
The Influence of Cooling Rate between Ms and Mf on the Mechanical Properties of Low Alloy 42SiCr Steel Treated by the Q-P Process

 , ,
, , 
Abstract
1. Introduction
2. Experimental Procedure
2.1. Material Preparation
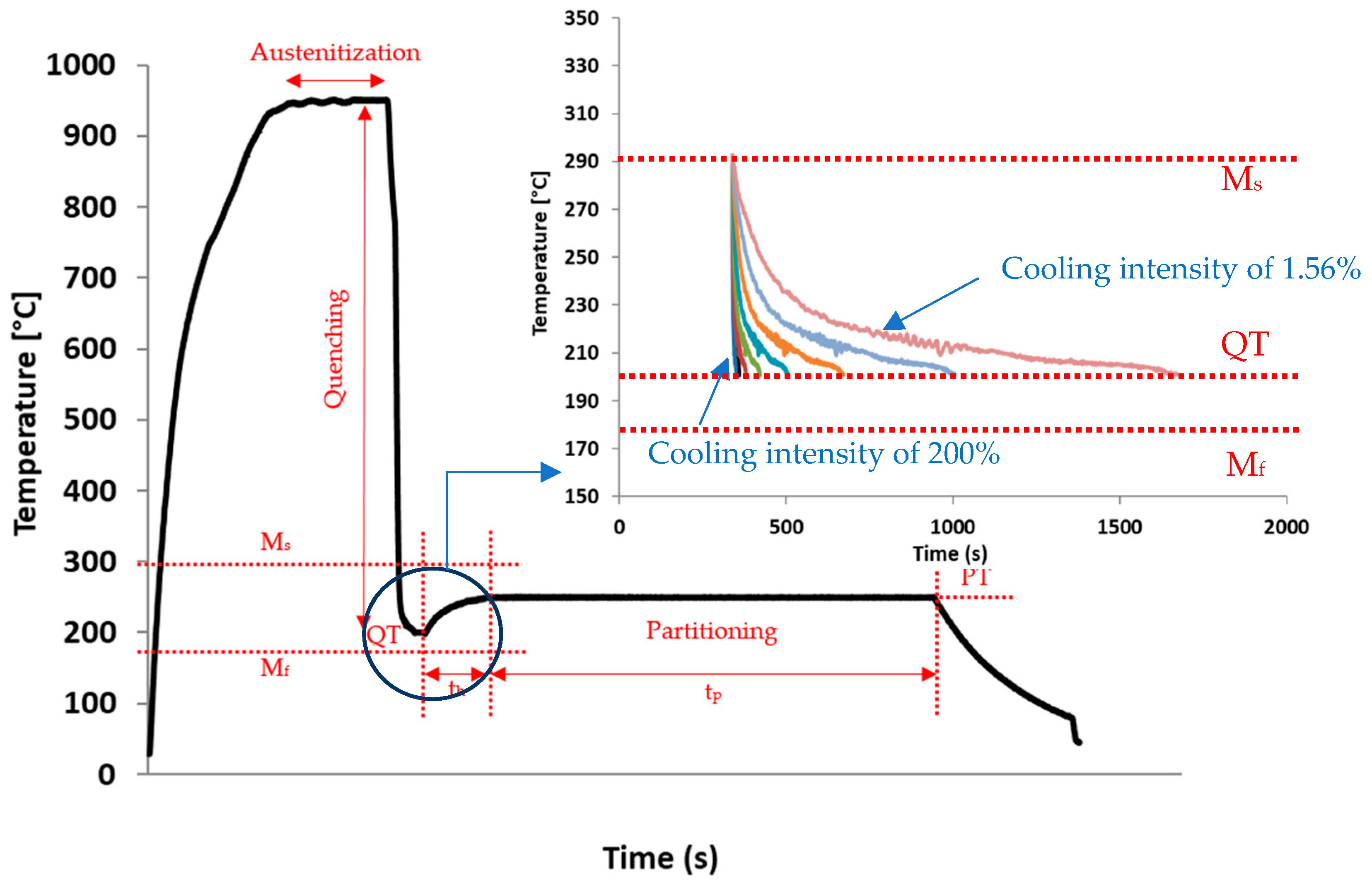
