
Dry Sliding Friction Study of ZrN/CrN Multi-Layer Coatings Characterized by Vibration and Acoustic Emission Signals

 , , , , , , and
, , , , , , and 
Abstract
:1. Introduction
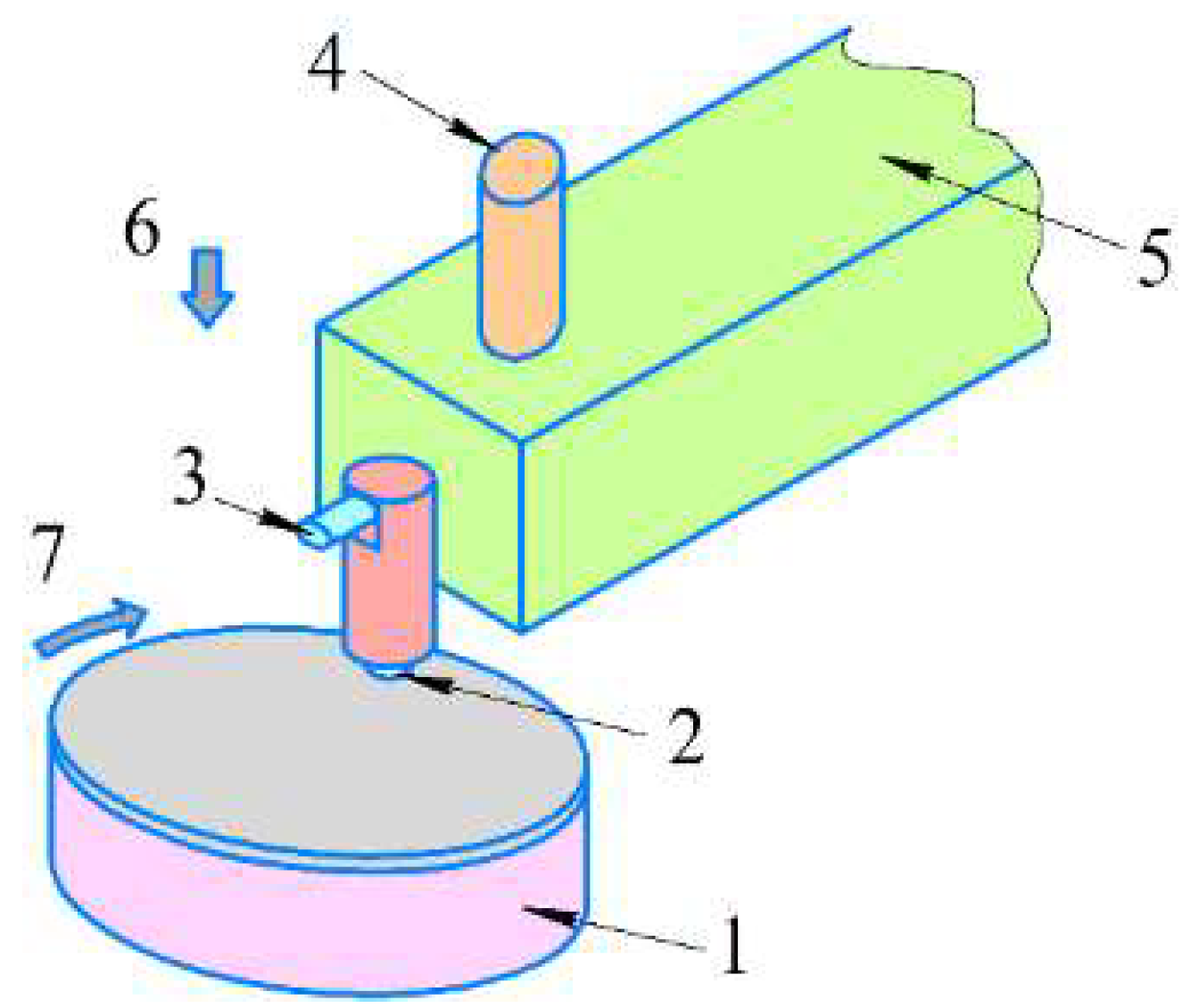
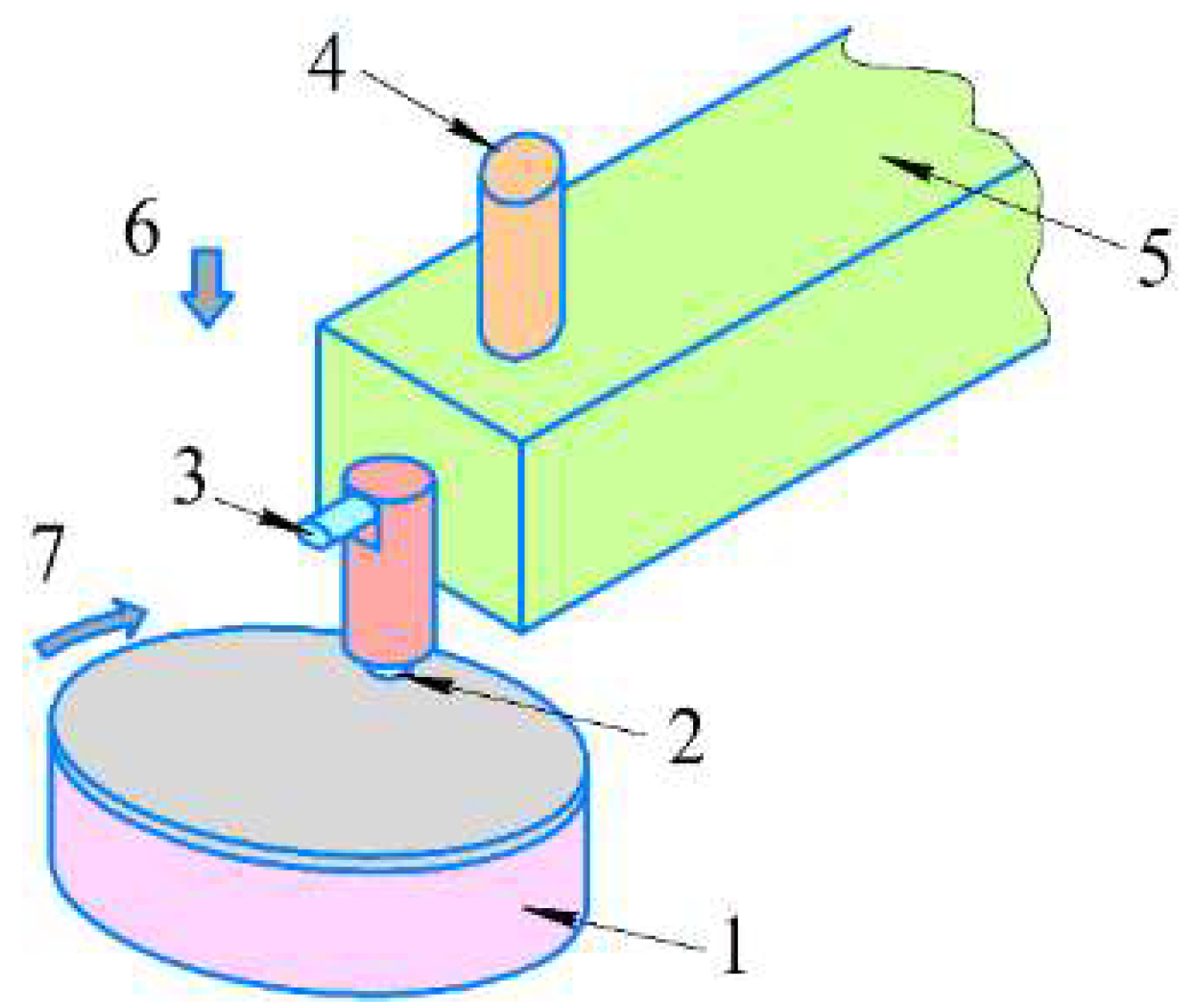
2. Materials and Methods
3. Results
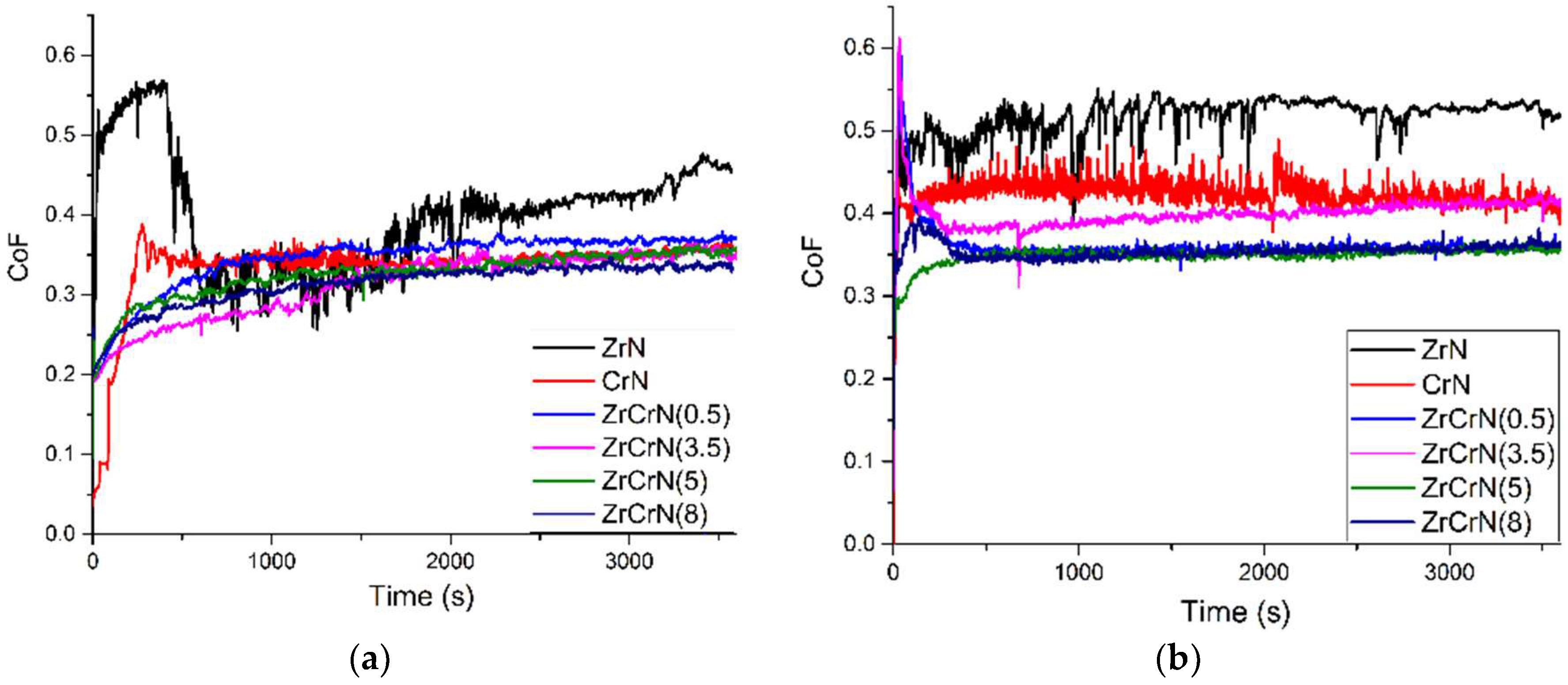
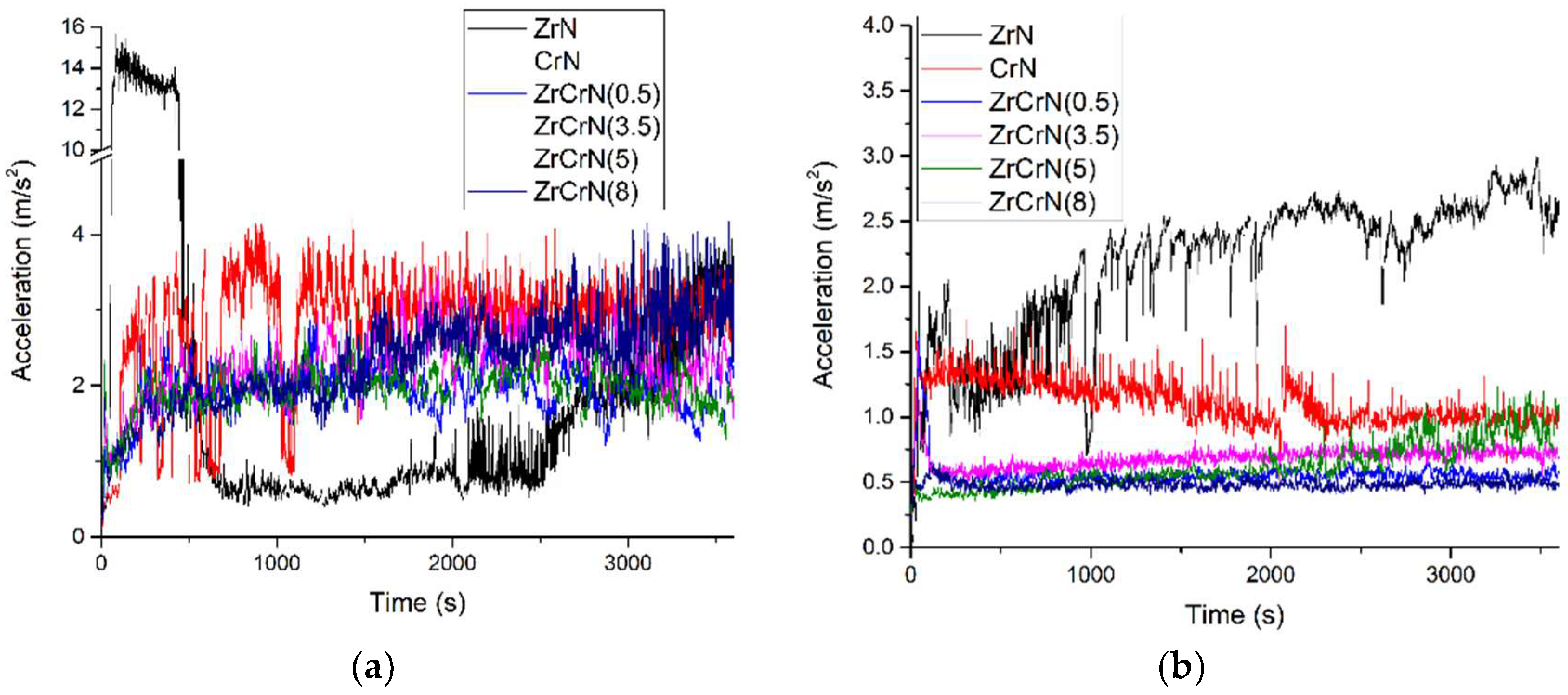
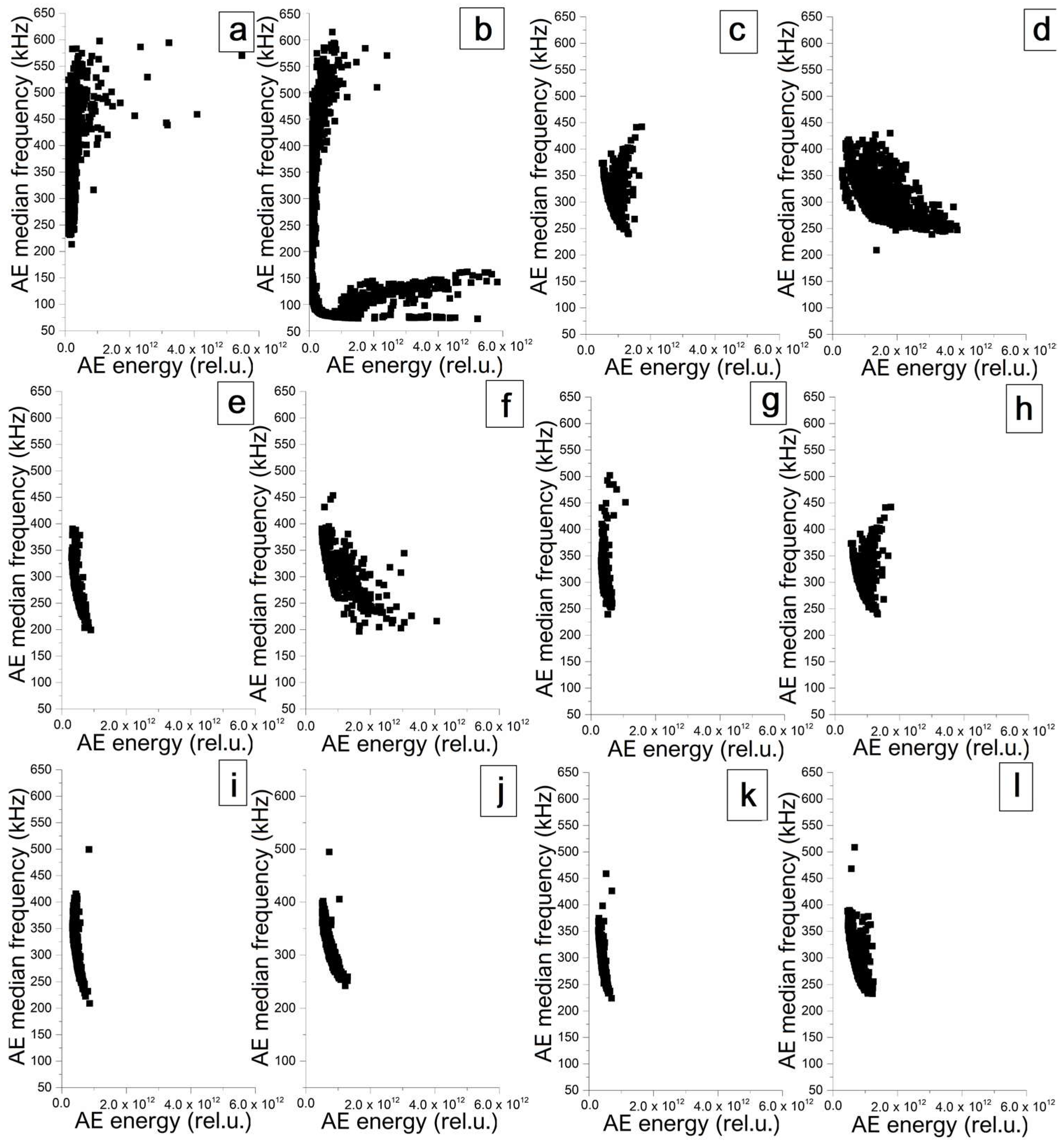
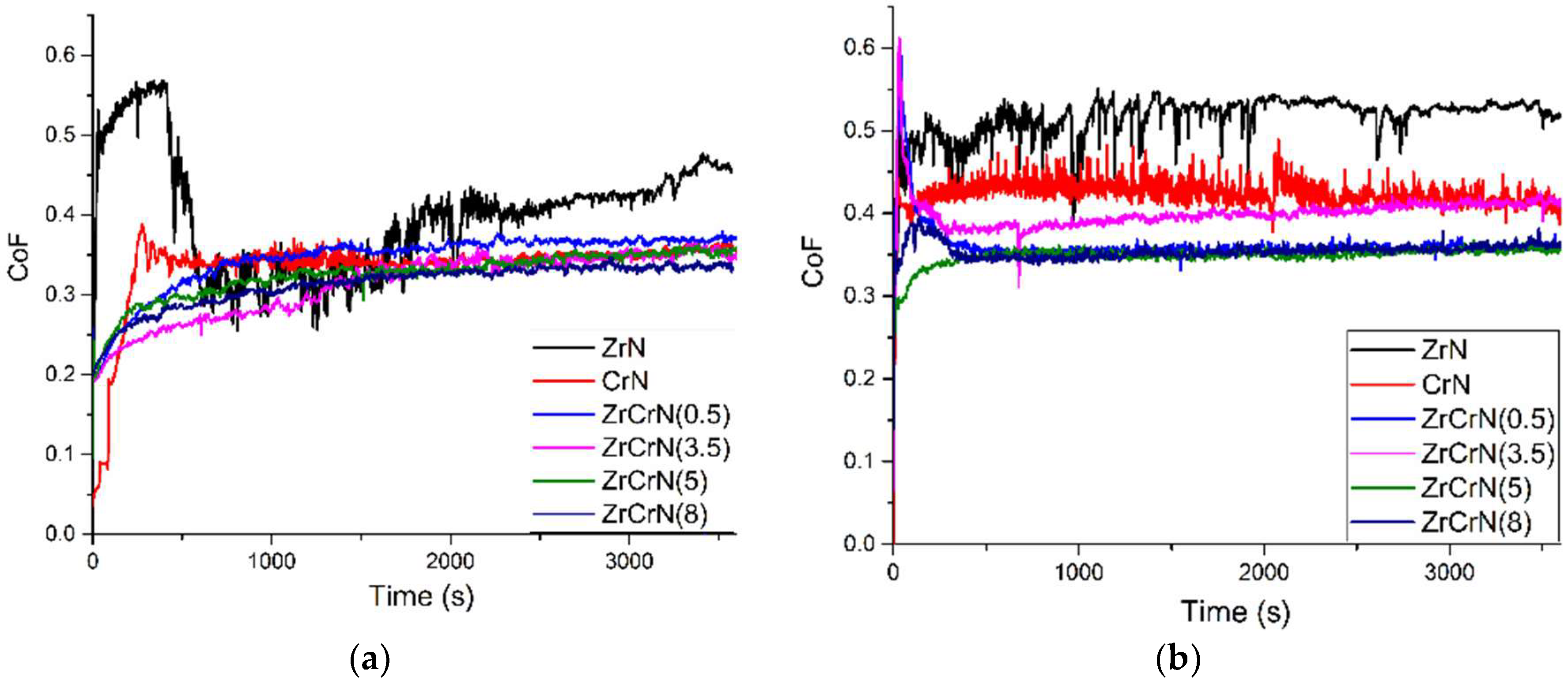
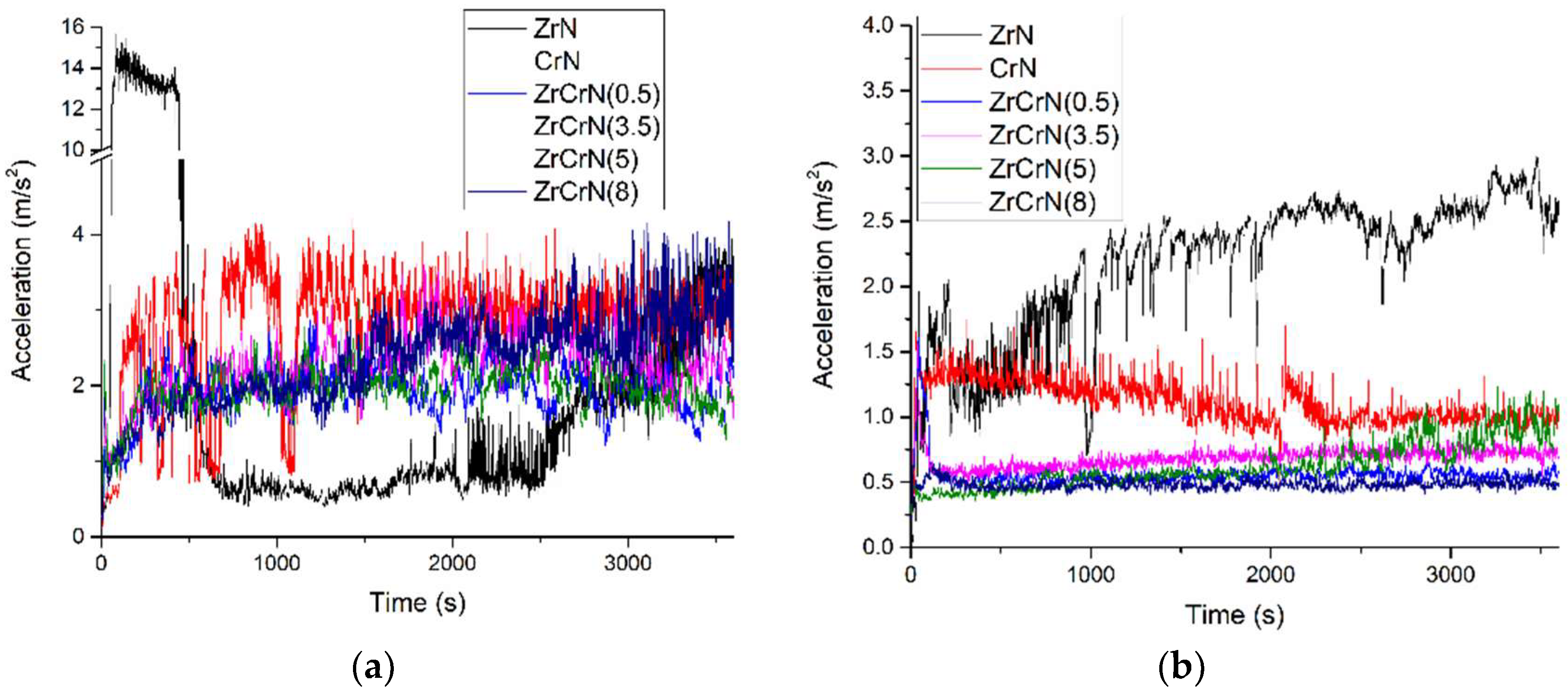
