

Microstructure Tailoring for High Strength Ti-6Al-4V without Alloying Elements through Optimized Preheating and Post-Heating Laser Scanning in Laser Powder Bed Fusion

 , , ,
, , ,
Abstract
1. Introduction
2. Materials and Methods
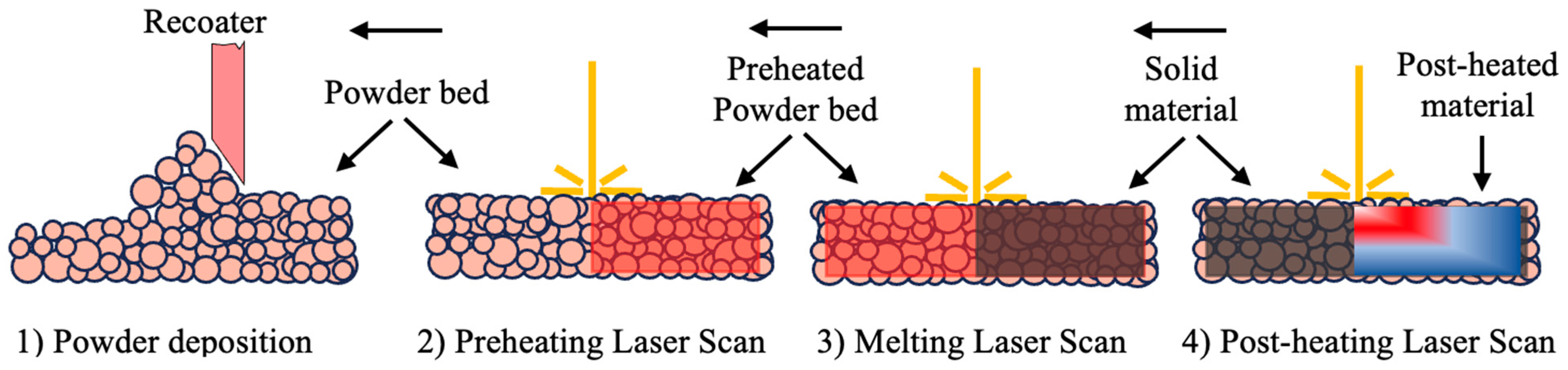
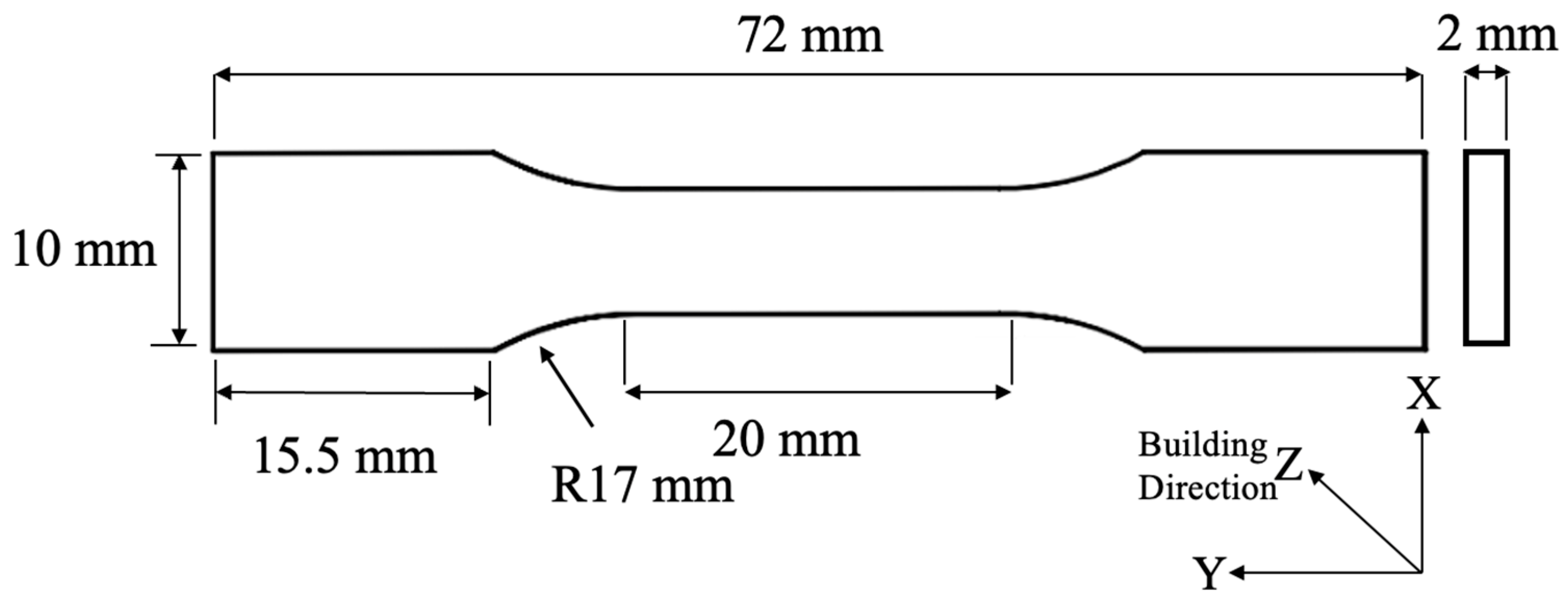
2.1. Materials and Fabrication
2.2. Experimental Methods
3. Results
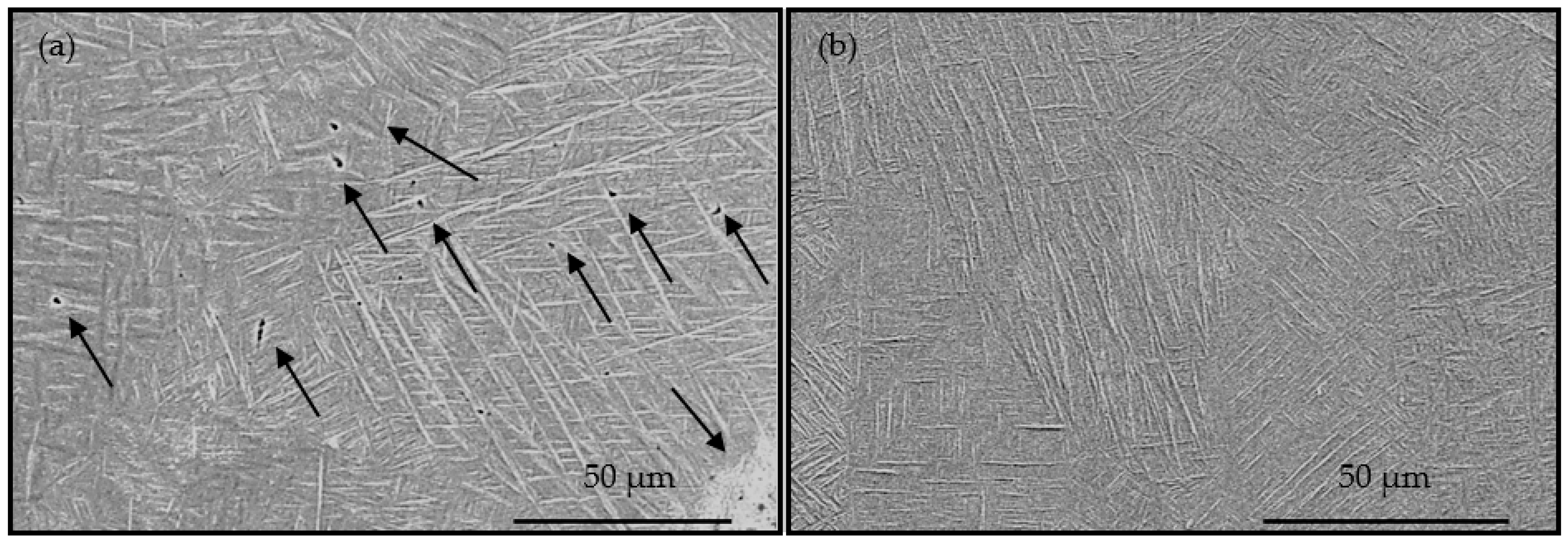