2.2. Q-P Treatment
- Ms is the martensitic start temperature
- Mf is the martensitic finish temperature
- QT is the quenching temperature
- PT is the partitioning temperature
- th is the heat-up time
- tp is the partitioning time
2.3. Sample Preparation
2.4. Testing Equipment and Procedure
3. Results and Discussion
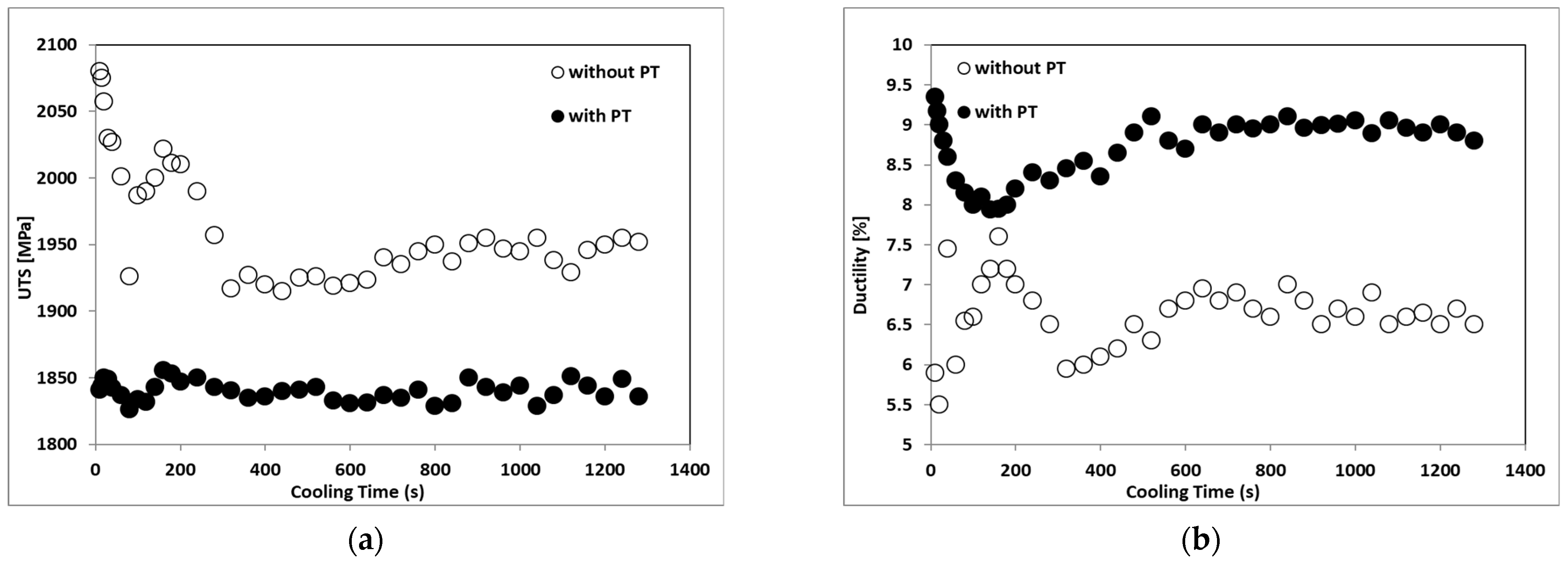
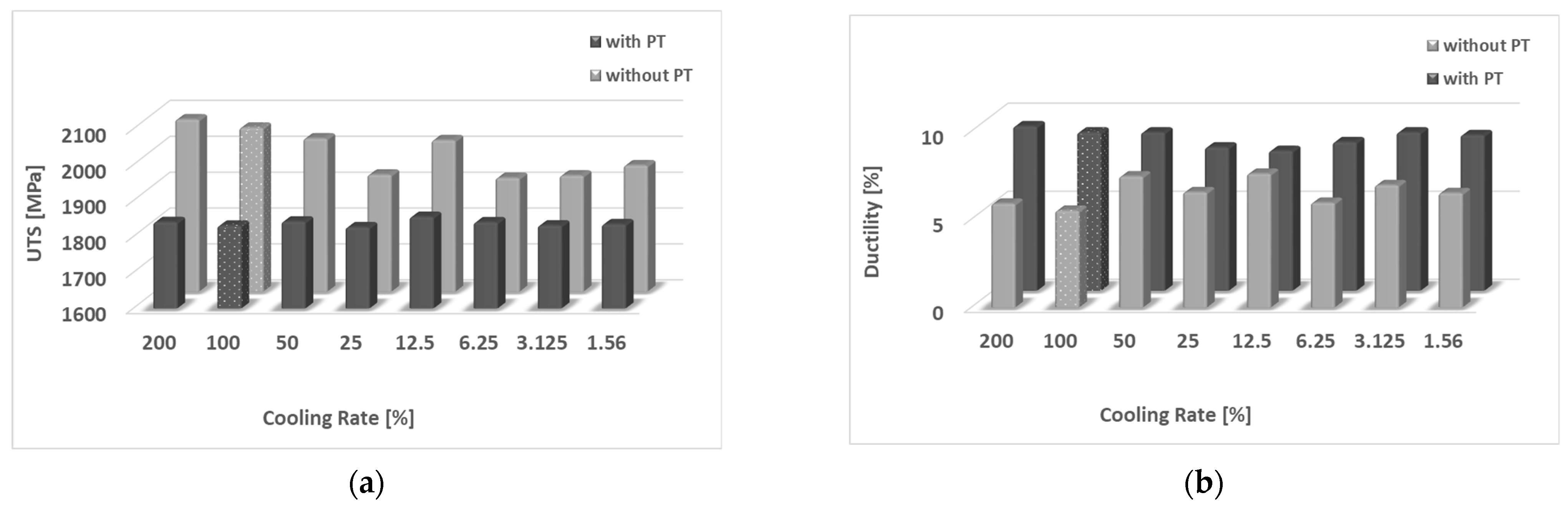
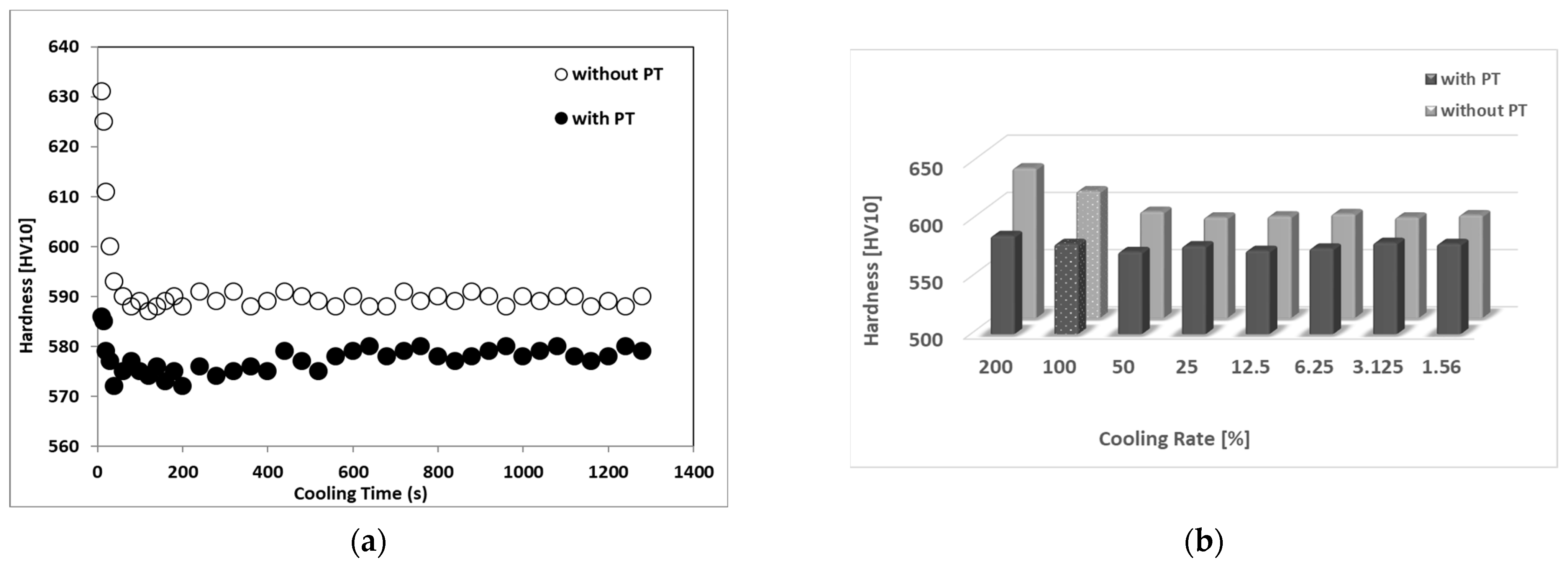
3.1. Mechanical Properties
