
Numerical Analysis of Natural Gas Injection in Shougang Jingtang Blast Furnace

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Model Calculations
2.2. Calculation Conditions
3. Results
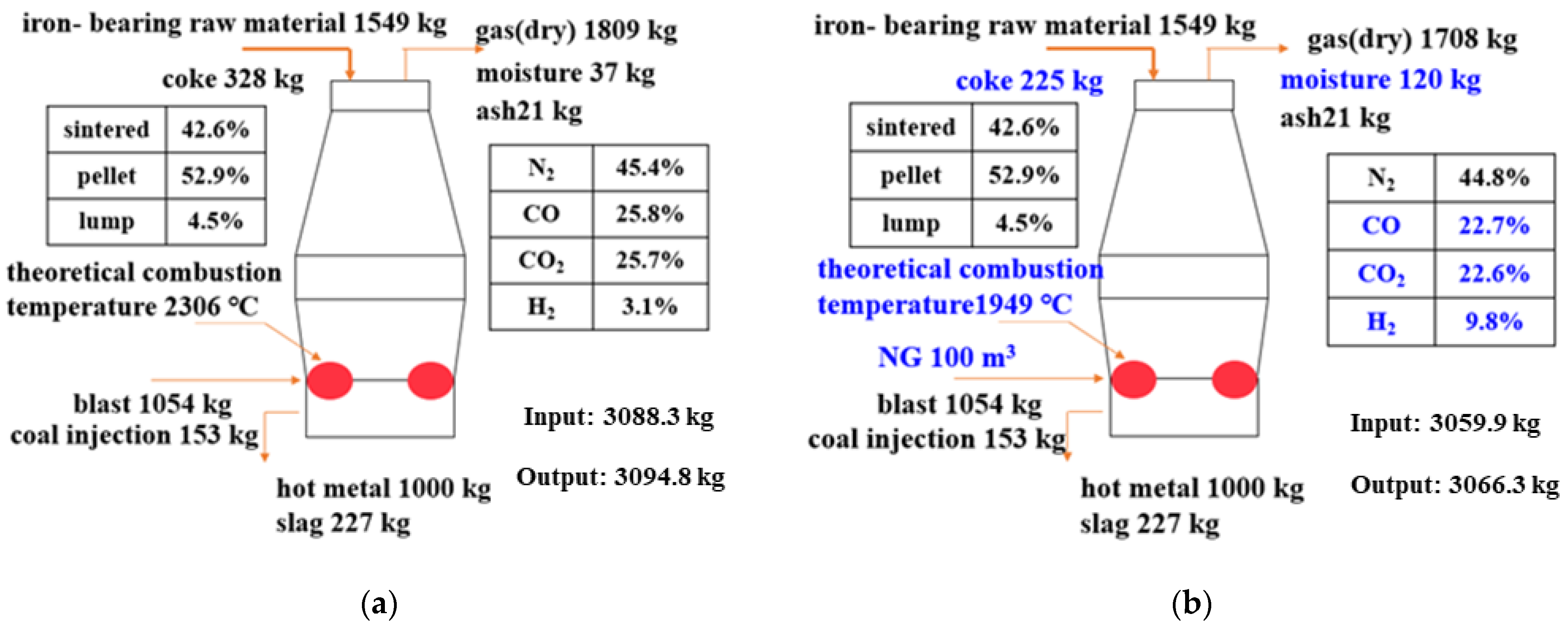
