

Automatic Control of Hot Metal Temperature


Abstract
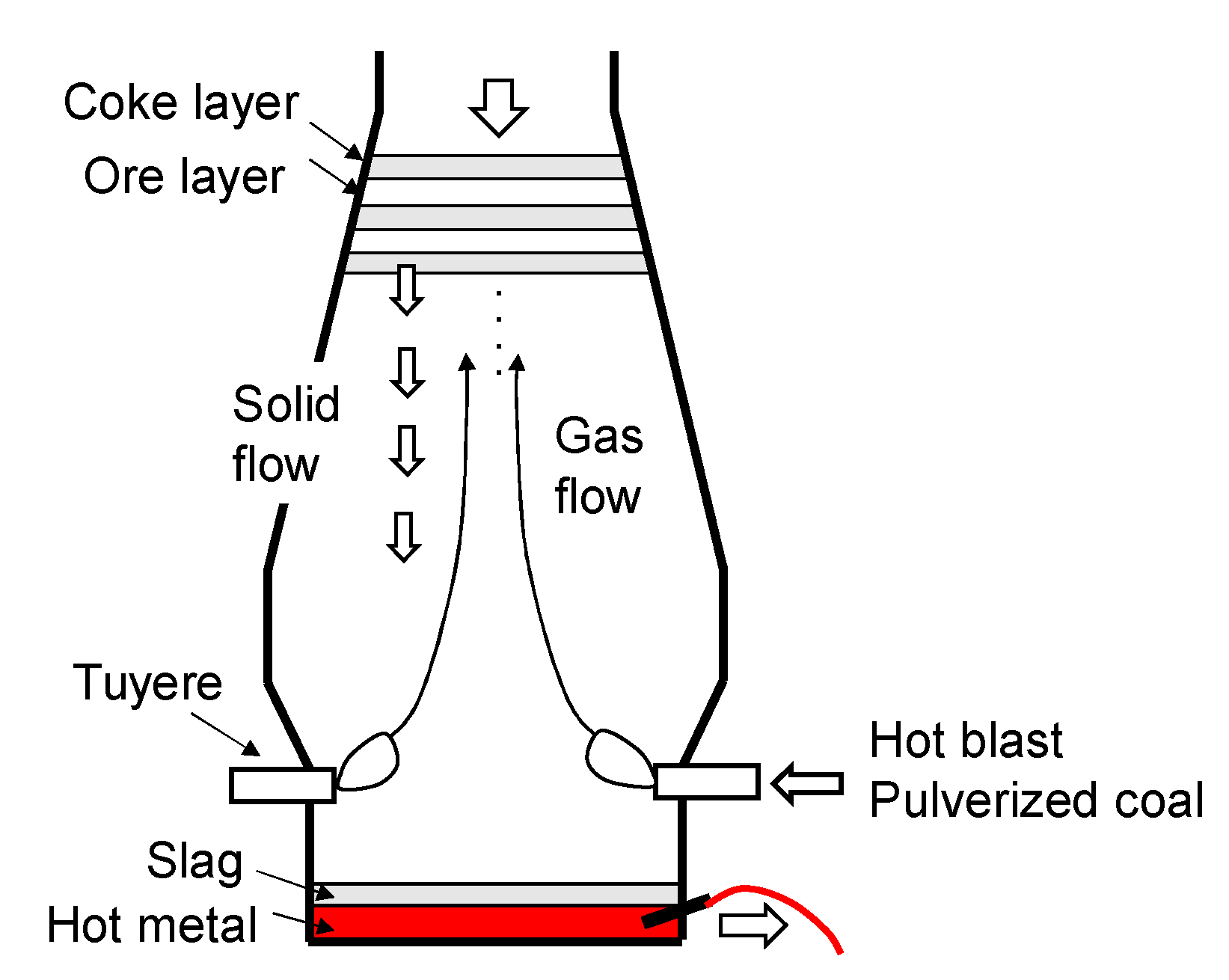
:1. Introduction
2. Methodology
2.1. Conventional Manual Operation
2.2. Transient Model
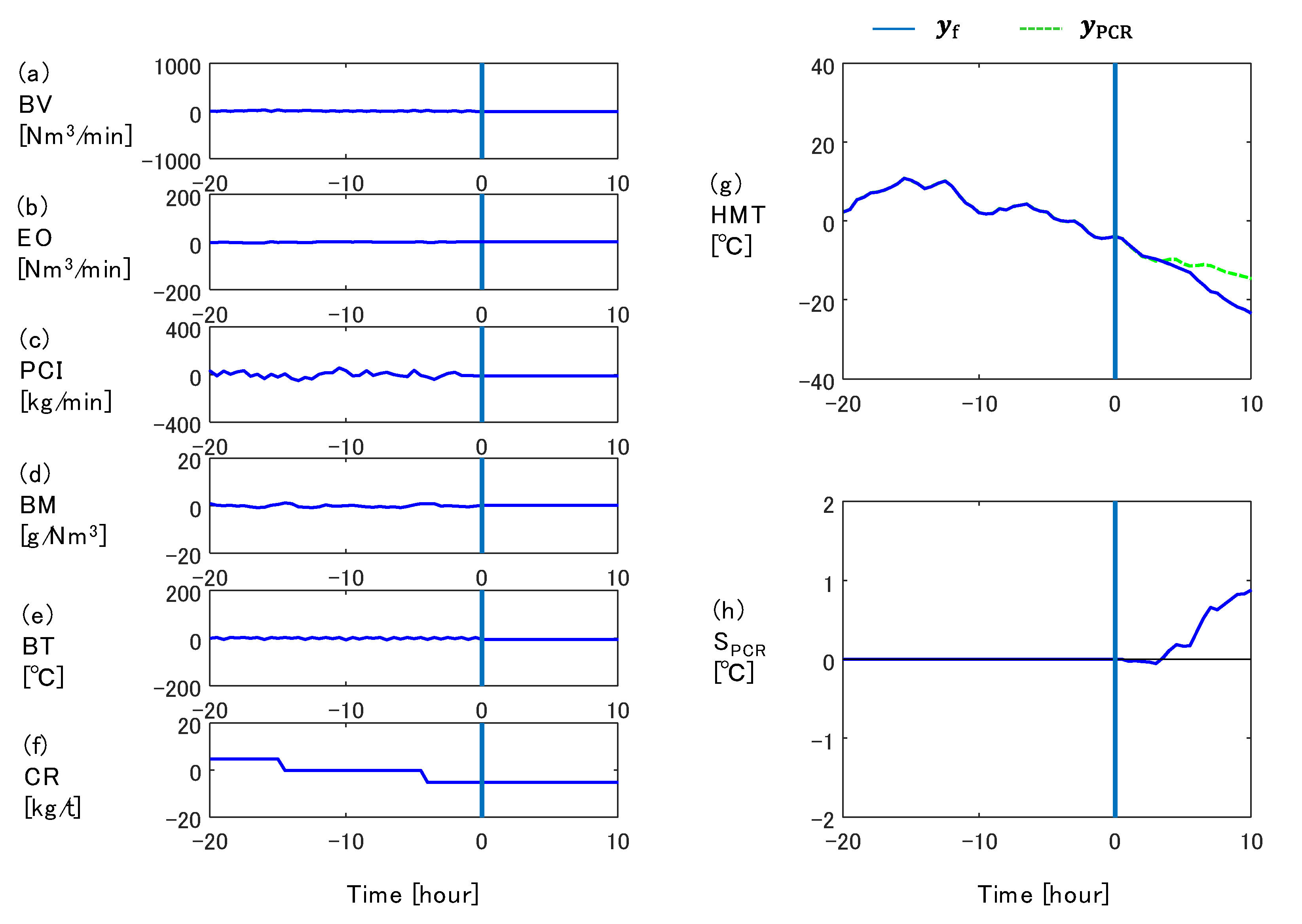
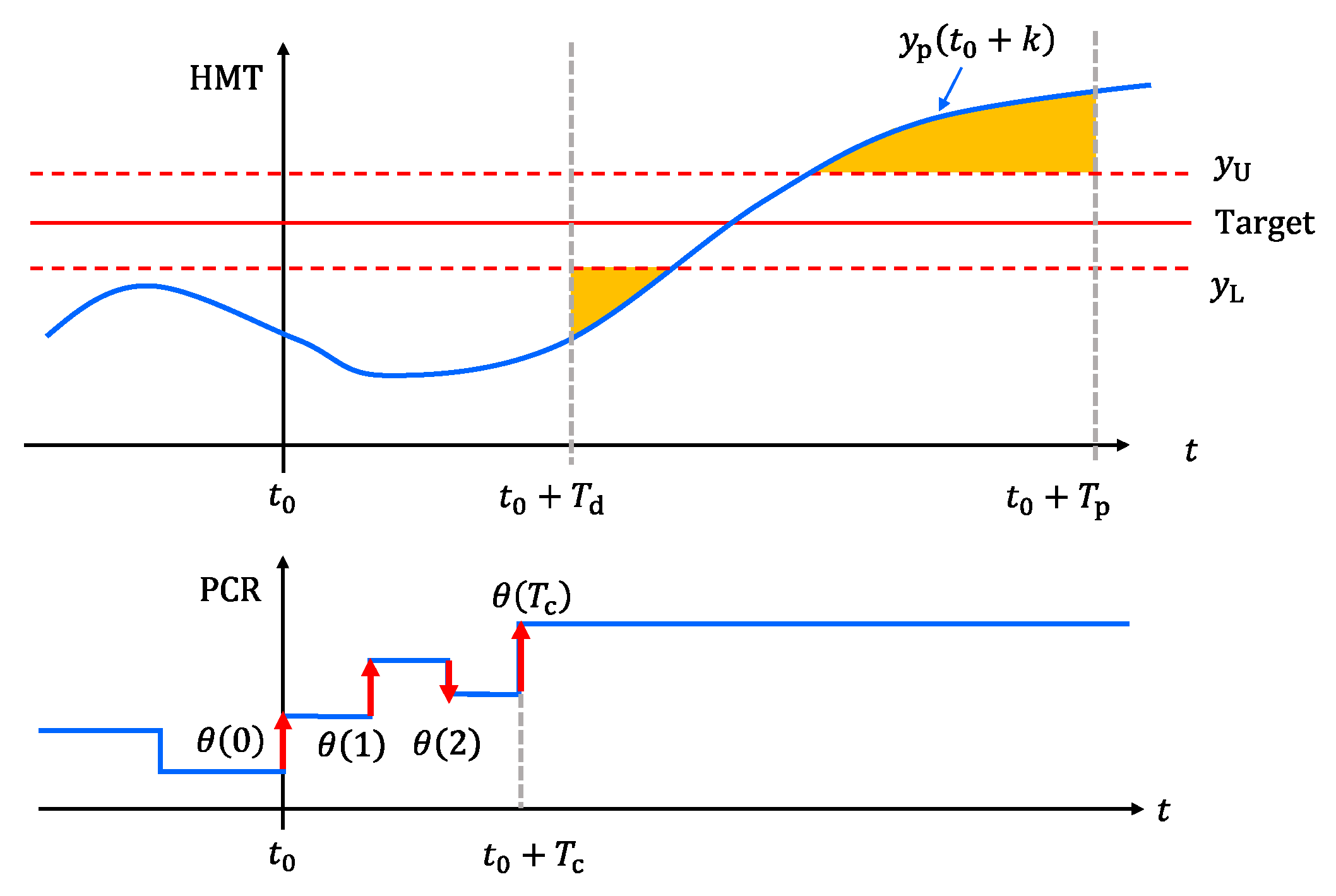
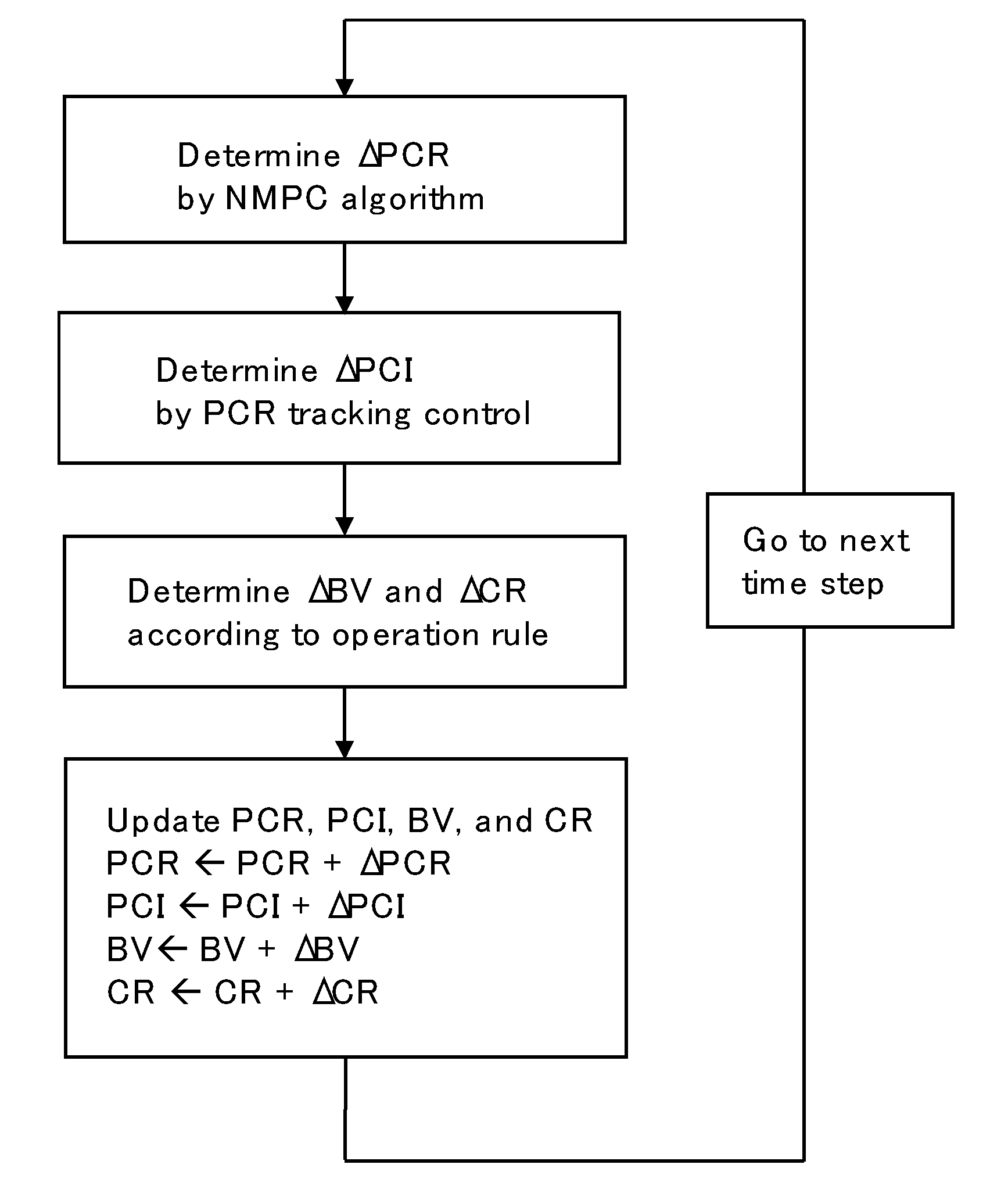
2.3. Nonlinear Model Predictive Control
3. Results and Discussion
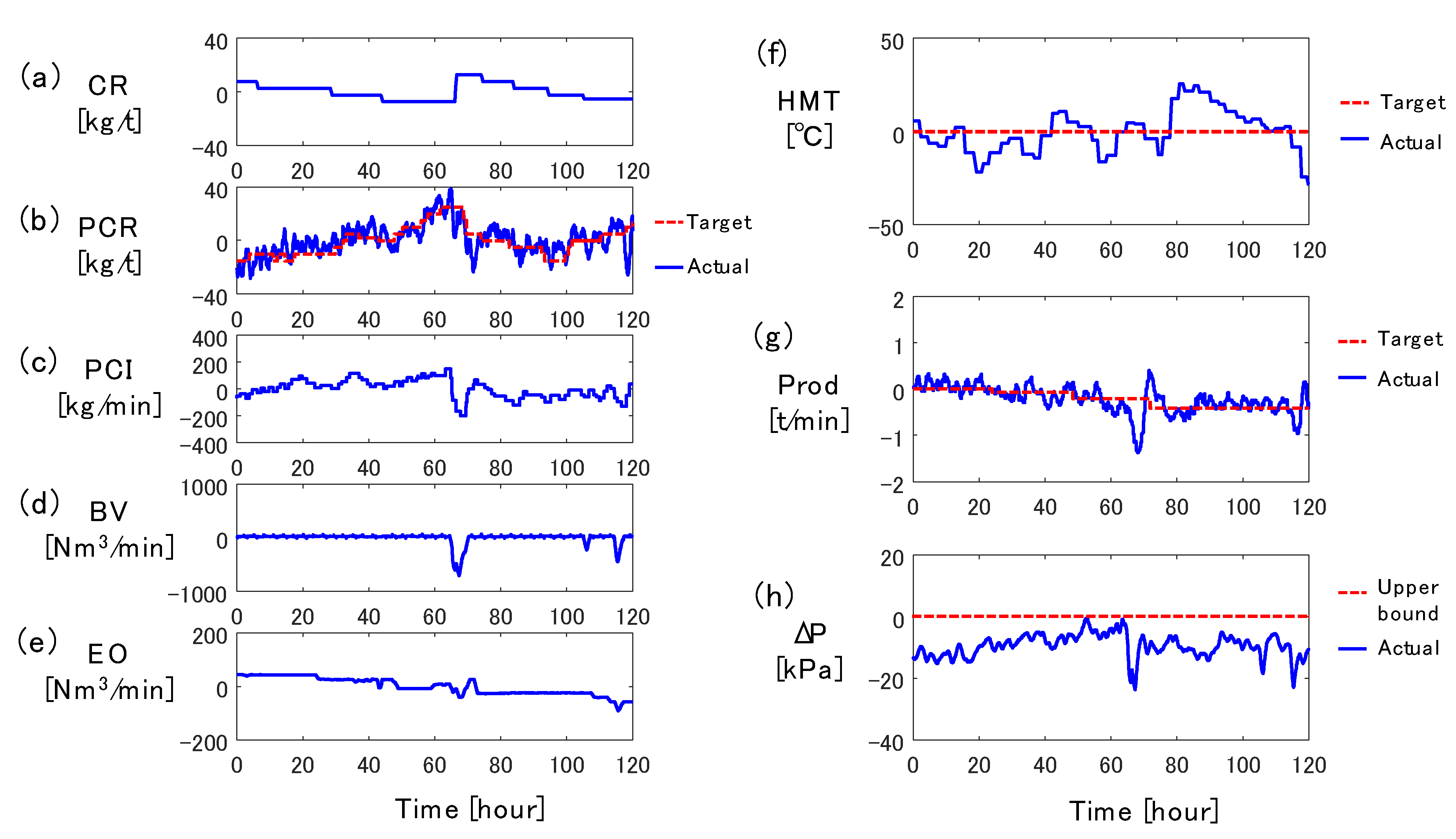
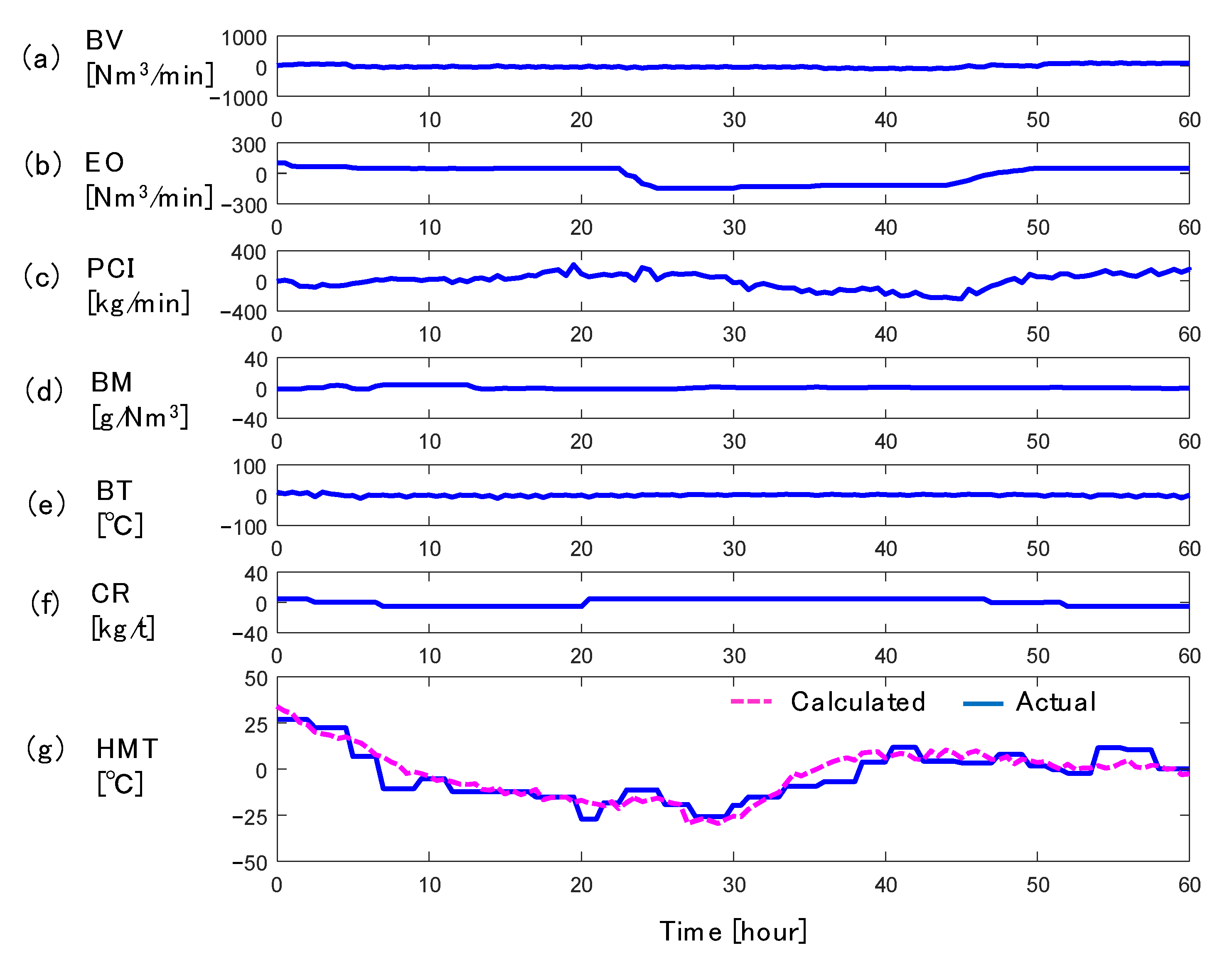
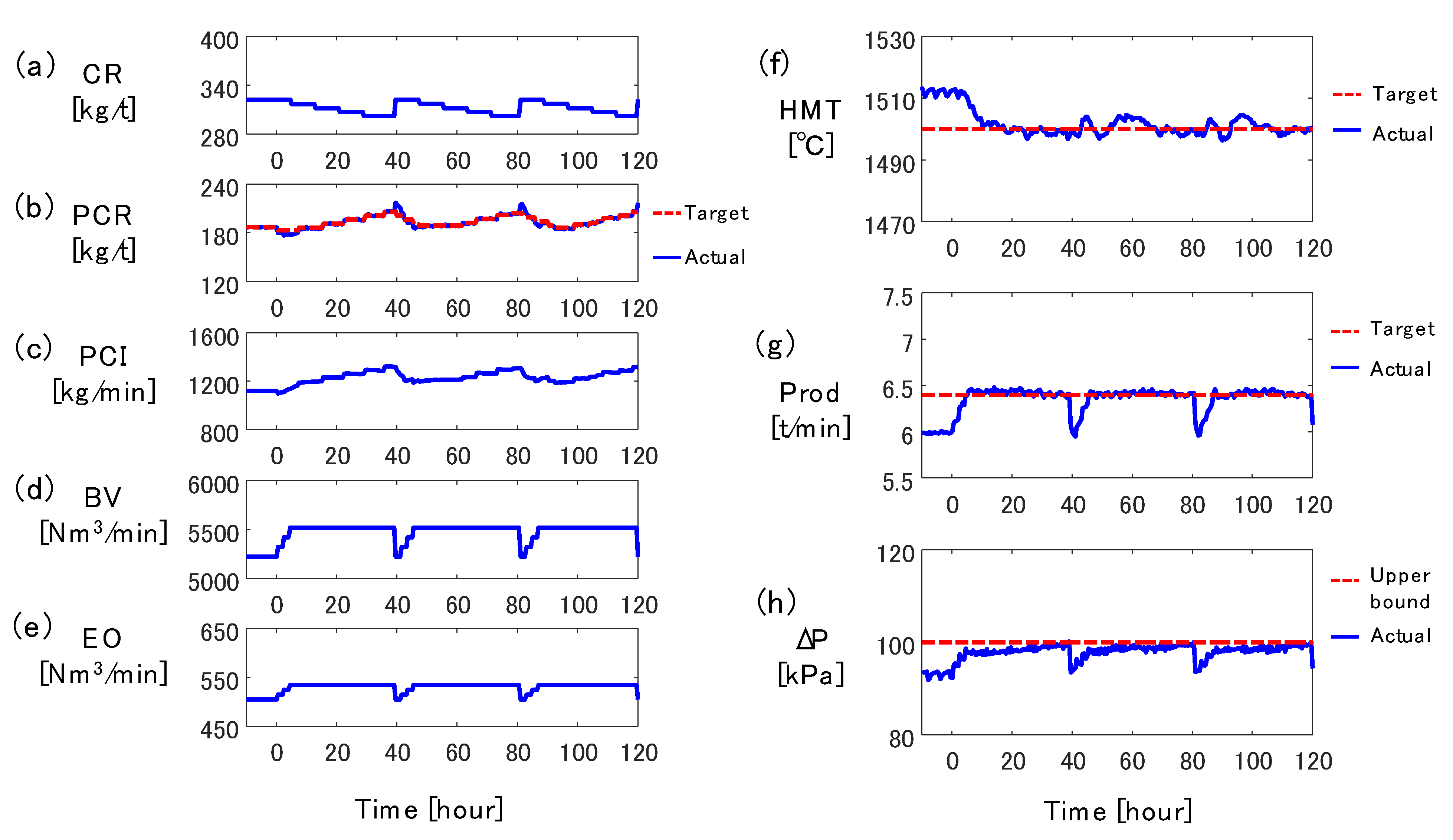
3.1. Control Simulation Results
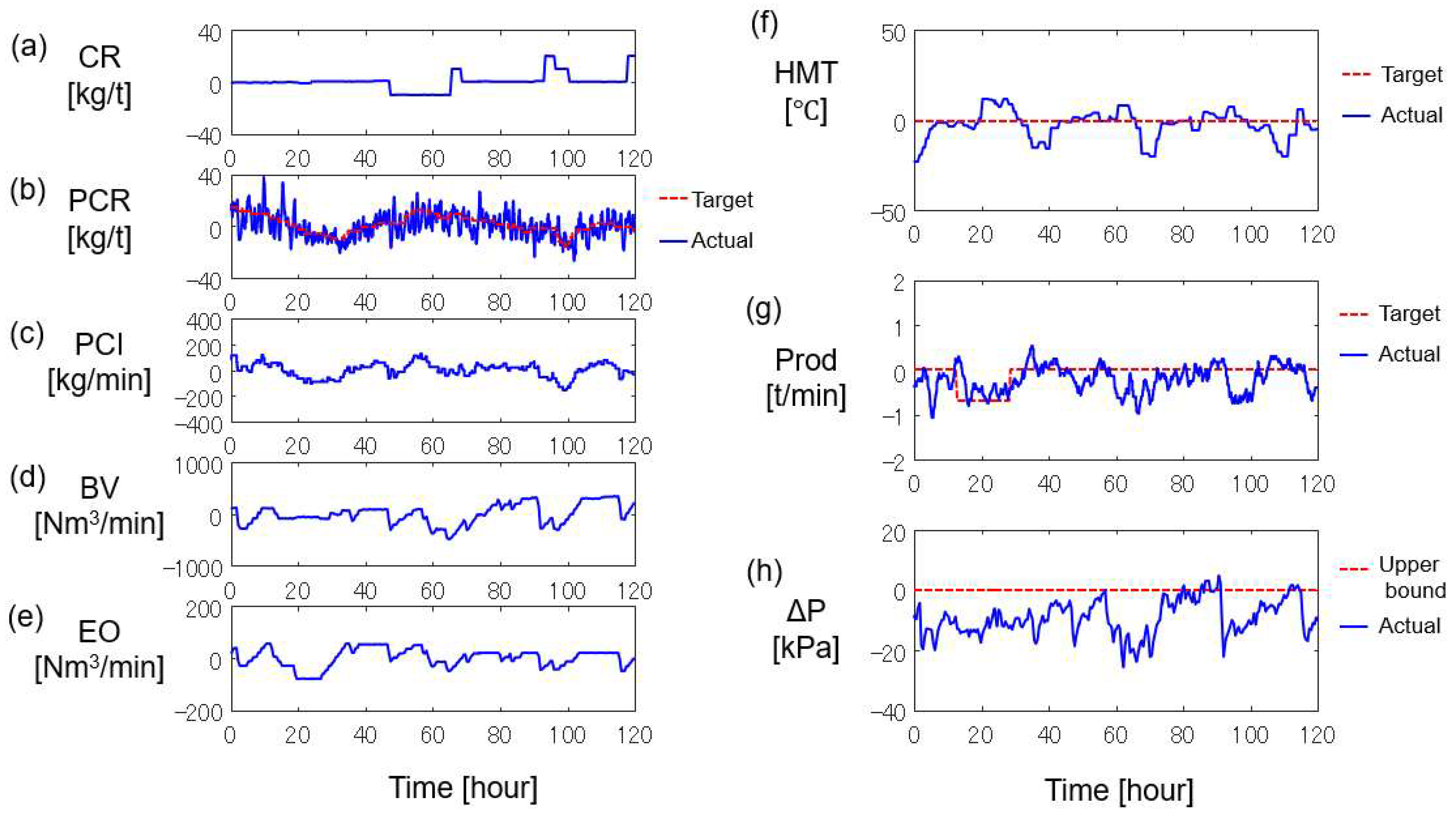
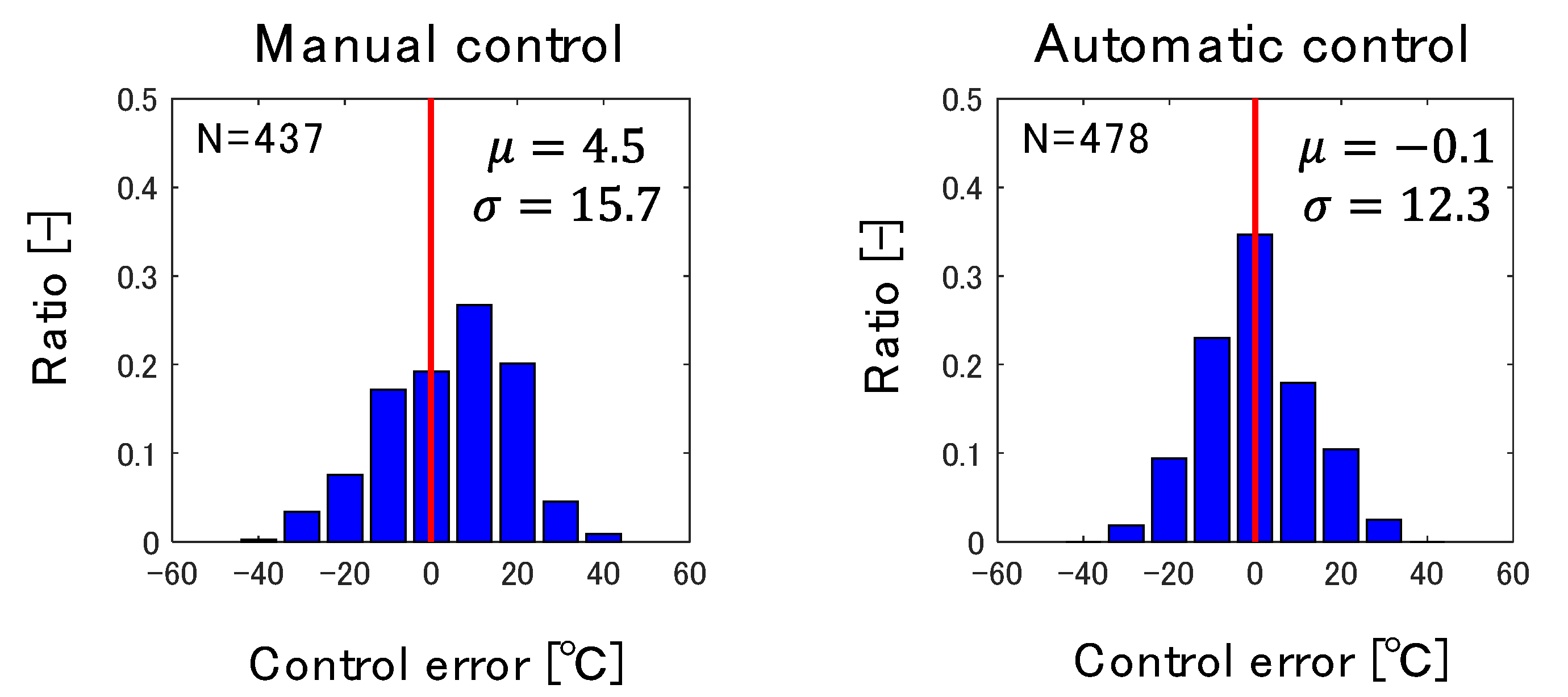
3.2. Evaluation in Actual Operation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Blast moisture | g/Nm3 | |
| Blast temperature | °C | |
| Blast volume | Nm3/min | |
| Specific heat | J/kg/K | |
| Coke rate | kg/t | |
| Heat exchange coefficient | W/m3/K | |
| Enrichment oxygen flow rate | Nm3/min | |
| Molar ratio of substance i in reaction j | - | |