3.1. Microstructure Defects and Grain Structure
3.2. Lattice Transformation, and Phase Decomposition in Preheated LPBF Ti-6Al-4V
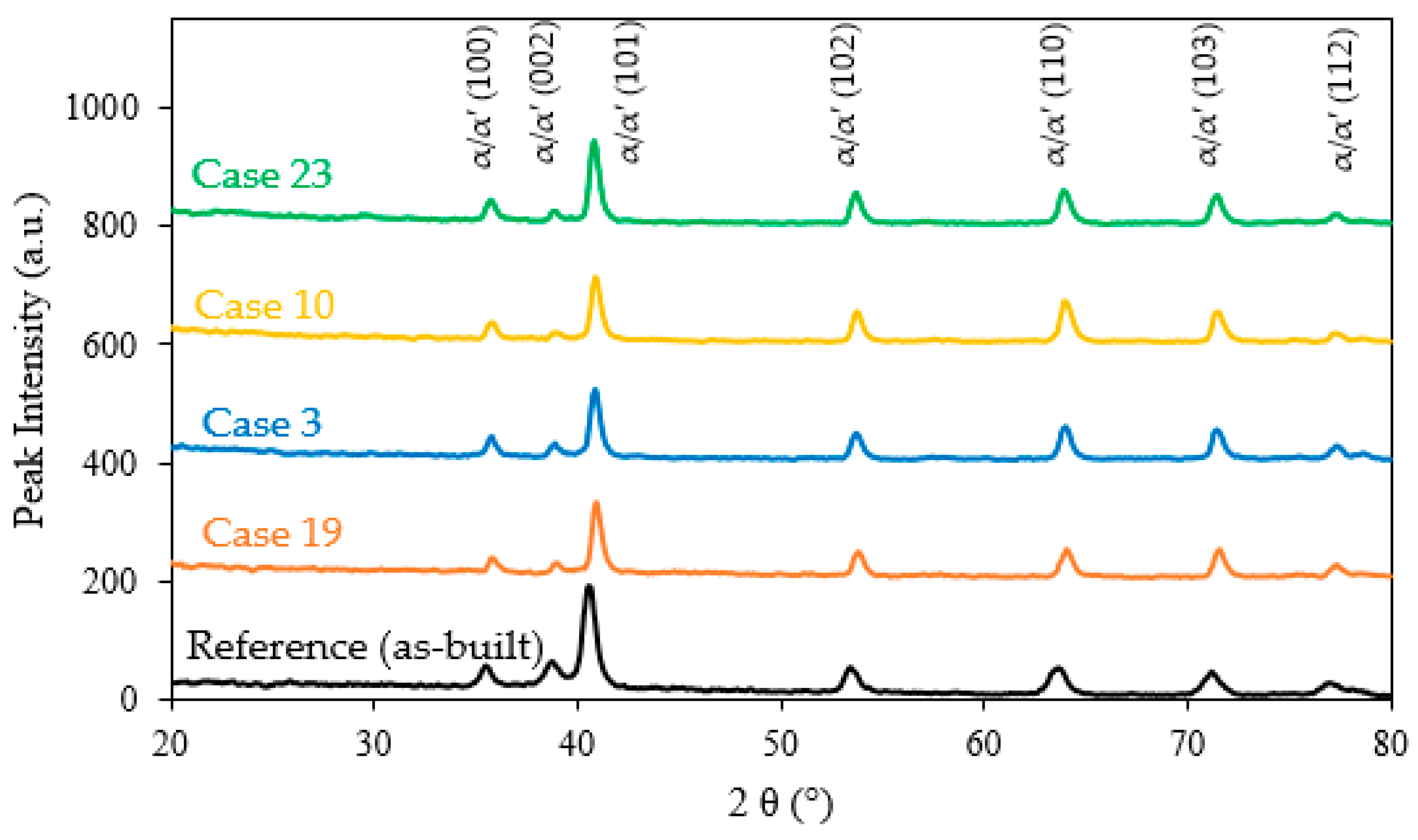
3.2.1. Crystallography through XRD Analysis
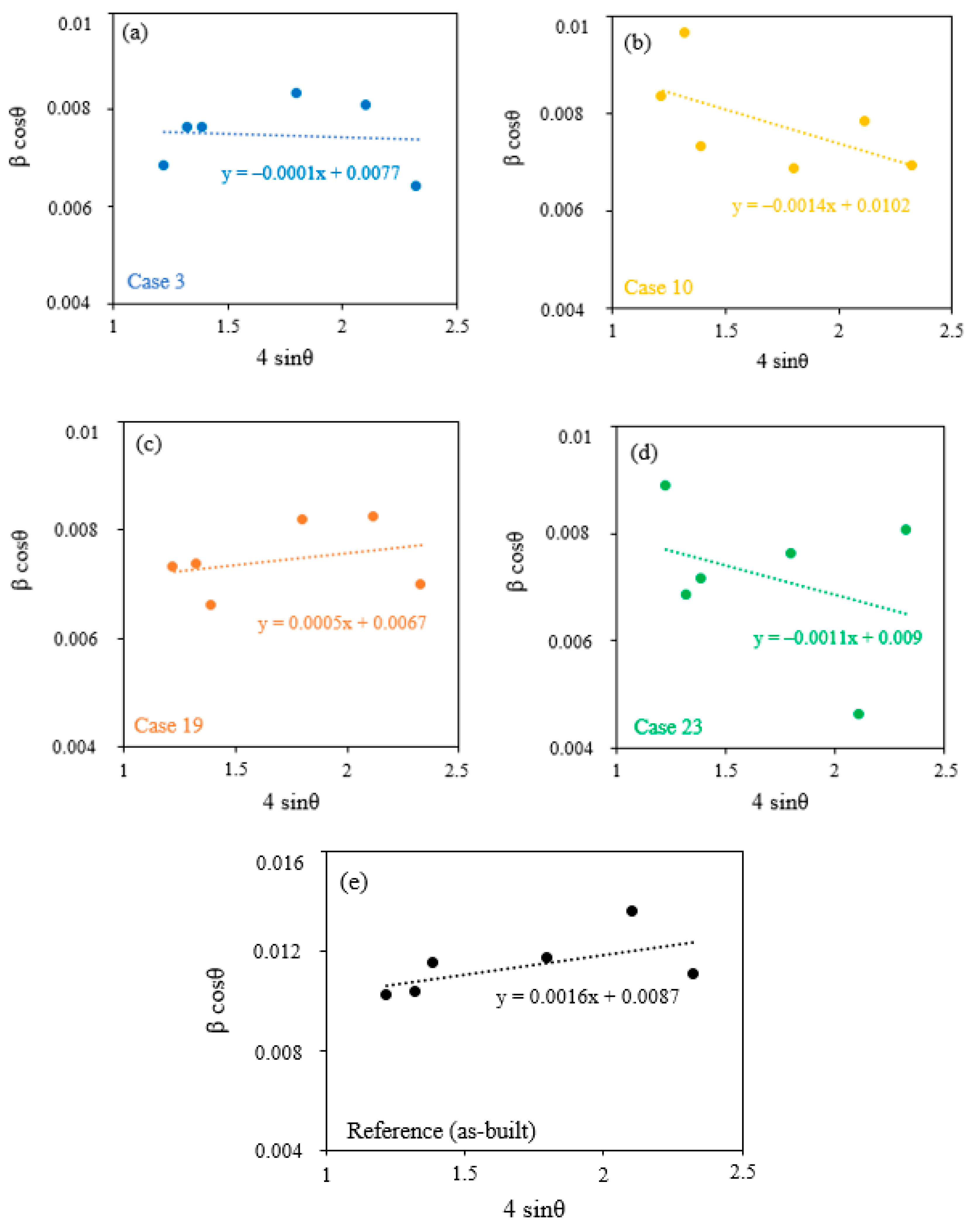
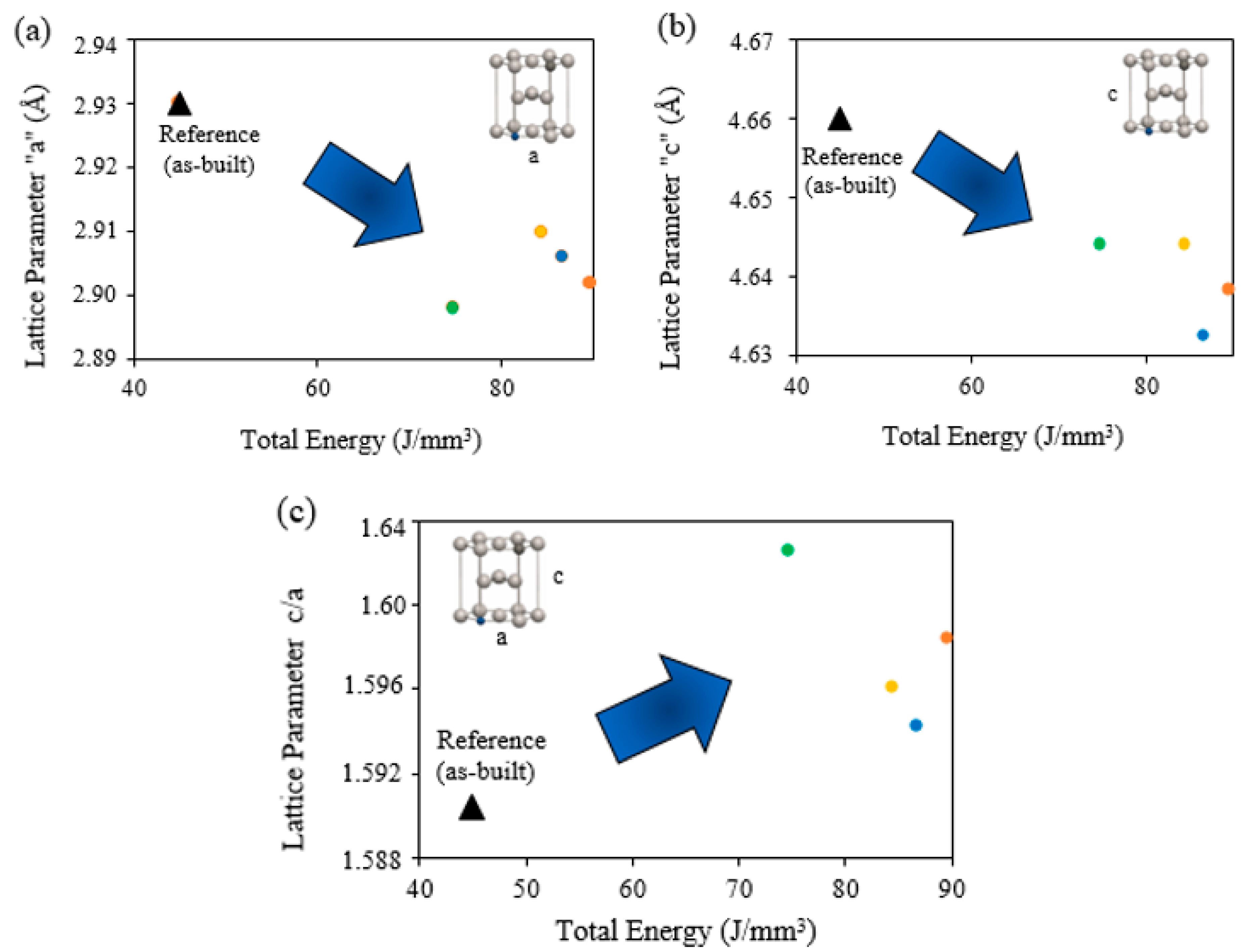
3.2.2. Hexagonal Close-Packed (HCP) Lattice Modification
3.3. Mechanical Properties
4. Discussions
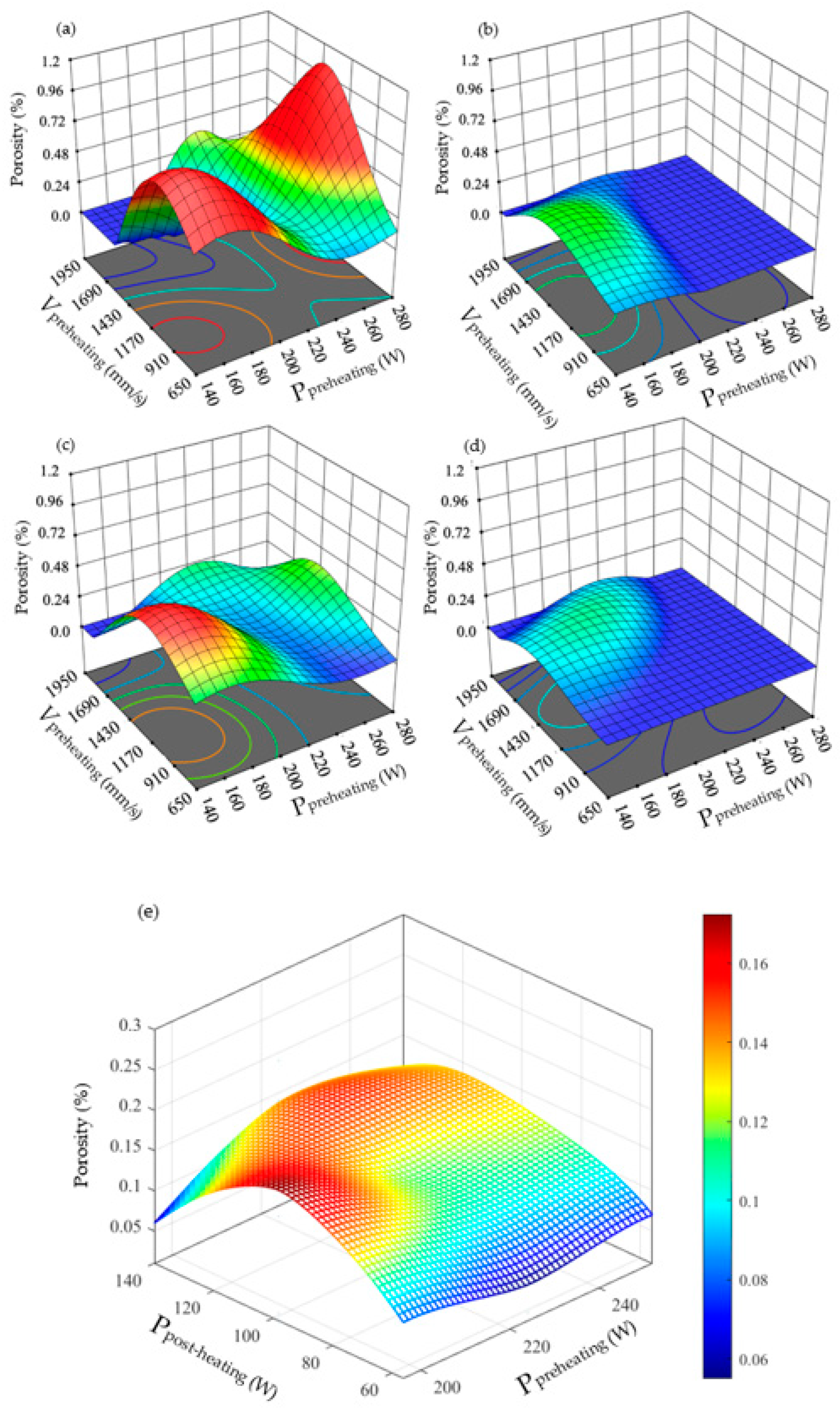
