

The Processing Map of Laser Powder Bed Fusion In-Situ Alloying for Controlling the Composition Inhomogeneity of AlCu Alloy


Abstract
1. Introduction
2. Materials and Methods
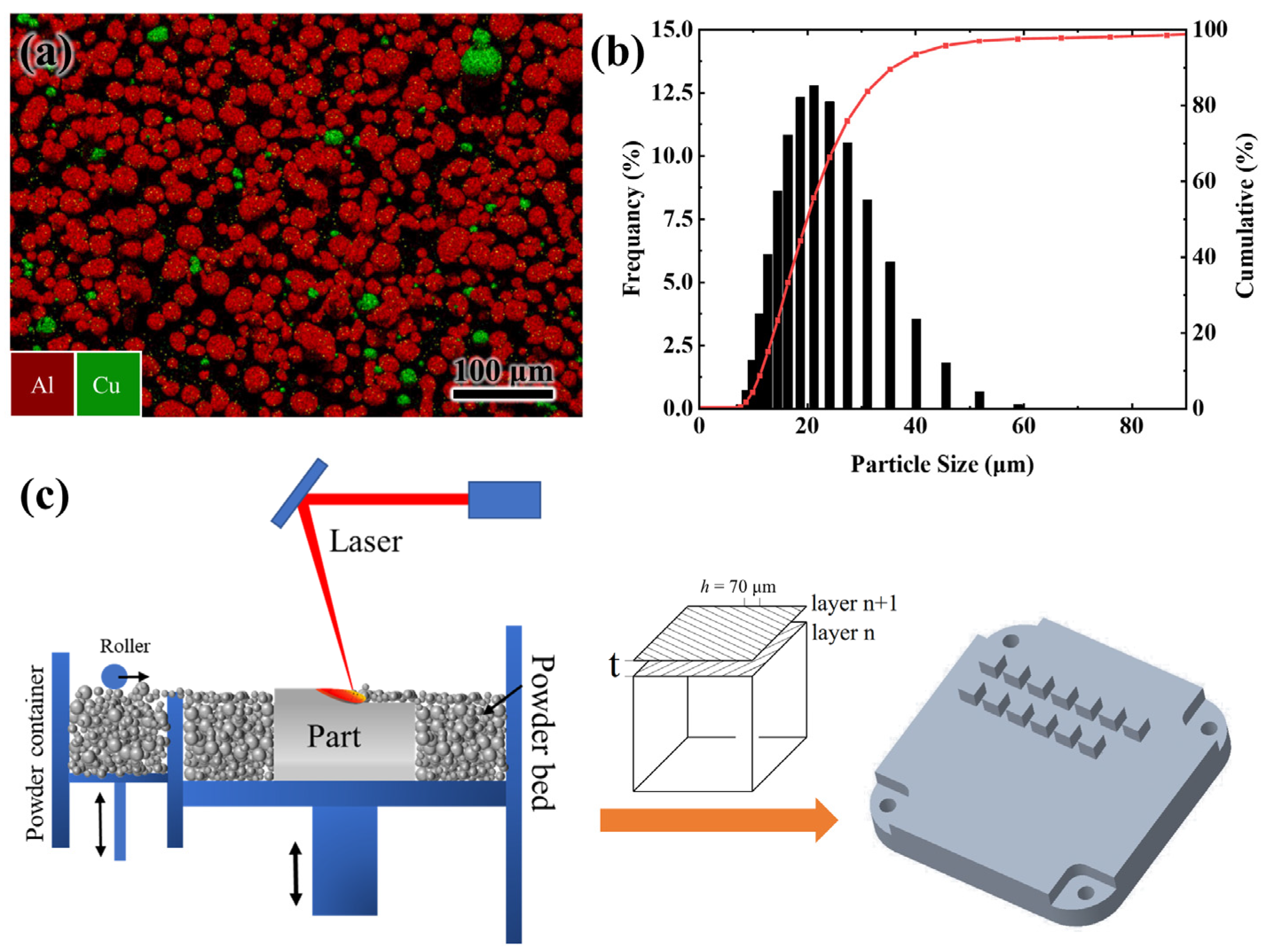
2.1. Sample Preparation and Microstructural Characterization
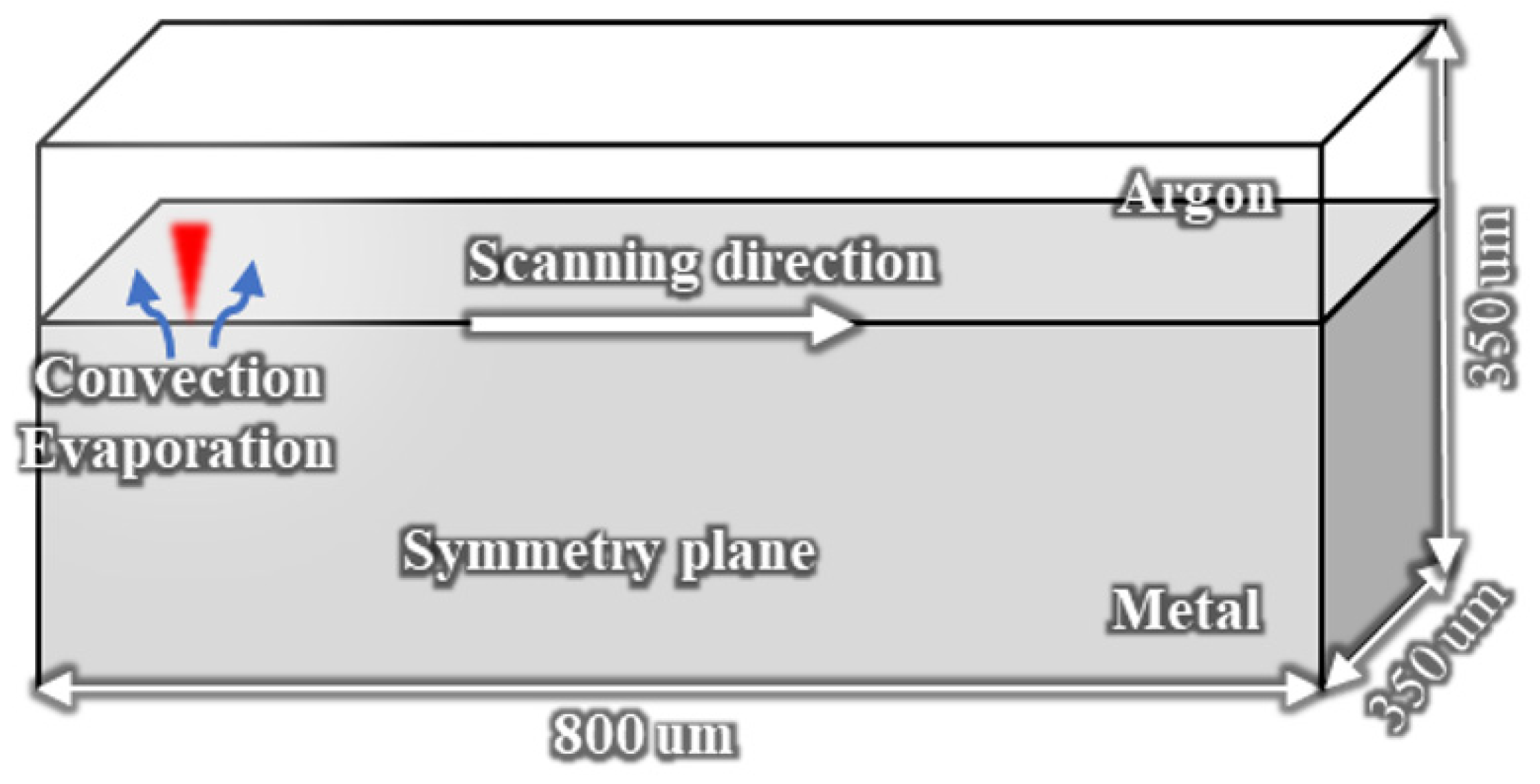
2.2. Laser Molten Pool Modeling
3. Results and Discussion
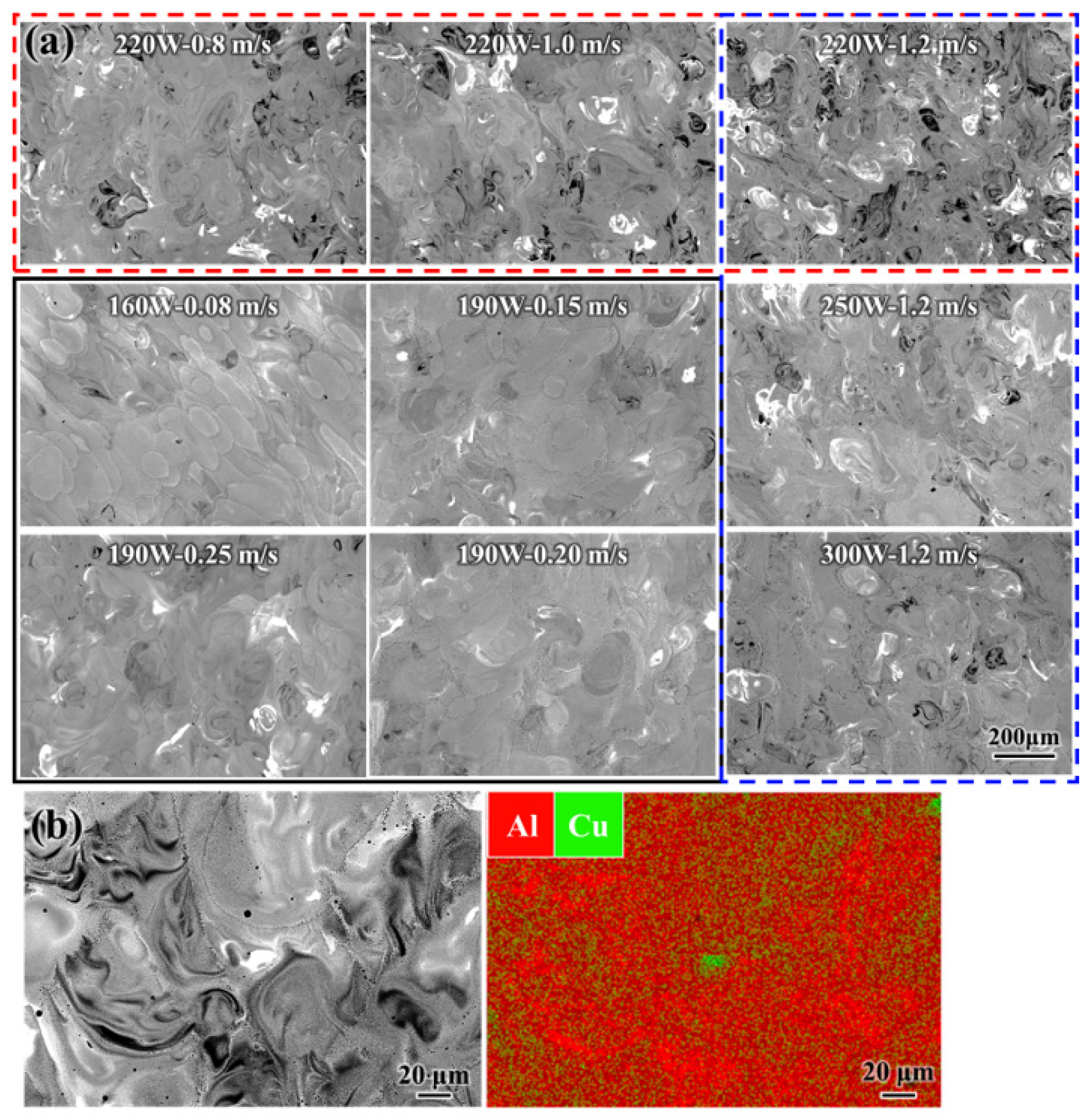
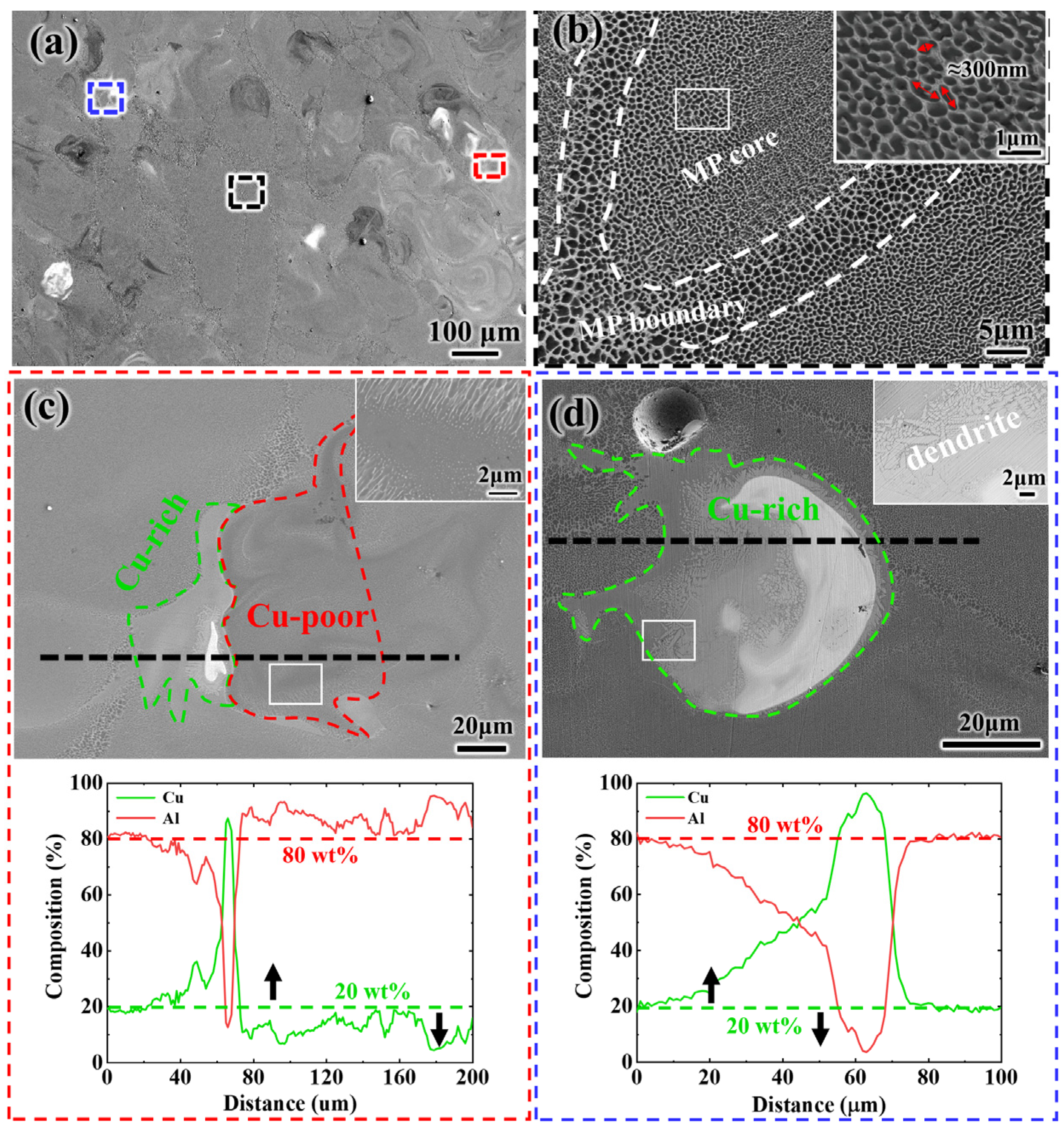
3.1. Composition Inhomogeneity of Al20Cu Alloy
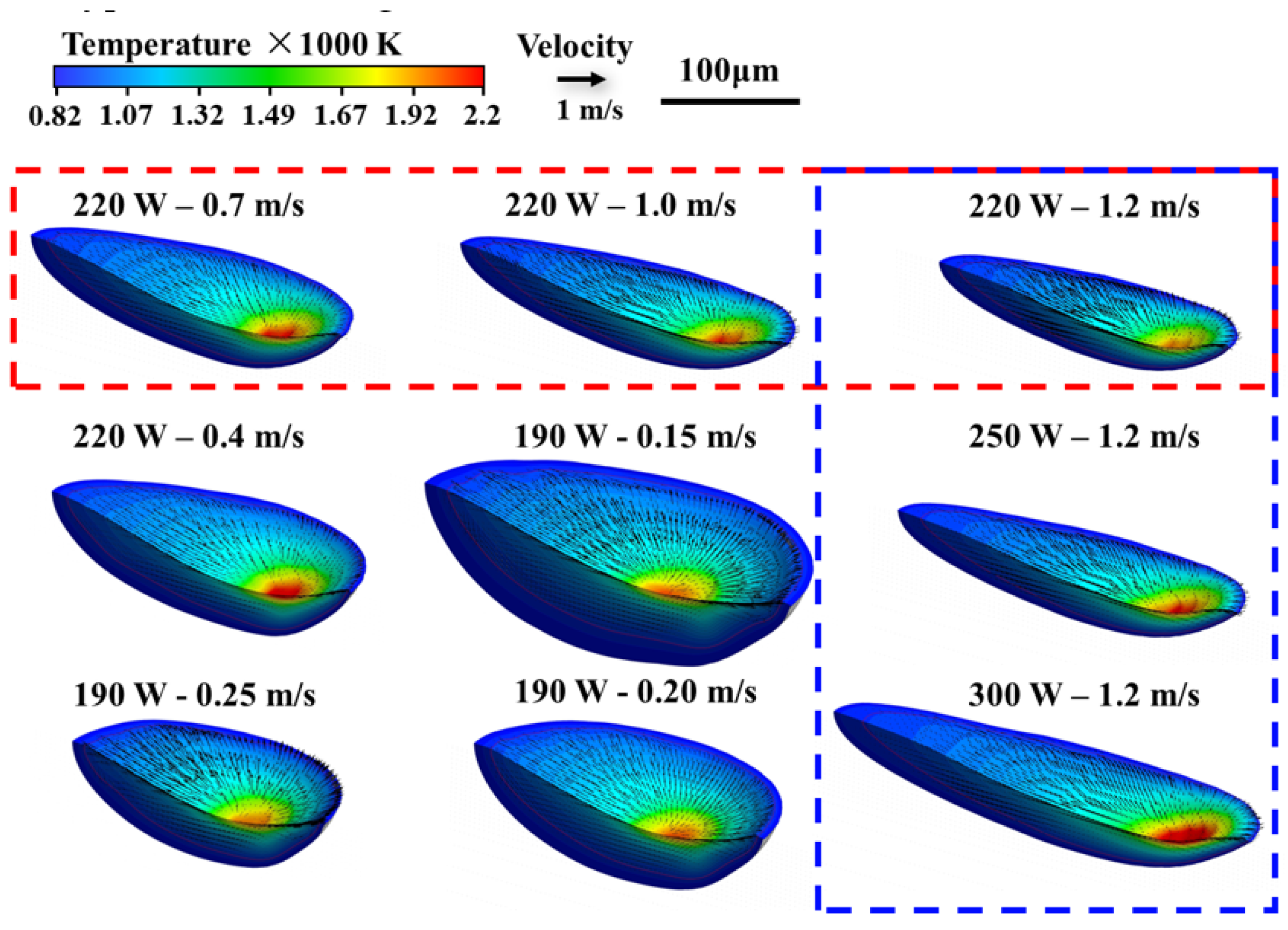
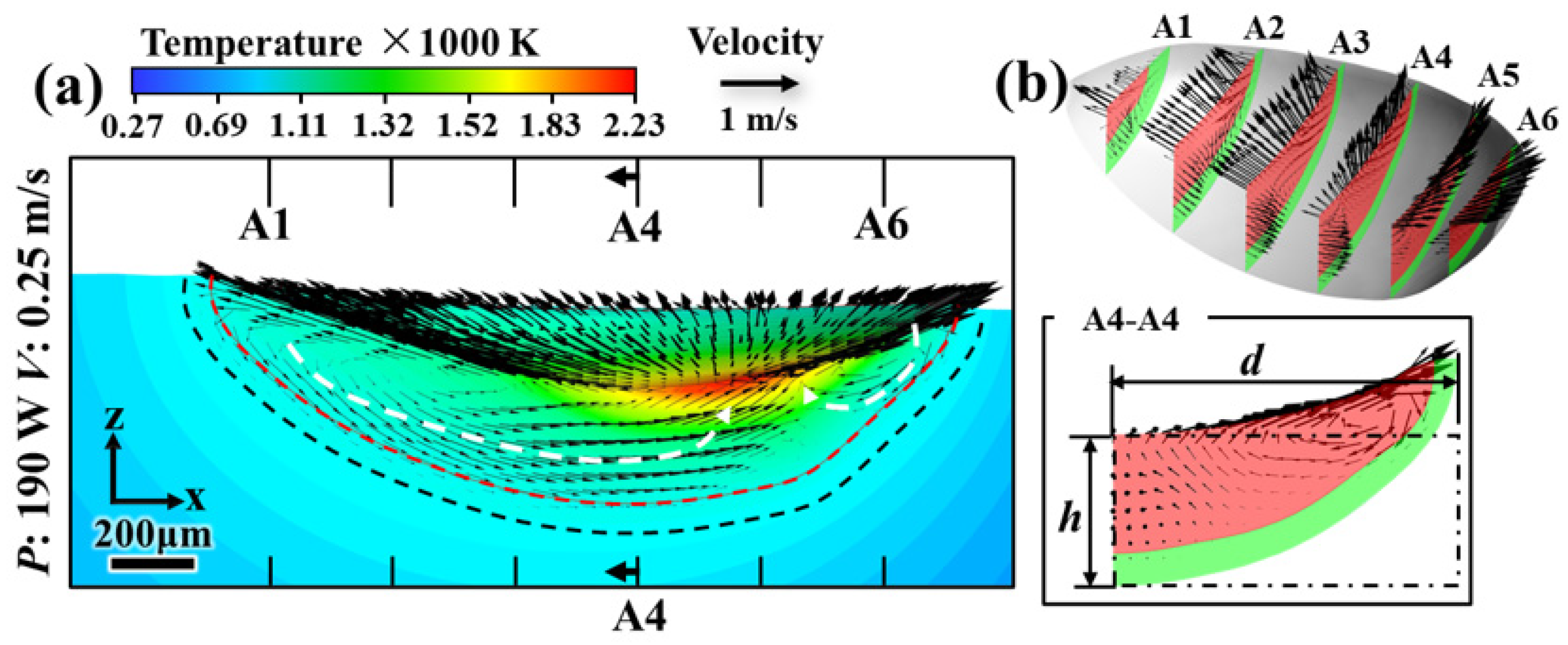
3.2. Characteristics of the Molten Pool under Various Processing Parameters
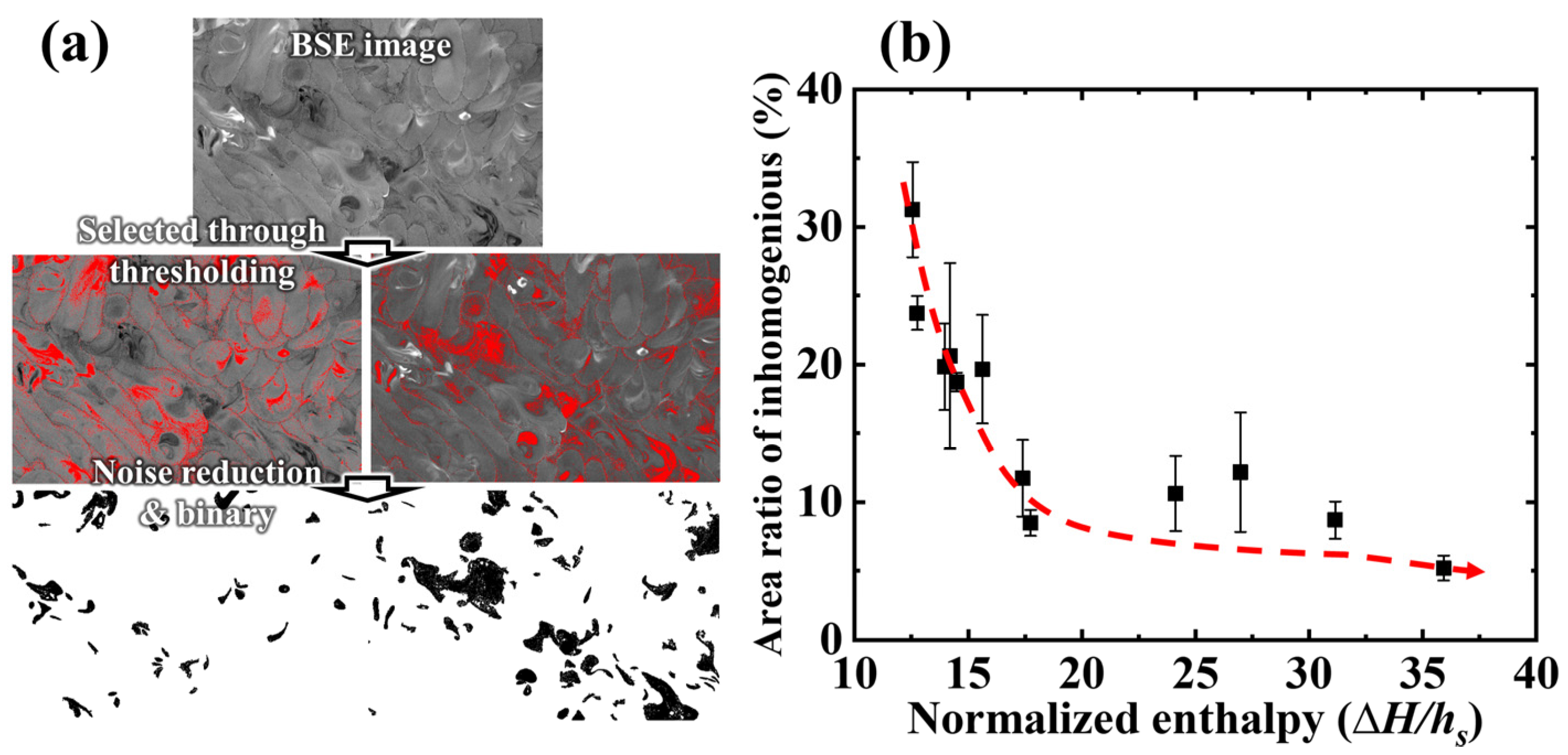
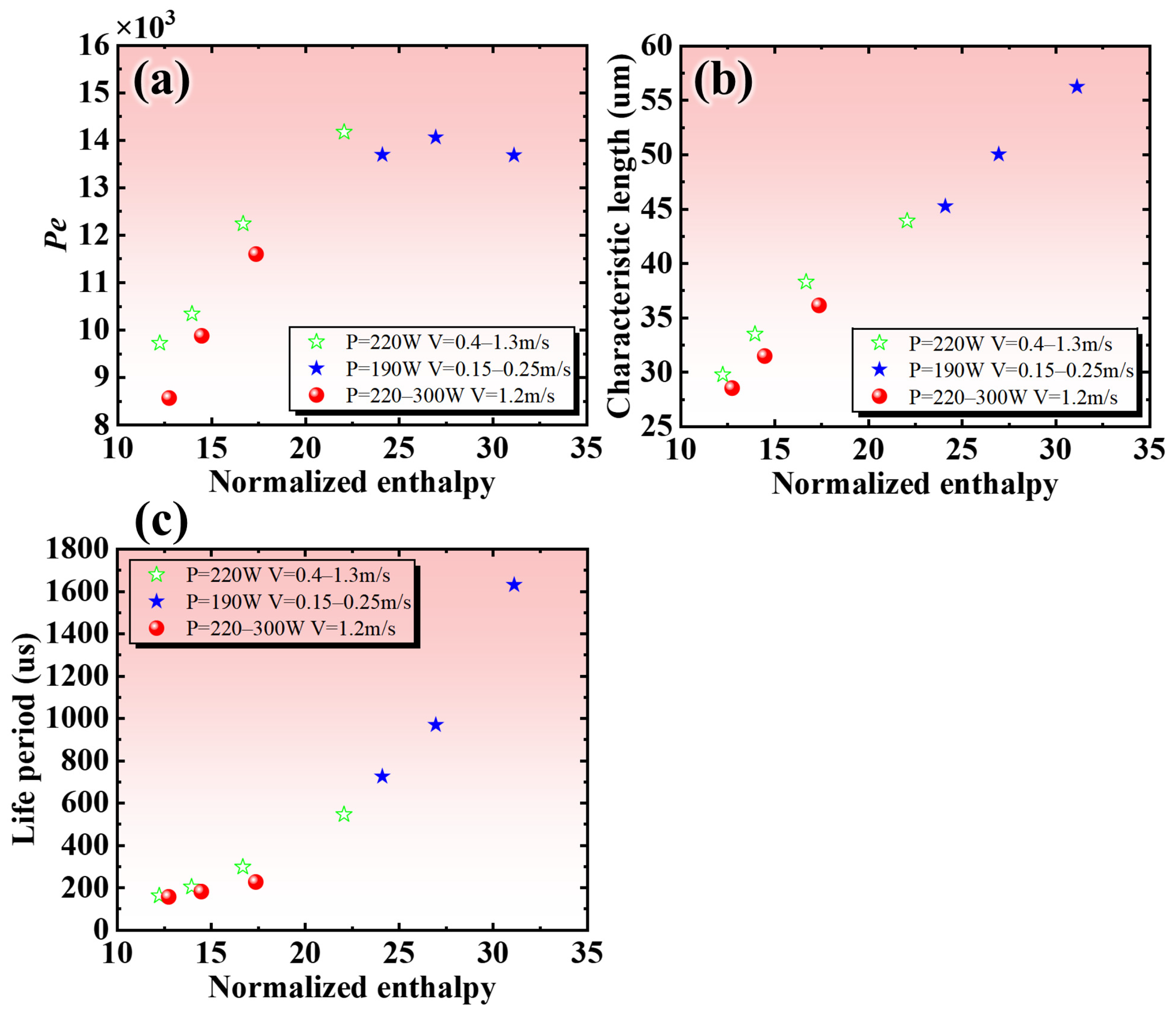
3.3. The Processing Map for Controlling the Composition Inhomogeneity
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sing, S.L.; Huang, S.; Goh, G.D.; Goh, G.L.; Tey, C.F.; Tan, J.H.K.; Yeong, W.Y. Emerging Metallic Systems for Additive Manufacturing: In-Situ Alloying and Multi-Metal Processing in Laser Powder Bed Fusion. Prog. Mater. Sci. 2021, 119, 100795. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I. Titanium Alloys Manufactured by In Situ Alloying During Laser Powder Bed Fusion. Jom 2017, 69, 2725–2730. [Google Scholar] [CrossRef]