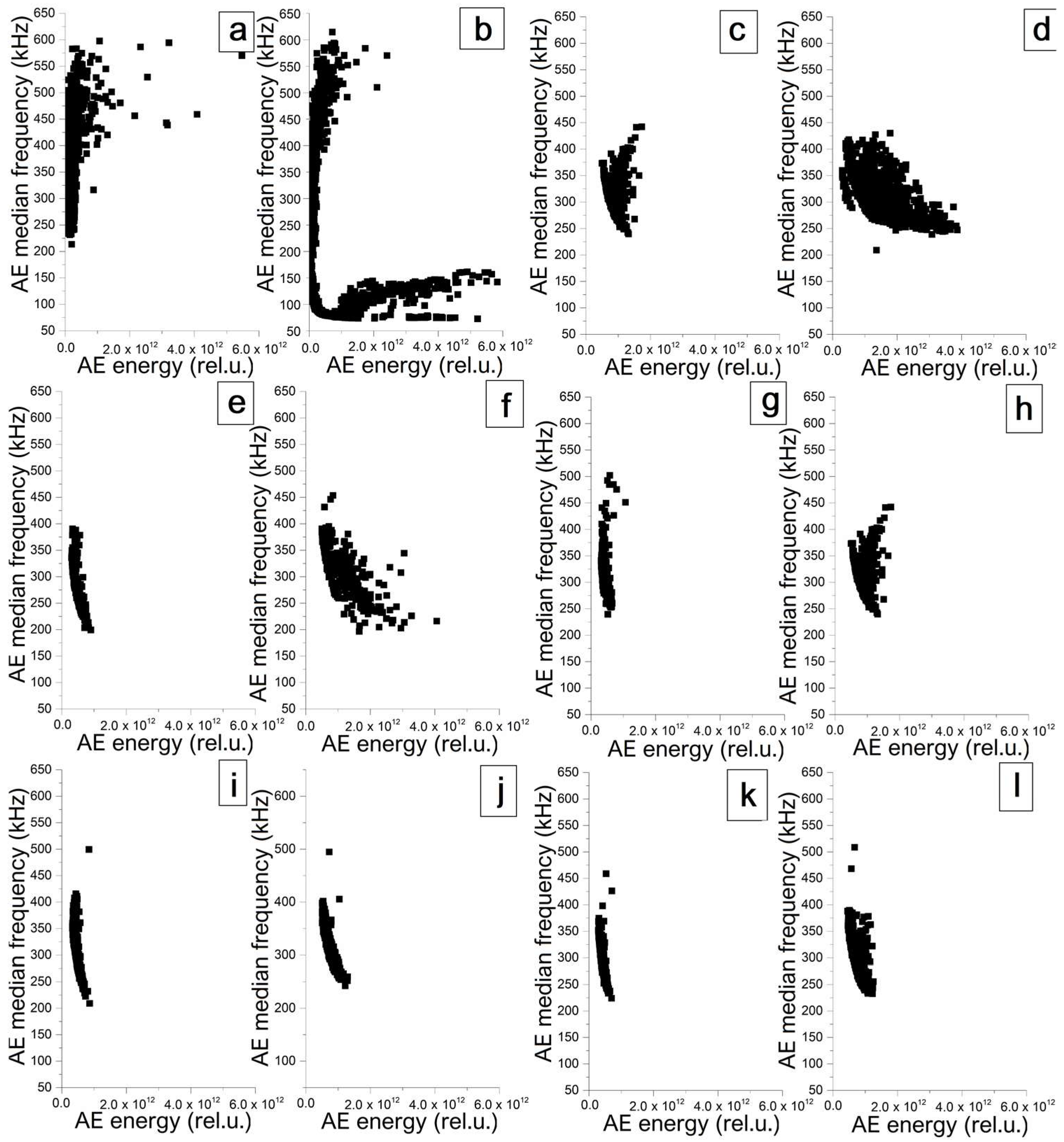
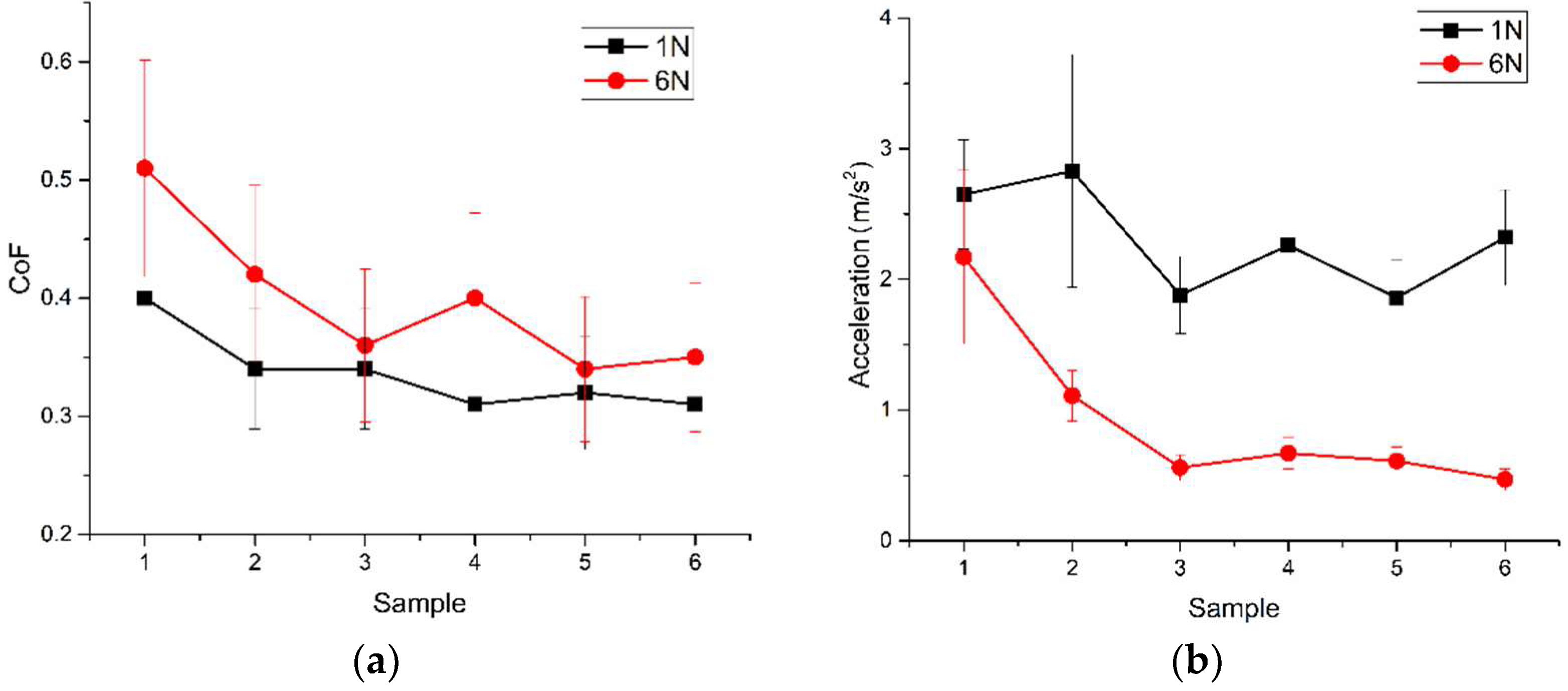
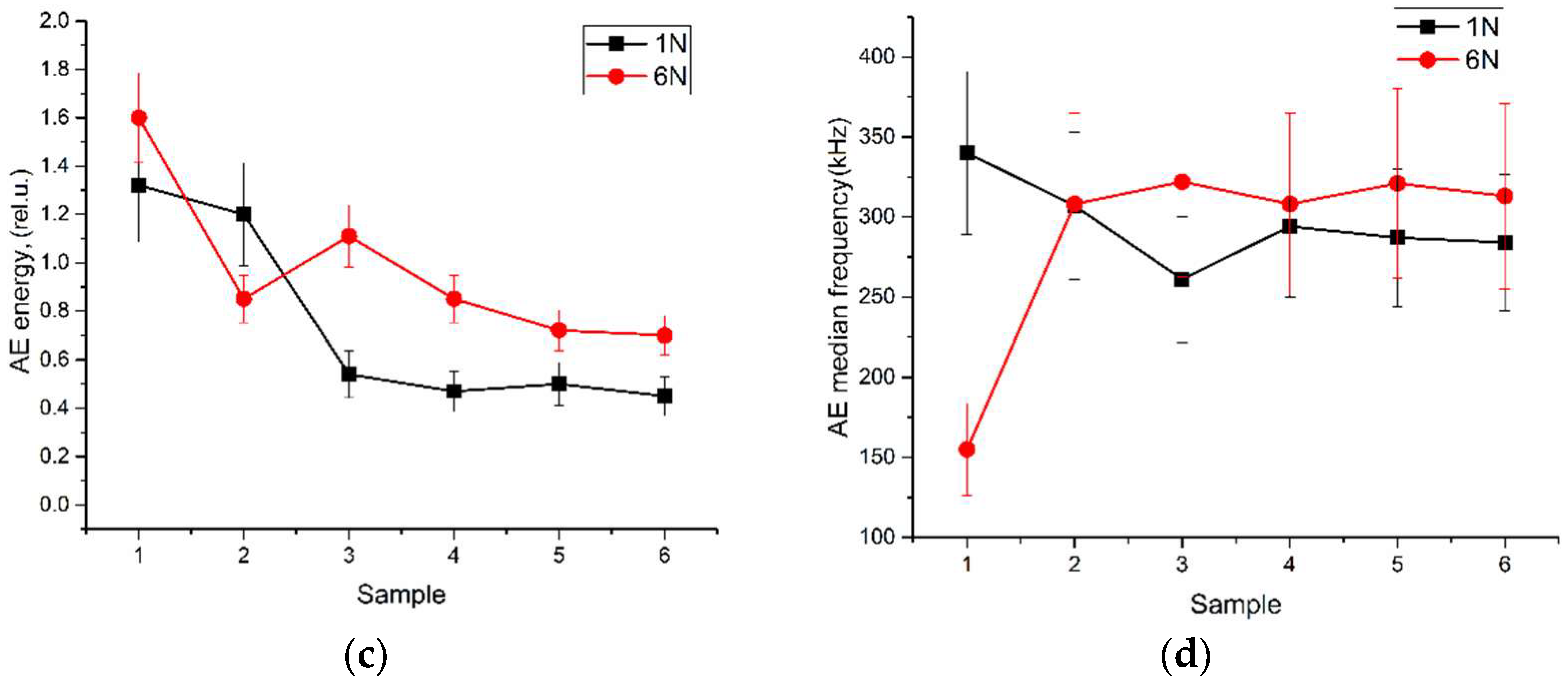
3.1. Coefficient of Friction, Vibration and Acoustic Emission Characterization
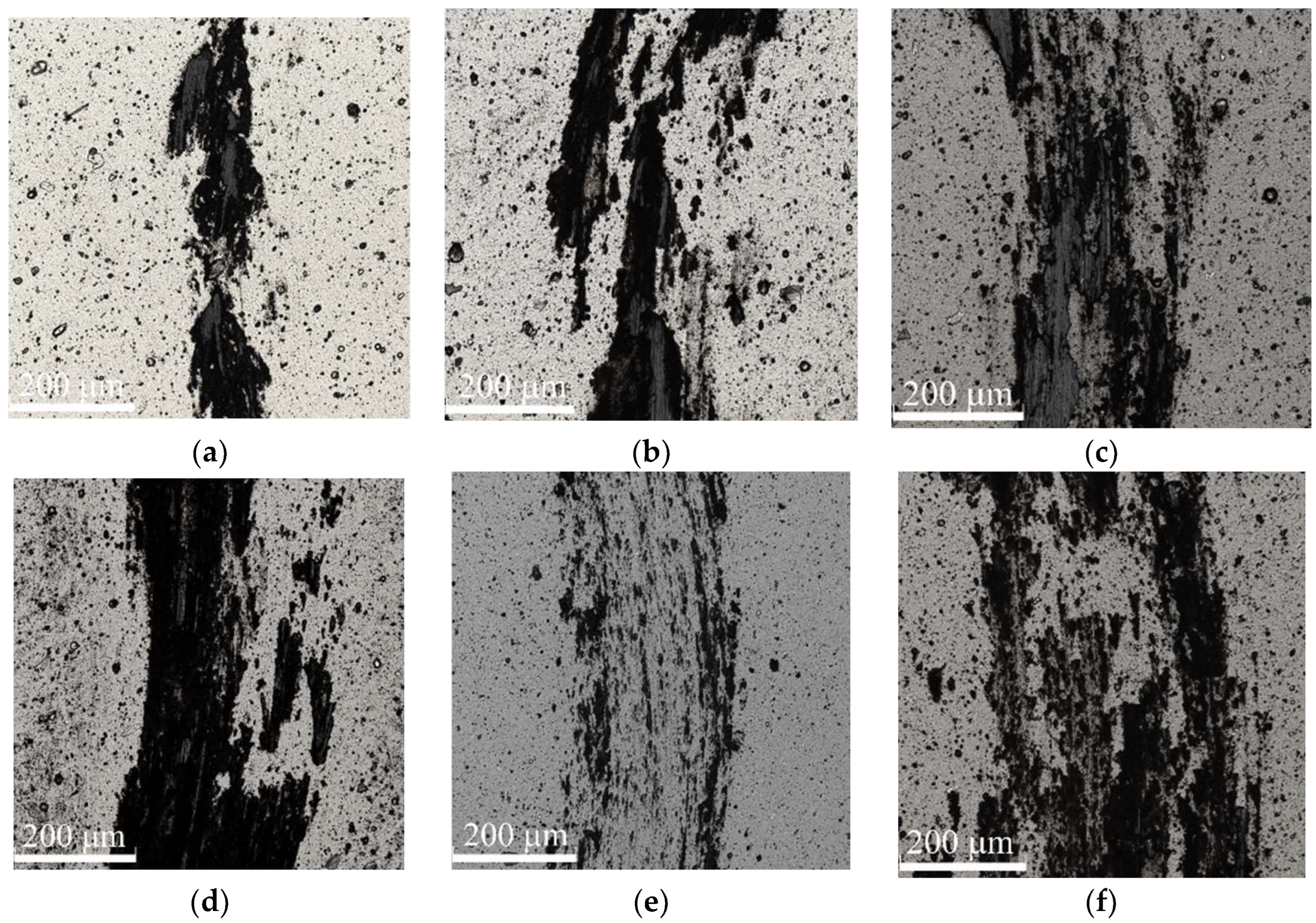
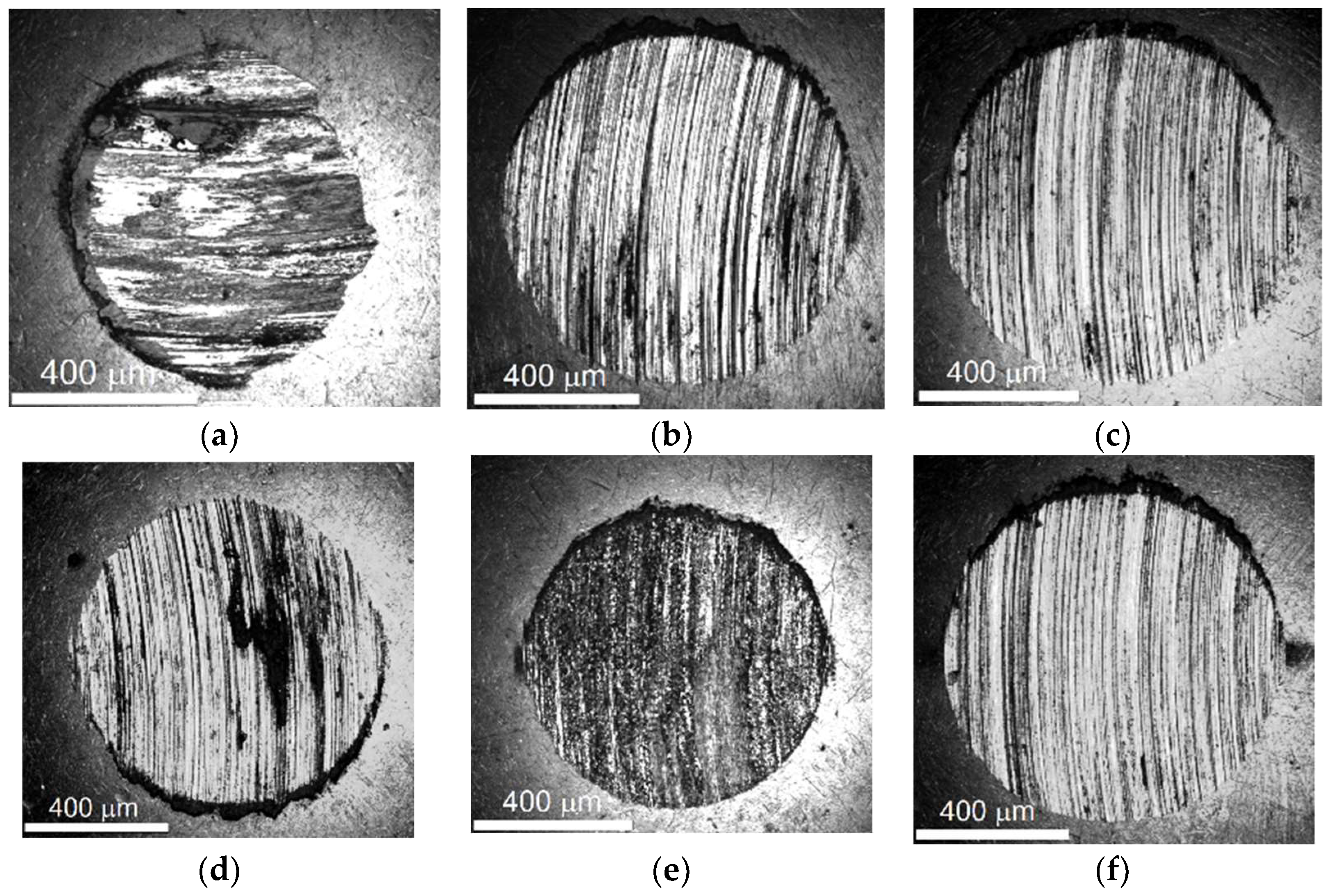
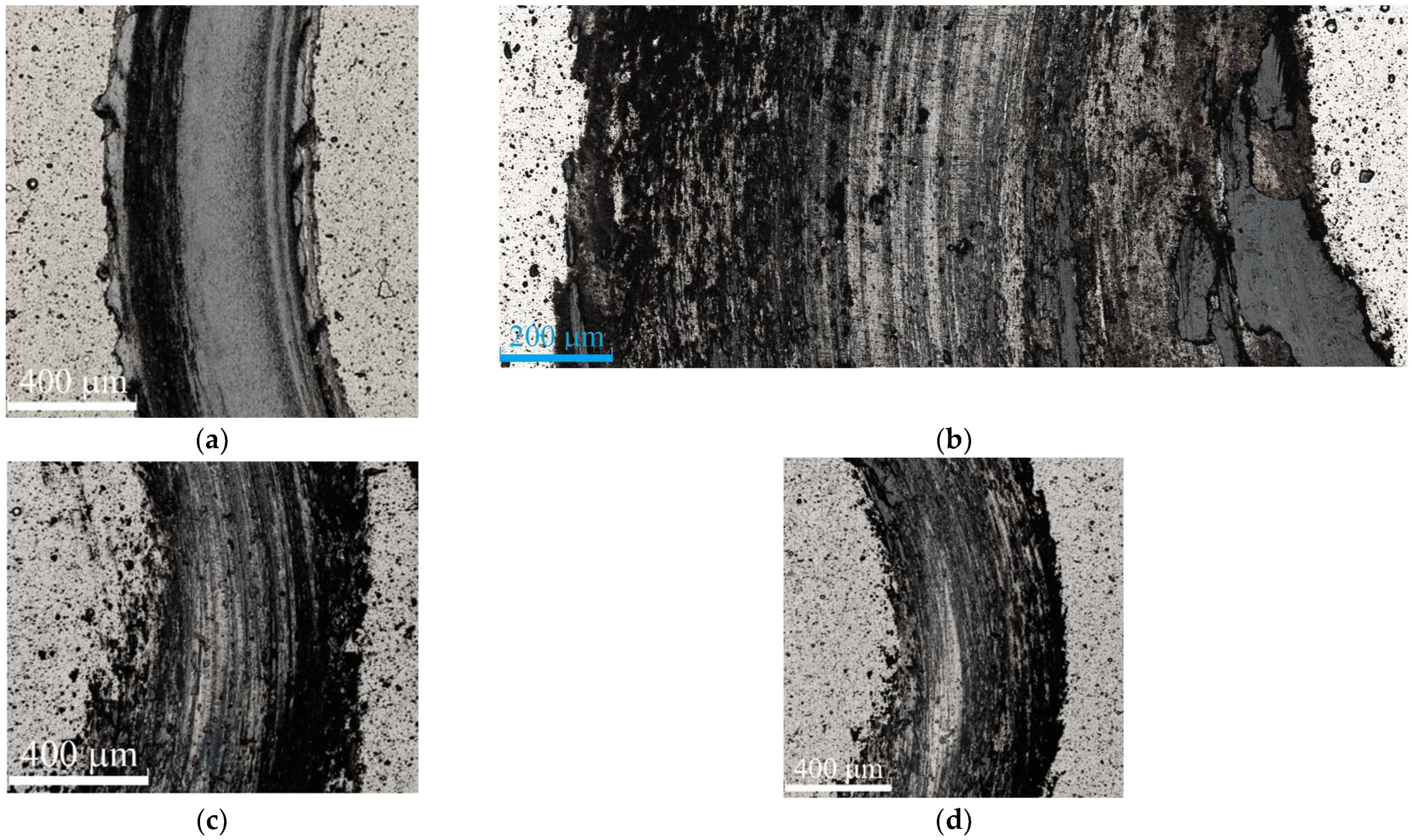
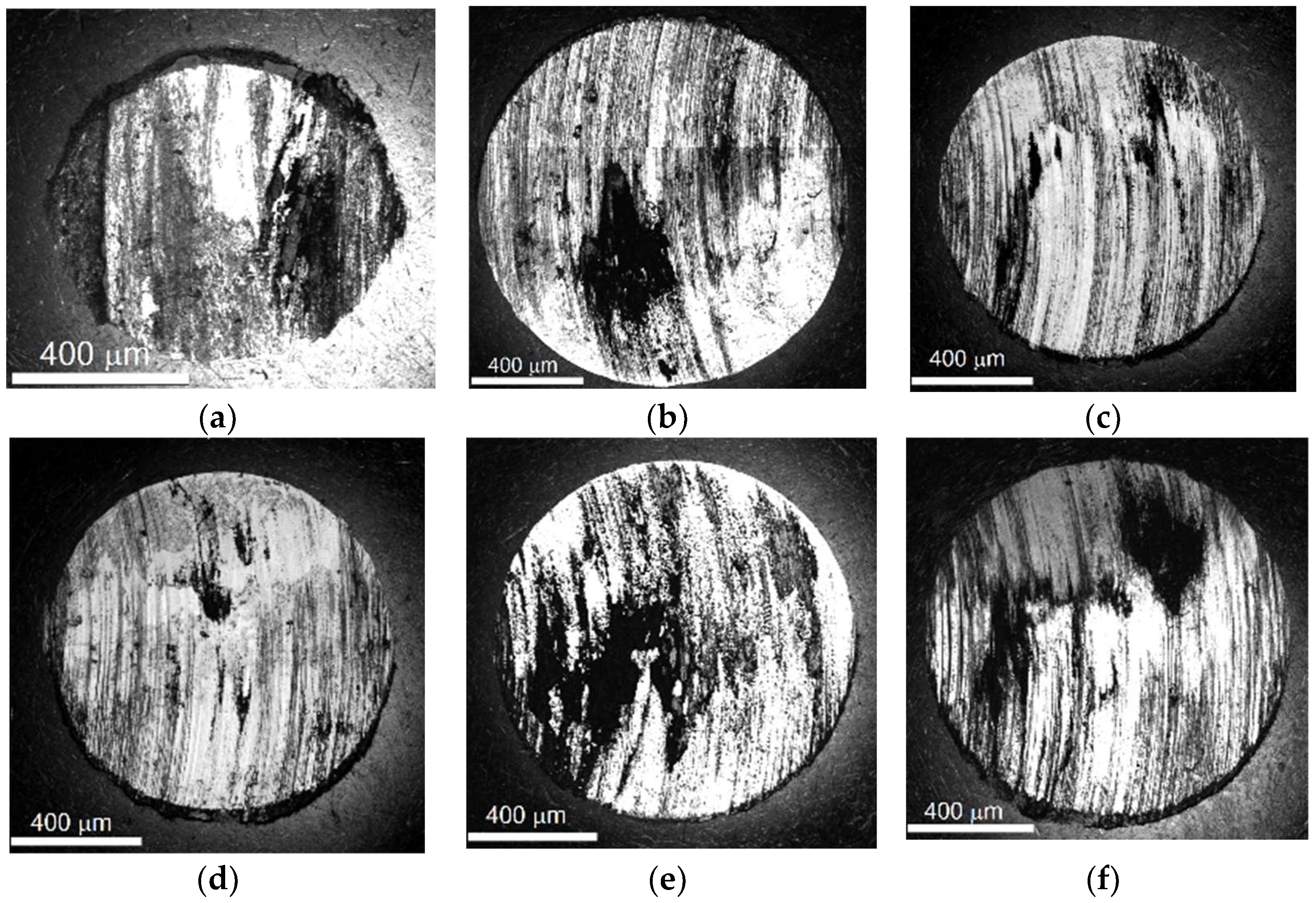
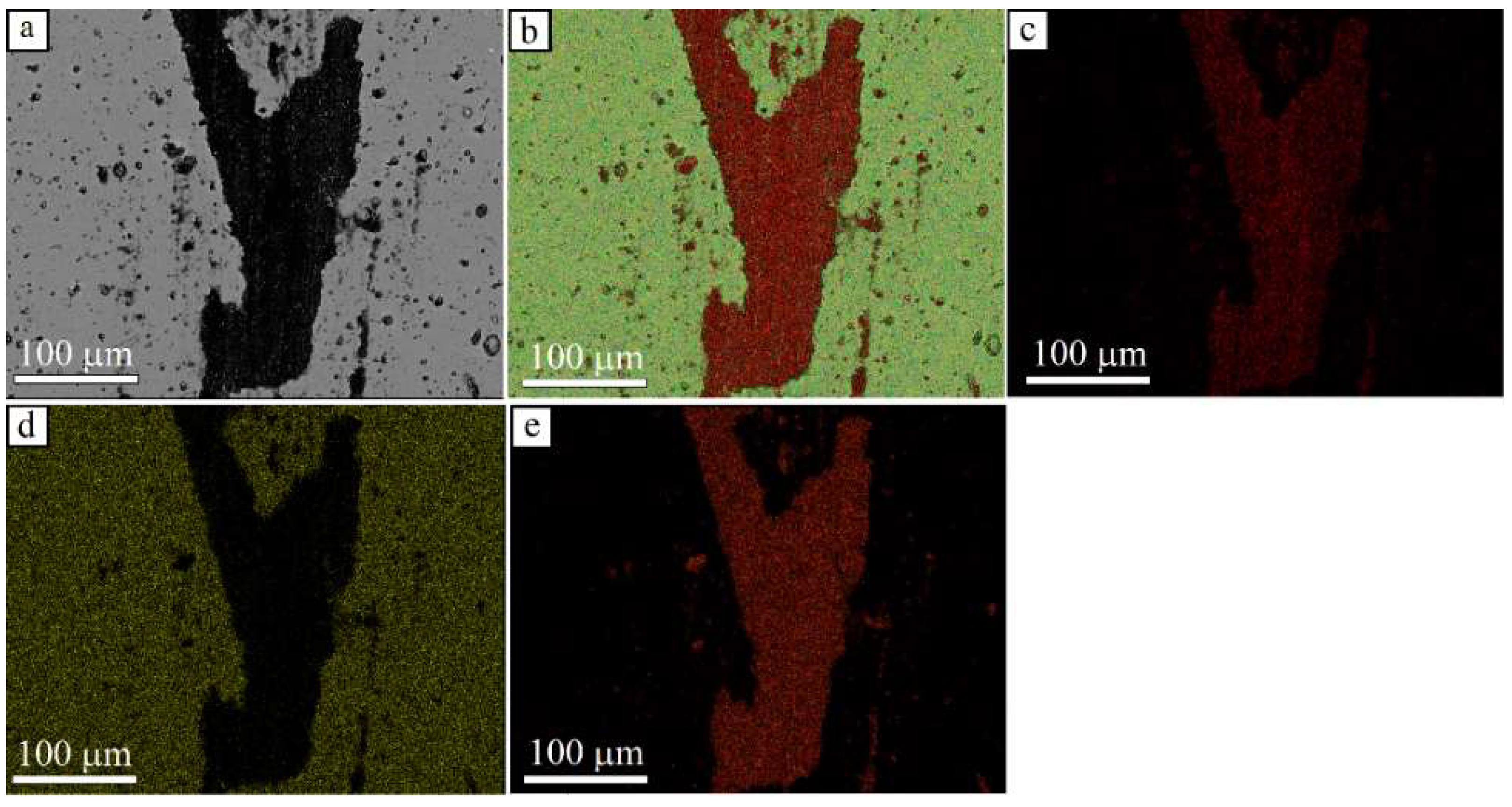
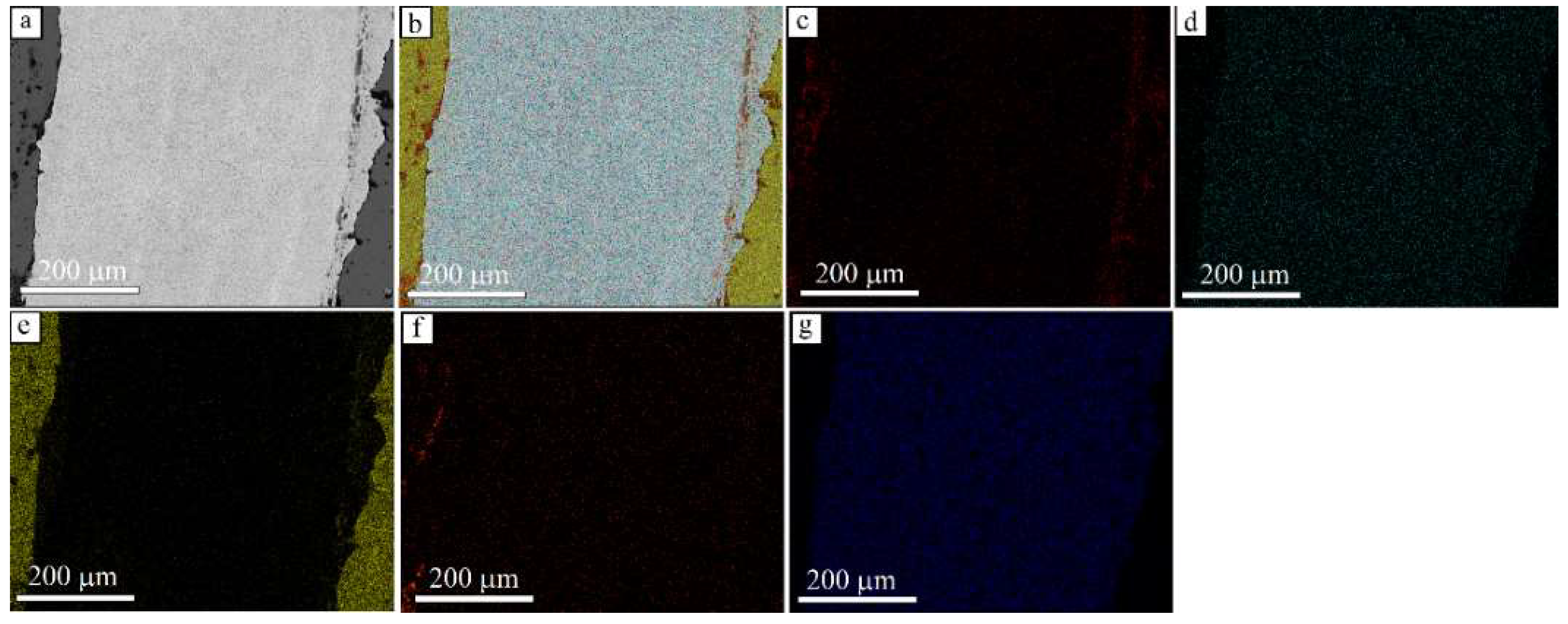
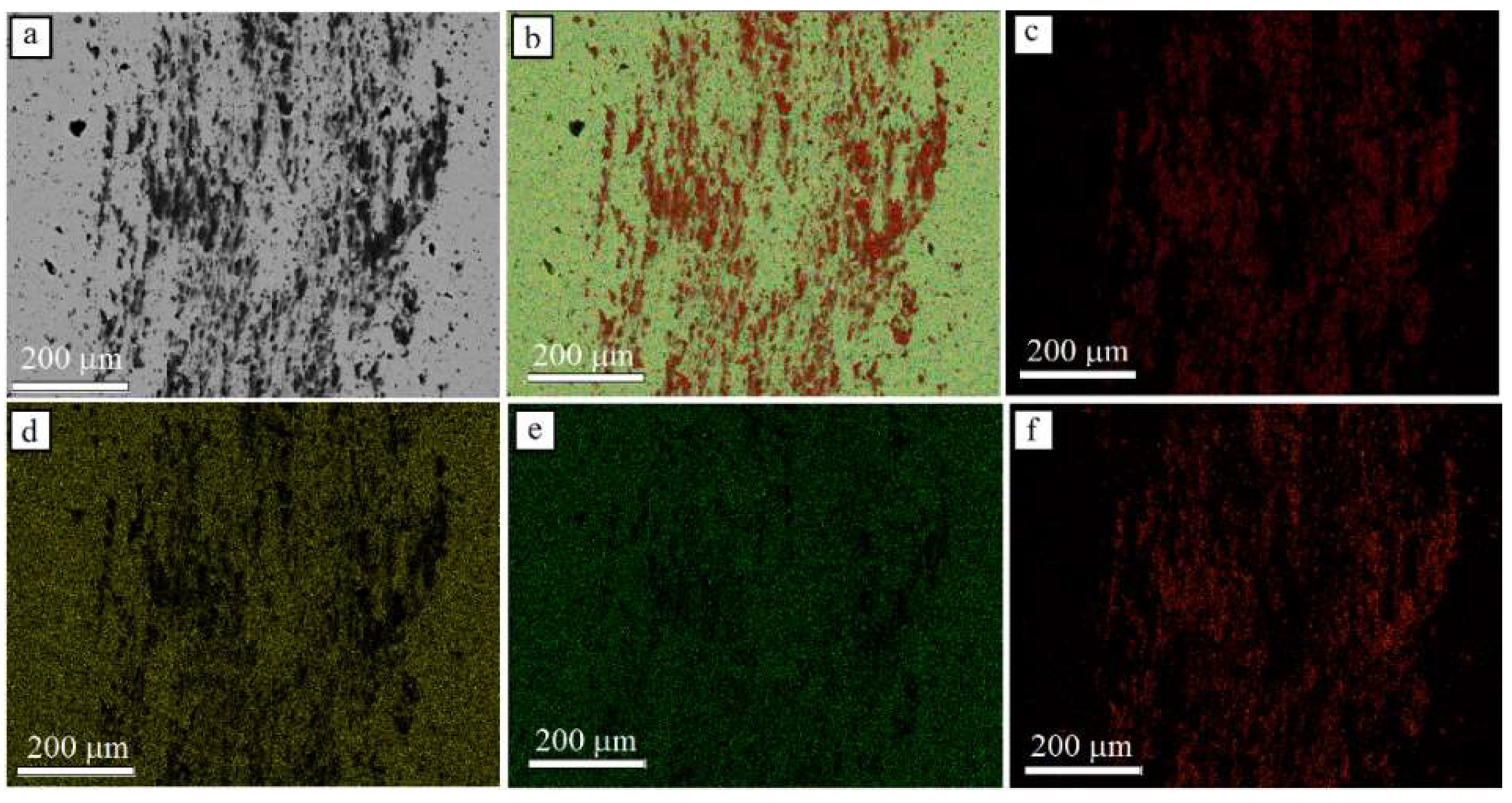