4.1. Material Modification via In-Situ Thermal Process toward a Defect-Free Microstructure
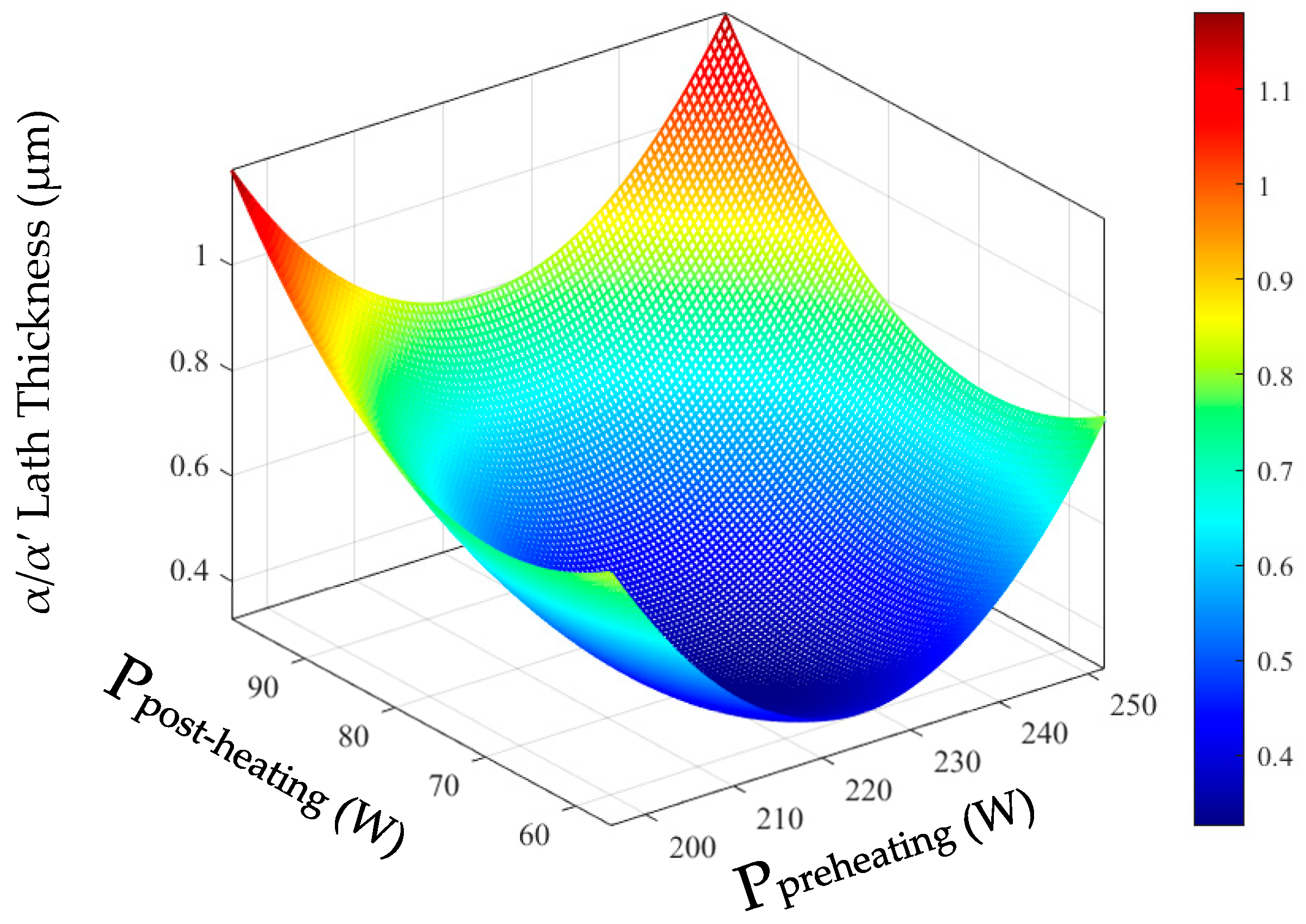
4.2. Modification of the α/α′ Lath Growth and The HCP Lattice Strain during β → α + β Decomposition
4.3. The Mechanical Response of the Tailored Microstructure
5. Conclusions
- Combining layer wise preheating and post-heating laser scanning during the LPBF process improved the relative density up to 99.99% and eliminated the process-induced defects of the Ti-6Al-4V material.
- In addition to defect improvement, the results showed that there is a noteworthy modification in the material’s microstructure i.e., thickness variation in α/α′ phases’ lath morphology, HCP lattice stretching, and the micro strain mode change with application of the combined layer wise preheating and post-heating laser scan.