- Bosio, F.; Manfredi, D.; Lombardi, M. Homogenization of an Al Alloy Processed by Laser Powder Bed Fusion In-Situ Alloying. J. Alloys Compd. 2022, 904, 164079. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D Printing of Aluminium Alloys: Additive Manufacturing of Aluminium Alloys Using Selective Laser Melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Bosio, F.; Fino, P.; Manfredi, D.; Lombardi, M. Strengthening Strategies for an Al Alloy Processed by In-Situ Alloying during Laser Powder Bed Fusion. Mater. Des. 2021, 212, 110247. [Google Scholar] [CrossRef]
- Lin, D.; Xu, L.; Li, X.; Jing, H.; Qin, G.; Pang, H.; Minami, F. A Si-Containing FeCoCrNi High-Entropy Alloy with High Strength and Ductility Synthesized in Situ via Selective Laser Melting. Addit. Manuf. 2020, 35, 101340. [Google Scholar] [CrossRef]
- Großwendt, F.; Röttger, A.; Strauch, A.; Chehreh, A.; Uhlenwinkel, V.; Fechte-Heinen, R.; Walther, F.; Weber, S.; Theisen, W. Additive Manufacturing of a Carbon-Martensitic Hot-Work Tool Steel Using a Powder Mixture–Microstructure, Post-Processing, Mechanical Properties. Mater. Sci. Eng. A 2021, 827, 142038. [Google Scholar] [CrossRef]
- Huang, S.; Narayan, R.L.; Tan, J.H.K.; Sing, S.L.; Yeong, W.Y. Resolving the Porosity-Unmelted Inclusion Dilemma during in-Situ Alloying of Ti34Nb via Laser Powder Bed Fusion. Acta Mater. 2021, 204, 116522. [Google Scholar] [CrossRef]
- Martinez, R.; Todd, I.; Mumtaz, K. In Situ Alloying of Elemental Al-Cu12 Feedstock Using Selective Laser Melting. Virtual Phys. Prototyp. 2019, 14, 242–252. [Google Scholar] [CrossRef]
