
Microstructure and Mechanical Properties of Selective Laser Melted Reduced Activation Ferritic/Martensitic Steel

Abstract
1. Introduction
2. Materials and Experimental Procedures
2.1. Materials
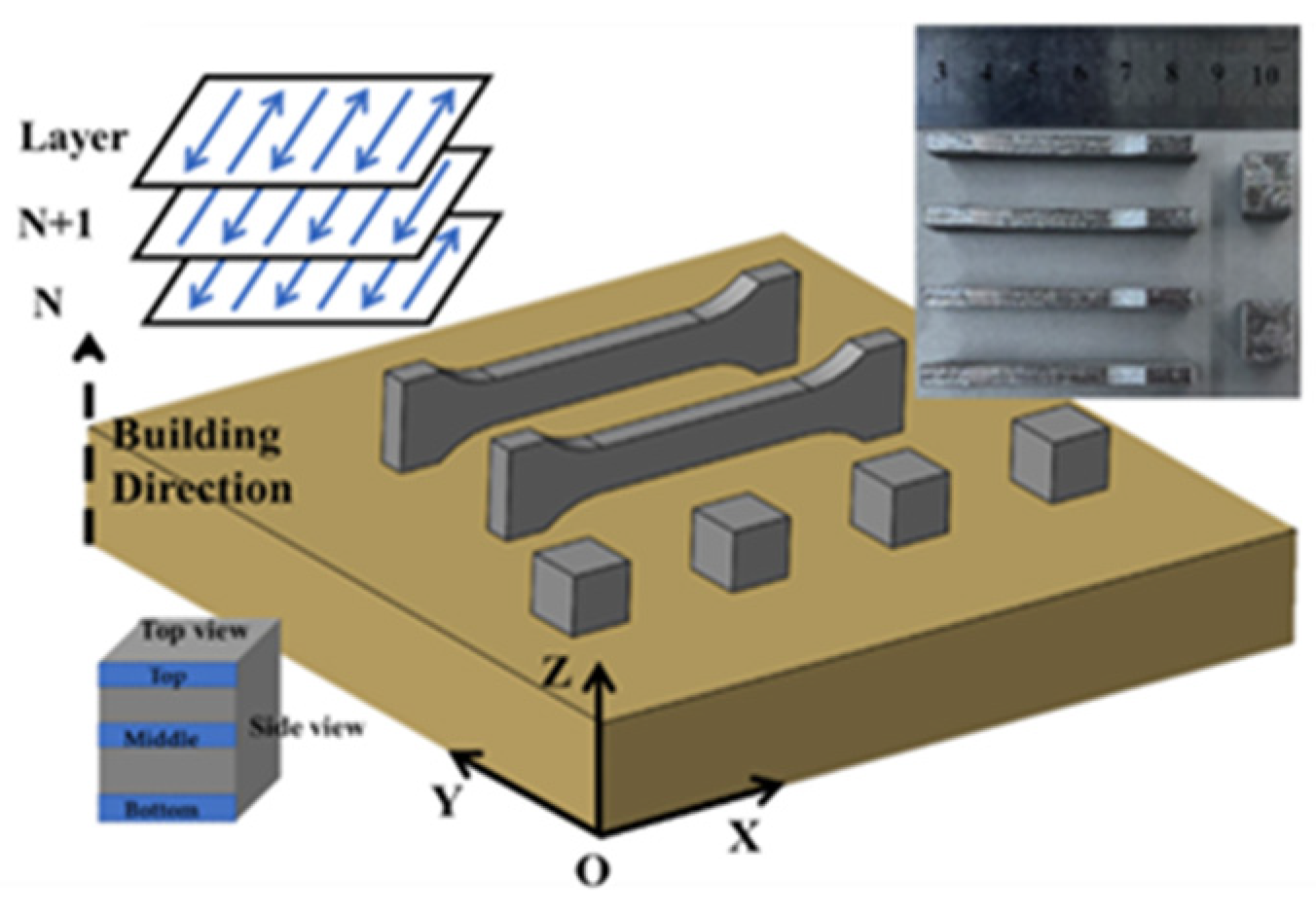
2.2. Experimental Procedures
3. Results and Discussion
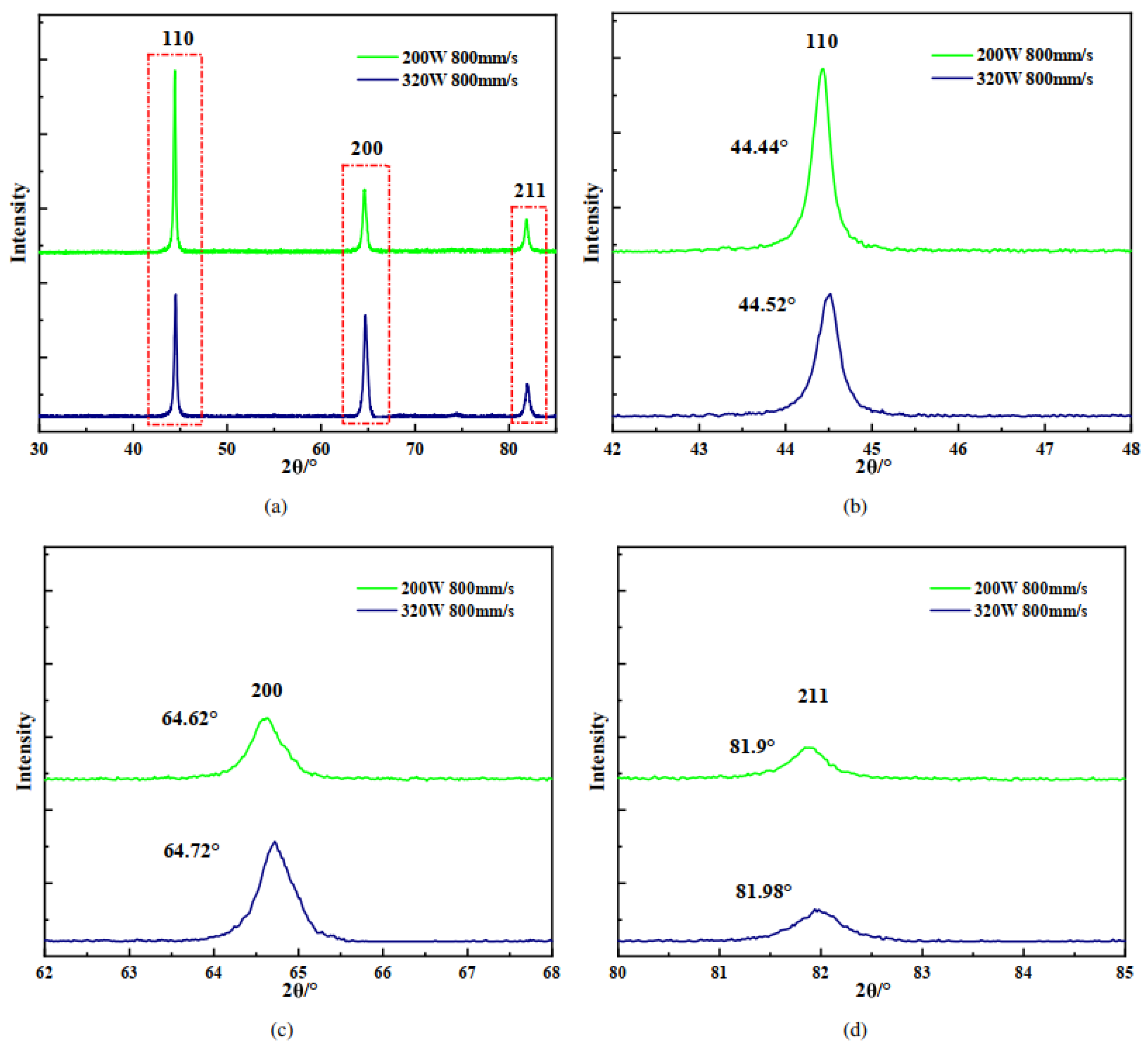
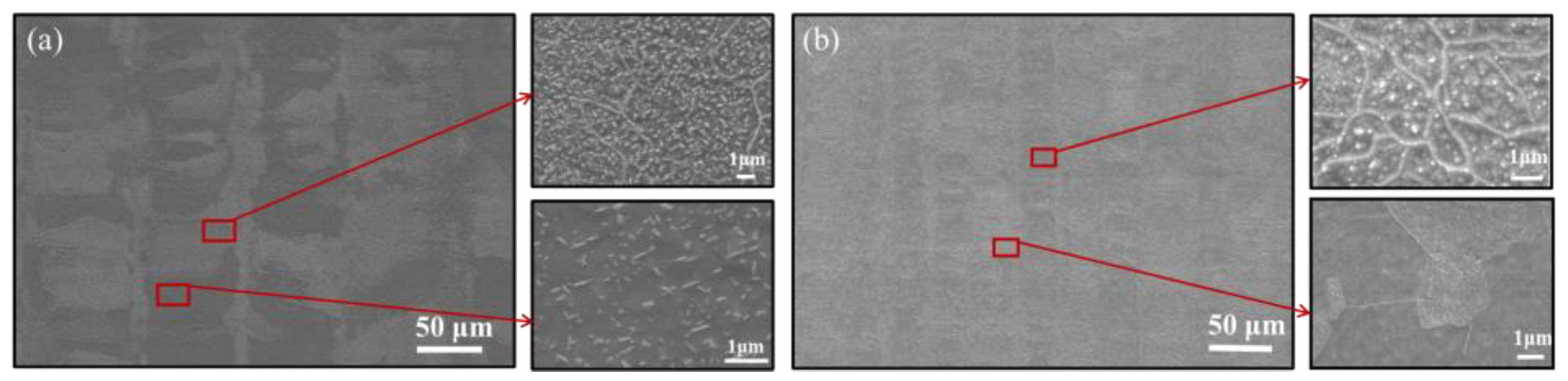
3.1. Microstructure