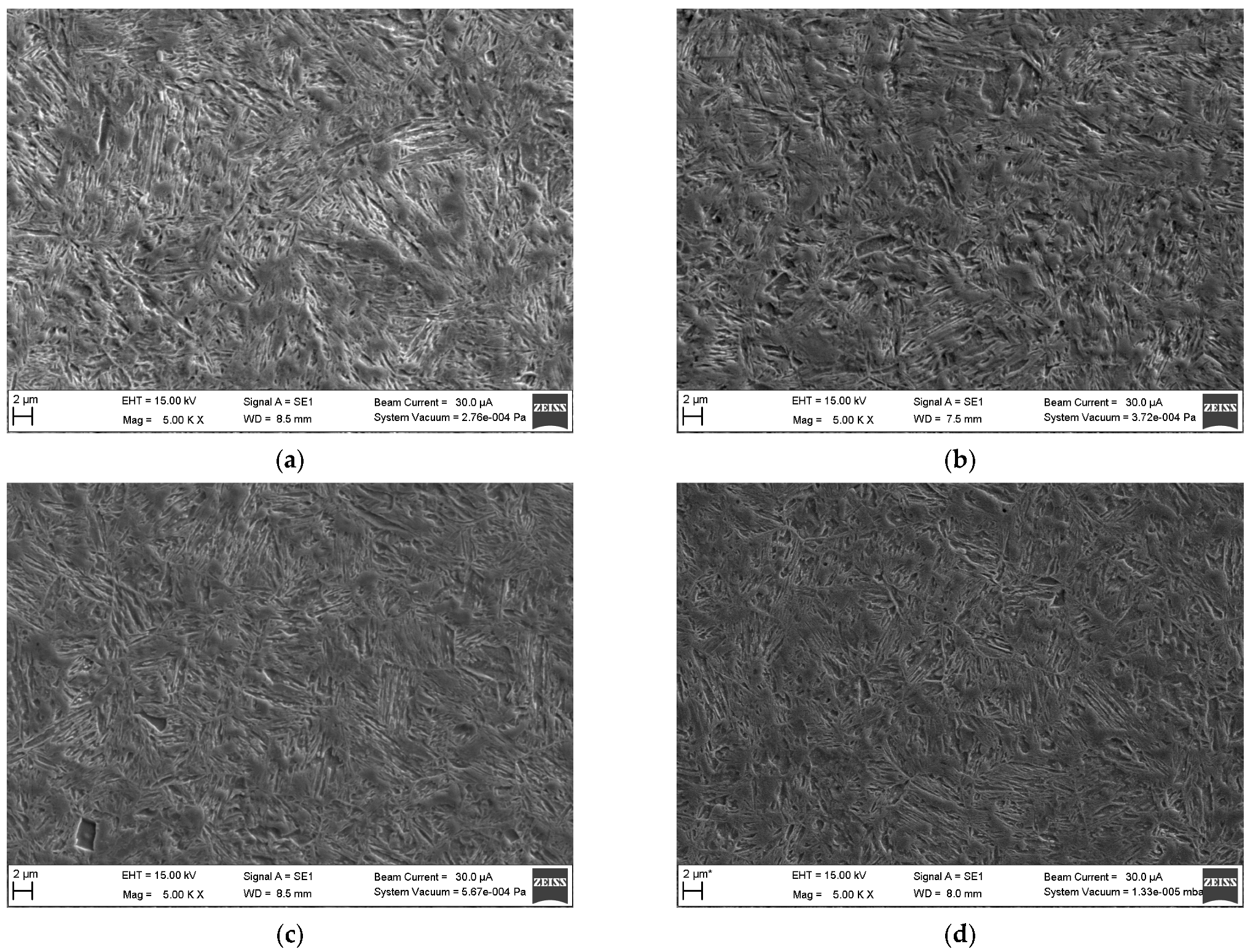
3.2. Metallographic Analysis
4. Conclusions
- (1)
- It is possible to produce profile parts with good mechanical qualities by combining the appropriate quenching rate to QT with the proper Q-P heat treatment.