| Oxygen amount in unreduced iron ore | kmol/t | |
| Gas pressure | Pa | |
| Pulverized coal flow rate | kg/min | |
| Pulverized coal rate | kg/t | |
| Production rate | t/min | |
| Heat-loss through furnace wall | W/m2 | |
| Reaction rate | kmol/m3/sec | |
| Gas generation rate | kg/m3/sec | |
| Step response of HMT to PCR | °C/(kg/t) | |
| Temperature | °C | |
| Input variables | - | |
| Molar velocity of iron | kmol/m2/sec | |
| Mass velocity of gas | kg/m2/sec | |
| Molar velocity of gas | kmol/m2/sec | |
| Amount of oxygen blown into furnace | kmol/min | |
| Amount of oxygen in top gas | kmol/min | |
| Top gas flow rate | kmol/min | |
| State variable | - | |
| Molar ratio of gas component 1: N2, 2: CO, 3: CO2, 4: H2, 5: H2O | - | |
| Mol fraction of iron component 6: O (contained in FeOx), 7: [C], 8: [Si], 9: H2O (liq) | - | |
| Volume ratio of coke | m3-coke/m3-bed | |
| Volume ratio of ore | m3-ore/m3-bed | |
| Volume ratio of gas component | - | |
| Controlled variable | - | |
| Control error of HMT | °C | |
| Relaxation coefficient of PCR tracking control | - | |
| Switch variable | - | |
| Reaction heat | J/kmol | |
| Pressure drop | Pa | |
| Operation amount of PC flow rate | kg/min | |
| Control error of PCR | kg/t | |
| Operation amount of target PCR | kg/t | |
| Distribution ratio of reaction heat | - | |
| Decision variable in MIQP | kg/t | |
| Apparent density of coke | kg/m3-coke | |
| Iron density in sintered iron ore | kmol/m3-ore | |
| Density of gas | kg/m3 |
Appendix A
References
- Iffat, U.; Bhatia, S.; Tantar, A.; Sanz, J.; Schockaert, C.; Schimitz, A.; Ciroldini, F.; Reuter, Y.; Hansen, F. New digital services for manufacturing industry using analytics: The case of blast furnace thermal regulation. In Proceedings of the 2018 IEEE 20th Conference on Business Informatics (CBI), Vienna, Austria, 11–14 July 2018; pp. 89–91. [Google Scholar]