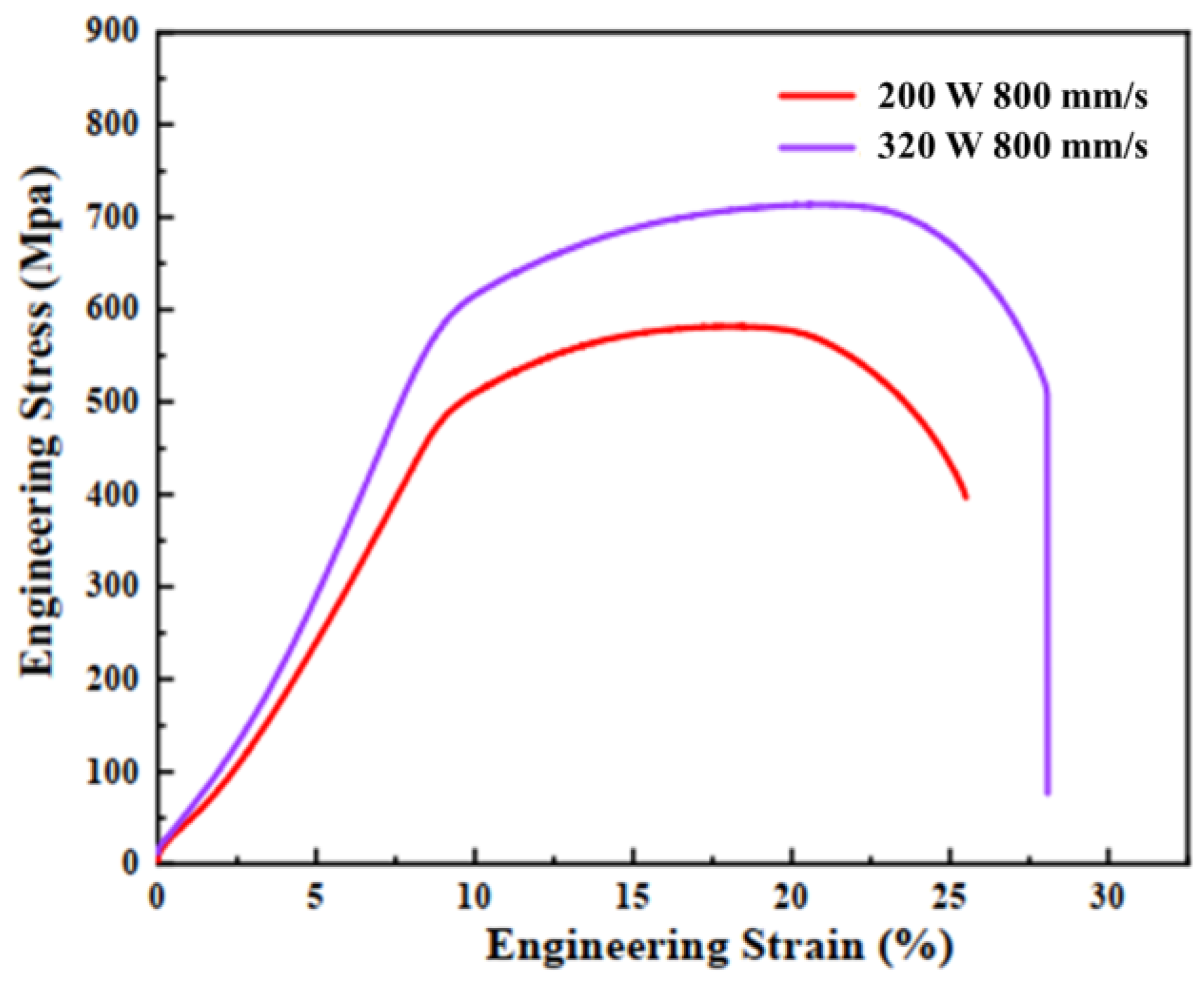
3.2. Mechanical Properties
4. Conclusions
- (1)
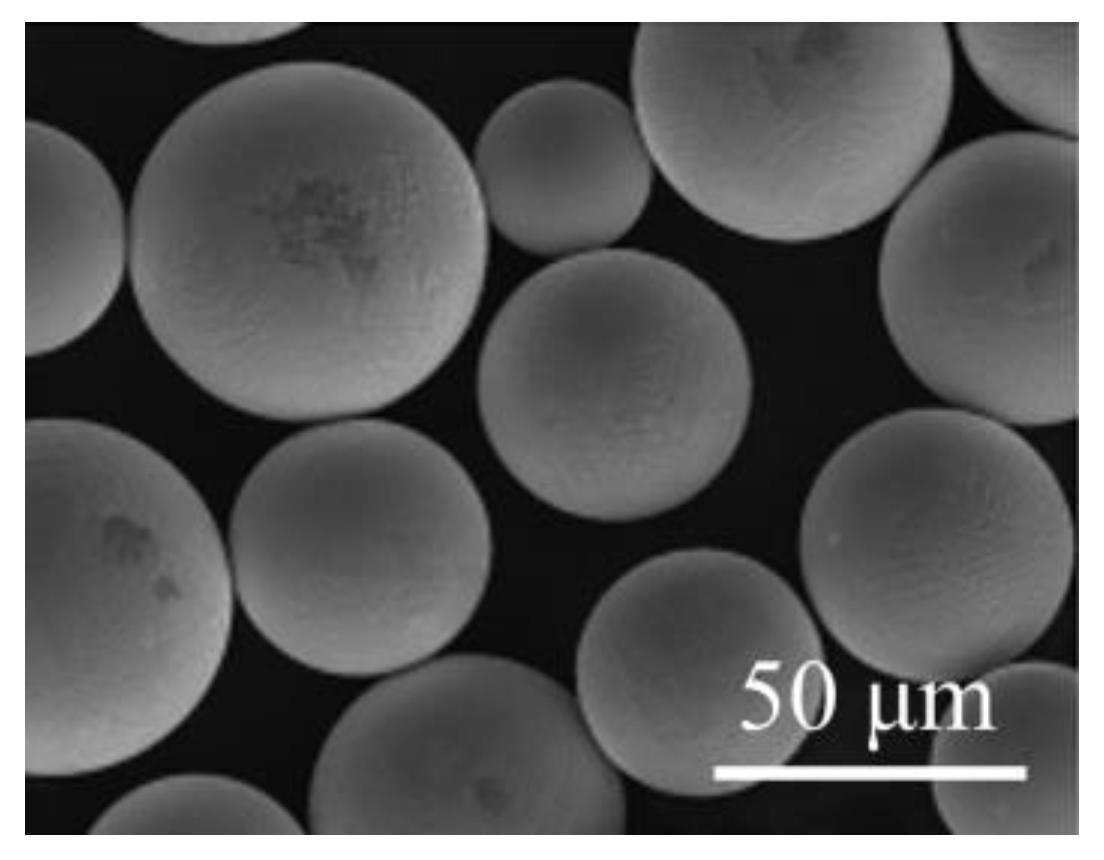
- The relative density of the SLMed CLF-1 samples exceeded 99%, and there were no obvious