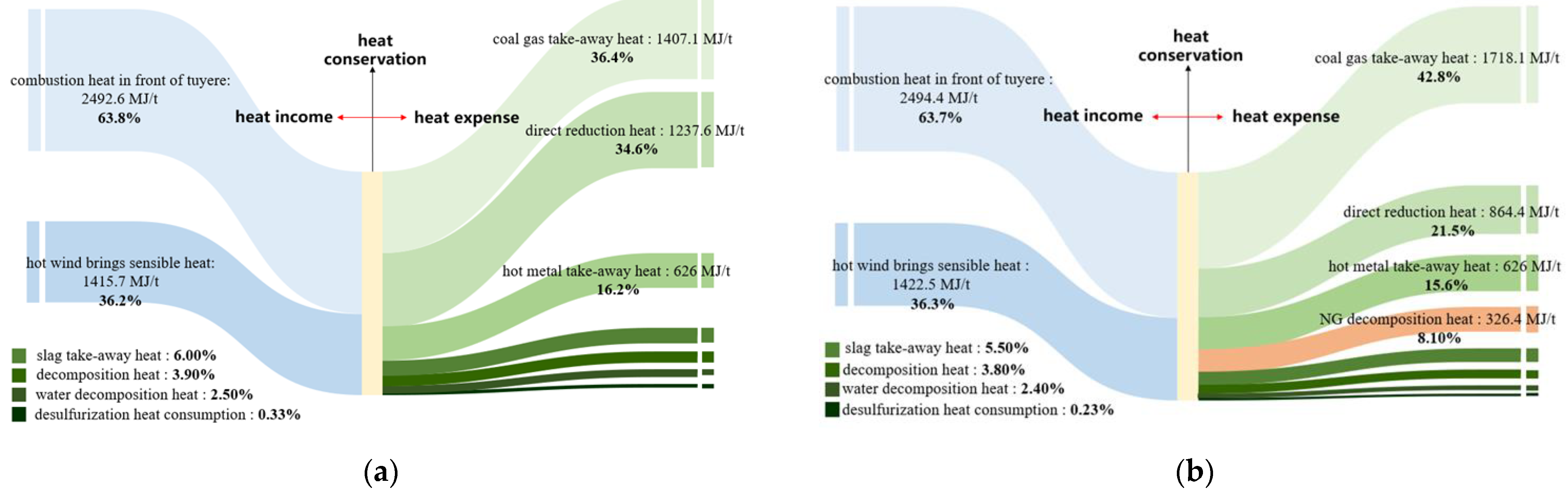
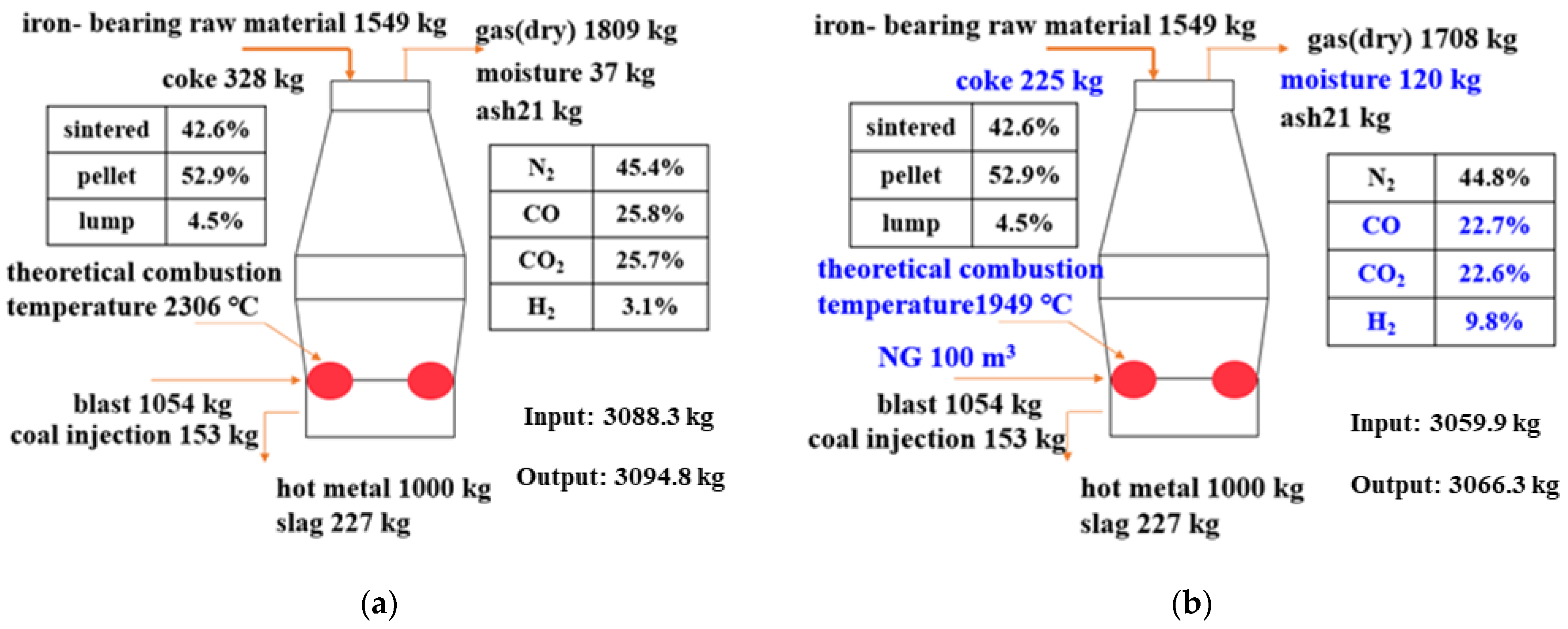