- Zhang, T.; Huang, Z.; Yang, T.; Kong, H.; Luan, J.; Wang, A.; Wang, D.; Kuo, W.; Wang, Y.; Liu, C.-T. In Situ Design of Advanced Titanium Alloy with Concentration Modulations by Additive Manufacturing. Science 2021, 374, 478–482. [Google Scholar] [CrossRef]
- Zafari, A.; Lui, E.W.; Jin, S.; Li, M.; Molla, T.T.; Sha, G.; Xia, K. Hybridisation of Microstructures from Three Classes of Titanium Alloys. Mater. Sci. Eng. A 2020, 788, 139572. [Google Scholar] [CrossRef]
- Zafari, A.; Xia, K. Superior Titanium from Hybridised Microstructures–A New Strategy for Future Alloys. Scr. Mater. 2019, 173, 61–65. [Google Scholar] [CrossRef]
- Zafari, A.; Chandran, P.; Xia, K. Superior Tensile Properties in Additively Manufactured Ti Alloys. Aust. J. Mech. Eng. 2021, 19, 602–608. [Google Scholar] [CrossRef]
- Huang, W.; Wang, H.; Rinker, T.; Tan, W. Investigation of Metal Mixing in Laser Keyhole Welding of Dissimilar Metals. Mater. Des. 2020, 195, 109056. [Google Scholar] [CrossRef]
- Guo, Q.; Zhao, C.; Qu, M.; Xiong, L.; Hojjatzadeh, S.M.H.; Escano, L.I.; Parab, N.D.; Fezzaa, K.; Sun, T.; Chen, L. In-Situ Full-Field Mapping of Melt Flow Dynamics in Laser Metal Additive Manufacturing. Addit. Manuf. 2020, 31, 100939. [Google Scholar] [CrossRef]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A.D. Keyhole Threshold and Morphology in Laser Melting Revealed by Ultrahigh-Speed x-Ray Imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef]