tracks and pores in the samples due to using the PREP powder.
- (2)
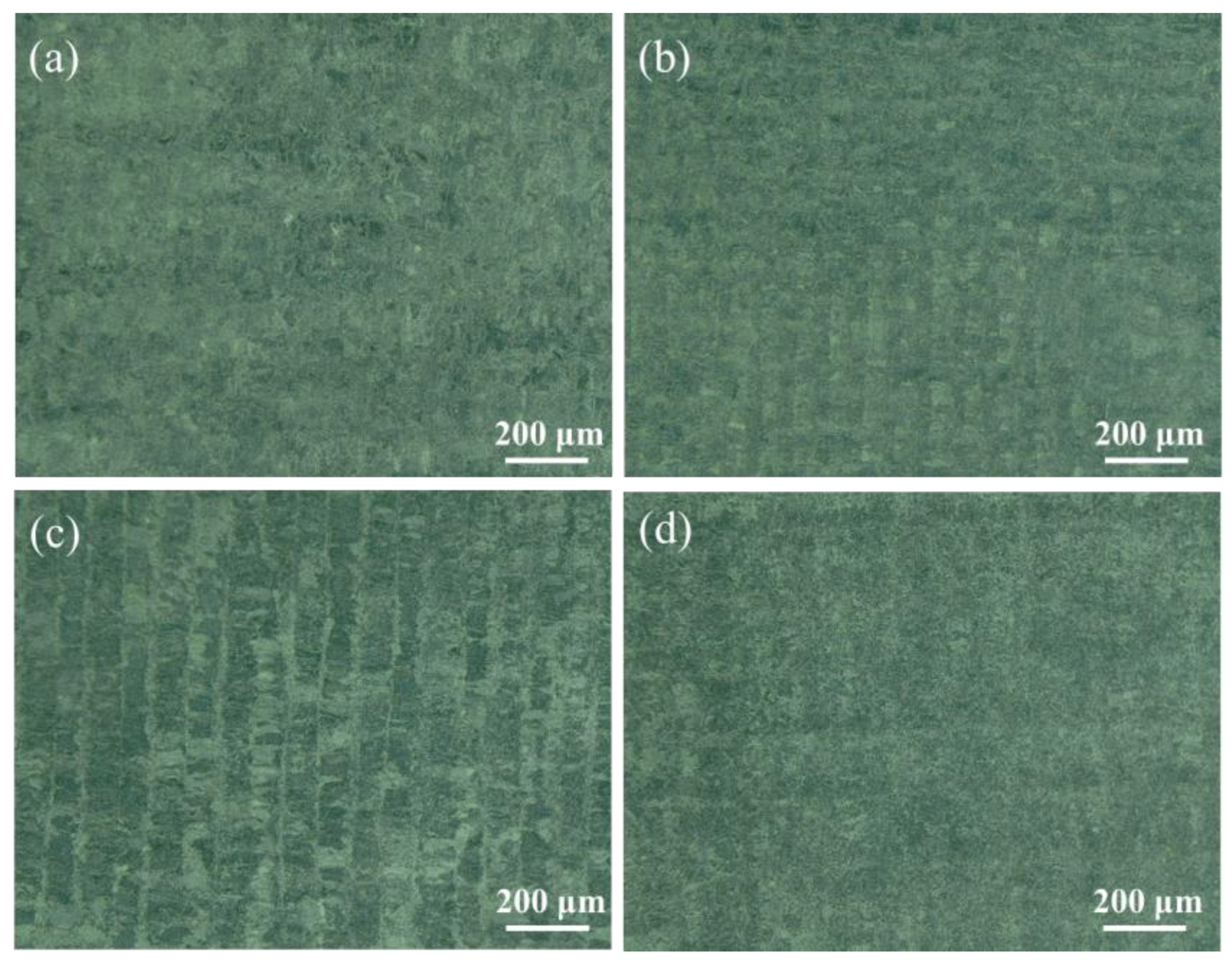
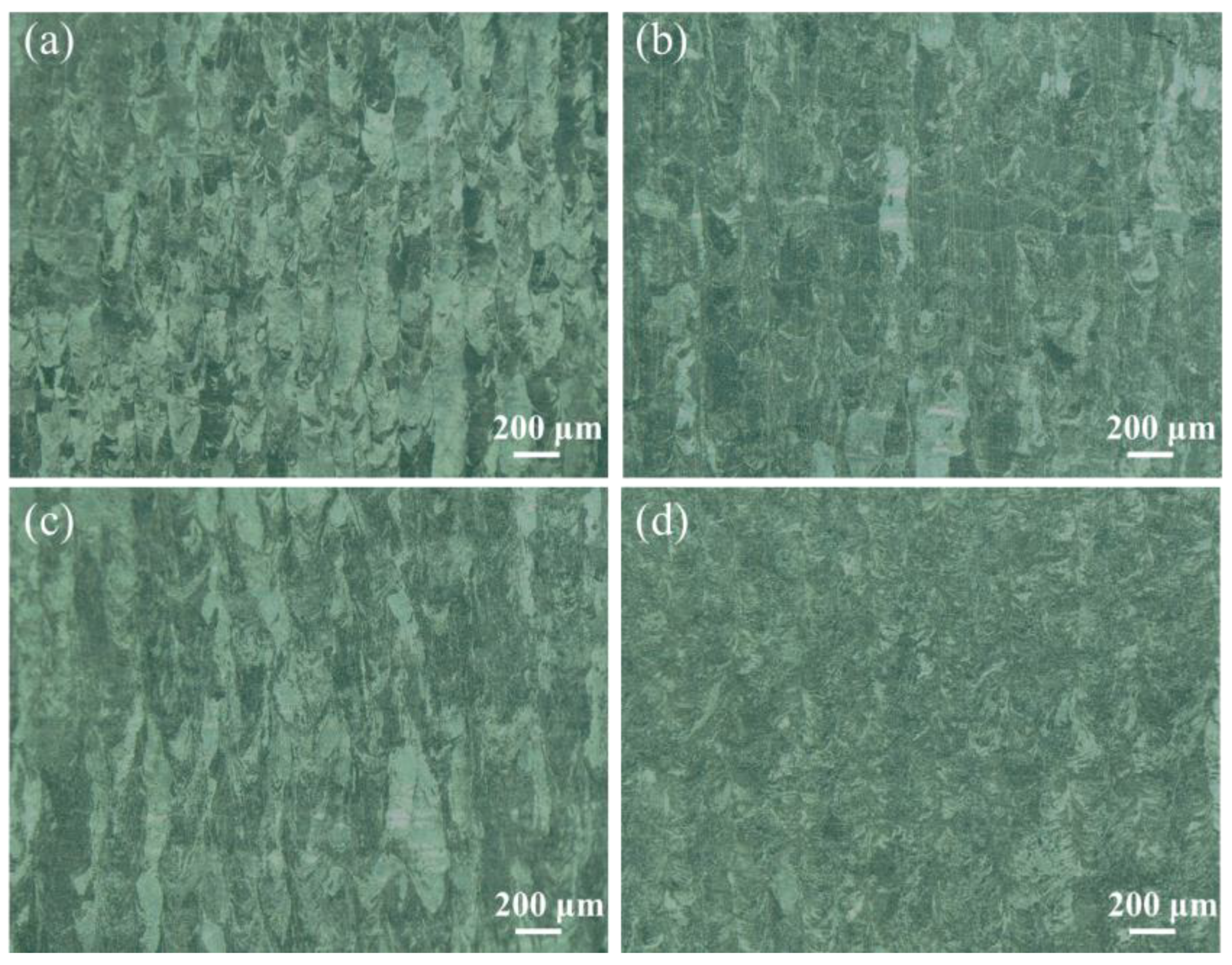
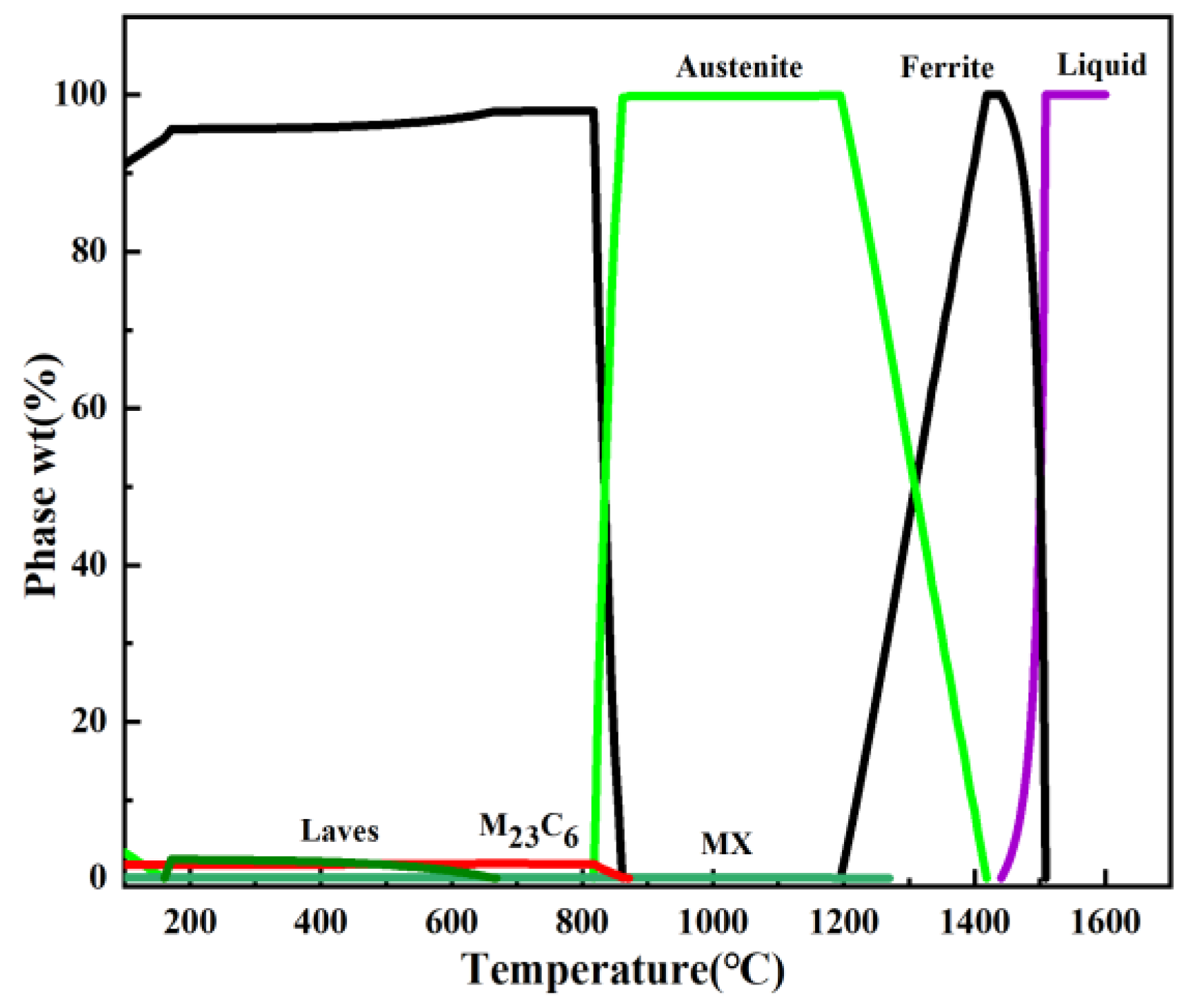
- Numerous nano-sized spherical and needle-like precipitates were dispersion distributed in the grains and boundary of the grains, and the precipitates were mainly composed of M23C6 carbide and MX carbide. The microstructure was composed of columnar grains and equiaxed grains, and the smallest average size of the grains was 15 ± 2.1 µm under the procedure parameters of 320 W power and 800 mm/s scanning velocity.