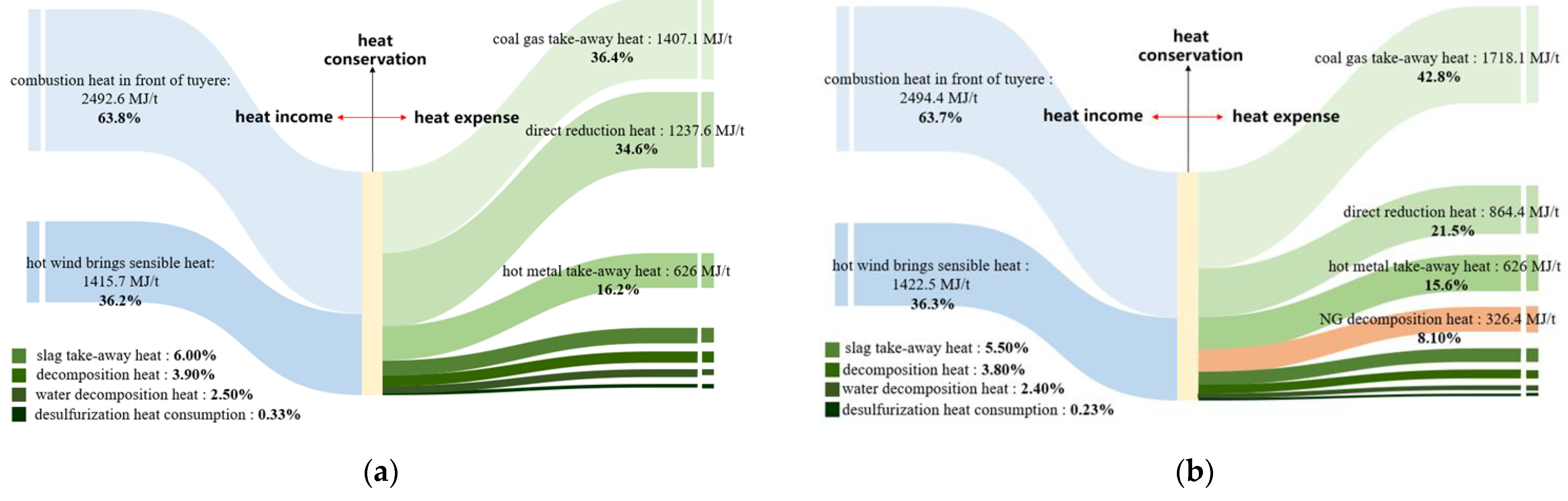
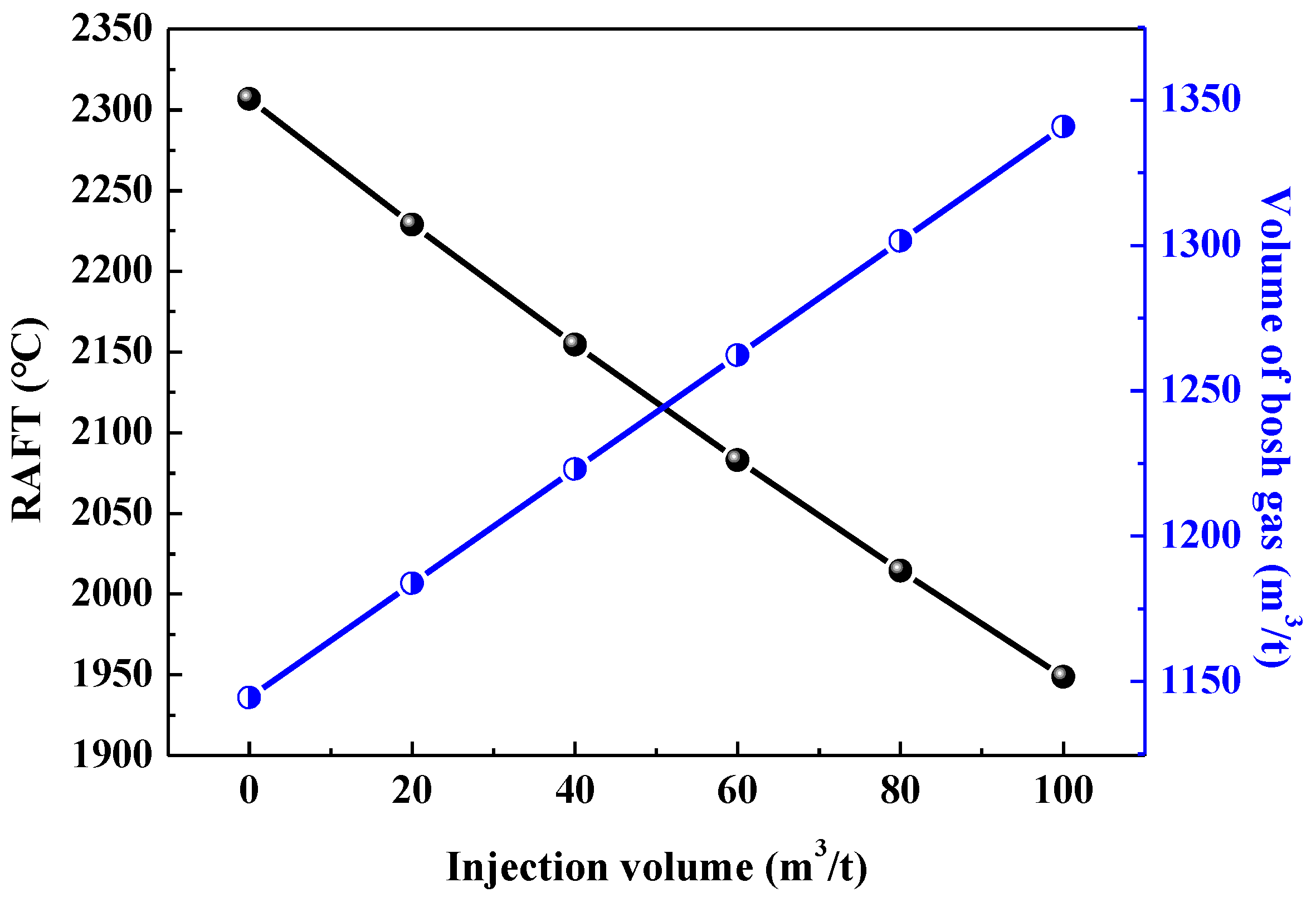
