Feasibility Study on the Fabricating of Carbon-Nanotube-Reinforced Al-Si-Cu Alloy Matrix Composites Using Oxygen-Replacing Die Casting Process

 ,
,
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
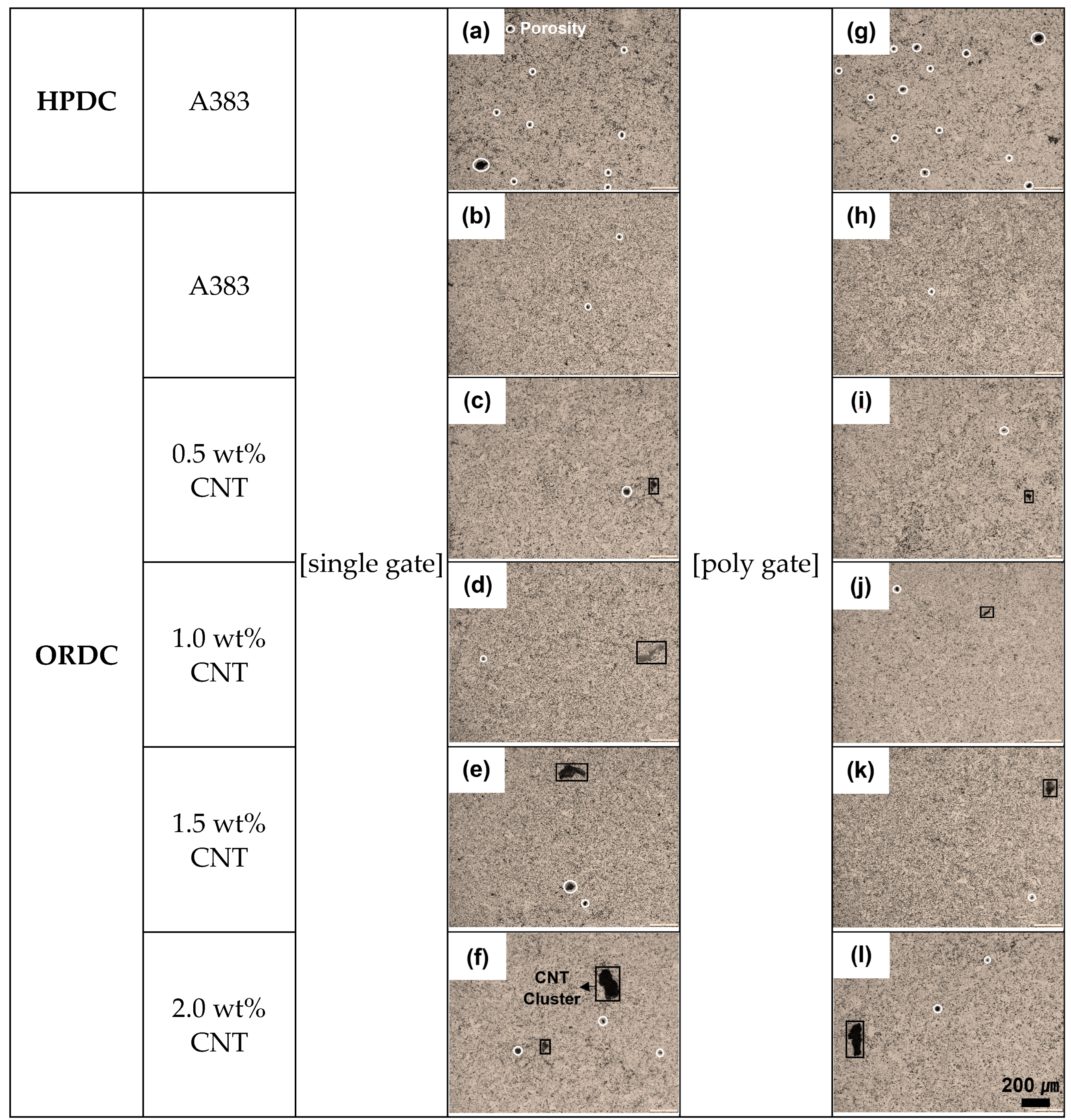
3.1. Microstructural Observation of CNT-Added A383 Composite
