFR (m/min) | 5.0 | 6.0 | 7.0 | 8.0 | 9.0 | |
|---|---|---|---|---|---|---|
| Heat input (kJ/cm) | 1.82 | 2.48 | 3.04 | 3.56 | 4.14 | |
| Grain size (µm) | Al-5.0Mg | 75.9 | 201.2 | 241.6 | 305.4 | 346.4 |
| Al-4.8Mg-0.7Sc-0.3Zr | 14.0 | 133.2 | 177.0 | 251.2 | 274.0 | |
| WFR (m/min) | 5.0 | 6.0 | 7.0 | 8.0 | 9.0 |
|---|---|---|---|---|---|
| Al-5.0Mg (%) | 52 | 58 | 62 | 64 | 67 |
| Al-4.8Mg-0.7Sc-0.3Zr (%) | 47 | 52 | 57 | 60 | 63 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ko, H.; Kim, H.-J.; Kim, D.-Y.; Yu, J. Improving the Metal Inert Gas Welding Efficiency and Microstructural Stability in the Butt and Lap Joints of Aluminum Automotive Components Using Sc- and Zr-Enhanced Filler Wires. Metals 2025, 15, 1. https://doi.org/10.3390/met15010001
Ko H, Kim H-J, Kim D-Y, Yu J. Improving the Metal Inert Gas Welding Efficiency and Microstructural Stability in the Butt and Lap Joints of Aluminum Automotive Components Using Sc- and Zr-Enhanced Filler Wires. Metals. 2025; 15(1):1. https://doi.org/10.3390/met15010001
Chicago/Turabian StyleKo, Hansol, Hye-Jin Kim, Dong-Yoon Kim, and Jiyoung Yu. 2025. "Improving the Metal Inert Gas Welding Efficiency and Microstructural Stability in the Butt and Lap Joints of Aluminum Automotive Components Using Sc- and Zr-Enhanced Filler Wires" Metals 15, no. 1: 1. https://doi.org/10.3390/met15010001
APA StyleKo, H., Kim, H.-J., Kim, D.-Y., & Yu, J. (2025). Improving the Metal Inert Gas Welding Efficiency and Microstructural Stability in the Butt and Lap Joints of Aluminum Automotive Components Using Sc- and Zr-Enhanced Filler Wires. Metals, 15(1), 1. https://doi.org/10.3390/met15010001