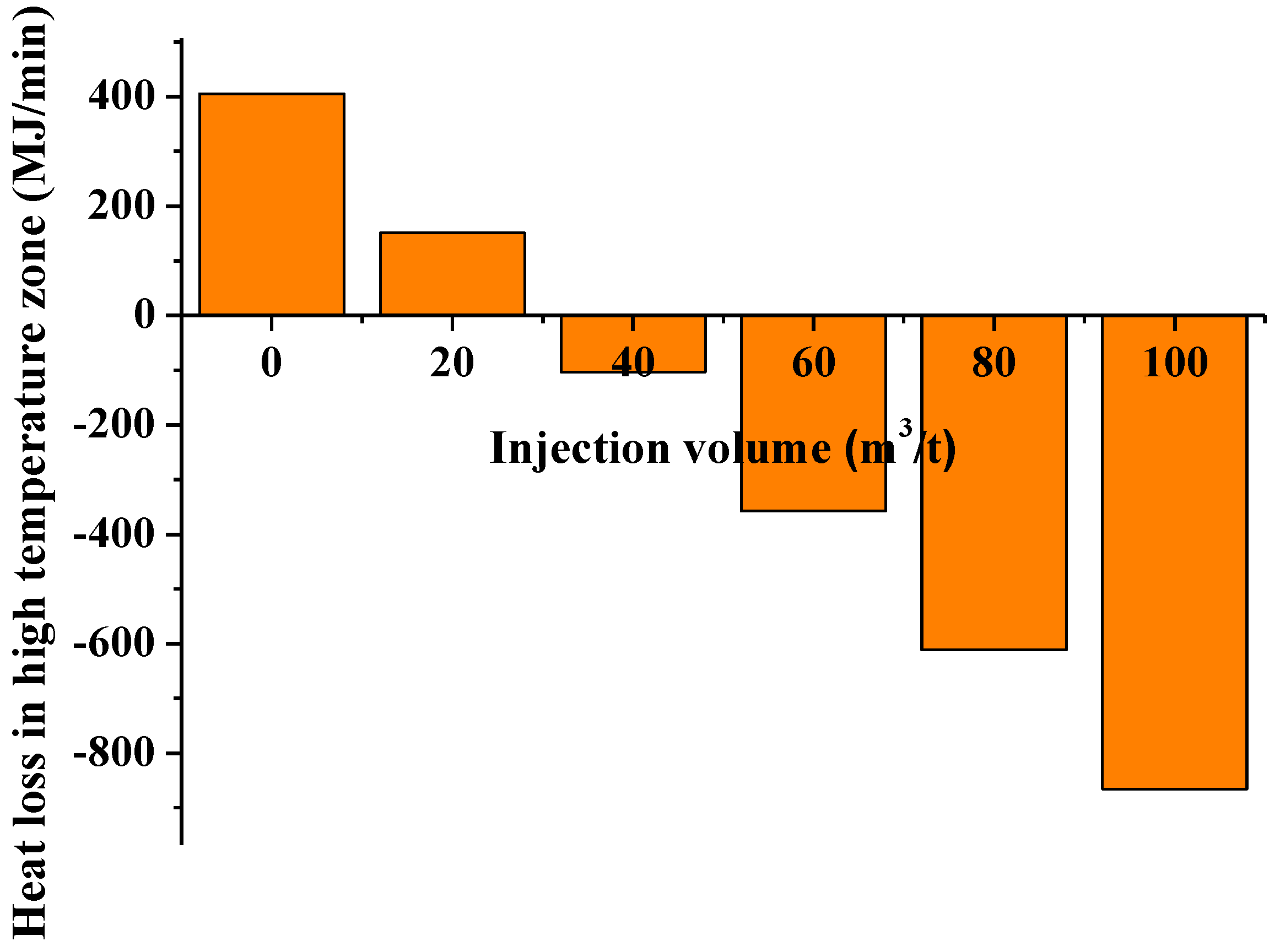
3.1. NG Injection with No Thermal Compensation