- (2)
- Varying the cooling rate between Ms and QT influences the final mechanical properties more intensively without partitioning than with partitioning.
- (3)
- Partitioning periods of 600 s are sufficient for the Q-P steel guaranteeing outstanding properties in the whole profile of the part.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kimura, T. Development of steel grades for heat treated power train components: A review. Int. Heat Treat. Surf. Eng. 2009, 3, 30–34. [Google Scholar] [CrossRef]
- Zhu, X.; Li, W.; Hsu, T.; Zhou, S.; Wang, L.; Jin, X. Improved resistance to hydrogen embrittlement in a high-strength steel by quenching–partitioning–tempering treatment. Scr. Mater. 2015, 97, 21–24. [Google Scholar] [CrossRef]
- Haiko, O.; Somani, M.; Porter, D.; Kantanen, P.; Kömi, J.; Ojala, N.; Heino, V. Comparison of impact-abrasive wear characteristics and performance of direct quenched (DQ) and direct quenched and partitioned (DQ&P) steels. Wear 2018, 400, 21–30. [Google Scholar]
- Wendler, M.; Hauser, M.; Motylenko, M.; Mola, J.; Krüger, L.; Volkova, O. Ultra High Strength Stainless Steels Obtained by Quenching-Deformation-Partitioning (QDP) Processing. Adv. Eng. Mater. 2019, 21, 1800571. [Google Scholar] [CrossRef]
- Bai, B.; Gao, G.; Gui, X.; Tan, Z.; Weng, Y. Enhanced mechanical properties of ultrahigh strength Mn–Si–Cr–C steels treated by a novel bainitic transformation plus quenching and partitioning process. Heat Treat. Surf. Eng. 2019, 1, 63–71. [Google Scholar] [CrossRef]
- Frohn-Sörensen, P.; Mašek, B.; Wagner, M.F.-X.; Rubešová, K.; Khalaj, O.; Engel, B. Flexible manufacturing chain with integrated incremental bending and QP heat treatment for on-demand production of AHSS safety parts. J. Mater. Process. Technol. 2020, 275, 116312. [Google Scholar] [CrossRef]
- Speer, J.G.; De Moor, E.; Clarke, A.J. Critical assessment 7: Quenching and partitioning. J. Mater. Sci. Technol. 2015, 31, 3–9. [Google Scholar] [CrossRef]
- Kong, H.; Chao, Q.; Cai, M.; Pavlina, E.; Rolfe, B.; Hodgson, P.D.; Beladi, H. One-step quenching and partitioning treatment of a commercial low silicon boron steel. Mater. Sci. Eng. A 2017, 707, 538–547. [Google Scholar] [CrossRef]
- Seo, E.J.; Cho, L.; De Cooman, B.C. Kinetics of the partitioning of carbon and substitutional alloying elements during quenching and partitioning (Q&P) processing of medium Mn steel. Acta Mater. 2016, 107, 354–365. [Google Scholar]
- Lu, S.-Y.; Yao, K.-F.; Chen, Y.-B.; Wang, M.-H.; Chen, N.; Ge, X.-Y. Effect of quenching and partitioning on the microstructure evolution and electrochemical properties of a martensitic stainless steel. Corros. Sci. 2016, 103, 95–104. [Google Scholar] [CrossRef]
- Huang, Q.; Schröder, C.; Biermann, H.; Volkova, O.; Mola, J. Influence of martensite fraction on tensile properties of quenched and partitioned (Q&P) martensitic stainless steels. Steel Res. Int. 2016, 87, 1082–1094. [Google Scholar]