3.2. XRD and Raman Spectroscopy Analysis of A383 Alloy and CNT-Added Composite
3.3. Porosity Analysis by X-ray CT for A383 Alloy and CNT-Added Composite
3.4. Mechanical Properties and Fractographic Examination of CNT-Added Composite
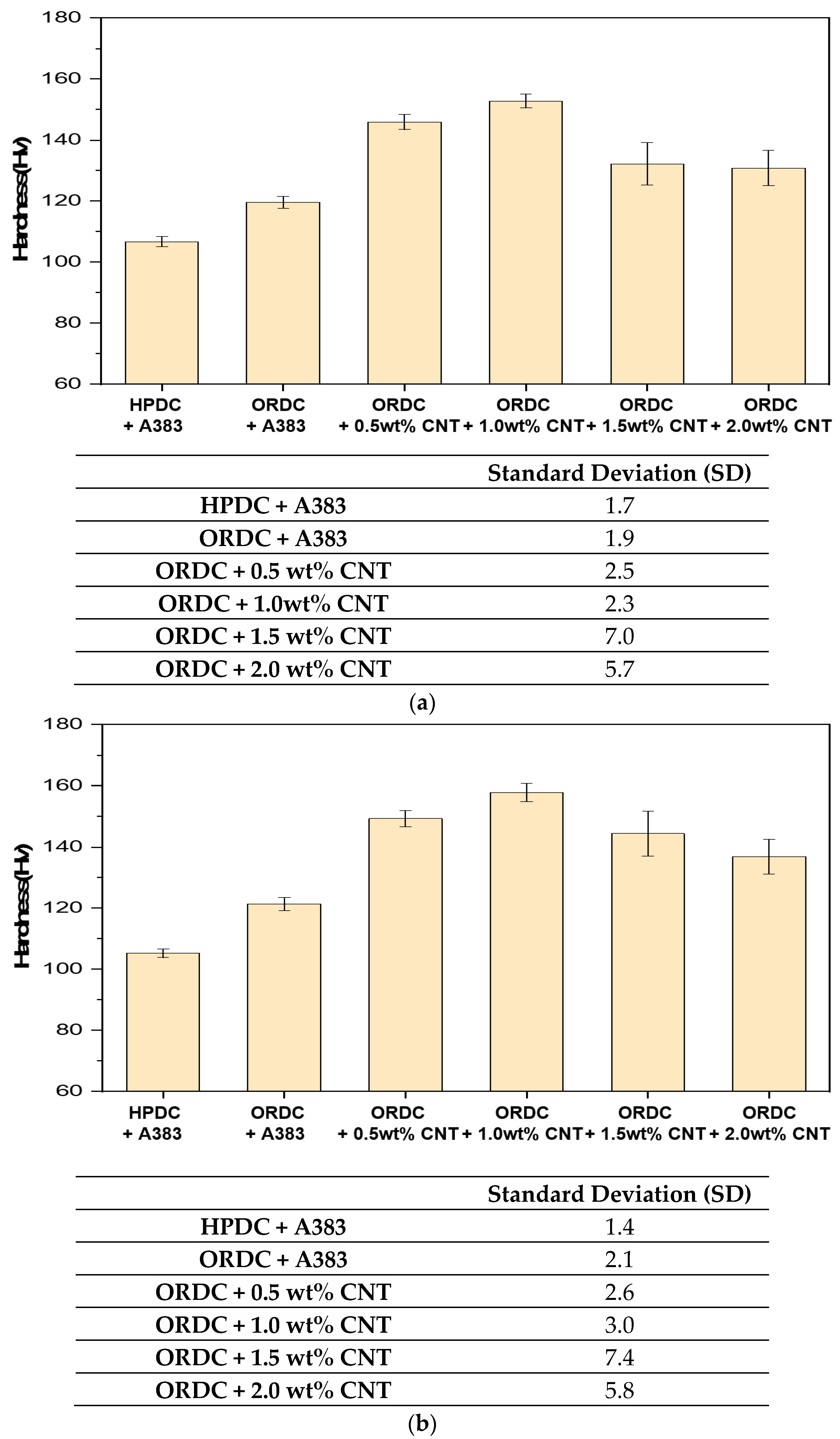
3.4.1. Tensile and Hardness Test