3.2. NG Injection with Thermal Compensation
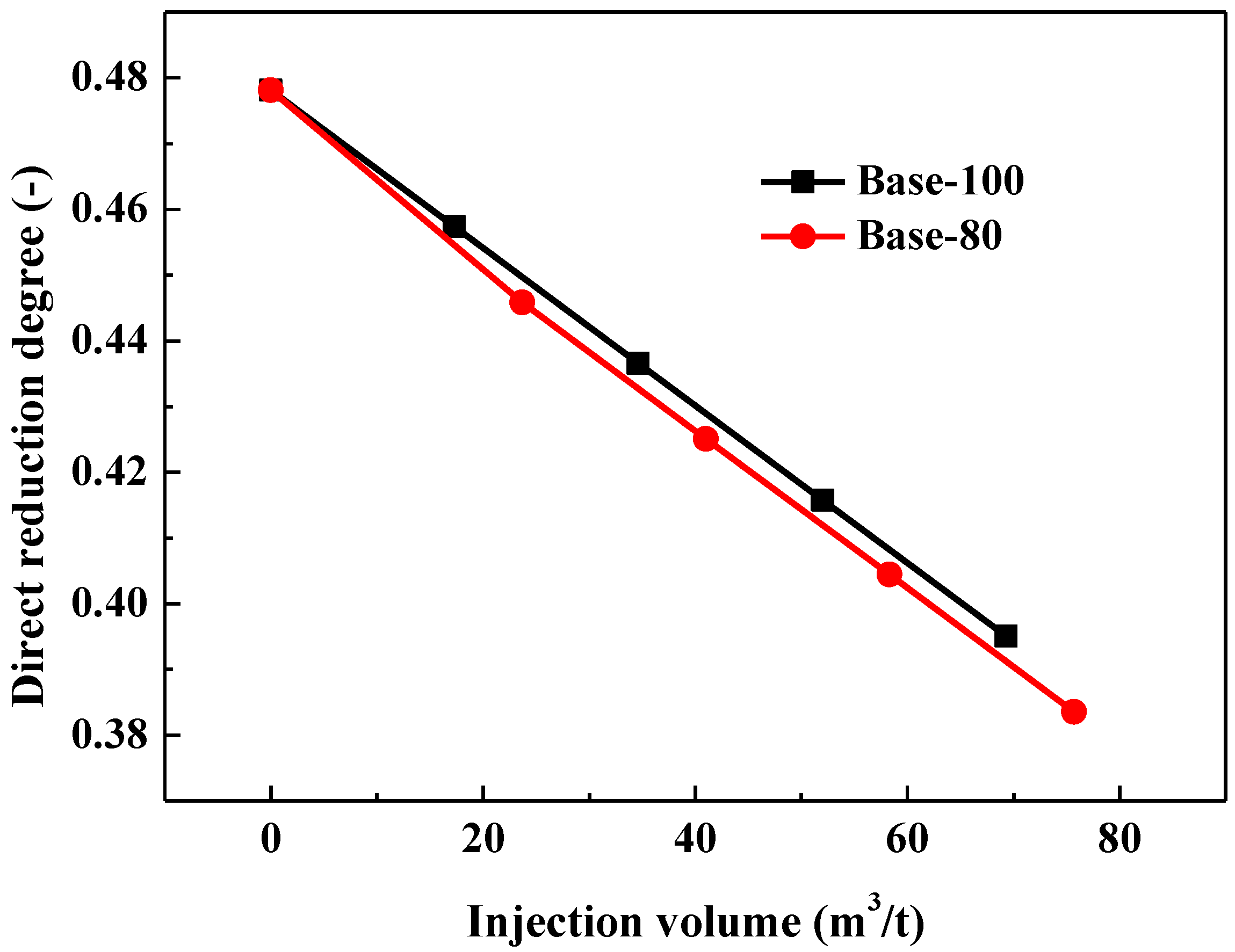