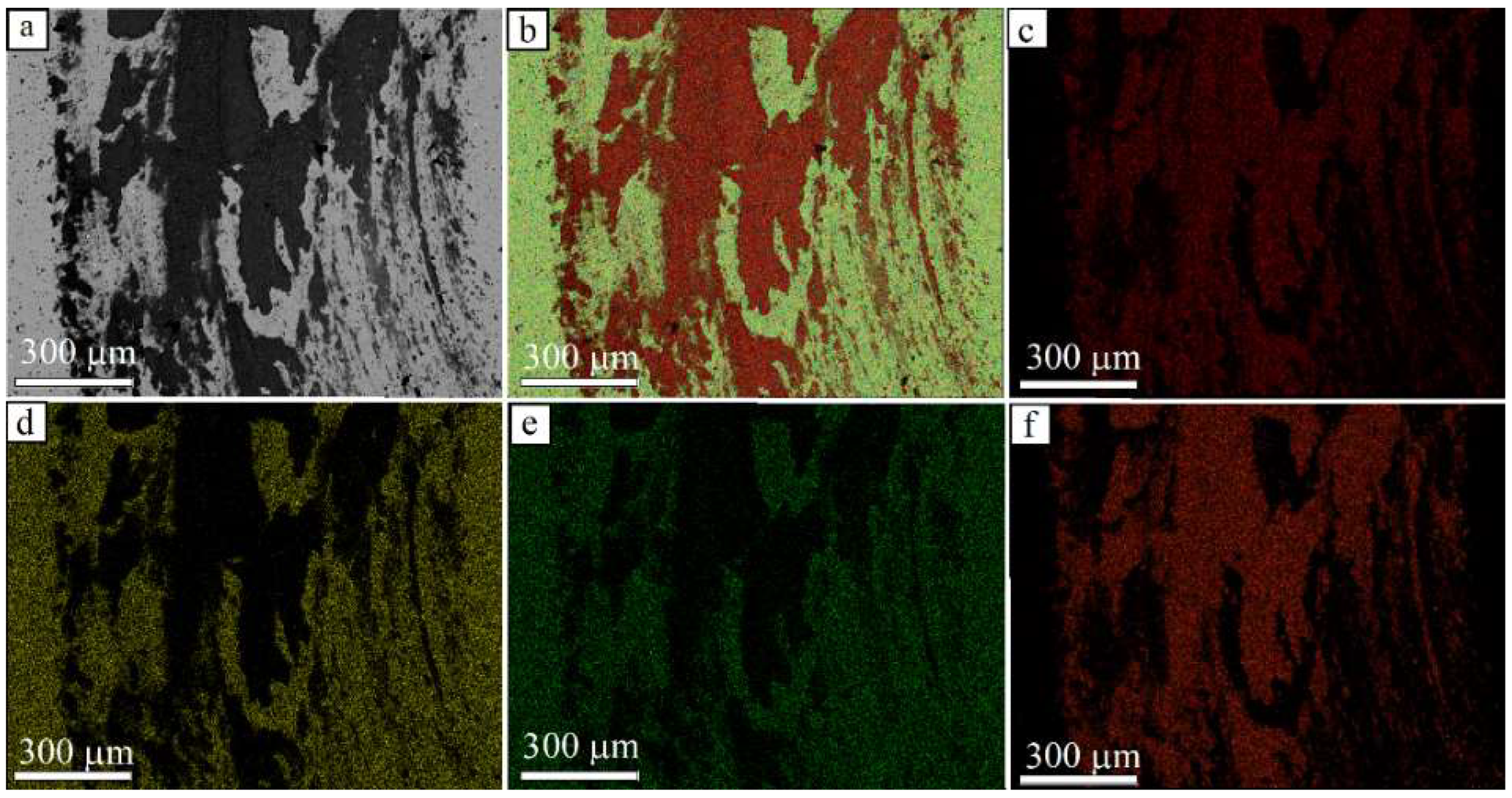
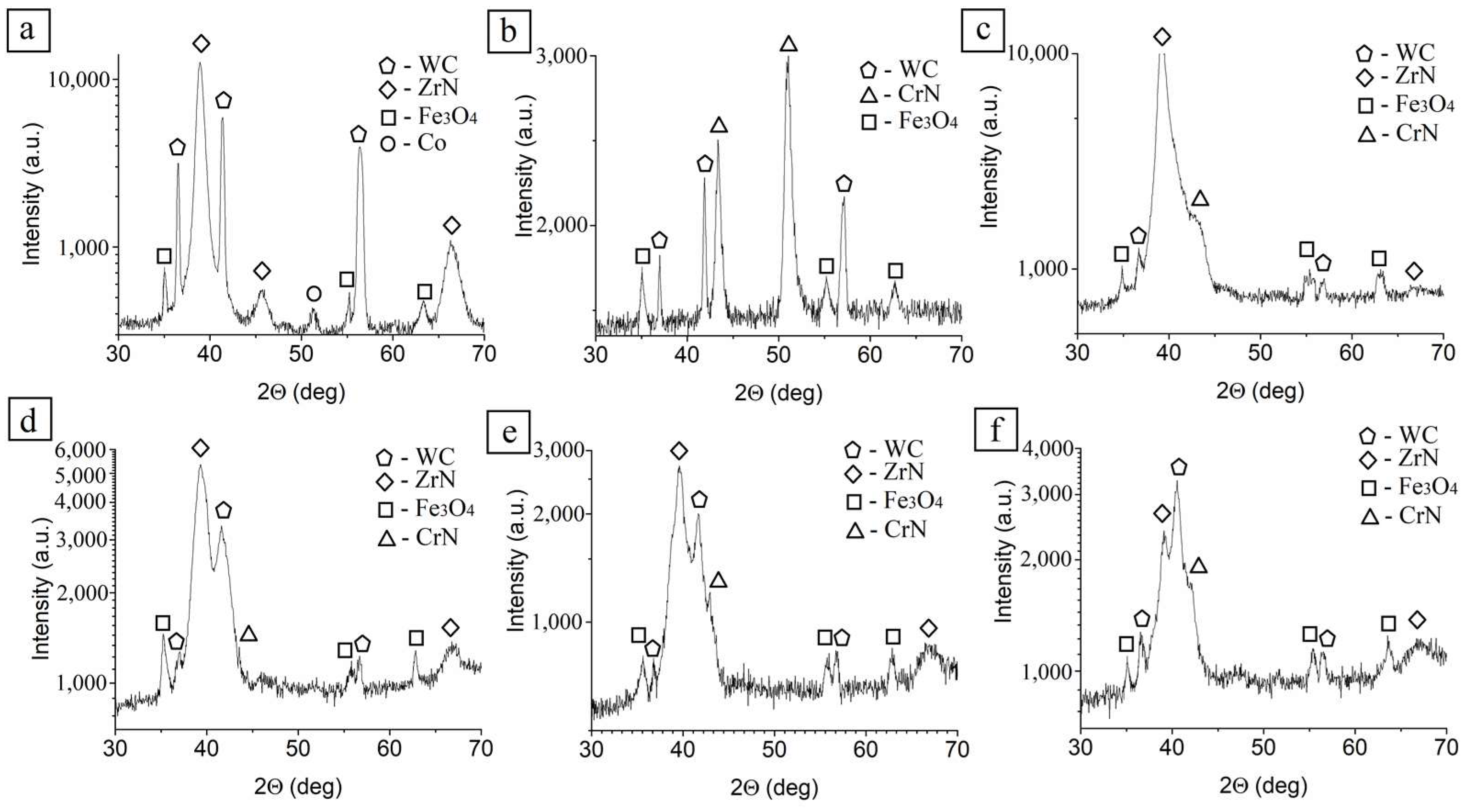
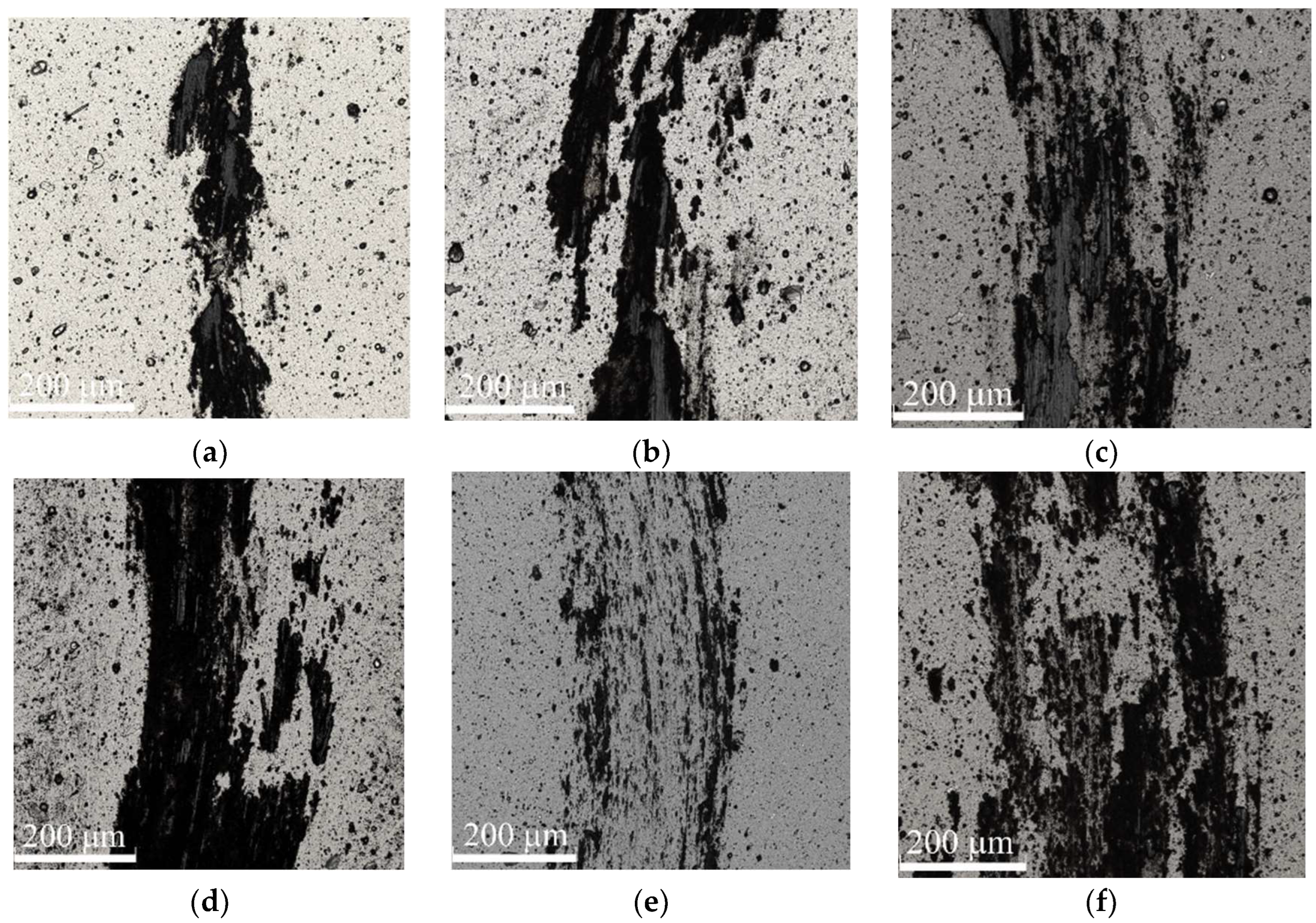
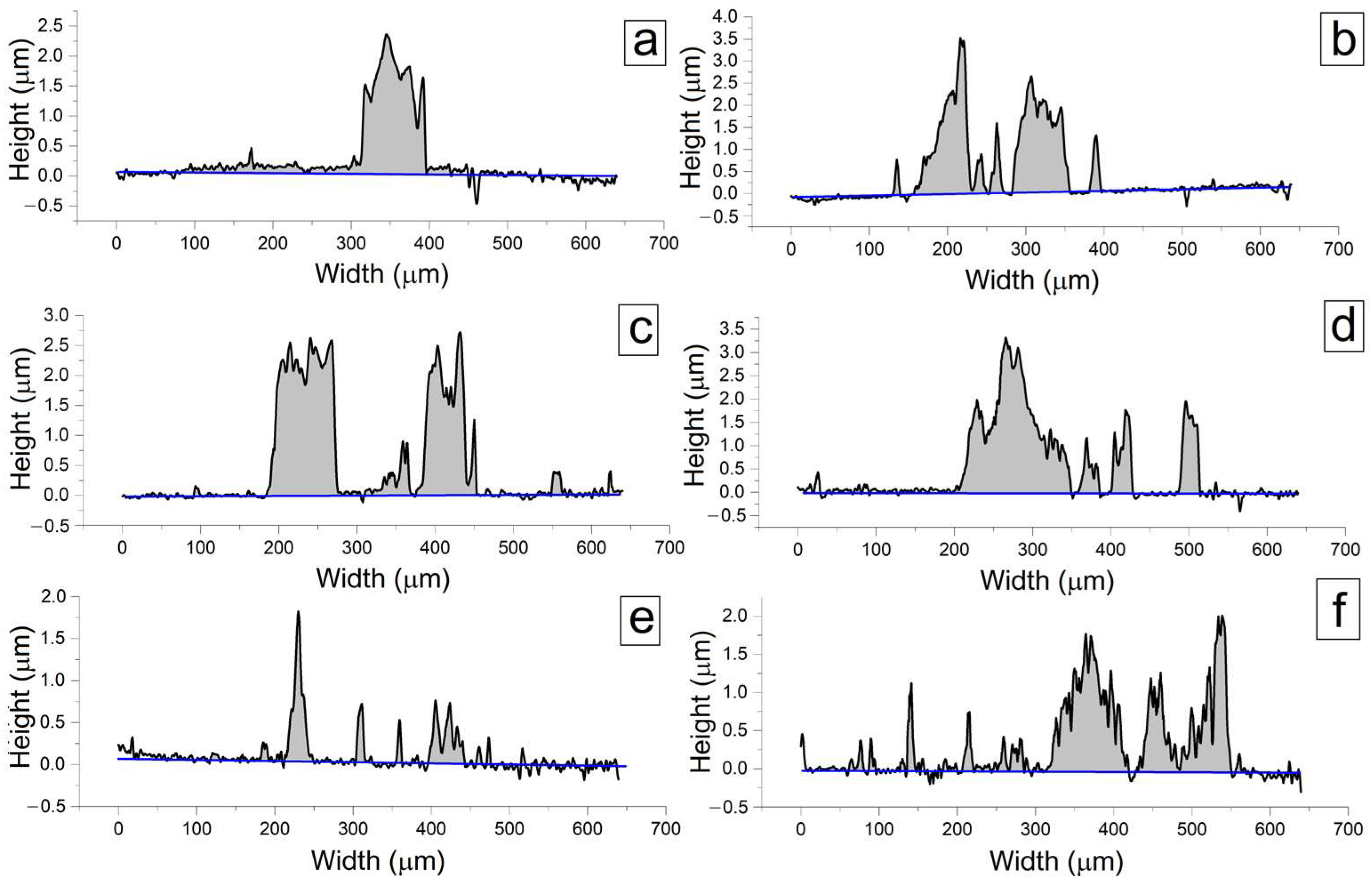
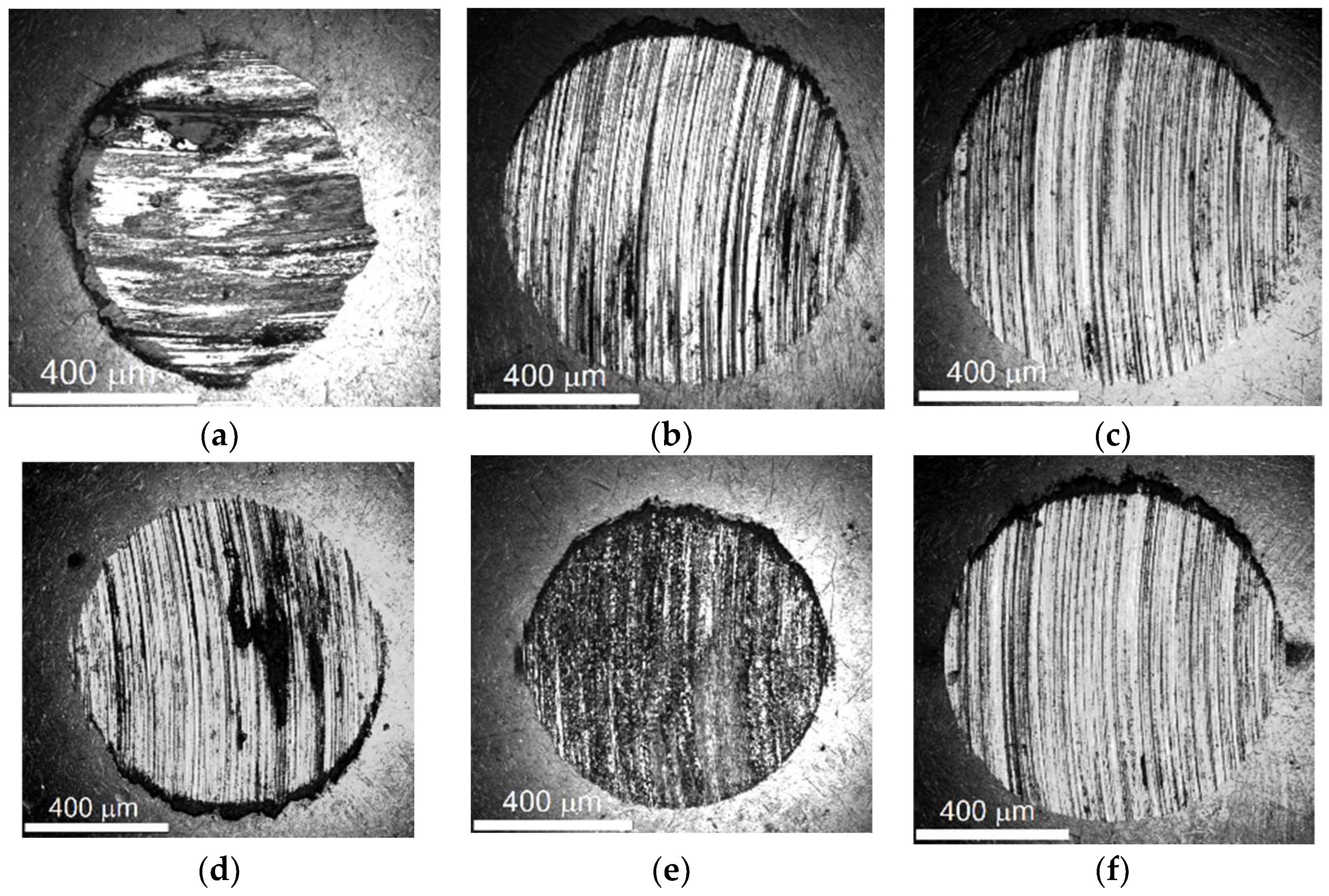
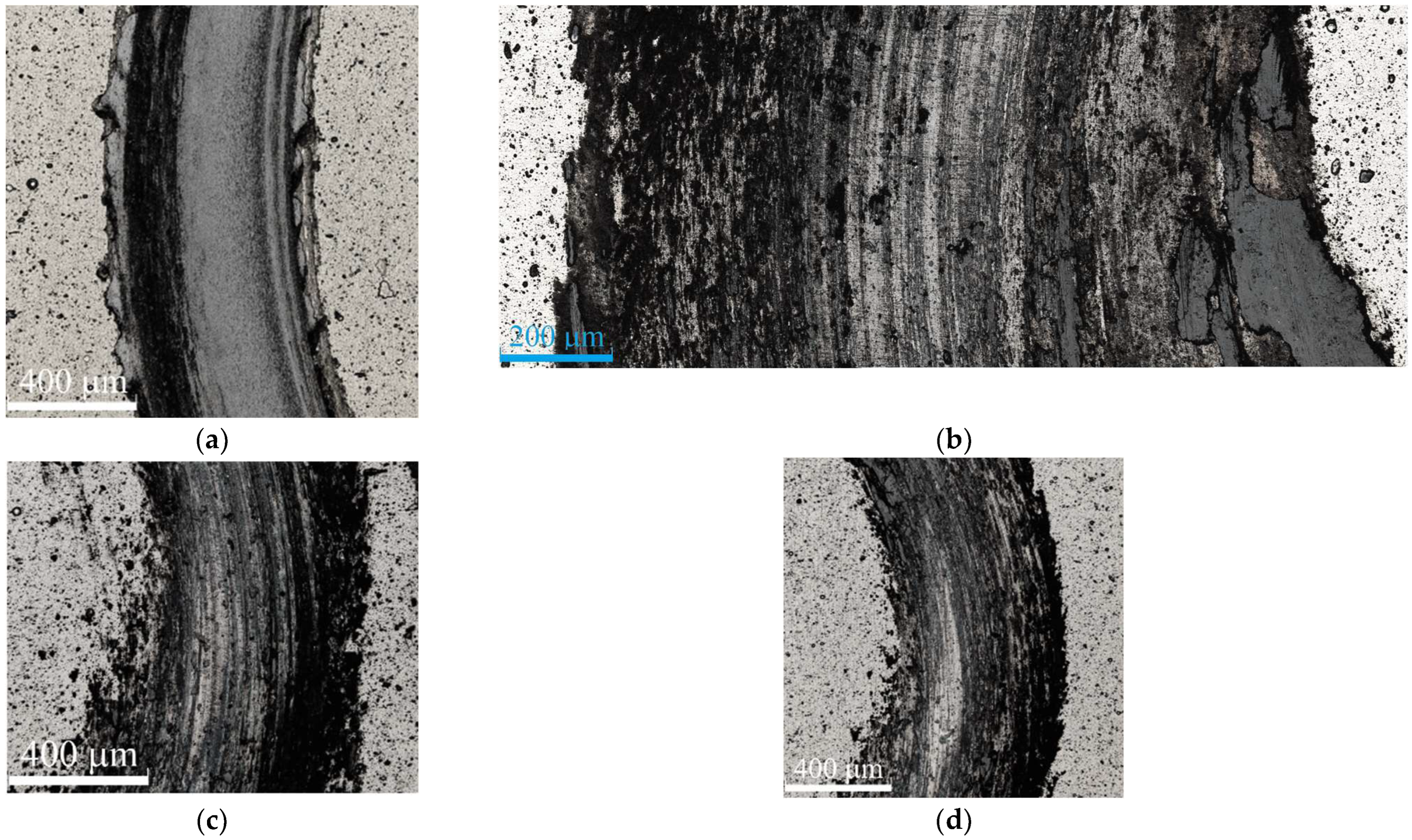
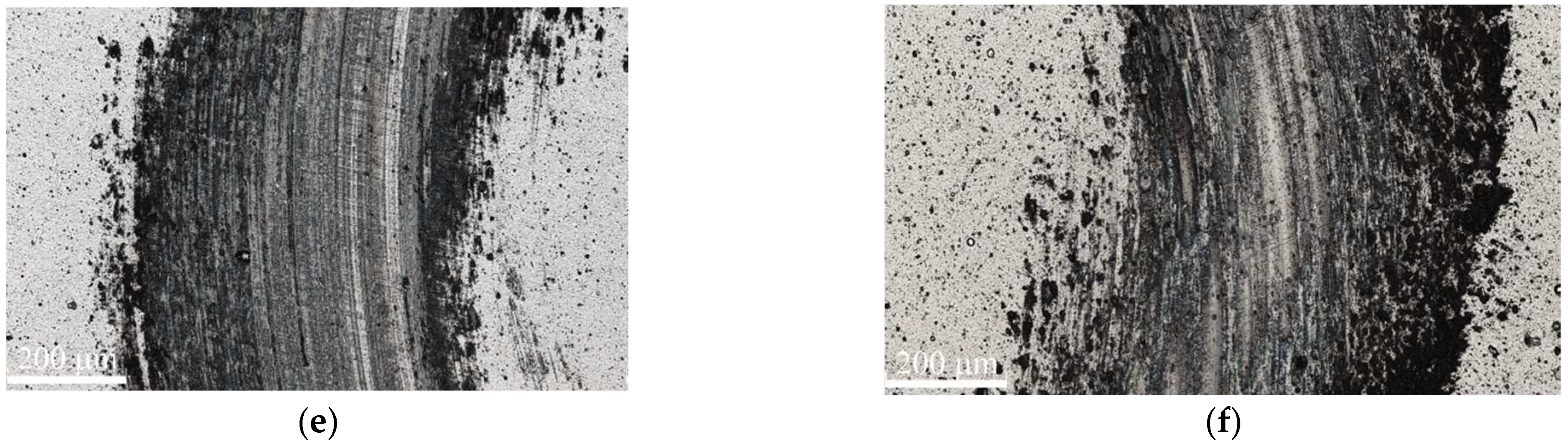
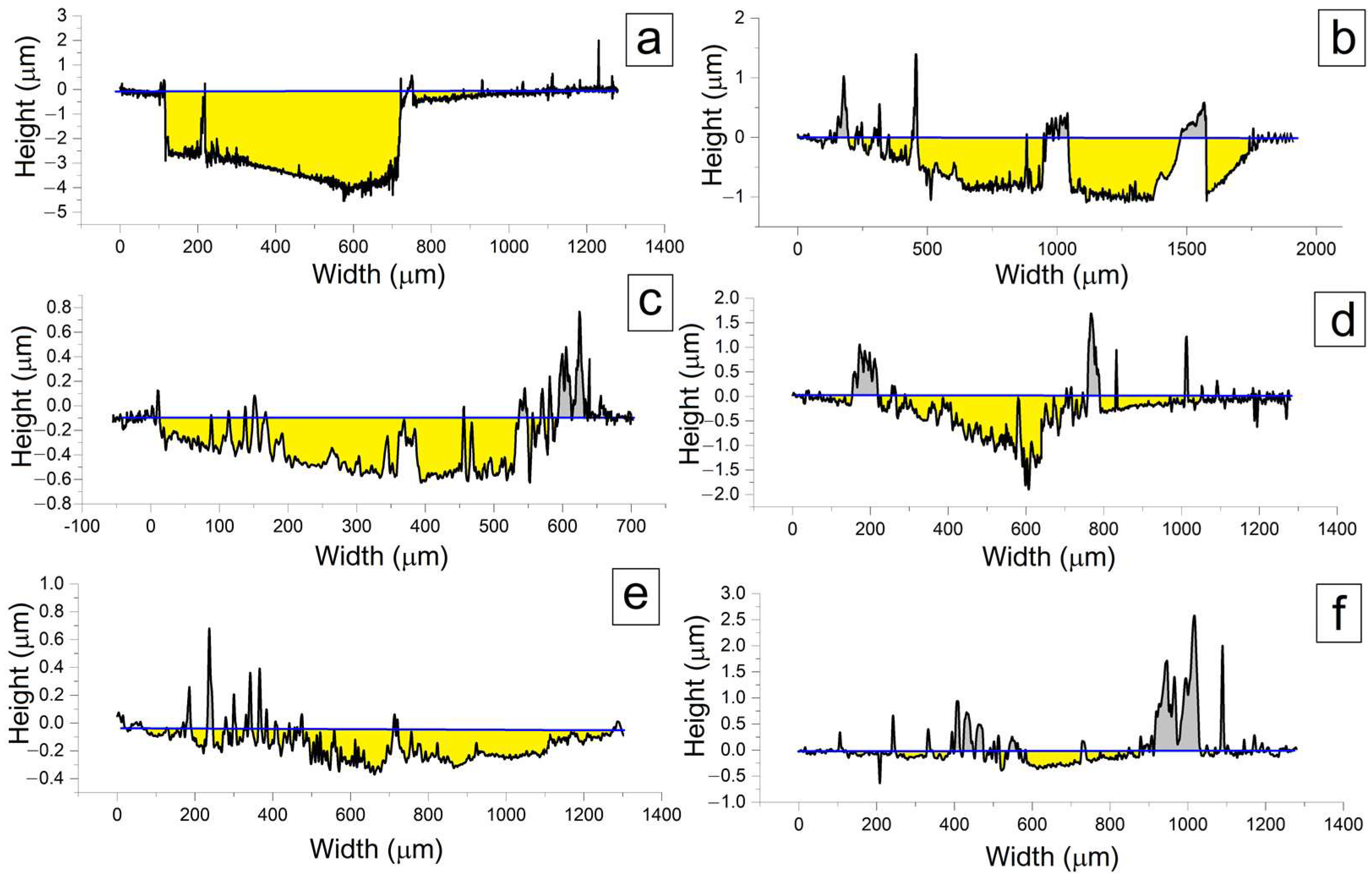
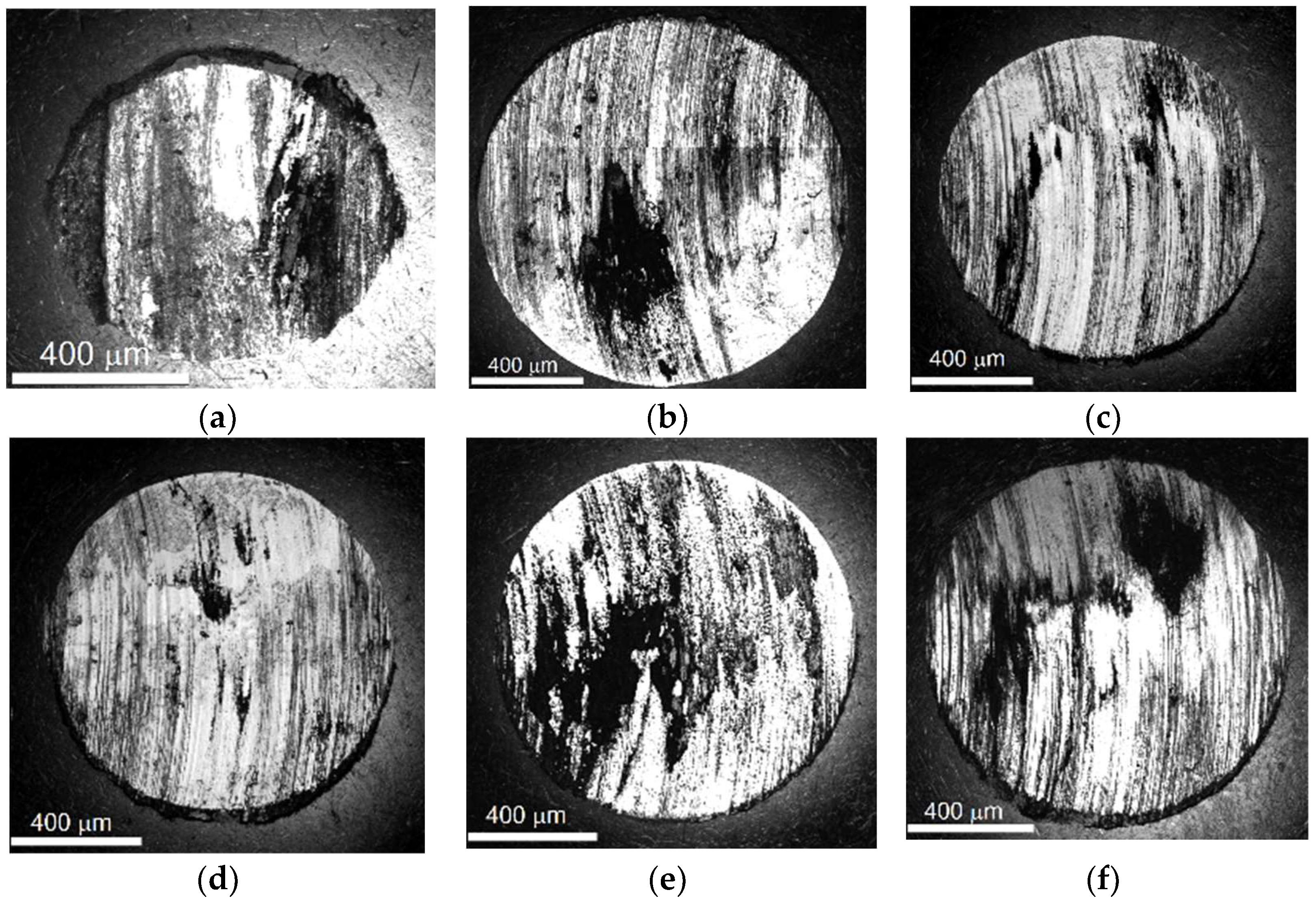
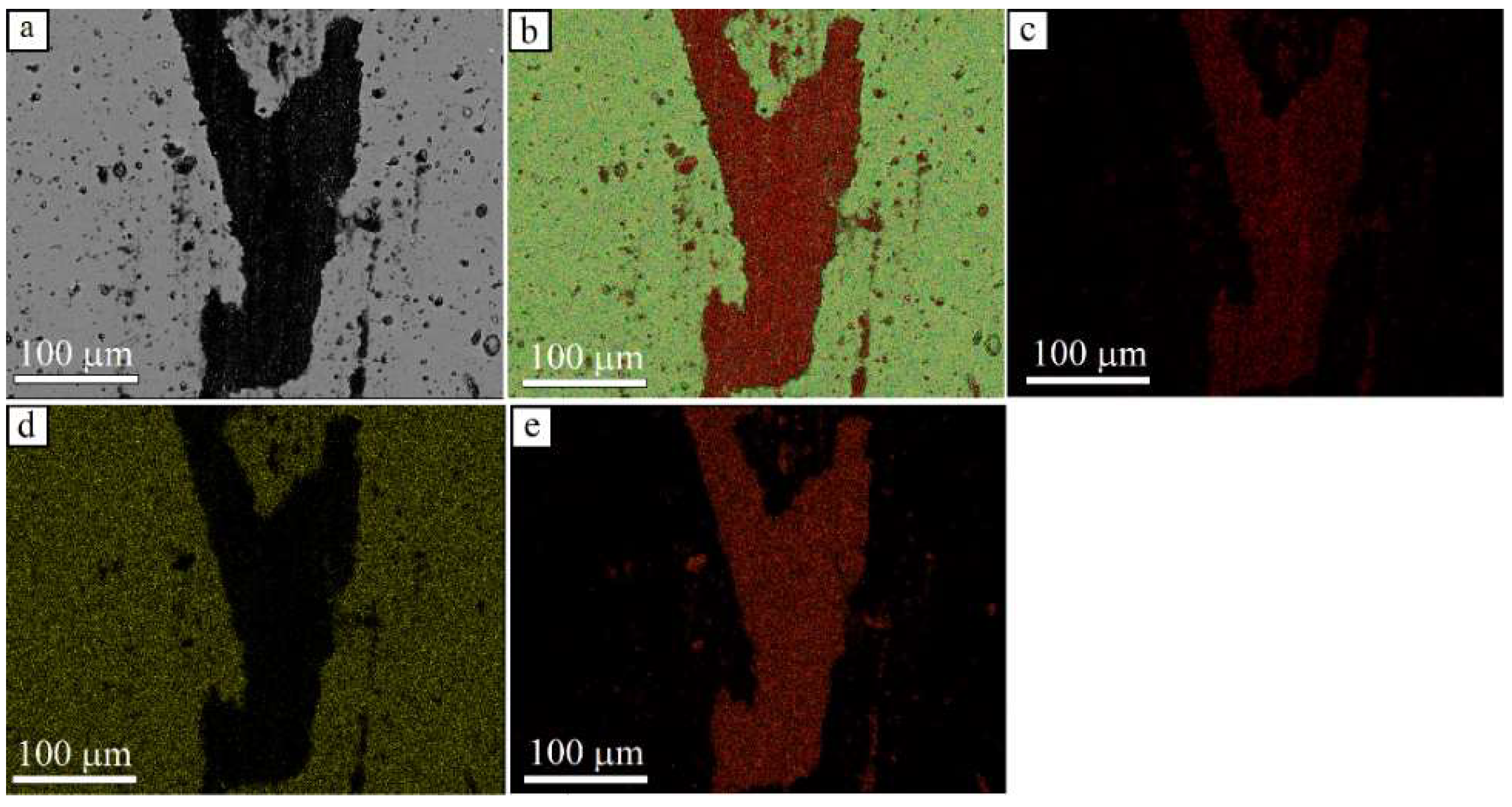
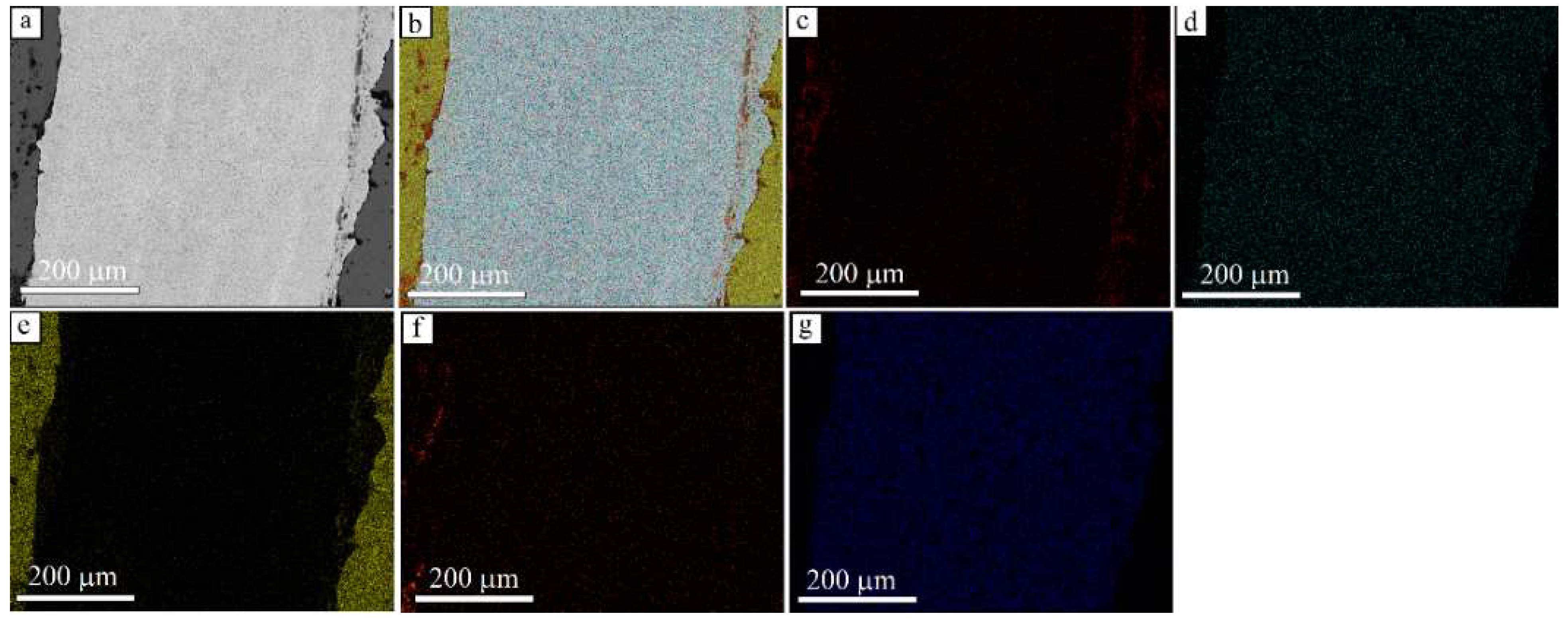
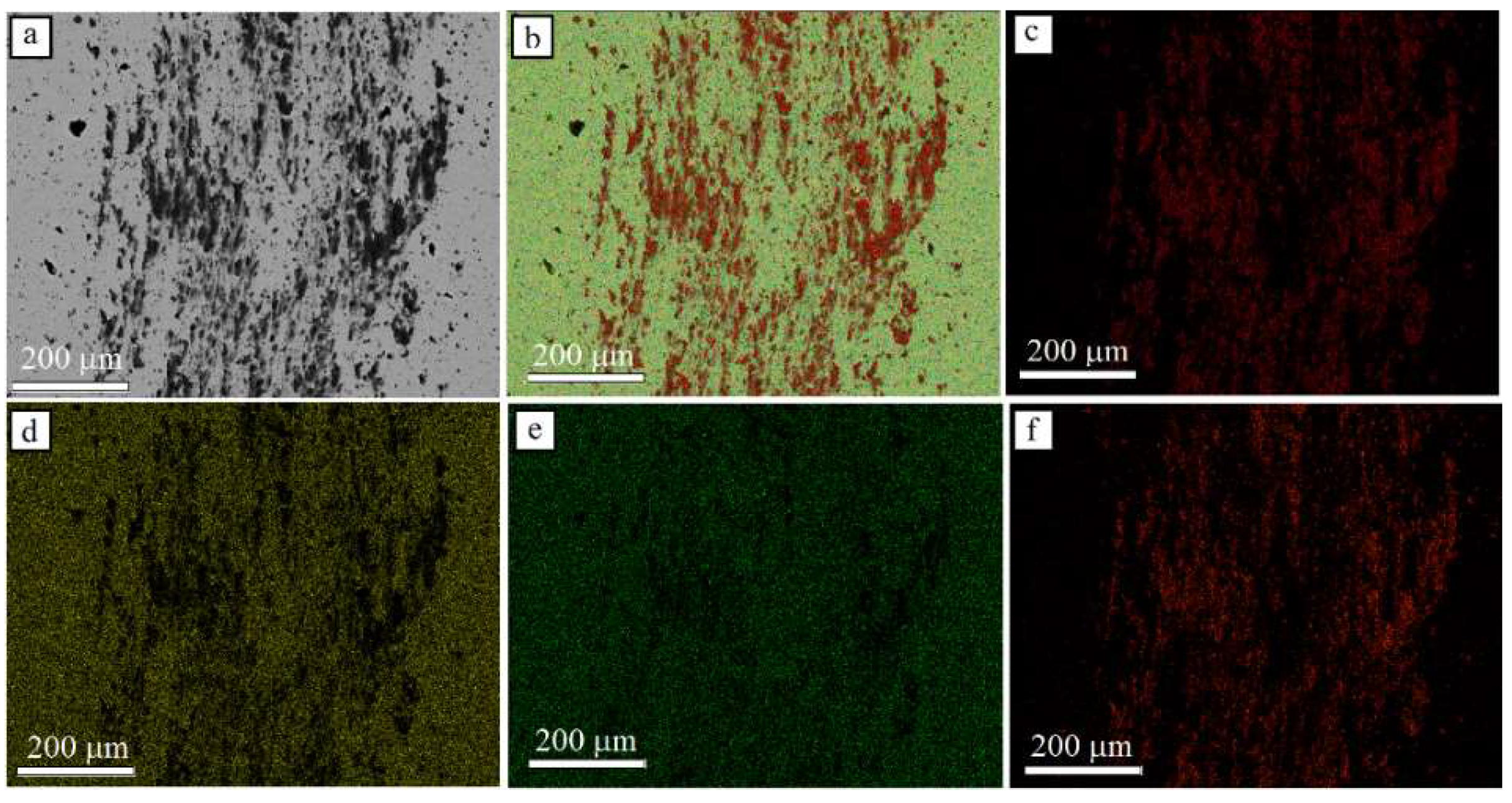