- The results indicate a record level improvement in mechanical response of the material and 37% improvement was noticed among the different scanning strategies during the experimental study of the presented research.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, S.; Shin, Y.C. Additive Manufacturing of Ti6Al4V Alloy: A Review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Tshephe, T.S.; Akinwamide, S.O.; Olevsky, E.; Olubambi, P.A. Additive Manufacturing of Titanium-Based Alloys–A Review of Methods, Properties, Challenges, and Prospects. Heliyon 2022, 8, e09041. [Google Scholar] [CrossRef]
- Tanrikulu, A. Microstructure and Mechanical Properties of Additive Manufacturing Titanium Alloys after Thermal Processing. Master’s Thesis, Portland State University, Portland, OR, USA, 2017. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Rasiya, G.; Shukla, A.; Saran, K. Additive Manufacturing-A Review. Mater. Today Proc. 2021, 47, 6896–6901. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal Additive Manufacturing in Aerospace: A Review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Li, C.; Fang, X.Y.; Guo, Y.B. Energy Consumption in Additive Manufacturing of Metal Parts. Procedia Manuf. 2018, 26, 834–845. [Google Scholar] [CrossRef]
- Peters, M.; Kumpfert, J.; Ward, C.H.; Leyens, C. Titanium Alloys for Aerospace Applications. Adv. Eng. Mater. 2003, 5, 419–427. [Google Scholar] [CrossRef]
- Wu, Z.; Narra, S.P.; Rollett, A. Exploring the Fabrication Limits of Thin-Wall Structures in a Laser Powder Bed Fusion Process. Int. J. Adv. Manuf. Technol. 2020, 110, 191–207. [Google Scholar] [CrossRef]
- Airbus, L.-A. Landing Gear Sensor Bracket. Available online: https://amfg.ai/2020/01/23/applications-spotlight-3d-printed-brackets/ (accessed on 7 November 2023).
- F. 3D Systems, GE Aircraft Bracket. Available online: https://www.3dsystems.com/learningcenter/case-studies/topology-optimization-and-dmp-combine-meet-geaircraft-engine-bracket (accessed on 7 November 2023).
- Airbus, E. Hydraulic Spoiler Manifold. Available online: https://www.eos.info/01_parts-andapplications/case_studies_applications_parts/_case_studies_pdf/en_cases/cs_m_aerospace_liebherr_en.pdf (accessed on 7 November 2023).
- Airbus, Reflector Bracket. Available online: https://www.eos.info/01_parts-andapplications/case_studies_applications_parts/_case_studies_pdf/en_cases/cs_m_aerospace_airbus_en.pdf (accessed on 7 November 2023).
- Airbus, A350 XWB Pylon Bracket. Available online: https://www.airbus.com/newsroom/pressreleases/en/2017/09/first-titanium-3d-printed-part-installed-into-serialproduction-.html (accessed on 7 November 2023).
- Karimi, J.; Suryanarayana, C.; Okulov, I.; Prashanth, K.G. Selective Laser Melting of Ti6Al4V: Effect of Laser Re-Melting. Mater. Sci. Eng. A 2021, 805, 140558. [Google Scholar] [CrossRef]
- Khorasani, A.M.; Gibson, I.; Ghasemi, A.; Ghaderi, A. Modelling of Laser Powder Bed Fusion Process and Analysing the Effective Parameters on Surface Characteristics of Ti-6Al-4V. Int. J. Mech. Sci. 2020, 168, 105299. [Google Scholar] [CrossRef]
- Mishurova, T.; Artzt, K.; Rehmer, B.; Haubrich, J.; Ávila, L.; Schoenstein, F.; Serrano-Munoz, I.; Requena, G.; Bruno, G. Separation of the Impact of Residual Stress and Microstructure on the Fatigue Performance of LPBF Ti-6Al-4V at Elevated Temperature. Int. J. Fatigue 2021, 148, 106239. [Google Scholar] [CrossRef]
- Peterson, J.; Issariyapat, A.; Umeda, J.; Kondoh, K. The Effects of Heat Treatment and Carbon Content on the Microstructure and Mechanical Properties of Laser Powder Bed Fusion Ti-6Al-4V with Dissolved TiC Particles. J. Alloys Compd. 2022, 920, 165930. [Google Scholar] [CrossRef]
- Ter Haar, G.M.; Becker, T.H. The Influence of Microstructural Texture and Prior Beta Grain Recrystallisation on the Deformation Behaviour of Laser Powder Bed Fusion Produced Ti-6Al-4V. Mater. Sci. Eng. A 2021, 814, 141185. [Google Scholar] [CrossRef]
- Liu, J.; Li, G.; Sun, Q.; Li, H.; Sun, J.; Wang, X. Understanding the Effect of Scanning Strategies on the Microstructure and Crystallographic Texture of Ti-6Al-4V Alloy Manufactured by Laser Powder Bed Fusion. J. Mater. Process. Technol. 2022, 299, 117366. [Google Scholar] [CrossRef]
- He, Y.; Ma, Y.; Zhang, W.; Wang, Z. Anisotropic Tensile and Fatigue Properties of Laser Powder Bed Fusion Ti6Al4V under High Temperature. Eng. Fract. Mech. 2022, 276, 108948. [Google Scholar] [CrossRef]
- Manikandan, P.; Kumar, V.A.; Pradeep, P.I.; Vivek, R.; Manwatkar, S.K.; Rao, G.S.; Murty, S.V.S.N.; Sivakumar, D.; Narayanan, P.R. On the Anisotropy in Room-Temperature Mechanical Properties of Laser Powder Bed Fusion Processed Ti6Al4V-ELI Alloy for Aerospace Applications. J. Mater. Sci. 2022, 57, 9599–9618. [Google Scholar] [CrossRef]
- Jamshidi, P.; Aristizabal, M.; Kong, W.; Villapun, V.; Cox, S.C.; Grover, L.M.; Attallah, M.M. Selective Laser Melting of Ti-6Al-4V: The Impact of Post-Processing on the Tensile, Fatigue and Biological Properties for Medical Implant Applications. Materials 2020, 13, 2813. [Google Scholar] [CrossRef]
- Xue, M.; Chen, X.; Ji, X.; Xie, X.; Chao, Q.; Fan, G. Effect of Particle Size Distribution on the Printing Quality and Tensile Properties of Ti-6Al-4V Alloy Produced by LPBF Process. Metals 2023, 13, 604. [Google Scholar] [CrossRef]
- Eskandari, H.; Lashgari, H.R.; Zangeneh, S.; Kong, C.; Ye, L.; Eizadjou, M.; Wang, H. Microstructural Characterization and Mechanical Properties of SLM-Printed Ti-6Al-4V Alloy: Effect of Build Orientation. J. Mater. Res. 2022, 37, 2645–2660. [Google Scholar] [CrossRef]