- Huang, Q.; Ullrich, C.; Mola, J.; Motylenko, M.; Krüger, L.; Volkova, O.; Weiß, A.; Wendler, M. Quenching and partitioning (Q&P) processing of a (C+ N)-containing austenitic stainless steel. Mater. Sci. Eng. A 2022, 854, 143787. [Google Scholar]
- Winter, S.; Werner, M.; Haase, R.; Psyk, V.; Fritsch, S.; Böhme, M.; Wagner, M.F. Processing Q&P steels by hot-metal gas forming: Influence of local cooling rates on the properties and microstructure of a 3rd generation AHSS. J. Mater. Processing Technol. 2021, 293, 117070. [Google Scholar]
- Mašek, B.; Vorel, I.; Jirková, H.; Kurka, P. Combination of international high pressure forming and QP process for production of hollow products from AHS steel. In Proceedings of the 2015 International Conference of Advanced Materials Research, Irbid, Jordan, 27–29 April 2015; pp. 9–15. [Google Scholar]
- Masek, B.; Vorel, I.; Opatová, K.; Kurka, P.; Hahn, F.; Mahn, U. Production of high strength hollow shafts using tool hardening and QP process. In MATEC Web of Conferences, Proceedings of the 2015 2nd International Conference on Mechatronics and Mechanical Engineering (ICMME 2015), Singapore, 15–16 September 2015; EDP Sciences: Les Ulis, France, 2015; p. 6009. [Google Scholar]
- Ostash, O.; Kulyk, V.; Poznyakov, V.; Gaivorons’kyi, O.; Vira, V. Influence of the modes of heat treatment on the strength and cyclic crack-growth resistance of 65G steel. Mater. Sci. 2019, 54, 776–782. [Google Scholar] [CrossRef]
- Jirková, H.; Jeníček, Š.; Kučerová, L.; Kurka, P. High-strength steel components produced by hot metal gas forming. Mater. Sci. Technol. 2019, 37, 693–701. [Google Scholar] [CrossRef]
- Baik, S.C.; Kim, S.; Jin, Y.S.; Kwon, O. Effects of alloying elements on mechanical properties and phase transformation of cold rolled TRIP steel sheets. ISIJ Int. 2001, 41, 290–297. [Google Scholar] [CrossRef]
- Kucerova, L.; Aisman, D.; Jirkova, H.; Masek, B.; Hauserova, D. Optimization of QP process parameters with regard to final microstructures and properties. In Proceedings of the The 20th International DAAAM Symposium, Vienna, Austria, 25–28 November 2009. [Google Scholar]
- Jin, X. Quenching and partitioning heat treatment: High-strength, low-alloy. In Encyclopedia of Iron, Steel, and Their Alloys; CRC Press: Boca Raton, FL, USA, 2016; pp. 2761–2775. [Google Scholar]
- Jirková, H.; Kučerová, L.; Mašek, B. Effect of Quenching and Partitioning Temperatures in the QP Process on the Properties of AHSS with Various Amounts of Manganese and Silicon. Mater. Sci. Forum 2012, 706, 2734–2739. [Google Scholar] [CrossRef]
- Jirkova, H.; Kucerova, L. QP process on steels with various Carbon and Chromium contents. In Proceedings of the 8th Pacific Rim International Congress on Advanced Materials and Processing, Waikoloa, HI, USA; 2013; pp. 819–824. [Google Scholar]
- Jirková, H.; Mašek, B.; Wagner, M.F.-X.; Langmajerová, D.; Kučerová, L.; Treml, R.; Kiener, D. Influence of metastable retained austenite on macro and micromechanical properties of steel processed by the Q&P process. J. Alloy. Compd. 2014, 615, S163–S168. [Google Scholar]