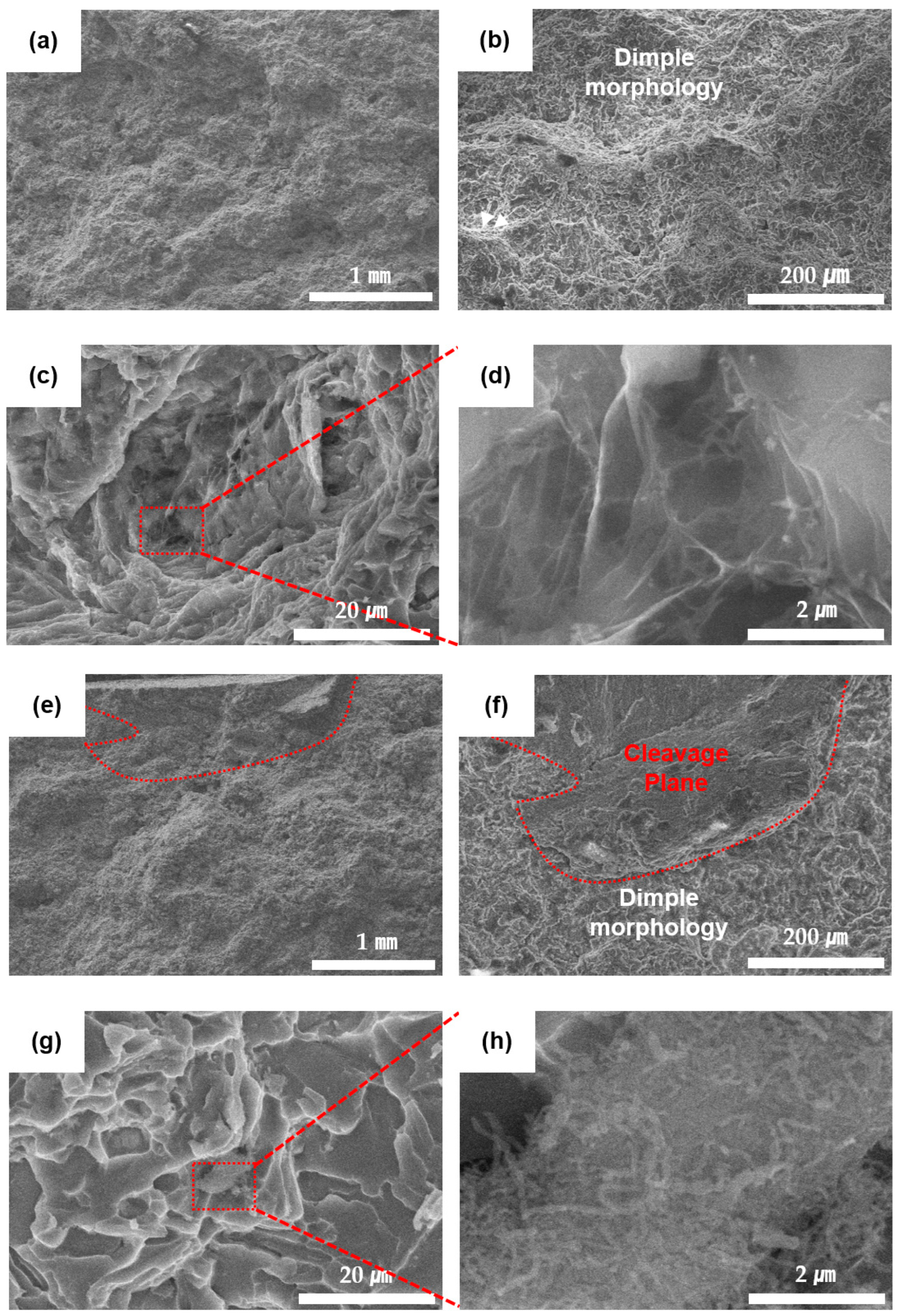
3.4.2. Fractographic Examination
4. Conclusions
- As Al molten metal rapidly underwent filling and solidification in ORDC, CNTs were exposed to high heat for a very short time, and therefore, they hardly suffered carbonization or thermal damage.