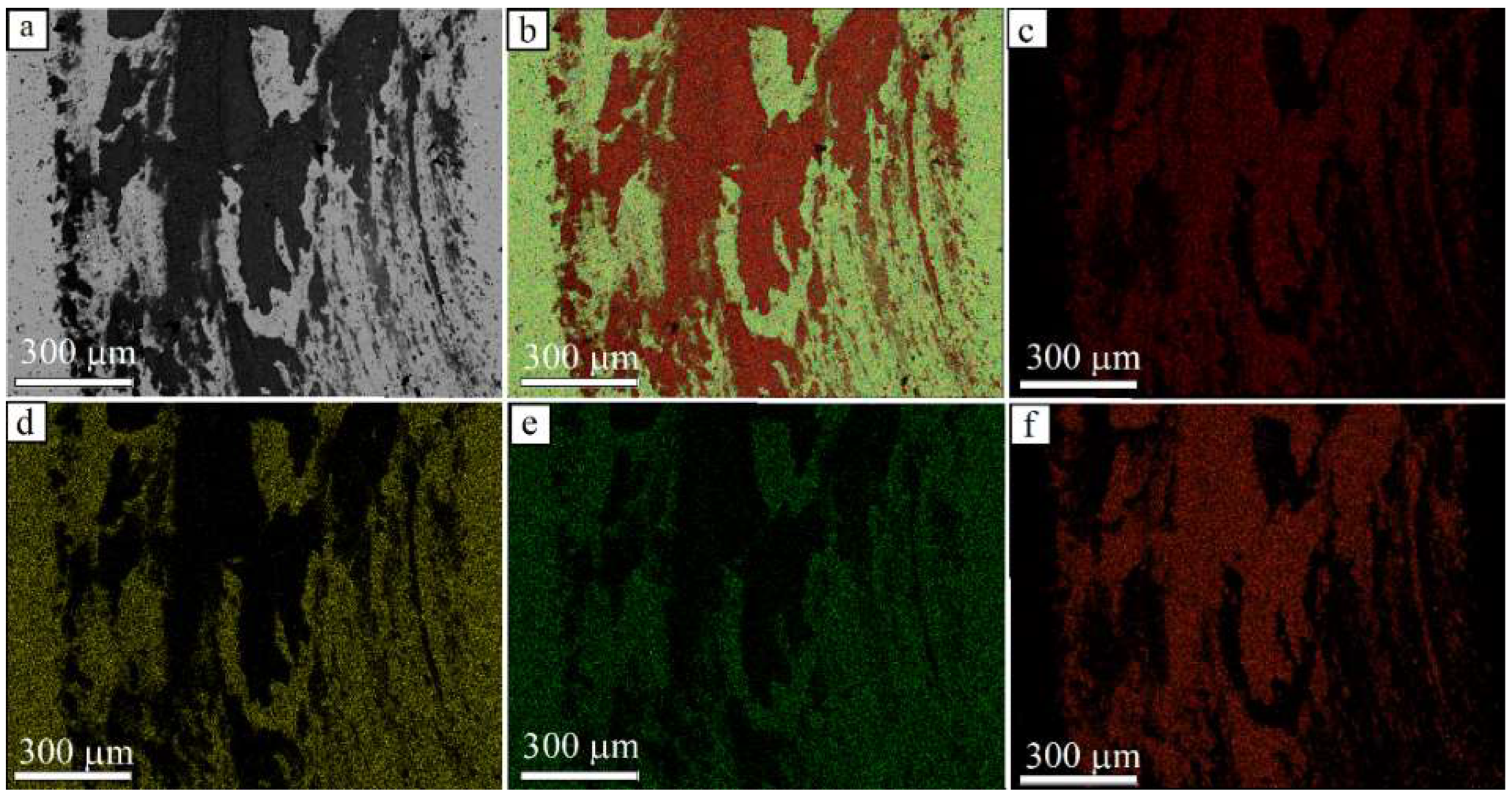
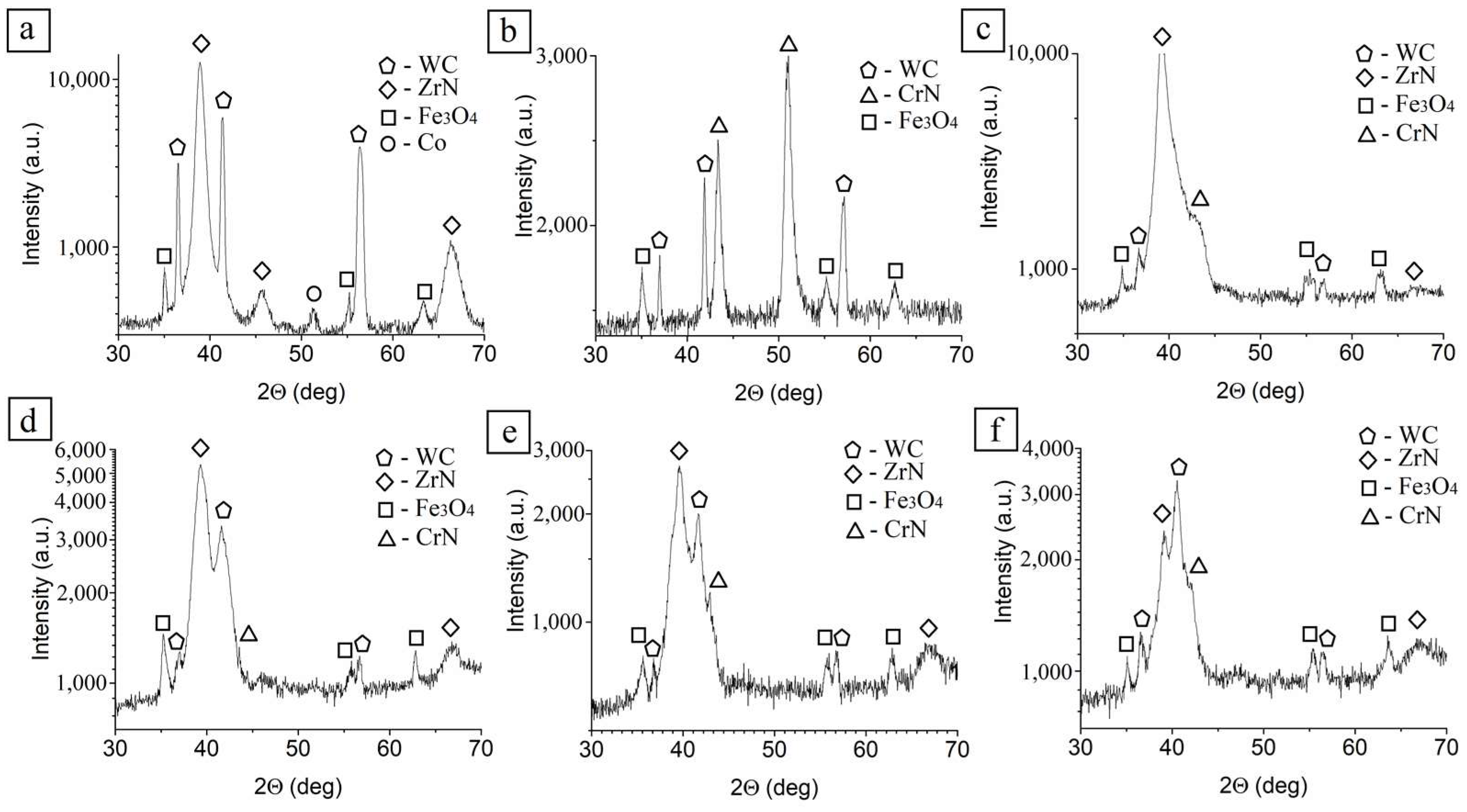
3.2. Worn Surface Characterization
4. Discussion
5. Conclusions
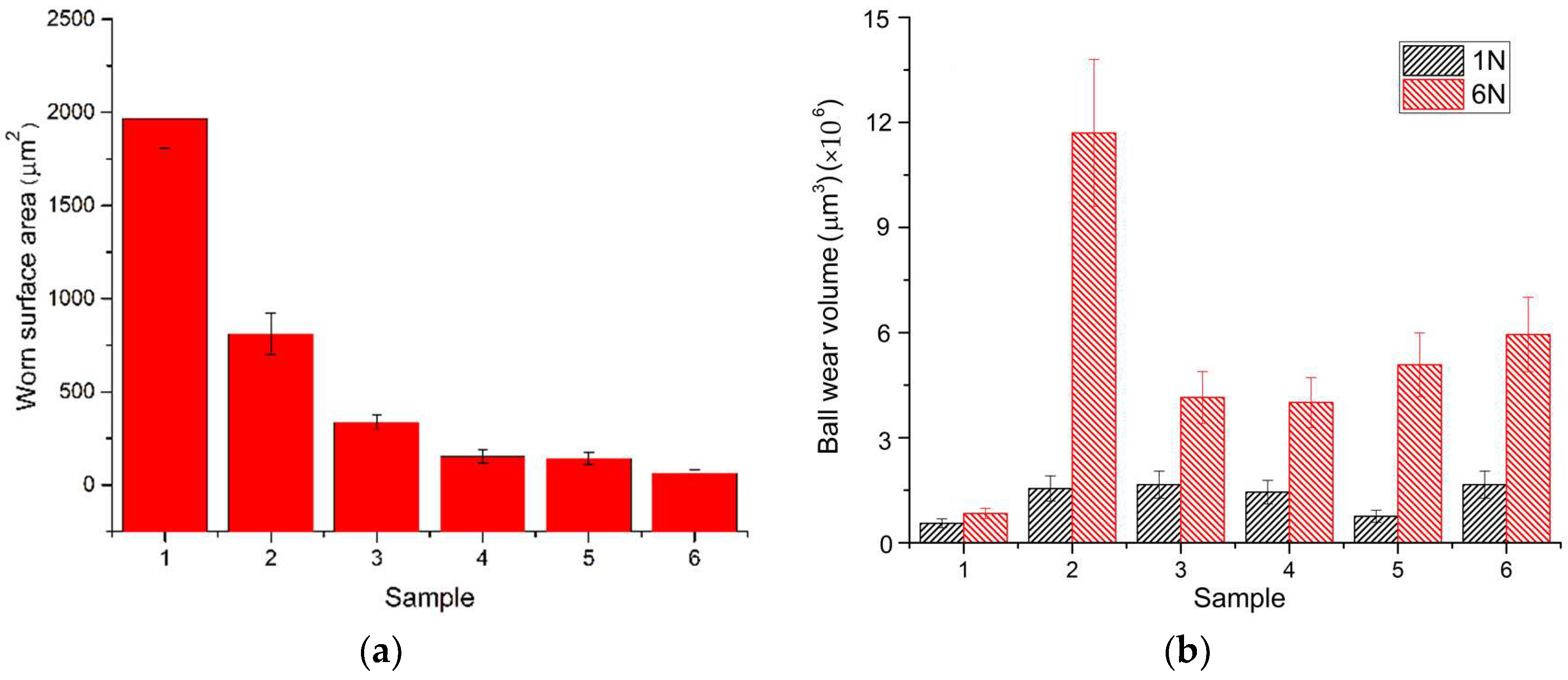
- Under conditions of dry sliding friction with a normal load of 6N, the wear of multi-layer ZrN/CrN coatings turned out to be significantly less (by a factor of 2.4–12) than that of monolithic CrN coatings. This is determined by their higher mechanical properties, namely nanohardness.