- Spirin, N.A.; Lavrov, V.V.; Rybolovlev, V.Y.; Schnaider, D.A.; Krasnobaev, A.V.; Gurin, I.A. Digital Transformation of Pyrometallurgical Technologies. State, Scientific Problems, and Prospects of Development. Steel Transl. 2021, 51, 522–530. [Google Scholar] [CrossRef]
- Azadi, P.; Winz, J.; Leo, E.; Klock, R.; Engell, S. A hybrid dynamic model for the prediction of molten iron and slag quality indices of a large-scale blast furnace. Comput. Chem. Eng. 2022, 156, 107573. [Google Scholar] [CrossRef]
- Jiang, K.; Jiang, Z.; Xie, Y.; Chen, Z.; Pan, D.; Gui, W. Classification of silicon content variation trend based on fusion of multilevel features in blast furnace ironmaking. Inf. Sci. 2020, 521, 32–45. [Google Scholar] [CrossRef]
- Agrawal, A.; Agarwal, M.K.; Kothari, A.K.; Mallick, S. A mathematical model to control thermal stability of blast furnace using proactive thermal indicator. Ironmak. Steelmak. 2019, 46, 133–140. [Google Scholar] [CrossRef]
- Martín, R.D.; Obeso, F.; Mochón, J.; Barea, R.; Jiménez, J. Hot metal temperature prediction in blast furnace using advanced model based on fuzzy logic tools. Ironmak. Steelmak. 2007, 34, 241–247. [Google Scholar] [CrossRef]
- Jiao, H.; Zhang, Y.; Luo, C.; Bi, Z. Collaborative Multiple Rank Regression for Temperature Prediction of Blast Furnace. IEEE Trans. Instrum. Meas. 2022, 71, 3515110. [Google Scholar] [CrossRef]
- Hashimoto, Y.; Sawa, Y.; Kano, M. Practical Operation Guidance on Thermal Control of Blast Furnace. ISIJ Int. 2019, 59, 1573–1581. [Google Scholar] [CrossRef]
- Hashimoto, Y.; Kitamura, Y.; Ohashi, T.; Sawa, Y.; Kano, M. Transient model-based operation guidance on blast furnace. Control Eng. Pract. 2019, 82, 130–141. [Google Scholar] [CrossRef]
- Hashimoto, Y.; Sawa, Y.; Kano, M. Online Prediction of Hot Metal Temperature Using Transient Model and Moving Horizon Estimation. ISIJ Int. 2019, 59, 1534–1544. [Google Scholar] [CrossRef]