- With increasing the CNT addition, CNT clusters increased in the Al matrix. For 1.0 wt% CNT addition using a poly gate, CNT clusters were relatively small, and thus, CNTs exhibited the best dispersion. The formation of Al2O3 that has good wettability with CNTs increased owing to the improved reaction between molten Al and O2 when using a poly gate.
- For the same CNT adding amount, grain refinement and internal porosities were lower with the poly gate than with the single gate, owing to the increased nucleation sites with the improved CNT dispersibility and the decreased residual O2 with the improved reactivity between Al molten metal and O2 gas.
- The 1.0 wt% CNT-added composite cast using a poly gate showed the highest UTS of 258.5 ± 5.2 MPa and hardness of 157.9 ± 3.0 Hv. These values were, respectively, 21% and 30% higher than those of the monolithic A383 alloy. This confirmed the feasibility of fabricating the MWCNT-added A383 alloy composite using a poly gate by using ORDC for improved CNT dispersion, grain refinement and reduced internal porosities.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chandel, R.; Sharma, N.; Bansal, S.A. A review on recent developments of aluminum-based hybrid composites for automotive applications. Emergent Mater. 2021, 4, 1243–1257. [Google Scholar] [CrossRef]
- Samal, P.; Tarai, H.; Vundavilli, P.R. Combining effect of annealing and reinforcement content on mechanical behavior of multi-walled CNT reinforced AA5052 composites. Mater. Today Proc. 2022, 62, 2762–2767. [Google Scholar] [CrossRef]
- Tajzad, I.; Ghasali, E. Production methods of CNT-reinforced Al matrix composites: A review. J. Compos. Compd. 2020, 2, 1–9. [Google Scholar]
- Munir, K.S.; Zheng, Y.; Zhang, D.; Lin, J.; Li, Y.; Wen, C. Improving the strengthening efficiency of carbon nanotubes in titanium metal matrix composites. Mater. Sci. Eng. A 2017, 696, 10–25. [Google Scholar] [CrossRef]
- Kondoh, K.; Threrujirapapong, T.; Imai, H.; Umeda, J.; Fugetsu, B. Characteristics of powder metallurgy pure titanium matrix composite reinforced with multi-wall carbon nanotubes. Compos. Sci. Technol. 2009, 69, 1077–1081. [Google Scholar] [CrossRef]
- Xue, F.; Jiehe, S.; Yan, F.; Wei, C. Preparation and elevated temperature compressive properties of multi-walled carbon nanotube reinforced Ti composites. Mater. Sci. Eng. A 2010, 527, 1586–1589. [Google Scholar] [CrossRef]
- Ding, C.; Yu, K.; Nodooshan, H.R.J.; Ye, S.; Yu, P. Effect of powder microstructure on the thermal and mechanical properties of hot extruded Al-CNT composite. J. Alloys Compd. 2021, 891, 162059. [Google Scholar] [CrossRef]
- Zhang, X.; Li, S.; Pan, B.; Pan, D.; Zhou, S.; Yang, S.; Jia, L.; Kondoh, K. A novel strengthening effect of in-situ nano Al2O3 on CNTs reinforced aluminum matrix nanocomposites and the matched strengthening mechanisms. J. Alloys Compd. 2018, 764, 279–288. [Google Scholar] [CrossRef]
- Zhang, Z.; Xiao, Y.; Xu, J.; He, M.; Luo, Y.; Xiang, J. Understanding the influencing mechanism of CNTs on the microstructure and mechanical properties of semi-solid stir casting Al-Cu-Mg alloys. J. Mater. Res. Technol. 2022, 18, 3949–3960. [Google Scholar] [CrossRef]
- Carneiro, I.; Simoes, S. Investigation of mechanical properties of Al/CNT nanocomposites produced by powder metallurgy. Appl. Sci. 2023, 13, 54. [Google Scholar] [CrossRef]