- Bedmar, J.; de la Pezuela, J.; Riquelme, A.; Torres, B.; Rams, J. Impact of Remelting in the Microstructure and Corrosion Properties of the Ti6Al4V Fabricated by Selective Laser Melting. Coatings 2022, 12, 284. [Google Scholar] [CrossRef]
- Farhang, B.; Tanrikulu, A.A.; Ganesh-Ram, A.; Durlov, S.H.; Shayesteh Moghaddam, N. Innovative Fabrication Design for In Situ Martensite Decomposition and Enhanced Mechanical Properties in Laser Powder Bed Fused Ti6Al4V Alloy. J. Manuf. Mater. Process. 2023, 7, 226. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Gasik, M.; Silva, F.S.; Miranda, G. Mechanical Properties of Ti6Al4V Fabricated by Laser Powder Bed Fusion: A Review Focused on the Processing and Microstructural Parameters Influence on the Final Properties. Metals 2022, 12, 986. [Google Scholar] [CrossRef]
- Kasperovich, G.; Hausmann, J. Improvement of Fatigue Resistance and Ductility of TiAl6V4 Processed by Selective Laser Melting. J. Mater. Process. Technol. 2015, 220, 202–214. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Heat Treatment of Ti6Al4V Produced by Selective Laser Melting: Microstructure and Mechanical Properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.D. As-Fabricated and Heat-Treated Microstructures of the Ti-6Al-4V Alloy Processed by Selective Laser Melting. Metall. Mater. Trans. A 2011, 42, 3190–3199. [Google Scholar] [CrossRef]
- Leuders, S.; Thöne, M.; Riemer, A.; Niendorf, T.; Tröster, T.; Richard, H.A.; Maier, H.J. On the Mechanical Behaviour of Titanium Alloy TiAl6V4 Manufactured by Selective Laser Melting: Fatigue Resistance and Crack Growth Performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Huang, Q.; Liu, X.; Yang, X.; Zhang, R.; Shen, Z.; Feng, Q. Specific Heat Treatment of Selective Laser Melted Ti-6Al-4V for Biomedical Applications. Front. Mater. Sci. 2015, 9, 373–381. [Google Scholar] [CrossRef]
- Singla, A.K.; Banerjee, M.; Sharma, A.; Singh, J.; Bansal, A.; Gupta, M.K.; Khanna, N.; Shahi, A.S.; Goyal, D.K. Selective Laser Melting of Ti6Al4V Alloy: Process Parameters, Defects and Post-Treatments. J. Manuf. Process. 2021, 64, 161–187. [Google Scholar] [CrossRef]
- Kan, W.H.; Gao, M.; Zhang, X.; Liang, E.; Chiu, N.S.L.; Lim, C.V.S.; Huang, A. The Influence of Porosity on Ti-6Al-4V Parts Fabricated by Laser Powder Bed Fusion in the Pursuit of Process Efficiency. Int. J. Adv. Manuf. Technol. 2022, 119, 5417–5438. [Google Scholar] [CrossRef]
- Liu, L.; Chen, C.; Zhao, R.; Wang, X.; Tao, H.; Shuai, S.; Wang, J.; Liao, H.; Ren, Z. In-Situ Nitrogen Strengthening of Selective Laser Melted Ti6Al4V with Superior Mechanical Performance. Addit. Manuf. 2021, 46, 102142. [Google Scholar] [CrossRef]
- He, D.; Wang, H.; Huang, W.; Chen, X.; Lian, G.; Wang, Y. Microstructure and Mechanical Properties of LaB6/Ti-6Al-4V Composites Fabricated by Selective Laser Melting. Metals 2023, 13, 264. [Google Scholar] [CrossRef]
- Jiang, Q.; Li, S.; Guo, S.; Fu, M.; Zhang, B. Comparative Study on Process-Structure-Property Relationships of TiC/Ti6Al4V and Ti6Al4V by Selective Laser Melting. Int. J. Mech. Sci. 2023, 241, 107963. [Google Scholar] [CrossRef]
- Xiao, Y.; Yang, Y.; Wang, D.; Liu, L.; Liu, Z.; Wu, S.; Zhou, H.; Liu, Z.; Song, C. In-Situ Synthesis of High Strength and Toughness TiN/Ti6Al4V Sandwich Composites by Laser Powder Bed Fusion under a Nitrogen-Containing Atmosphere. Compos. B Eng. 2023, 253, 110534. [Google Scholar] [CrossRef]
- Tang, M.; Zhang, L.; Zhang, N. Microstructural Evolution, Mechanical and Tribological Properties of TiC/Ti6Al4V Composites with Unique Microstructure Prepared by SLM. Mater. Sci. Eng. A 2021, 814, 141187. [Google Scholar] [CrossRef]
- EOS Titanium Ti64 Grade 5 Material Data Sheet Metal Solutions. Available online: https://www.eos.info/03_system-related-assets/material-related-contents/metal-materials-and-examples/metal-material-datasheet/titan/ti64/material_datasheet_eos_titanium_ti64_grade5_en_web.pdf (accessed on 15 April 2024).
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.-P. A Study of the Microstructural Evolution during Selective Laser Melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Ferreira, S.L.C.; Bruns, R.E.; Ferreira, H.S.; Matos, G.D.; David, J.M.; Brandão, G.C.; da Silva, E.G.P.; Portugal, L.A.; dos Reis, P.S.; Souza, A.S.; et al. Box-Behnken Design: An Alternative for the Optimization of Analytical Methods. Anal. Chim. Acta 2007, 597, 179–186. [Google Scholar] [CrossRef] [PubMed]
- Tanrikulu, A.A.; Ganesh-Ram, A.; Farhang, B.; Amerinatanzi, A. Unveiling the Impact of Layerwise Laser Preheating on Microstructure and Mechanical Response in Laser Powder Bed Fusion. J. Mater. Sci. 2023, 58, 17362–17382. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 Years of Image Analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- Khorsand Zak, A.; Majid, W.H.A.; Abrishami, M.E.; Yousefi, R. X-Ray Analysis of ZnO Nanoparticles by Williamson-Hall and Size-Strain Plot Methods. Solid. State Sci. 2011, 13, 251–256. [Google Scholar] [CrossRef]
- Bagasol, A.J.I.; Kaschel, F.R.; Ramachandran, S.; Mirihanage, W.; Browne, D.J.; Dowling, D.P. The Influence of a Large Build Area on the Microstructure and Mechanical Properties of PBF-LB Ti-6Al-4 V Alloy. Int. J. Adv. Manuf. Technol. 2023, 125, 1355–1369. [Google Scholar] [CrossRef]