- (3)
- The sample at 320 W power and 800 mm/s scanning velocity exhibited higher yield strength (875 ± 6.0 MPa) and higher elongation (25.6 ± 0.8%) than that of the sample at 200 W power, 800 mm/s scanning velocity, yield strength (715 ± 1.5 MPa), and elongation (22.6 ± 1.2%).
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zinkle, S.J.; Busby, J.T. Structural materials for fission & fusion energy. Mater. Today 2009, 12, 12–19. [Google Scholar]
- Rietema, C.J.; Walker, M.A.; Jacobs, T.R.; Clarke, A.J.; Clarke, K.D. High-throughput nitride and interstitial nitrogen analysis in ferritic/martensitic steels via time-of-flight secondary ion mass spectrometry. Mater. Charact. 2021, 179, 111357. [Google Scholar] [CrossRef]
- Odette, G.; Alinger, M.; Wirth, B. Recent developments in irradiation-resistant steels. Annu. Rev. Mater. Res. 2008, 38, 471–503. [Google Scholar] [CrossRef]
- Xia, Z.; Zhang, C.; Liu, W.; Yang, Z. Effect of surface mechanical attrition treatment on precipitation behaviors and ferrite grains in heat resisting steels. ISIJ Int. 2014, 54, 1935–1942. [Google Scholar] [CrossRef][Green Version]
- Shin, S.H. A Study on Corrosion Behaviors of Ferritic/Martensitic Steels in Liquid Sodium Condition for Sodium-cooled Fast Reactor Application. Ph.D. Thesis, Graduate School of Unist, Ulsan, Republic of Korea, 2015. [Google Scholar]
- Hirai, T.; Barabash, V.; Escourbiac, F.; Durocher, A.; Ferrand, L.; Komarov, V.; Merola, M. Iter divertor materials and manufacturing challenges. Fusion Eng. Des. 2017, 125, 250–255. [Google Scholar] [CrossRef]
- Tanigawa, H.; Shiba, K.; Sakasegawa, H.; Hirose, T.; Jitsukawa, S. Technical issues related to the development of reduced-activation ferritic/martensitic steels as structural materials for a fusion blanket system. Fusion Eng. Des. 2011, 86, 2549–2552. [Google Scholar] [CrossRef]
- Feng, K.; Wang, X.; Feng, Y.; Chen, Y.; Zhao, Z.; Li, Z.; Wang, P.; Wang, Q.; Ye, X.; Zhao, F.; et al. Current progress of chinese hccb tbm program. Fusion Eng. Des. 2016, 109, 729–735. [Google Scholar] [CrossRef]
- Huang, W.; Lin, X. Research progress in laser solid forming of high-performance metallic components at the state key laboratory of solidification processing of china. 3d Print. Addit. Manuf. 2014, 1, 156–165. [Google Scholar] [CrossRef]
- Gu, D.; Shi, X.; Poprawe, R.; Bourell, D.L.; Setchi, R.; Zhu, J. Material-structure-performance integrated laser-metal additive manufacturing. Science 2021, 372, eabg1487. [Google Scholar] [CrossRef] [PubMed]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Li, Z.; Chen, J.; Sui, S.; Zhong, C.; Lu, X.; Lin, X. The microstructure evolution and tensile properties of inconel 718 fabricated by highdeposition-rate laser directed energy deposition. Addit. Manuf. 2020, 31, 100941. [Google Scholar]
- Huang, B.; Zhai, Y.; Liu, S.; Mao, X. Microstructure anisotropy and its effect on mechanical properties of reduced activation ferritic/martensitic steel fabricated by selective laser melting. J. Nucl. Mater. 2018, 500, 33–41. [Google Scholar] [CrossRef]
- Zhai, Y.; Huang, B.; Mao, X.; Zheng, M. Effect of hot isostatic pressing on microstructure and mechanical properties of CLAM steel produced by selective laser melting. J. Nucl. Mater. 2018, 515, 111–121. [Google Scholar] [CrossRef]
- Boegelein, T.; Dryepondt, S.N.; Pandey, A.; Dawson, K.; Tatlock, G.J. Mechanical response and deformation mechanisms of ferritic oxide dispersion strengthened steel structures produced by selective laser melting. Acta Mater. 2015, 87, 201–215. [Google Scholar] [CrossRef]
- Liao, H.; Wang, X.; Yang, G.; Feng, Y.; Wang, P.; Feng, K. Recent progress of R&D activities on reduced activation ferritic/martensitic steel (CLF-1). Fusion Eng. Des. 2019, 147, 111235. [Google Scholar] [CrossRef]