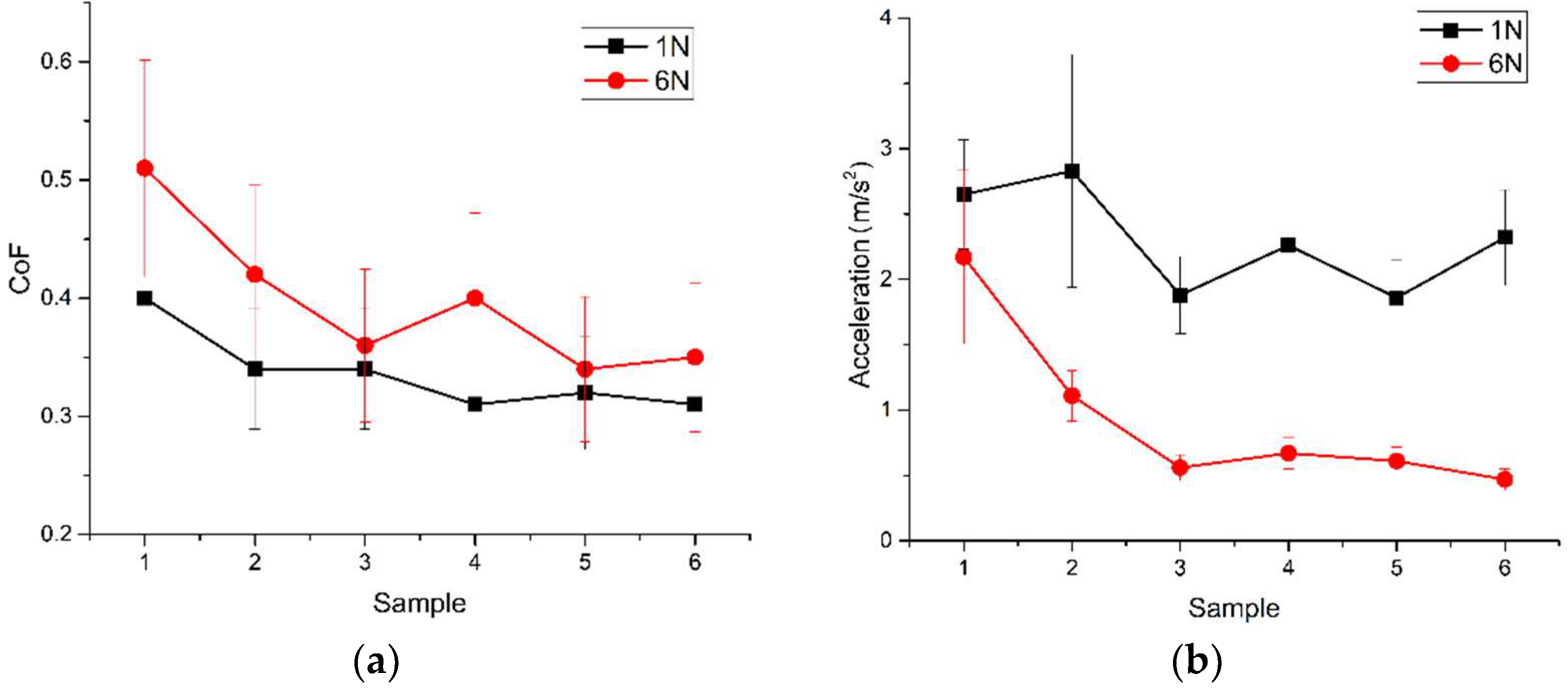
- The change in the value of CoF during dry sliding friction is due to a change in the conditions of the tribocontact. An increase in load leads to uneven formation of a transfer layer, which is unstable under load and, being destroyed, exposes the surface of the coating, contributing to an increase in the adhesive interaction in the tribocoupling. This, in turn, leads to an increase in the friction force. In the friction of ZrN/CrN multi-layer coatings, CoF