- Hashimoto, Y.; Masuda, R.; Yasuhara, S. An Operator Behavior Model for Thermal Control of Blast Furnace. ISIJ Int. 2022, 62, 157–164. [Google Scholar] [CrossRef]
- Abhale, P.B.; Viswanathan, N.N.; Saxén, H. Numerical modelling of blast furnace –Evolution and recent trends. Miner. Process. Extr. Metall. 2020, 129, 166–183. [Google Scholar] [CrossRef]
- Saxén, H. Blast furnace on-line simulation model. Metall. Mater. Trans. B 1990, 21, 913–923. [Google Scholar] [CrossRef]
- Fu, D.; Chen, Y.; Zhao, Y.; Alessio, J.D.; Ferron, K.J.; Zhou, C.Q. CFD modeling of multiphase reacting flow in blast furnace shaft with layered burden. Appl. Therm. Eng. 2014, 66, 298–308. [Google Scholar] [CrossRef]
- Castro, J.A.; Nogami, H.; Yagi, J. Transient Mathematical Model of Blast Furnace Based on Multi-fluid Concept, with Application to High PCI Operation. ISIJ Int. 2000, 40, 637–646. [Google Scholar] [CrossRef]
- Hashimoto, Y.; Sawa, Y.; Kano, M. Development and Validation of kinematical blast furnace model with long-term operation data. ISIJ Int. 2018, 58, 2210–2218. [Google Scholar] [CrossRef]
- Jiao, L.; Kuang, S.; Yu, A.; Li, Y.; Mao, X.; Xu, H. Three-Dimensional Modeling of an Ironmaking Blast Furnace with a Layered Cohesive Zone. Metall. Mater. Trans. B 2020, 51, 258–275. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Variable | Unit |
|---|---|---|
| Input variables for simulation | Blast volume (BV) | Nm3/min |
| Enrichment oxygen flow rate (EO) | Nm3/min | |
| Blast moisture (BM) | g/Nm3 | |
| Blast temperature (BT) | °C | |
| Pulverized coal flow rate (PCI) | kg/min | |
| Coke rate (CR), i.e., weight ratio of coke and iron | kg/t | |
| Manipulated variables for control | Pulverized coal rate (PCR) | kg/t |
| Pulverized coal flow rate (PCI) | kg/min | |
| Controlled variable | Hot metal temperature (HMT) | °C |
| Symbol | Reaction |
|---|---|
| Input Variables | Value |
|---|---|
| Blast volume (BV) | 5200 Nm3/min |
| Enrichment oxygen flow rate (EO) | 500 Nm3/min |
| Blast moisture (BM) | 7 g/Nm3 |
| Blast temperature (BT) | 1130 °C |
| Pulverized coal flow rate (PCI) | 1120 kg/min |
| Coke rate (CR) | 332 kg/t |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hashimoto, Y.; Masuda, R.; Mulder, M.; van Paassen, M.M. Automatic Control of Hot Metal Temperature. Metals 2022, 12, 1624. https://doi.org/10.3390/met12101624
Hashimoto Y, Masuda R, Mulder M, van Paassen MM. Automatic Control of Hot Metal Temperature. Metals. 2022; 12(10):1624. https://doi.org/10.3390/met12101624
Chicago/Turabian StyleHashimoto, Yoshinari, Ryosuke Masuda, Max Mulder, and Marinus M. (René) van Paassen. 2022. "Automatic Control of Hot Metal Temperature" Metals 12, no. 10: 1624. https://doi.org/10.3390/met12101624
APA StyleHashimoto, Y., Masuda, R., Mulder, M., & van Paassen, M. M. (2022). Automatic Control of Hot Metal Temperature. Metals, 12(10), 1624. https://doi.org/10.3390/met12101624