- Khasenova, R.S.; Komarov, S.V.; Zadorozhnyy, V.Y. Mechanical plating of Al/CNT composite coatings on aluminum substrates. J. Alloys Compd. 2017, 707, 238–244. [Google Scholar] [CrossRef]
- Dogan, K.; Ozgun, M.; Subutay, H.; Salur, E.; Eker, Y.; Kuntoglu, M.; Aslan, A.; Gupta, M.; Acarer, M. Dispersion mechanism-induced variations in microstructural and mechanical behavior of CNT-reinforced aluminum nanocomposites. Arch. Civ. Mech. Eng. 2022, 22, 55. [Google Scholar] [CrossRef]
- Guo, B.; Song, M.; Zhang, X.; Liu, Y.; Cen, X.; Chen, B.; Li, W. Exploiting the synergic strengthening effects of stacking faults in carbon nanotubes reinforced aluminum matrix composites for enhanced mechanical properties. Compos. Part B 2021, 211, 108646. [Google Scholar] [CrossRef]
- Zeng, M.; Yan, H.; Li, K.; Lei, Y. Microstructure, wettability, and mechanical properties of ADC12 alloy reinforced with TiO2-coated carbon nanotubes. J. Alloys Compd. 2022, 897, 163181. [Google Scholar] [CrossRef]
- Kumar Tiwari, S.; Singh, H.; Midathada, A.; Sharma, S.; Ravella, U.K. Study of fabrication processes and properties of AL-CNT composites reinforced by carbon nano tubes—A review. Mater. Today Proc. 2018, 5, 28262–28270. [Google Scholar] [CrossRef]
- Fan, G.; Yu, Z.; Tan, Z.; Li, Z.; Zhang, D. Evolution, control, and effects of interface in CNT/Al composites: A review. Acta Metall. Sin. Engl. Lett. 2014, 27, 839–843. [Google Scholar] [CrossRef]
- Noguchi, T.; Magario, A.; Fukazawa, S.; Shimizu, S.; Beppu, J.; Seki, M. Carbon nanotube aluminium composites with uniform dispersion. Mater. Trans. 2004, 45, 602–604. [Google Scholar] [CrossRef]
- Larianovsky, N.; Popov, V.; Katz-Demyanetz, A.; Fleisher, A.; Meyers, D.; Chaudhuri, R. Production of Al metal matrix composites reinforced with carbon nanotubes by two-stage melt-based HPDC-CE method. J. Eng. Mater. Technol. 2019, 141, 011002. [Google Scholar] [CrossRef]
- Eisaabadi, B.G.; Yeom, G.; Tiryakioglu, M.; Netto, N.; Beygi, R.; Mehrizi, M.; SK, K. The effect of solution treatment time on the microstructure and ductility of naturally-aged A383 alloy die castings. Mater. Sci. Eng. A 2018, 722, 1–7. [Google Scholar] [CrossRef]
- Liu, T.; Bunn, J.; Fancher, C.; Nastac, L.; Arvikar, V.; Levin, I.; Brewer, L. Neutron diffraction analysis of residual strain in high-pressure die cast A383 engine blocks. J. Mater. Eng. Perform. 2020, 29, 5428–5434. [Google Scholar] [CrossRef]
- Cai, Q.; Mendis, C.; Chang, I.; Fan, Z. Microstructure evolution and mechanical properties of new die-cast Al-Si-Mg-Mn alloys. Mater. Des. 2020, 187, 108394. [Google Scholar] [CrossRef]
- Koru, M.; Serce, O. The effects of thermal and dynamical parameters and vacuum application on porosity in high-pressure die casting of A383 Al-alloy. Int. J. Met. 2018, 12, 797–813. [Google Scholar] [CrossRef]
- Kang, H.-J.; Yoon, P.-H.; Lee, G.-H.; Park, J.-Y.; Jung, B.-J.; Lee, J.-Y.; Lee, C.-U.; Kim, E.-S.; Choi, Y.-S. Evaluation of the gas porosity and mechanical properties of vacuum assisted pore-free die-cast Al-Si-Cu alloy. Vacuum 2021, 184, 109917. [Google Scholar] [CrossRef]