is reduced by 5–50% in friction with a normal load of 6N and by 9–29% in friction with a normal load of 1N compared with single-layer coatings of CrN and ZrN.
- Vibration accelerations (vibrations) decrease by 2.5–4.9 times, while load increases from 1N to 6N. The large value of vibration accelerations is due to the rough worn surface of the wear tracks covered by 1–4 μm thick transfer layers. The counterbody sliding on such a surface is accompanied by oscillations of the tribosystem.
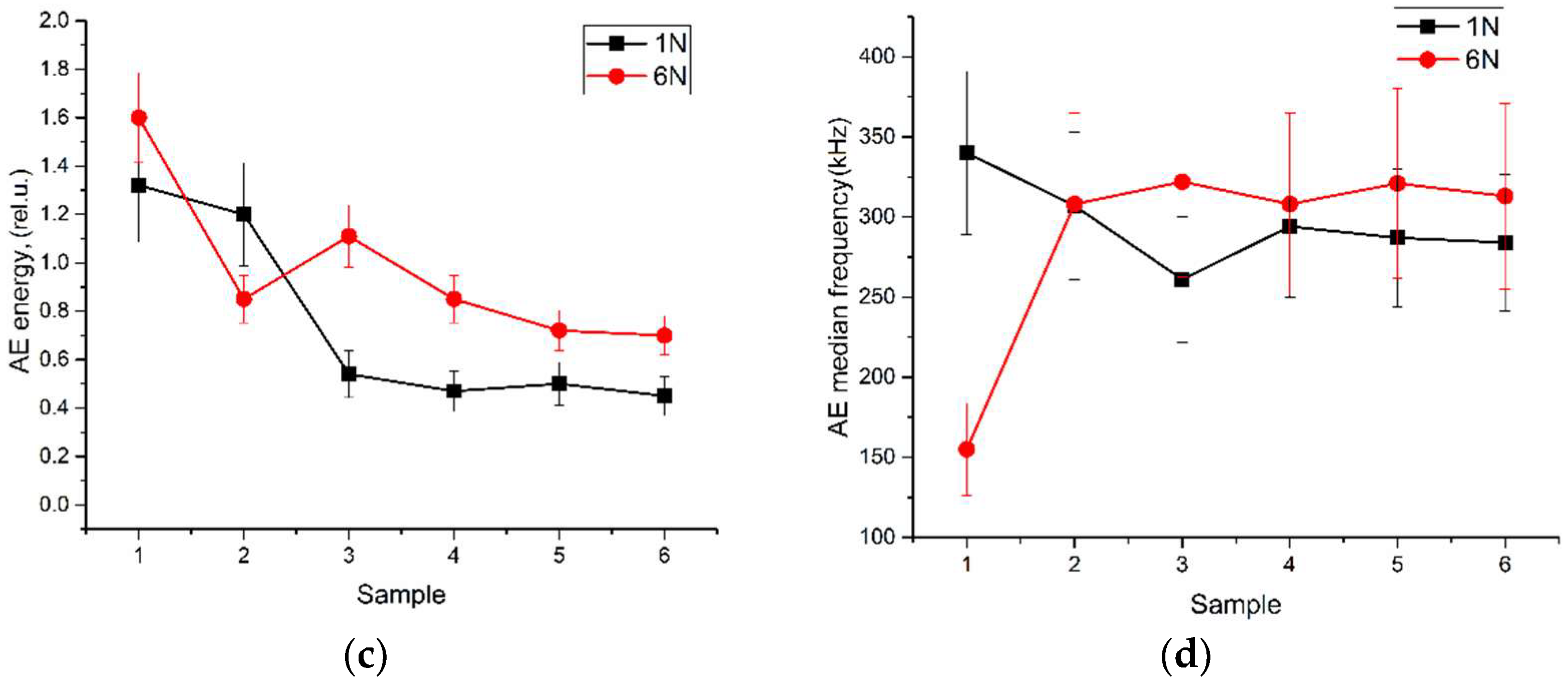
- The data obtained indicate that the AE energy tends to decrease as the wear of samples with multi-layer coatings decreases during friction with a normal load of 6N. The AE energy is approximately at the same level for the same samples in sliding without pronounced wear. Therefore, if the friction pair similarity condition (multi-layer coating vs. steel ball) is satisfied, the AE energy value can be considered as a wear intensity criterion.