- Jirková, H.; Kučerová, L.; Mašek, B. The effect of chromium on microstructure development during QP process. Mater. Today Proc. 2015, 2, S627–S630. [Google Scholar] [CrossRef]
- Kroll, M.; Birnbaum, P.; Zeisig, J.; Kraeusel, V.; Wagner, M.F.-X. Manufacturing of 42SiCr-pipes for quenching and partitioning by longitudinal HFI-Welding. Metals 2019, 9, 716. [Google Scholar] [CrossRef]
- Alexander, V.; Dmitry, S.; Semen, S.; Nikolay, K. Modeling of Austenitization Kinetics under Continuous Heating of Steels with Complex Microstructure. Procedia Manuf. 2019, 37, 613–620. [Google Scholar] [CrossRef]
- Xiao, H.; Zhao, G.; Xu, D.; Cheng, Y.; Bao, S. Effect of Microstructure Morphology of Q&P Steel on Carbon and Manganese Partitioning and Stability of Retained Austenite. Metals 2022, 12, 1613. [Google Scholar]
- Härtel, S.; Awiszus, B.; Graf, M.; Nitsche, A.; Böhme, M.; Wagner, M.F.-X.; Jirkova, H.; Masek, B. Influence of Austenite Grain Size on Mechanical Properties after Quench and Partitioning Treatment of a 42SiCr Steel. Metals 2019, 9, 577. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Cr | Mn | Fe | CEV |
|---|---|---|---|---|---|---|
| wt% | 0.42 | 2.0 | 1.3 | 0.68 | Bal. | 0.82 |
| No. | QT [°C] | PT [°C] | tp [s] | Cooling Intensity [%] | Cooling Time [s] |
|---|---|---|---|---|---|
| QP1 | 200 | 250 | 600 | 100 | 20 |
| QP2 | 200 | 250 | 600 | 200 | 10 |
| QP3 | 200 | 250 | 600 | 50 | 40 |
| QP4 | 200 | 250 | 600 | 25 | 80 |
| QP5 | 200 | 250 | 600 | 12.5 | 160 |
| QP6 | 200 | 250 | 600 | 6.25 | 320 |
| QP7 | 200 | 250 | 600 | 3.12 | 640 |
| QP8 | 200 | 250 | 600 | 1.56 | 1280 |
| QP11 | 200 | RT | - | 100 | 20 |
| QP22 | 200 | RT | - | 200 | 10 |
| QP33 | 200 | RT | - | 50 | 40 |
| QP44 | 200 | RT | - | 25 | 80 |
| QP55 | 200 | RT | - | 12.5 | 160 |
| QP66 | 200 | RT | - | 6.25 | 320 |
| QP77 | 200 | RT | - | 3.12 | 640 |
| QP88 | 200 | RT | - | 1.56 | 1280 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khalaj, O.; Saebnoori, E.; Mašek, B.; Štadler, C.; Hassas, P.; Svoboda, J. The Influence of Cooling Rate between Ms and Mf on the Mechanical Properties of Low Alloy 42SiCr Steel Treated by the Q-P Process. Metals 2022, 12, 2081. https://doi.org/10.3390/met12122081
Khalaj O, Saebnoori E, Mašek B, Štadler C, Hassas P, Svoboda J. The Influence of Cooling Rate between Ms and Mf on the Mechanical Properties of Low Alloy 42SiCr Steel Treated by the Q-P Process. Metals. 2022; 12(12):2081. https://doi.org/10.3390/met12122081
Chicago/Turabian StyleKhalaj, Omid, Ehsan Saebnoori, Bohuslav Mašek, Ctibor Štadler, Parsa Hassas, and Jiří Svoboda. 2022. "The Influence of Cooling Rate between Ms and Mf on the Mechanical Properties of Low Alloy 42SiCr Steel Treated by the Q-P Process" Metals 12, no. 12: 2081. https://doi.org/10.3390/met12122081
APA StyleKhalaj, O., Saebnoori, E., Mašek, B., Štadler, C., Hassas, P., & Svoboda, J. (2022). The Influence of Cooling Rate between Ms and Mf on the Mechanical Properties of Low Alloy 42SiCr Steel Treated by the Q-P Process. Metals, 12(12), 2081. https://doi.org/10.3390/met12122081