- Chen, P.; Yao, X.; Attallah, M.M.; Yan, M. In-Situ Alloyed CoCrFeMnNi High Entropy Alloy: Microstructural Development in Laser Powder Bed Fusion. J. Mater. Sci. Technol. 2022, 123, 123–135. [Google Scholar] [CrossRef]
- Gan, Z.; Kafka, O.L.; Parab, N.; Zhao, C.; Fang, L.; Heinonen, O.; Sun, T.; Liu, W.K. Universal Scaling Laws of Keyhole Stability and Porosity in 3D Printing of Metals. Nat. Commun. 2021, 12, 1–8. [Google Scholar] [CrossRef]
- Skelton, J.M.; Sullivan, E.J.; Fitz-Gerald, J.M.; Floro, J.A. Efficacy of Elemental Mixing of in Situ Alloyed Al-33wt%Cu during Laser Powder Bed Fusion. J. Mater. Process. Technol. 2022, 299, 117379. [Google Scholar] [CrossRef]
- Simonelli, M.; Aboulkhair, N.T.; Cohen, P.; Murray, J.W.; Clare, A.T.; Tuck, C.; Hague, R.J.M. A Comparison of Ti-6Al-4V in-Situ Alloying in Selective Laser Melting Using Simply-Mixed and Satellited Powder Blend Feedstocks. Mater. Charact. 2018, 143, 118–126. [Google Scholar] [CrossRef]
- Wang, P.; Deng, L.; Prashanth, K.G.; Pauly, S.; Eckert, J.; Scudino, S. Microstructure and Mechanical Properties of Al-Cu Alloys Fabricated by Selective Laser Melting of Powder Mixtures. J. Alloys Compd. 2018, 735, 2263–2266. [Google Scholar] [CrossRef]
- Martin, A.; San Sebastian, M.; Gil, E.; Wang, C.Y.; Milenkovic, S.; Pérez-Prado, M.T.; Cepeda-Jiménez, C.M. Effect of the Heat Treatment on the Microstructure and Hardness Evolution of a AlSi10MgCu Alloy Designed for Laser Powder Bed Fusion. Mater. Sci. Eng. A 2021, 819, 141487. [Google Scholar] [CrossRef]