- Kang, H.-J.; Jang, H.-S.; Oh, S.-H.; Yoon, P.-H.; Lee, G.-H.; Park, J.-Y.; Choi, Y.-S. Effect of injected oxygen amount on the gas porosity and mechanical properties of a pore-free die-cast Al–Si–Cu alloy. Metals 2021, 11, 1805. [Google Scholar] [CrossRef]
- Bar-Meir, G. Analysis of mass transfer process in the pore free technique. J. Eng. Mater. Technol. Trans. ASME 1995, 117, 215–219. [Google Scholar] [CrossRef]
- Kim, E.-S. Special die casting technology. J. Korean Foundrymen’s Soc. 1997, 17, 527–537. [Google Scholar]
- Kim, K.-Y.; Yi, M.-S. Progress of the diecasting technology and its application. J. Korean Foundrymen’s Soc. 1995, 15, 339–350. [Google Scholar]
- Carneiro, Í.; Simões, S. Strengthening mechanisms in carbon nanotubes reinforced metal matrix composites: A review. Metals 2021, 11, 1613. [Google Scholar] [CrossRef]
- Mohsen, M.; Taha, R.; Taqa, A.; Al-Nuaimi, N.; Al-Rub, R.; Bani-Hani, K. Effect of nanotube geometry on the strength and dispersion of CNT-cement composites. J. Nanomater. 2017, 2017, 6927416. [Google Scholar] [CrossRef]
- Niu, X.P.; Hu, B.H.; Pinwill, I.; Li, H. Vacuum assisted high pressure die casting of aluminium alloys. J. Mater. Process. Technol. 2000, 105, 119–127. [Google Scholar] [CrossRef]
- Bradbury, C.R.; Gomon, J.K.; Kollo, L.; Kwon, H.; Leparoux, M. Hardness of multi wall carbon nanotubes reinforced aluminium matrix composites. J. Alloys Compd. 2014, 585, 362–367. [Google Scholar] [CrossRef]
- Khan, M.; Zulfaqar, M.; Ali, F.; Subhani, T. Microstructural and mechanical characterization of hybrid aluminum matrix composite containing boron carbide and Al-Cu-Fe quasicrystals. Met. Mater. Int. 2017, 23, 813–822. [Google Scholar] [CrossRef]
- Sharma, A.; Fujii, H.; Paul, J. Influence of reinforcement incorporation approach on mechanical and tribological properties of AA6061-CNT nanocomposite fabricated via FSP. J. Manuf. Process. 2020, 59, 604–620. [Google Scholar] [CrossRef]
- Rahman, O.S.A.; Sribalaji, M.; Mukherjee, B.; Laha, T.; Keshri, A.K. Synergistic effect of hybrid carbon nanotube and graphene nanoplatelets reinforcement on processing, microstructure, interfacial stress and mechanical properties of Al2O3 nanocomposites. Ceram. Int. 2018, 44, 2109–2122. [Google Scholar] [CrossRef]
- Lin, Z.; Shao, G.; Liu, W.; Wang, Y.; Wang, H.; Wang, H.; Fan, B.; Lu, H.; Xu, H.; Zhang, R. In-situ TEM observations of the structural stability in carbon nanotubes, nanodiamonds and carbon nano-onions under electron irradiation. Carbon 2022, 192, 356–365. [Google Scholar] [CrossRef]
- Usef, A.; Bhajantri, V.; Kannoth, V.; Jambagi, S. Influence of carbon nanotube reinforcement on the heat transfer coefficient, microstructure, and mechanical properties of a die cast Al-7Si-0.35Mg alloy. J. Alloys Compd. 2021, 888, 160844. [Google Scholar] [CrossRef]
- Liu, X.; Li, C.; Eckert, J.; Prashanth, K.; Renk, O.; Teng, L.; Liu, Y.; Bao, R.; Tao, J.; Shen, T.; et al. Microstructure evolution and mechanical properties of carbon nanotubes reinforced Al matrix composites. Mater. Charact. 2017, 133, 122–132. [Google Scholar] [CrossRef]
- Jorio, A.; Saito, R. Raman spectroscopy for carbon nanotube applications. J. Appl. Phys. 2021, 129, 021102. [Google Scholar] [CrossRef]
- Xie, X.; Tan, Z.; Chen, C.; Xie, Y.; Wu, H.; Yan, X.; Gao, S.; Li, Z.; Ji, G.; Liao, H. Synthesis of carbon nanotube reinforced Al matrix composite coatings via cold spray deposition. Surf. Coat. Technol. 2021, 405, 126676. [Google Scholar] [CrossRef]