- Pasang, T.; Tavlovich, B.; Yannay, O.; Jakson, B.; Fry, M.; Tao, Y.; Turangi, C.; Wang, J.C.; Jiang, C.P.; Sato, Y.; et al. Directionally-Dependent Mechanical Properties of Ti6Al4V Manufactured by Electron Beam Melting (EBM) and Selective Laser Melting (SLM). Materials 2021, 14, 3603. [Google Scholar] [CrossRef]
- Zhao, Z.; Chen, J.; Lu, X.; Tan, H.; Lin, X.; Huang, W. Formation Mechanism of the α Variant and Its Influence on the Tensile Properties of Laser Solid Formed Ti-6Al-4V Titanium Alloy. Mater. Sci. Eng. A 2017, 691, 16–24. [Google Scholar] [CrossRef]
- Baufeld, B.; van der Biest, O. Mechanical Properties of Ti-6Al-4V Specimens Produced by Shaped Metal Deposition. Sci. Technol. Adv. Mater. 2009, 10, 015008. [Google Scholar] [CrossRef]
- Cao, S.; Zou, Y.; Lim, C.V.S.; Wu, X. Review of Laser Powder Bed Fusion (LPBF) Fabricated Ti-6Al-4V: Process, Post-Process Treatment, Microstructure, and Property. Light Adv. Manuf. 2021, 2, 1. [Google Scholar] [CrossRef]
- Tanrikulu, A.A.; Ganesh-Ram, A.; Farhang, B.; Amerinatanzi, A. Comparison of Layerwise Preheating and Post-Heating Laser Scan on The Microstructure and Mechanical Properties of L-PBF Ti6Al4V. In Proceedings of the 2023 Annual International Solid Freeform Fabrication Symposium–An Additive Manufacturing Conference, Austin, TX, USA, 14–16 August 2023. [Google Scholar]
- Tanrikulu, A.A.; Farhang, B.; Ganesh-Ram, A.; Hekmatjou, H.; Durlov, S.H.; Amerinatanzi, A. In Situ Microstructure Modification Using a Layerwise Surface-Preheating Laser Scan of Ti-6Al-4V during Laser Powder Bed Fusion. Materials 2024, 17, 1929. [Google Scholar] [CrossRef]
- Ganesh-Ram, A.; Tanrikulu, A.A.; Valdez Loya, O.; Davidson, P.; Ameri, A. In-Situ Reinforcement Processing for Laser Powder Bed Fused Ti64 Parts. In Proceedings of the Solid Freeform Fabrication, Austin, TX, USA, 14–16 August 2023. [Google Scholar]
- Xu, Y.; Lu, Y.; Sundberg, K.L.; Liang, J.; Sisson, R.D. Effect of Annealing Treatments on the Microstructure, Mechanical Properties and Corrosion Behavior of Direct Metal Laser Sintered Ti-6Al-4V. J. Mater. Eng. Perform. 2017, 26, 2572–2582. [Google Scholar] [CrossRef]
- Pal, S.; Gubeljak, N.; Hudák, R.; Lojen, G.; Rajťúková, V.; Brajlih, T.; Drstvenšek, I. Evolution of the Metallurgical Properties of Ti-6Al-4V, Produced with Different Laser Processing Parameters, at Constant Energy Density in Selective Laser Melting. Results Phys. 2020, 17, 103186. [Google Scholar] [CrossRef]
- Li, Z.; Li, H.; Yin, J.; Li, Y.; Nie, Z.; Li, X.; You, D.; Guan, K.; Duan, W.; Cao, L.; et al. A Review of Spatter in Laser Powder Bed Fusion Additive Manufacturing: In Situ Detection, Generation, Effects, and Countermeasures. Micromachines 2022, 13, 1366. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.-P. Microstructural Investigation of Selective Laser Melting 316L Stainless Steel Parts Exposed to Laser Re-Melting. Procedia Eng. 2011, 19, 389–395. [Google Scholar] [CrossRef]
- Jamhari, F.I.; Foudzi, F.M.; Buhairi, M.A. Effect of HIP on Porosity of Ti6Al4V Manufactured by Laser Powder Bed Fusion: A Brief Review. In Proceedings of the 7th International Conference and Exhibition on Sustainable Energy and Advanced Materials (ICE-SEAM 2021), Melaka, Malaysia, 23 November 2021; Abdollah, M.F.B., Amiruddin, H., Phuman Singh, A.S., Abdul Munir, F., Ibrahim, A., Eds.; Springer Nature: Singapore, 2022; pp. 22–25. [Google Scholar]
- Cepeda-Jiménez, C.M.; Potenza, F.; Magalini, E.; Luchin, V.; Molinari, A.; Pérez-Prado, M.T. Effect of Energy Density on the Microstructure and Texture Evolution of Ti-6Al-4V Manufactured by Laser Powder Bed Fusion. Mater. Charact. 2020, 163, 110238. [Google Scholar] [CrossRef]
- Neikter, M.; Åkerfeldt, P.; Pederson, R.; Antti, M.L. Microstructure Characterisation of Ti-6Al-4V from Different Additive Manufacturing Processes. IOP Conf. Ser. Mater. Sci. Eng. 2017, 258, 012007. [Google Scholar] [CrossRef]
- Villa, M.; Brooks, J.W.; Turner, R.P.; Ward, M. Microstructural Modeling of Thermally-Driven β Grain Growth, Lamellae & Martensite in Ti-6Al-4V. Model. Numer. Simul. Mater. Sci. 2020, 10, 55–73. [Google Scholar] [CrossRef]
- Pantawane, M.V.; Ho, Y.H.; Joshi, S.S.; Dahotre, N.B. Computational Assessment of Thermokinetics and Associated Microstructural Evolution in Laser Powder Bed Fusion Manufacturing of Ti6Al4V Alloy. Sci. Rep. 2020, 10. [Google Scholar] [CrossRef] [PubMed]
- Huang, J.-Y.; Chang, C.-H.; Wang, W.-C.; Chou, M.-J.; Tseng, C.-C.; Tu, P.-W. Systematic Evaluation of Selective Fusion Additive Manufacturing Based on Thermal Energy Source Applied in Processing of Titanium Alloy Specimens for Medical Applications. Int. J. Adv. Manuf. Technol. 2020, 109, 2421–2429. [Google Scholar] [CrossRef]
- Farabi, E.; Tari, V.; Hodgson, P.D.; Rohrer, G.S.; Beladi, H. On the Grain Boundary Network Characteristics in a Martensitic Ti-6Al-4V Alloy. J. Mater. Sci. 2020, 55, 15299–15321. [Google Scholar] [CrossRef]
- Gong, J.; Wilkinson, A.J. Anisotropy in the Plastic Flow Properties of Single-Crystal α Titanium Determined from Micro-Cantilever Beams. Acta Mater. 2009, 57, 5693–5705. [Google Scholar] [CrossRef]
- Muiruri, A.; Maringa, M.; du Preez, W. Evaluation of Dislocation Densities in Various Microstructures of Additively Manufactured Ti6Al4V (Eli) by the Method of X-Ray Diffraction. Materials 2020, 13, 5355. [Google Scholar] [CrossRef] [PubMed]
- Hasegawa, M. Ellingham Diagram. In Treatise on Process. Metallurgy; Elsevier: Amsterdam, The Netherlands, 2014; pp. 507–516. [Google Scholar]
- Chen, Z.; Wang, X.; Giuliani, F.; Atkinson, A. Microstructural Characteristics and Elastic Modulus of Porous Solids. Acta Mater. 2015, 89, 268–277. [Google Scholar] [CrossRef]