- Tan, Q.; Liu, Y.; Fan, Z.; Zhang, J.; Yin, Y.; Zhang, M.X. Effect of Processing Parameters on the Densification of an Additively Manufactured 2024 Al Alloy. J. Mater. Sci. Technol. 2020, 58, 34–45. [Google Scholar] [CrossRef]
- Gill, S.C.; Kurz, W. Rapidly Solidified AlCu Alloys-I. Experimental Determination of the Microstructure Selection Map. Acta Metall. Mater. 1993, 41, 3563–3573. [Google Scholar] [CrossRef]
- Li, G.; Li, X.; Guo, C.; Zhou, Y.; Tan, Q.; Qu, W.; Li, X.; Hu, X.; Zhang, M.X.; Zhu, Q. Investigation into the Effect of Energy Density on Densification, Surface Roughness and Loss of Alloying Elements of 7075 Aluminium Alloy Processed by Laser Powder Bed Fusion. Opt. Laser Technol. 2022, 147, 107621. [Google Scholar] [CrossRef]
- Aucott, L.; Dong, H.; Mirihanage, W.; Atwood, R.; Kidess, A.; Gao, S.; Wen, S.; Marsden, J.; Feng, S.; Tong, M.; et al. Revealing Internal Flow Behaviour in Arc Welding and Additive Manufacturing of Metals. Nat. Commun. 2018, 9, 1–7. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser Powder-Bed Fusion Additive Manufacturing: Physics of Complex Melt Flow and Formation Mechanisms of Pores, Spatter, and Denudation Zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Tseng, C.C.; Li, C.J. Numerical Investigation of Interfacial Dynamics for the Melt Pool of Ti-6Al-4V Powders under a Selective Laser. Int. J. Heat Mass Transf. 2019, 134, 906–919. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, Y.; Yan, W. Evaporation Model for Keyhole Dynamics during Additive Manufacturing of Metal. Phys. Rev. Appl. 2020, 14, 1. [Google Scholar] [CrossRef]