- During dry sliding on samples with coatings, the averaged values of the median AE frequency do not change significantly. Consequently, this parameter turned out to be an ineffective means of monitoring the friction process. With an increase in the normal load, the median frequency increases, which is due to more intensive wear of the steel balls.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Stueber, M.; Holleck, H.; Leiste, H.; Seemann, K.; Ulrich, S.; Ziebert, C. Concepts for the Design of Advanced Nanoscale PVD Multilayer Protective Thin Films. J. Alloys Compd. 2009, 483, 321–333. [Google Scholar] [CrossRef]
- Khadem, M.; Penkov, O.V.; Yang, H.-K.; Kim, D.-E. Tribology of Multilayer Coatings for Wear Reduction: A Review. Friction 2017, 5, 248–262. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Yu, S.; Shi, Q.; Ge, X.; Wang, W. Multilayer Coatings for Tribology: A Mini Review. Nanomaterials 2022, 12, 1388. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Wang, J.; Wu, R.; Liu, L.; Pan, B.; Liu, C. Structural and Corrosion Resistance Properties of Sputtered Zirconium Nitride Thin Films as Electrode Material for Supercapacitor. J. Alloys Compd. 2022, 900, 163506. [Google Scholar] [CrossRef]
- Guan, X.; Zhao, M.; Shi, H.; Wang, Y.; Wang, Z.; Cheng, Y.; Liu, M. CrZrN/ZrN Multilayer Coatings on 316L Stainless Steel towards Anticorrosion Application. Thin Solid Films 2022, 755, 139330. [Google Scholar] [CrossRef]
- Uchida, M.; Nihira, N.; Mitsuo, A.; Toyoda, K.; Kubota, K.; Aizawa, T. Friction and Wear Properties of CrAlN and CrVN Films Deposited by Cathodic Arc Ion Plating Method. Surf. Coatings Technol. 2004, 177–178, 627–630. [Google Scholar] [CrossRef]
- Wan, S.; Wang, H.; Xia, Y.; Tieu, A.K.; Tran, B.H.; Zhu, H.; Zhang, G.; Zhu, Q. Investigating the Corrosion-Fatigue Wear on CrN Coated Piston Rings from Laboratory Wear Tests and Field Trial Studies. Wear 2019, 432–433, 202940. [Google Scholar] [CrossRef]
- Ferreira, R.; Carvalho, Ó.; Sobral, L.; Carvalho, S.; Silva, F. Influence of Morphology and Microstructure on the Tribological Behavior of Arc Deposited CrN Coatings for the Automotive Industry. Surf. Coatings Technol. 2020, 397, 126047. [Google Scholar] [CrossRef]
- Chowdhury, M.S.I.; Bose, B.; Yamamoto, K.; Shuster, L.S.; Paiva, J.; Fox-Rabinovich, G.S.; Veldhuis, S.C. Wear Performance Investigation of PVD Coated and Uncoated Carbide Tools during High-Speed Machining of TiAl6V4 Aerospace Alloy. Wear 2020, 446–447, 203168. [Google Scholar] [CrossRef]
- Krysina, O.V.; Ivanov, Y.F.; Prokopenko, N.A.; Shugurov, V.V.; Petrikova, E.A.; Denisova, Y.A.; Tolkachev, O.S. Influence of Nb Addition on the Structure, Composition and Properties of Single-Layered ZrN-Based Coatings Obtained by Vacuum-Arc Deposition Method. Surf. Coatings Technol. 2020, 387, 125555. [Google Scholar] [CrossRef]
- Vasylyev, M.A.; Mordyuk, B.N.; Sidorenko, S.I.; Voloshko, S.M.; Burmak, A.P.; Kruhlov, I.O.; Zakiev, V.I. Characterization of ZrN Coating Low-Temperature Deposited on the Preliminary Ar+ Ions Treated 2024 Al-Alloy. Surf. Coatings Technol. 2019, 361, 413–424. [Google Scholar] [CrossRef]
- Jasempoor, F.; Elmkhah, H.; Imantalab, O.; Fattah-alhosseini, A. Improving the Mechanical, Tribological, and Electrochemical Behavior of AISI 304 Stainless Steel by Applying CrN Single Layer and Cr/CrN Multilayer Coatings. Wear 2022, 504–505, 204425. [Google Scholar] [CrossRef]
- Guan, X.; Wang, Y.; Xue, Q. Effects of Constituent Layers and Interfaces on the Mechanical and Tribological Properties of Metal (Cr, Zr)/Ceramic (CrN, ZrN) Multilayer Systems. Appl. Surf. Sci. 2020, 502, 144305. [Google Scholar] [CrossRef]
- Feng, P.; Borghesani, P.; Smith, W.A.; Randall, R.B.; Peng, Z. A Review on the Relationships Between Acoustic Emission, Friction and Wear in Mechanical Systems. Appl. Mech. Rev. 2020, 72, 020801. [Google Scholar] [CrossRef]
- Babici, L.M.; Tudor, A.; Romeu, J. Stick-Slip Phenomena and Acoustic Emission in the Hertzian Linear Contact. Appl. Sci. 2022, 12, 9527. [Google Scholar] [CrossRef]
- Varga, M.; Haas, M.; Schneidhofer, C.; Adam, K. Wear Intensity Evaluation in Conveying Systems—An Acoustic Emission and Vibration Measurement Approach. Tribol. Int. 2020, 149, 105549. [Google Scholar] [CrossRef]
- Haas, M.; El Syaad, K.; Cihak-Bayr, U.; Pauschitz, A.; Gröschl, M. Examination of Undisturbed Acoustic Emission Generated by Experimentally Modelled Two-Body Abrasive Wear Events. Tribol. Int. 2020, 141, 105912. [Google Scholar] [CrossRef]
- Hase, A. Early Detection and Identification of Fatigue Damage in Thrust Ball Bearings by an Acoustic Emission Technique. Lubricants 2020, 8, 37. [Google Scholar] [CrossRef] [Green Version]
- Hase, A.; Mishina, H.; Wada, M. Correlation between Features of Acoustic Emission Signals and Mechanical Wear Mechanisms. Wear 2012, 292–293, 144–150. [Google Scholar] [CrossRef]
- Xu, C.; Li, B.; Wu, T. Wear Characterization under Sliding–Rolling Contact Using Friction-Induced Vibration Features. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2022, 236, 634–647. [Google Scholar] [CrossRef]
- Feng, K.; Smith, W.A.; Borghesani, P.; Randall, R.B.; Peng, Z. Use of Cyclostationary Properties of Vibration Signals to Identify Gear Wear Mechanisms and Track Wear Evolution. Mech. Syst. Signal Process. 2021, 150, 107258. [Google Scholar] [CrossRef]
- Feng, K.; Borghesani, P.; Smith, W.A.; Randall, R.B.; Chin, Z.Y.; Ren, J.; Peng, Z. Vibration-Based Updating of Wear Prediction for Spur Gears. Wear 2019, 426–427, 1410–1415. [Google Scholar] [CrossRef]
- Popov, M. The Influence of Vibration on Friction: A Contact-Mechanical Perspective. Front. Mech. Eng. 2020, 6, 69. [Google Scholar] [CrossRef]
- Brunetti, J.; D’Ambrogio, W.; Fregolent, A. Evaluation of Different Contact Assumptions in the Analysis of Friction-Induced Vibrations Using Dynamic Substructuring. Machines 2022, 10, 384. [Google Scholar] [CrossRef]
- Chen, F.; Ouyang, H.; Wang, X. A New Mechanism for Friction-Induced Vibration and Noise. Friction 2022, 11, 302–315. [Google Scholar] [CrossRef]
- Tomastik, J.; Ctvrtlik, R.; Drab, M.; Manak, J. On the Importance of Combined Scratch/Acoustic Emission Test Evaluation: SiC and SiCN Thin Films Case Study. Coatings 2018, 8, 196. [Google Scholar] [CrossRef] [Green Version]
- Choudhary, R.K.; Mishra, P. Use of Acoustic Emission During Scratch Testing for Understanding Adhesion Behavior of Aluminum Nitride Coatings. J. Mater. Eng. Perform. 2016, 25, 2454–2461. [Google Scholar] [CrossRef]
- Zawischa, M.; Bin Mohamad Supian, M.M.A.; Makowski, S.; Schaller, F.; Weihnacht, V. Generalized Approach of Scratch Adhesion Testing and Failure Classification for Hard Coatings Using the Concept of Relative Area of Delamination and Properly Scaled Indenters. Surf. Coatings Technol. 2021, 415, 127118. [Google Scholar] [CrossRef]
- Vorontsov, A.; Filippov, A.; Shamarin, N.; Moskvichev, E.; Novitskaya, O.; Knyazhev, E.; Denisova, Y.; Leonov, A.; Denisov, V. Microstructure and Residual Stresses of ZrN/CrN Multilayer Coatings Formed by the Plasma-Assisted Vacuum-Arc Method. Met. Work. Mater. Sci. 2022, 24, 76–89. [Google Scholar] [CrossRef]
- Vorontsov, A.; Filippov, A.; Shamarin, N.; Moskvichev, E.; Novitskaya, O.; Knyazhev, E.; Denisova, Y.; Leonov, A.; Denisov, V.; Tarasov, S. High-Temperature Oxidation of CrN/ZrN Multilayer Coatings. Metals 2022, 12, 1746. [Google Scholar] [CrossRef]
- Filippov, A.V.; Tarasov, S.Y.; Fortuna, S.V.; Podgornykh, O.A.; Shamarin, N.N.; Rubtsov, V.E. Microstructural, Mechanical and Acoustic Emission-Assisted Wear Characterization of Equal Channel Angular Pressed (ECAP) Low Stacking Fault Energy Brass. Tribol. Int. 2018, 123, 273–285. [Google Scholar] [CrossRef]
- Filippov, A.V.; Rubtsov, V.E.; Tarasov, S.Y. Acoustic Emission Study of Surface Deterioration in Tribocontacting. Appl. Acoust. 2017, 117, 106–112. [Google Scholar] [CrossRef]
- Savchenko, N.L.; Filippov, A.V.; Tarasov, S.Y.; Dmitriev, A.I.; Shilko, E.V.; Grigoriev, A.S. Acoustic Emission Characterization of Sliding Wear under Condition of Direct and Inverse Transformations in Low-Temperature Degradation Aged Y-TZP and Y-TZP-AL2O3. Friction 2018, 6, 323–340. [Google Scholar] [CrossRef] [Green Version]
- Filippov, A.V.; Nikonov, A.Y.; Rubtsov, V.E.; Dmitriev, A.I.; Tarasov, S.Y. Vibration and Acoustic Emission Monitoring the Stability of Peakless Tool Turning: Experiment and Modeling. J. Mater. Process. Technol. 2017, 246, 224–234. [Google Scholar] [CrossRef]
- Filippov, A.V.; Rubtsov, V.E.; Tarasov, S.Y.; Podgornykh, O.A.; Shamarin, N.N. Detecting Transition to Chatter Mode in Peakless Tool Turning by Monitoring Vibration and Acoustic Emission Signals. Int. J. Adv. Manuf. Technol. 2018, 95, 157–169. [Google Scholar] [CrossRef]
- Filippov, A.V.; Tarasov, S.Y.; Fortuna, S.V.; Podgornykh, O.A.; Shamarin, N.N.; Vorontsov, A.V. Wear, Vibration and Acoustic Emission Characterization of Sliding Friction Processes of Coarse-Grained and Ultrafine-Grained Copper. Wear 2019, 424–425, 78–88. [Google Scholar] [CrossRef]
- Filippov, A.; Shamarin, N.; Moskvichev, E.; Novitskaya, O.; Knyazhev, E.; Denisova, Y.; Leonov, A.; Denisov, V. Investigation of the Structural-Phase State and Mechanical Properties of ZrCrN Coatings Obtained by Plasma-Assisted Vacuum Arc Evaporation. Met. Work. Mater. Sci. 2022, 24, 87–102. [Google Scholar] [CrossRef]
- Šmeļova, V.; Schwedt, A.; Wang, L.; Holweger, W.; Mayer, J. Electron Microscopy Investigations of Microstructural Alterations Due to Classical Rolling Contact Fatigue (RCF) in Martensitic AISI 52100 Bearing Steel. Int. J. Fatigue 2017, 98, 142–154. [Google Scholar] [CrossRef]
- Zhang, J.J.; Wang, M.X.; Yang, J.; Liu, Q.X.; Li, D.J. Enhancing Mechanical and Tribological Performance of Multilayered CrN/ZrN Coatings. Surf. Coatings Technol. 2007, 201, 5186–5189. [Google Scholar] [CrossRef]
- Aissani, L.; Fellah, M.; Chadli, A.H.; Samad, M.A.; Cheriet, A.; Salhi, F.; Nouveau, C.; Weiß, S.; Obrosov, A.; Alhussein, A. Investigating the effect of nitrogen on the structural and tribo-mechanical behavior of vanadium nitride thin films deposited using R.F. magnetron sputtering. J. Mater. Sci. 2021, 56, 17319–17336. [Google Scholar] [CrossRef]
- Aissani, L.; Fellah, M.; Belgroune, A.; Obrosov, A.; Samad, M.A.; Alhussein, A. Effect of O2 flow rate on the structure, wettability and tribo-mechanical behaviour of Zr-O-N thin films. Surf. Interf. 2021, 26, 101441. [Google Scholar] [CrossRef]
- Salhi, F.; Aissani, L.; Fellah, M.; Chadli, A.; Cheriet, A.; Belgroune, A.; Nouveau, C.; Obrosov, A.; Samad, M.A.; Alhussein, A. Experimental investigation of structural, wetting, mechanical and Tribological properties of TiZrN thin films deposited by magnetron sputtering. Surf. Interf. 2021, 27, 101519. [Google Scholar] [CrossRef]
- Aissani, L.; Belgroune, A.; Saoudi, A.; Hmima, A.; Fellah, M.; Obrosov, A.; Alhussein, A. Tribo-mechanical performance and antibacterial activity in (Cu, Zr)-alloyed Ti(Al)N coatings synthesized by reactive magnetron sputtering. J. Mater. Sci. 2022, 57, 19612–19630. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, Z.; Mo, J.; Zhang, L. Nonlinear Behaviors of the Disc Brake System under the Effect of Wheel−rail Adhesion. Tribol. Int. 2022, 165, 107263. [Google Scholar] [CrossRef]
- Li, Q.; Wu, B.; Ding, H.; Galas, R.; Kvarda, D.; Liu, Q.; Zhou, Z.; Omasta, M.; Wang, W. Numerical Prediction on the Effect of Friction Modifiers on Adhesion Behaviours in the Wheel-Rail Starved EHL Contact. Tribol. Int. 2022, 170, 107519. [Google Scholar] [CrossRef]
- Singla, N.; Brunel, J.-F.; Mège-Revil, A.; Kasem, H.; Desplanques, Y. Experiment to Investigate the Relationship Between the Third-Body Layer and the Occurrence of Squeals in Dry Sliding Contact. Tribol. Lett. 2020, 68, 4. [Google Scholar] [CrossRef]
- Voitov, V.; Stadnychenko, V.; Varvarov, V.; Stadnychenko, N. Mechanisms of Self-Organization in Tribosystems Operating under Conditions of Abnormally Low Friction and Wear. Adv. Mech. Eng. 2020, 12, 168781402096384. [Google Scholar] [CrossRef]
- Hase, A.; Sato, Y.; Shinohara, K.; Arai, K. Identification of the Wear Process of a Silver-Plating Layer by Dual Acoustic Emission Sensing. Coatings 2021, 11, 737. [Google Scholar] [CrossRef]
- Wu, A.; Shi, X. Numerical Investigation of Adhesive Wear and Static Friction Based on the Ductile Fracture of Junction. J. Appl. Mech. 2013, 80, 041032. [Google Scholar] [CrossRef]
- Zhang, H.; Goltsberg, R.; Etsion, I. Modeling Adhesive Wear in Asperity and Rough Surface Contacts: A Review. Materials 2022, 15, 6855. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Layer Thickness, μm | Nanohardness, GPa |
|---|---|---|
| ZrN | 4 ± 0.3 | 29.8 ± 2.1 |
| CrN | 4 ± 0.3 | 21.6 ± 2 |
| ZrCrN(0.5) | 0.1 ± 0.02 | 34 ± 2.2 |
| ZrCrN(3.5) | 0.02 ± 0.005 | 37.5 ± 2.5 |
| ZrCrN(5) | 0.012 ± 0.003 | 39.3 ± 2.3 |
| ZrCrN(8) | 0.004 ± 0.002 | 45 ± 2.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Filippov, A.; Vorontsov, A.; Shamarin, N.; Moskvichev, E.; Novitskaya, O.; Knyazhev, E.; Denisova, Y.; Leonov, A.; Denisov, V.; Tarasov, S. Dry Sliding Friction Study of ZrN/CrN Multi-Layer Coatings Characterized by Vibration and Acoustic Emission Signals. Metals 2022, 12, 2046. https://doi.org/10.3390/met12122046
Filippov A, Vorontsov A, Shamarin N, Moskvichev E, Novitskaya O, Knyazhev E, Denisova Y, Leonov A, Denisov V, Tarasov S. Dry Sliding Friction Study of ZrN/CrN Multi-Layer Coatings Characterized by Vibration and Acoustic Emission Signals. Metals. 2022; 12(12):2046. https://doi.org/10.3390/met12122046
Chicago/Turabian StyleFilippov, Andrey, Andrey Vorontsov, Nickolay Shamarin, Evgeny Moskvichev, Olga Novitskaya, Evgeny Knyazhev, Yuliya Denisova, Andrei Leonov, Vladimir Denisov, and Sergei Tarasov. 2022. "Dry Sliding Friction Study of ZrN/CrN Multi-Layer Coatings Characterized by Vibration and Acoustic Emission Signals" Metals 12, no. 12: 2046. https://doi.org/10.3390/met12122046
APA StyleFilippov, A., Vorontsov, A., Shamarin, N., Moskvichev, E., Novitskaya, O., Knyazhev, E., Denisova, Y., Leonov, A., Denisov, V., & Tarasov, S. (2022). Dry Sliding Friction Study of ZrN/CrN Multi-Layer Coatings Characterized by Vibration and Acoustic Emission Signals. Metals, 12(12), 2046. https://doi.org/10.3390/met12122046