- Zhong, C.; Chen, J.; Linnenbrink, S.; Gasser, A.; Sui, S.; Poprawe, R. A comparative study of Inconel 718 formed by High Deposition Rate Laser Metal Deposition with GA powder and PREP powder. Mater. Des. 2016, 107, 386–392. [Google Scholar] [CrossRef]
- Lu, J.; Lin, X.; Kang, N.; Huang, W. Characterizations of micro-nano structure and tensile properties of a sc modified almn alloy fabricated by selective laser melting. Mater. Charact. 2021, 178, 111305. [Google Scholar] [CrossRef]
- Song, J.; Deng, Q.; Chen, C.; Hu, D.; Li, Y. Rebuilding of metal components with laser cladding forming. Appl. Surf. Sci. 2006, 252, 7934–7940. [Google Scholar] [CrossRef]
- Huang, Y.; Zeng, X.; Hu, Q.; Zhou, S. Microstructure and interface interaction in laser induction hybrid cladding of Ni-based coating. Appl. Surf. Sci. 2009, 255, 3940–3945. [Google Scholar] [CrossRef]
- Fan, W.; Tan, H.; Lin, X.; Huang, W. Microstructure formation of Ti-6Al-4 V in synchronous induction assisted laser deposition. Mater. Des. 2018, 160, 1096–1105. [Google Scholar] [CrossRef]
- Rosenthal, D. Mathematical Theory of Heat Distribution During Welding and Cutting. Weld. J. 1941, 20, 220–234. [Google Scholar]
- Li, X.P.; Ji, G.; Chen, Z.; Addad, A.; Wu, Y.; Wang, H.W.; Vleugels, J.; Van Humbeeck, J.; Kruth, J.P. Selective laser melting of nano-TiB2 decorated AlSi10Mg alloy with high fracture strength and ductility. Acta Mater. 2017, 129, 183–193. [Google Scholar] [CrossRef]
- Taneike, M.; Sawada, K.; Abe, F. Effect of carbon concentration on precipitation behavior of M23C6 carbides and MX carbonitrides in martensitic 9Cr steel during heat treatment. Met. Mater. Trans. A 2004, 35, 1255–1262. [Google Scholar] [CrossRef]
- Cui, H.; Sun, F.; Chen, K.; Zhang, L.; Wan, R.; Shan, A.; Wu, J. Precipitation behavior of Laves phase in 10%Cr steel X12CrMoWVNbN10-1-1 during short-term creep exposure. Mater. Sci. Eng. A 2010, 527, 7505–7509. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | W | Ta | V | Mn | Fe |
|---|---|---|---|---|---|---|---|
| Wt% | 0.11 | 9.4 | 1.5 | 0.15 | 0.21 | 0.47 | 88.16 |
| Laser Power (W) | Scanning Velocity (mm/s) | Layer Thickness (μm) | Hatch Spacing (μm) |
|---|---|---|---|
| 200 | 600 | 30 | 85 |
| 800 | |||
| 320 | 600 | ||
| 800 |
| Location | 200 W 800 mm/s | 320 W 800 mm/s | |
|---|---|---|---|
| Micro-hardness (HV) | Top | 293 ± 3 | 296 ± 5 |
| Middle | 289 ± 8 | 310 ± 3 | |
| Bottom | 312 ± 7 | 323 ± 6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, Z.; Xiao, C.; Liu, H.; Sun, X.; Zhao, G.; Liao, H.; Qian, W.; Yuan, J.; Lao, C.; Wang, H. Microstructure and Mechanical Properties of Selective Laser Melted Reduced Activation Ferritic/Martensitic Steel. Metals 2022, 12, 2044. https://doi.org/10.3390/met12122044
Yuan Z, Xiao C, Liu H, Sun X, Zhao G, Liao H, Qian W, Yuan J, Lao C, Wang H. Microstructure and Mechanical Properties of Selective Laser Melted Reduced Activation Ferritic/Martensitic Steel. Metals. 2022; 12(12):2044. https://doi.org/10.3390/met12122044
Chicago/Turabian StyleYuan, Zihao, Chenyu Xiao, Hao Liu, Xuejing Sun, Guangyi Zhao, Hongbin Liao, Wei Qian, Jingkun Yuan, Changshi Lao, and Huajie Wang. 2022. "Microstructure and Mechanical Properties of Selective Laser Melted Reduced Activation Ferritic/Martensitic Steel" Metals 12, no. 12: 2044. https://doi.org/10.3390/met12122044
APA StyleYuan, Z., Xiao, C., Liu, H., Sun, X., Zhao, G., Liao, H., Qian, W., Yuan, J., Lao, C., & Wang, H. (2022). Microstructure and Mechanical Properties of Selective Laser Melted Reduced Activation Ferritic/Martensitic Steel. Metals, 12(12), 2044. https://doi.org/10.3390/met12122044