- Brackbill, J.U.; Kothe, D.B.; Zemach, C. A Continuum Method for Modeling Surface Tension. J. Comput. Phys. 1992, 100, 335–354. [Google Scholar] [CrossRef]
- Sun, Z.; Chueh, Y.H.; Li, L. Multiphase Mesoscopic Simulation of Multiple and Functionally Gradient Materials Laser Powder Bed Fusion Additive Manufacturing Processes. Addit. Manuf. 2020, 35, 101448. [Google Scholar] [CrossRef]
- Brent, A.D.; Voller, V.R.; Reid, K.J. Enthalpy-Porosity Technique for Modeling Convection-Diffusion Phase Change: Application to the Melting of a Pure Metal. Numer. Heat Transf. 1988, 13, 297–318. [Google Scholar] [CrossRef]
- Chen, S.; Zhao, Y.; Tian, S.; Gu, Y.; Zhan, X. Study on Keyhole Coupling and Melt Flow Dynamic Behaviors Simulation of 2219 Aluminum Alloy T-Joint during the Dual Laser Beam Bilateral Synchronous Welding. J. Manuf. Process. 2020, 60, 200–212. [Google Scholar] [CrossRef]
- Rubenchik, A.M.; King, W.E.; Wu, S.S. Scaling Laws for the Additive Manufacturing. J. Mater. Process. Technol. 2018, 257, 234–243. [Google Scholar] [CrossRef]
- Hann, D.B.; Iammi, J.; Folkes, J. A Simple Methodology for Predicting Laser-Weld Properties from Material and Laser Parameters. J. Phys. D. Appl. Phys. 2011, 44, 445401. [Google Scholar] [CrossRef]