- Kováčik, J. Correlation between Young’s Modulus and Porosity in Porous Materials. J. Mater. Sci. Lett. 1999, 18, 1007–1010. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Espana, F.; Balla, V.K.; Bose, S.; Ohgami, Y.; Davies, N.M. Influence of Porosity on Mechanical Properties and in Vivo Response of Ti6Al4V Implants. Acta Biomater. 2010, 6, 1640–1648. [Google Scholar] [CrossRef]
- Brandl, E.; Palm, F.; Michailov, V.; Viehweger, B.; Leyens, C. Mechanical Properties of Additive Manufactured Titanium (Ti-6Al-4V) Blocks Deposited by a Solid-State Laser and Wire. Mater. Des. 2011, 32, 4665–4675. [Google Scholar] [CrossRef]
- Meng, L.X.; Yang, H.J.; Ben, D.D.; Ji, H.B.; Lian, D.L.; Ren, D.C.; Li, Y.; Bai, T.S.; Cai, Y.S.; Chen, J.; et al. Effects of Defects and Microstructures on Tensile Properties of Selective Laser Melted Ti6Al4V Alloys Fabricated in the Optimal Process Zone. Mater. Sci. Eng. A 2022, 830, 142294. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| #. | Preheating Laser Power (W) | Preheating Laser Speed (mm/s) | E_Preheating (J/mm3) | Post Heating Laser Power (W) | Post Heating Laser Speed (mm/s) | E_Postheating (J/mm3) | E_Total (J/mm3) |
|---|---|---|---|---|---|---|---|
| 1 | 196 | 1300 | 31.41 | 56 | 975 | 11.97 | 43.38 |
| 2 | 196 | 1300 | 31.41 | 56 | 1300 | 8.97 | 40.38 |
| 3 | 252 | 1625 | 32.31 | 56 | 975 | 11.97 | 44.27 |
| 4 | 252 | 1625 | 32.31 | 56 | 1300 | 8.97 | 41.28 |
| 5 | 196 | 1625 | 25.13 | 56 | 975 | 11.97 | 37.09 |
| 6 | 196 | 1625 | 25.13 | 98 | 1300 | 15.71 | 40.83 |
| 7 | 196 | 1625 | 25.13 | 56 | 650 | 17.95 | 43.08 |
| 8 | 224 | 1950 | 23.93 | 56 | 975 | 11.97 | 35.90 |
| 9 | 224 | 1950 | 23.93 | 98 | 975 | 20.94 | 44.87 |
| 10 | 224 | 1950 | 23.93 | 98 | 1300 | 15.71 | 39.64 |
| 11 | 224 | 1950 | 23.93 | 56 | 1300 | 8.97 | 32.91 |
| 12 | 224 | 1950 | 23.93 | 56 | 650 | 17.95 | 41.88 |
| 13 | 224 | 1625 | 28.72 | 56 | 975 | 11.97 | 40.68 |
| 14 | 224 | 1625 | 28.72 | 98 | 1300 | 15.71 | 44.42 |
| 15 | 224 | 1625 | 28.72 | 56 | 1300 | 8.97 | 37.69 |
| 16 | 224 | 1300 | 35.90 | 56 | 1300 | 8.97 | 44.87 |
| 17 | 252 | 1950 | 26.92 | 56 | 975 | 11.97 | 38.89 |
| 18 | 252 | 1950 | 26.92 | 98 | 1300 | 15.71 | 42.63 |
| 19 | 252 | 1950 | 26.92 | 56 | 650 | 17.95 | 44.87 |
| 20 | 252 | 1950 | 26.92 | 56 | 1300 | 8.97 | 35.90 |
| 21 | 224 | 1300 | 35.90 | 56 | 1300 | 8.97 | 44.87 |
| 22 | 196 | 1950 | 20.94 | 98 | 1300 | 15.71 | 36.65 |
| 23 | 196 | 1950 | 20.94 | 56 | 1300 | 8.97 | 29.91 |
| 24 | 196 | 1950 | 20.94 | 56 | 650 | 17.95 | 38.89 |
| 25 | 196 | 1950 | 20.94 | 56 | 975 | 11.97 | 32.91 |
| 26 | 224 | 1950 | 23.93 | 56 | 975 | 11.97 | 35.90 |
| 27 | 196 | 1950 | 20.94 | 98 | 975 | 20.94 | 41.88 |
| # | Preheating Laser Power (W) | Preheating Laser Speed (mm/s) | Post-Heating Laser Power (W) | Post-Heating Laser Speed (mm/s) | AVE (%) | STD (%) |
|---|---|---|---|---|---|---|
| 1 | 196 | 1300 | 56 | 975 | 0.06 | 0.04 |
| 2 | 196 | 1300 | 56 | 1300 | 0.07 | 0.07 |
| 3 | 252 | 1625 | 56 | 975 | 0.02 | 0.01 |
| 4 | 252 | 1625 | 56 | 1300 | 0.52 | 0.84 |
| 5 | 196 | 1625 | 56 | 975 | 0.10 | 0.07 |
| 6 | 196 | 1625 | 98 | 1300 | 0.14 | 0.12 |
| 7 | 196 | 1625 | 56 | 650 | 0.19 | 0.15 |
| 8 | 224 | 1950 | 56 | 975 | 0.38 | 0.27 |
| 9 | 224 | 1950 | 98 | 975 | 0.06 | 0.03 |
| 10 | 224 | 1950 | 98 | 1300 | 0.02 | 0.01 |
| 11 | 224 | 1950 | 56 | 1300 | 0.38 | 0.71 |
| 12 | 224 | 1950 | 56 | 650 | 0.10 | 0.07 |
| 13 | 224 | 1625 | 56 | 975 | 0.04 | 0.02 |
| 14 | 224 | 1625 | 98 | 1300 | 0.12 | 0.12 |
| 15 | 224 | 1625 | 56 | 1300 | 0.10 | 0.08 |
| 16 | 224 | 1300 | 56 | 1300 | 0.07 | 0.06 |
| 17 | 252 | 1950 | 56 | 975 | 0.06 | 0.02 |
| 18 | 252 | 1950 | 98 | 1300 | 0.14 | 0.25 |
| 19 | 252 | 1950 | 56 | 650 | 0.01 | 0.01 |
| 20 | 252 | 1950 | 56 | 1300 | 0.11 | 0.10 |
| 21 | 224 | 1300 | 56 | 1300 | 0.08 | 0.06 |
| 22 | 196 | 1950 | 98 | 1300 | 0.14 | 0.24 |
| 23 | 196 | 1950 | 56 | 1300 | 0.01 | 0.01 |
| 24 | 196 | 1950 | 56 | 650 | 0.07 | 0.05 |
| 25 | 196 | 1950 | 56 | 975 | 0.06 | 0.04 |
| 26 | 224 | 1950 | 56 | 975 | 0.03 | 0.03 |
| 27 | 196 | 1950 | 98 | 975 | 0.04 | 0.02 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tanrikulu, A.A.; Ganesh-Ram, A.; Hekmatjou, H.; Durlov, S.H.; Salehin, M.N.; Amerinatanzi, A. Microstructure Tailoring for High Strength Ti-6Al-4V without Alloying Elements through Optimized Preheating and Post-Heating Laser Scanning in Laser Powder Bed Fusion. Metals 2024, 14, 629. https://doi.org/10.3390/met14060629
Tanrikulu AA, Ganesh-Ram A, Hekmatjou H, Durlov SH, Salehin MN, Amerinatanzi A. Microstructure Tailoring for High Strength Ti-6Al-4V without Alloying Elements through Optimized Preheating and Post-Heating Laser Scanning in Laser Powder Bed Fusion. Metals. 2024; 14(6):629. https://doi.org/10.3390/met14060629
Chicago/Turabian StyleTanrikulu, Ahmet Alptug, Aditya Ganesh-Ram, Hamidreza Hekmatjou, Sadman Hafiz Durlov, Md Najmus Salehin, and Amirhesam Amerinatanzi. 2024. "Microstructure Tailoring for High Strength Ti-6Al-4V without Alloying Elements through Optimized Preheating and Post-Heating Laser Scanning in Laser Powder Bed Fusion" Metals 14, no. 6: 629. https://doi.org/10.3390/met14060629
APA StyleTanrikulu, A. A., Ganesh-Ram, A., Hekmatjou, H., Durlov, S. H., Salehin, M. N., & Amerinatanzi, A. (2024). Microstructure Tailoring for High Strength Ti-6Al-4V without Alloying Elements through Optimized Preheating and Post-Heating Laser Scanning in Laser Powder Bed Fusion. Metals, 14(6), 629. https://doi.org/10.3390/met14060629