- Guo, B.; Zhang, X.; Cen, X.; Chen, B.; Wang, X.; Song, M.; Ni, S.; Yi, J.; Shen, T.; Du, Y. Enhanced mechanical properties of aluminum based composites reinforced by chemically oxidized carbon nanotubes. Carbon 2018, 139, 459–471. [Google Scholar] [CrossRef]
- Ming, Z.; Jian, L.; Chunxia, W.; Xiaokang, Z.; Lan, C. Fluid drag reduction on superhydrophobic surfaces coated with carbon nanotube forests (CNTs). Soft Matter 2011, 7, 4391. [Google Scholar] [CrossRef]
- Tjong, S.C. Recent progress in the development and properties of novel metal matrix nanocomposites reinforced with carbon nanotubes and graphene nanosheets. Mater. Sci. Eng. R 2013, 74, 281–350. [Google Scholar] [CrossRef]
- Gupta, A.; Tripathi, G.; Basu, B.; Balani, K. Dependence of protein adsorption on wetting behavior of UHMWPE–HA–Al2O3–CNT hybrid biocomposites. JOM 2012, 64, 506–513. [Google Scholar] [CrossRef]
- Balani, K.; Agarwal, A. Wetting of carbon nanotubes by aluminum oxide. Nanotechnology 2008, 19, 165701. [Google Scholar] [CrossRef] [PubMed]
- Kang, H.-J.; Jang, H.-S.; Oh, S.-H.; Yoon, P.-H.; Lee, G.-H.; Shin, S.-M.; Park, J.-Y.; Choi, Y.-S. Effects of gate system design on pore defects and mechanical properties of pore-free die-cast Al-Si-Cu alloy. Mater. Today Commun. 2022, 31, 103673. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Cu | Zn | Fe | Mg | Mn | Ti | Pb | Al |
|---|---|---|---|---|---|---|---|---|
| 11.72 | 1.93 | 0.918 | 0.726 | 0.206 | 0.197 | 0.045 | 0.038 | Bal. |
| Parameters | HPDC | ORDC | |||||
|---|---|---|---|---|---|---|---|
| Added amount of CNTs (wt%) | 0 | 0 | 0.5 | 1.0 | 1.5 | 2.0 | |
| Molten metal pouring temp. (°C) | 680 | ||||||
| Preheated mold temp. (°C) | 200 | ||||||
| Casting pressure (MPa) | 80 | ||||||
| Filling rate of sleeve (%) | 32 | ||||||
| Biscuit thickness (mm) | 20 | ||||||
| Plunger velocity (m/s) | low | 0.1 → 0.2 → 0.25 | |||||
| high | 1.5 | ||||||
| Stroke with high velocity (mm) | 66 (total stroke: 256) | ||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oh, S.-H.; Kang, H.-J.; Yoon, P.-H.; Lee, G.-H.; Shin, S.-M.; Choi, Y.-S.; Park, J.-Y. Feasibility Study on the Fabricating of Carbon-Nanotube-Reinforced Al-Si-Cu Alloy Matrix Composites Using Oxygen-Replacing Die Casting Process. Metals 2023, 13, 730. https://doi.org/10.3390/met13040730
Oh S-H, Kang H-J, Yoon P-H, Lee G-H, Shin S-M, Choi Y-S, Park J-Y. Feasibility Study on the Fabricating of Carbon-Nanotube-Reinforced Al-Si-Cu Alloy Matrix Composites Using Oxygen-Replacing Die Casting Process. Metals. 2023; 13(4):730. https://doi.org/10.3390/met13040730
Chicago/Turabian StyleOh, Seong-Hyo, Ho-Jung Kang, Pil-Hwan Yoon, Gyu-Heun Lee, Sun-Mi Shin, Yoon-Suk Choi, and Jin-Young Park. 2023. "Feasibility Study on the Fabricating of Carbon-Nanotube-Reinforced Al-Si-Cu Alloy Matrix Composites Using Oxygen-Replacing Die Casting Process" Metals 13, no. 4: 730. https://doi.org/10.3390/met13040730
APA StyleOh, S.-H., Kang, H.-J., Yoon, P.-H., Lee, G.-H., Shin, S.-M., Choi, Y.-S., & Park, J.-Y. (2023). Feasibility Study on the Fabricating of Carbon-Nanotube-Reinforced Al-Si-Cu Alloy Matrix Composites Using Oxygen-Replacing Die Casting Process. Metals, 13(4), 730. https://doi.org/10.3390/met13040730