- Metelkova, J.; Kinds, Y.; Kempen, K.; de Formanoir, C.; Witvrouw, A.; Van Hooreweder, B. On the Influence of Laser Defocusing in Selective Laser Melting of 316L. Addit. Manuf. 2018, 23, 161–169. [Google Scholar] [CrossRef]
- Delahaye, J.; Habraken, A.M.; Mertens, A. Influence of Si precipitates on fracture mechanisms of AlSi10Mg parts processed by Selective Laser Melting. Acta Mater. 2019, 175, 160–170. [Google Scholar] [CrossRef]
- Gan, Z.; Yu, G.; He, X.; Li, S. Numerical Simulation of Thermal Behavior and Multicomponent Mass Transfer in Direct Laser Deposition of Co-Base Alloy on Steel. Int. J. Heat Mass Transf. 2017, 104, 28–38. [Google Scholar] [CrossRef]
- Li, Z.; Yu, G.; He, X.; Tian, C.; Li, S.; Li, H. Probing Thermocapillary Convection and Multisolute Dilution in Laser Welding of Dissimilar Miscible Metals. Int. J. Therm. Sci. 2022, 172, 107242. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Power (W) | Scanning Rate (m/s) | Hatch Distance (μm) | Layer Thickness (μm) |
|---|---|---|---|
| 160 | 0.08 | 70 | 30 |
| 190 | 0.15, 0.2, 0.25 | 70 | 30 |
| 220 | 0.8, 1.0, 1.2 | 70 | 30 |
| 250 | 0.8, 1.2, 1.6 | 70 | 30 |
| 300 | 1.2, 1.8 | 70 | 30 |
| Property | Al20Cu |
|---|---|
| Solid density ρs (kg m−3) | 3140 |
| Liquid density ρl (kg m−3) | 2510 |
| Solidus temperature TS (K) | 821.16 |
| Liquidus temperature TL (K) | 875.7 |
| Solid specific heat cp (J kg−1 K−1) | 850 |
| Liquid specific heat cp (J kg−1 K−1) | 1010 |
| Solid thermal conductivity k (W m−1 K−1) | 135.4 |
| Liquid thermal conductivity k (W m−1 K−1) | 100 |
| Heat transfer coefficient hc (W m−2 K−1) | 100 |
| Radiant emissivity ε | 0.2 |
| Temperature coefficient of surface tension (N m−1 K−1) | −0.00035 |
| Latent heat of fusion Lf (J kg−1) | 3.87 × 105 |
| Latent heat of evaporation Levp (J kg−1) | 9.46 × 106 |
| Vaporization temperature Tevp (K) | 2792.15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Y.; Chen, X.; Zhou, F.; Li, X.; Huang, Y.; Zhu, Q. The Processing Map of Laser Powder Bed Fusion In-Situ Alloying for Controlling the Composition Inhomogeneity of AlCu Alloy. Metals 2023, 13, 97. https://doi.org/10.3390/met13010097
Zhou Y, Chen X, Zhou F, Li X, Huang Y, Zhu Q. The Processing Map of Laser Powder Bed Fusion In-Situ Alloying for Controlling the Composition Inhomogeneity of AlCu Alloy. Metals. 2023; 13(1):97. https://doi.org/10.3390/met13010097
Chicago/Turabian StyleZhou, Yang, Xiaohan Chen, Fan Zhou, Xinggang Li, Yuhe Huang, and Qiang Zhu. 2023. "The Processing Map of Laser Powder Bed Fusion In-Situ Alloying for Controlling the Composition Inhomogeneity of AlCu Alloy" Metals 13, no. 1: 97. https://doi.org/10.3390/met13010097
APA StyleZhou, Y., Chen, X., Zhou, F., Li, X., Huang, Y., & Zhu, Q. (2023). The Processing Map of Laser Powder Bed Fusion In-Situ Alloying for Controlling the Composition Inhomogeneity of AlCu Alloy. Metals, 13(1), 97. https://doi.org/10.3390/met13010097