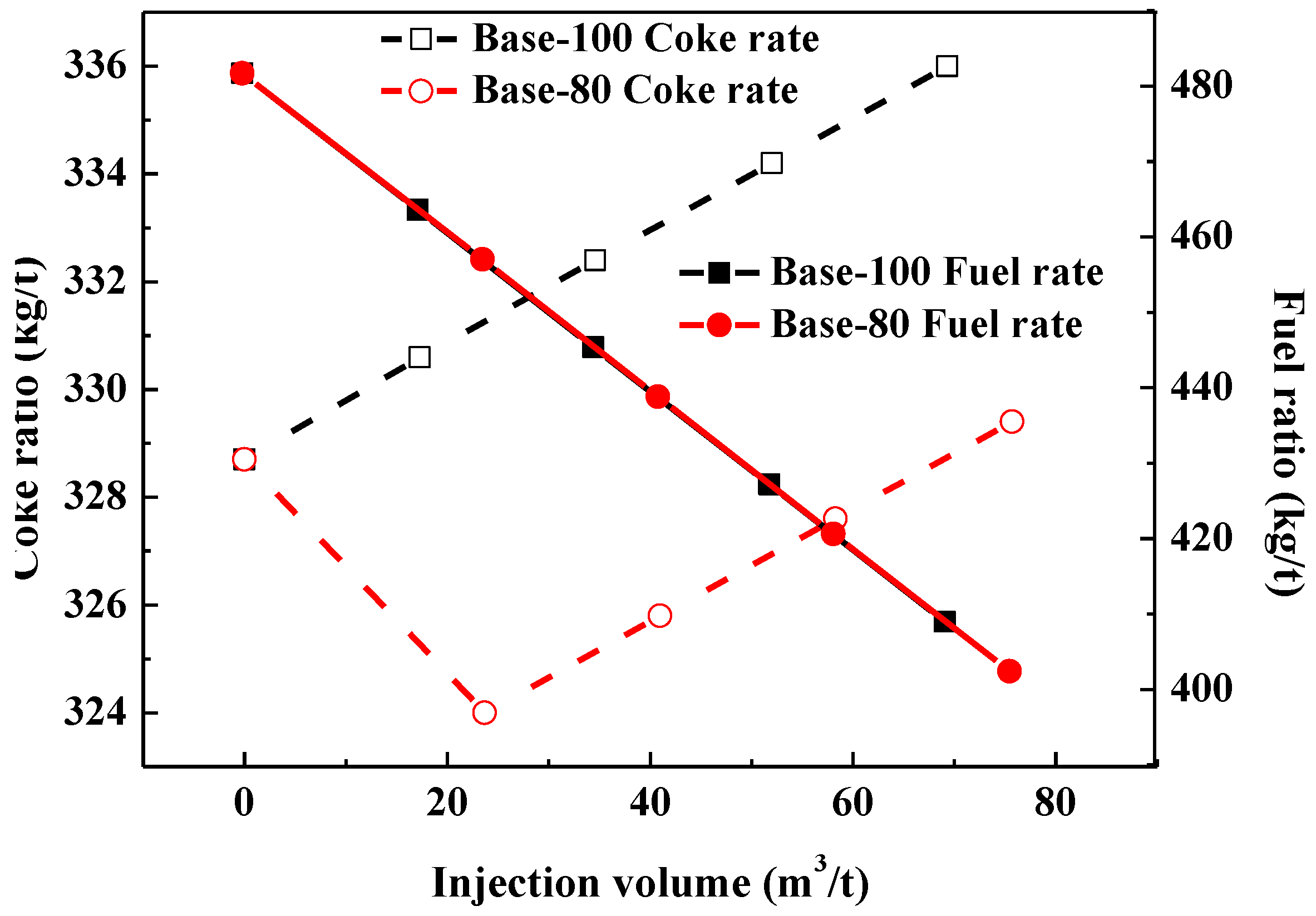
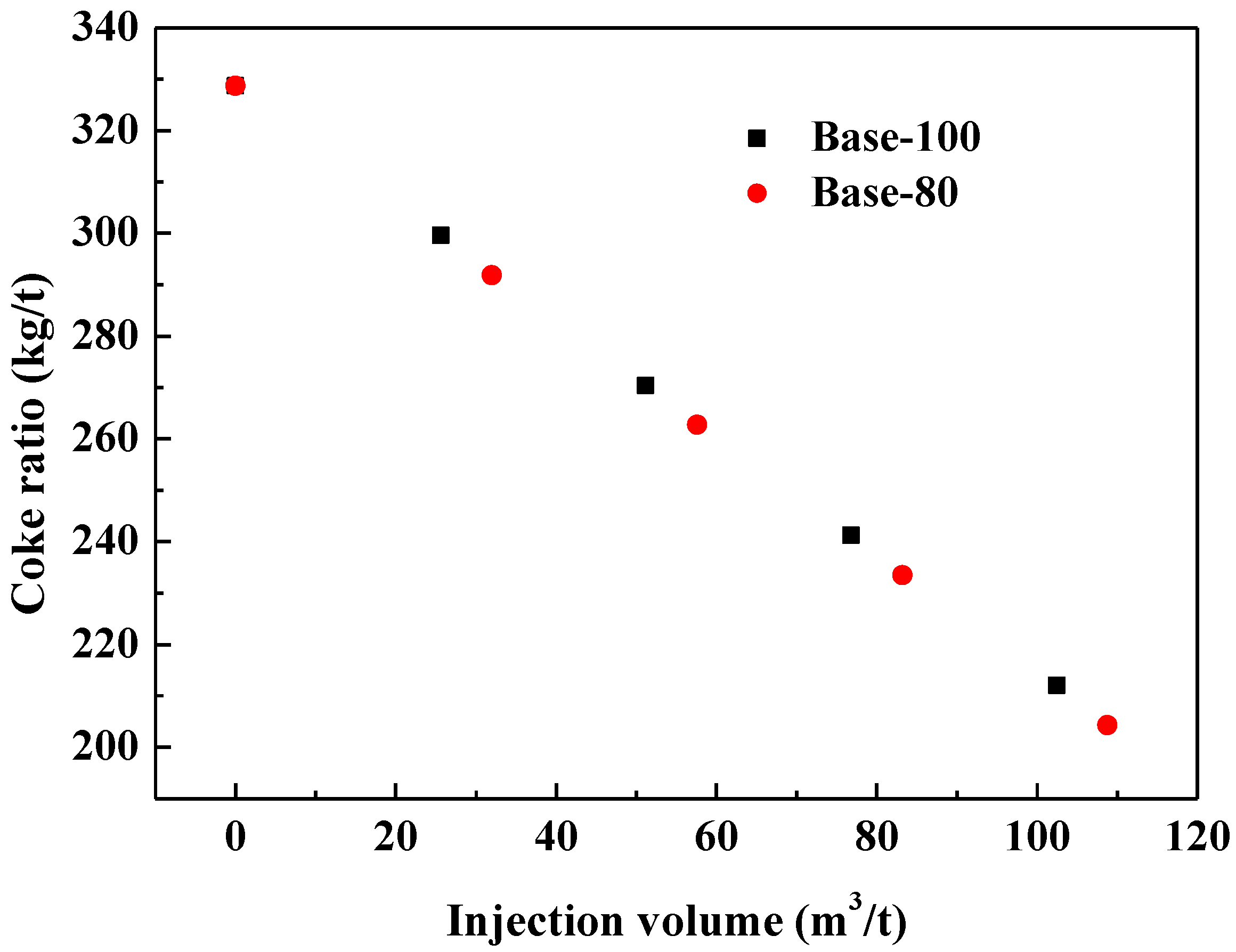
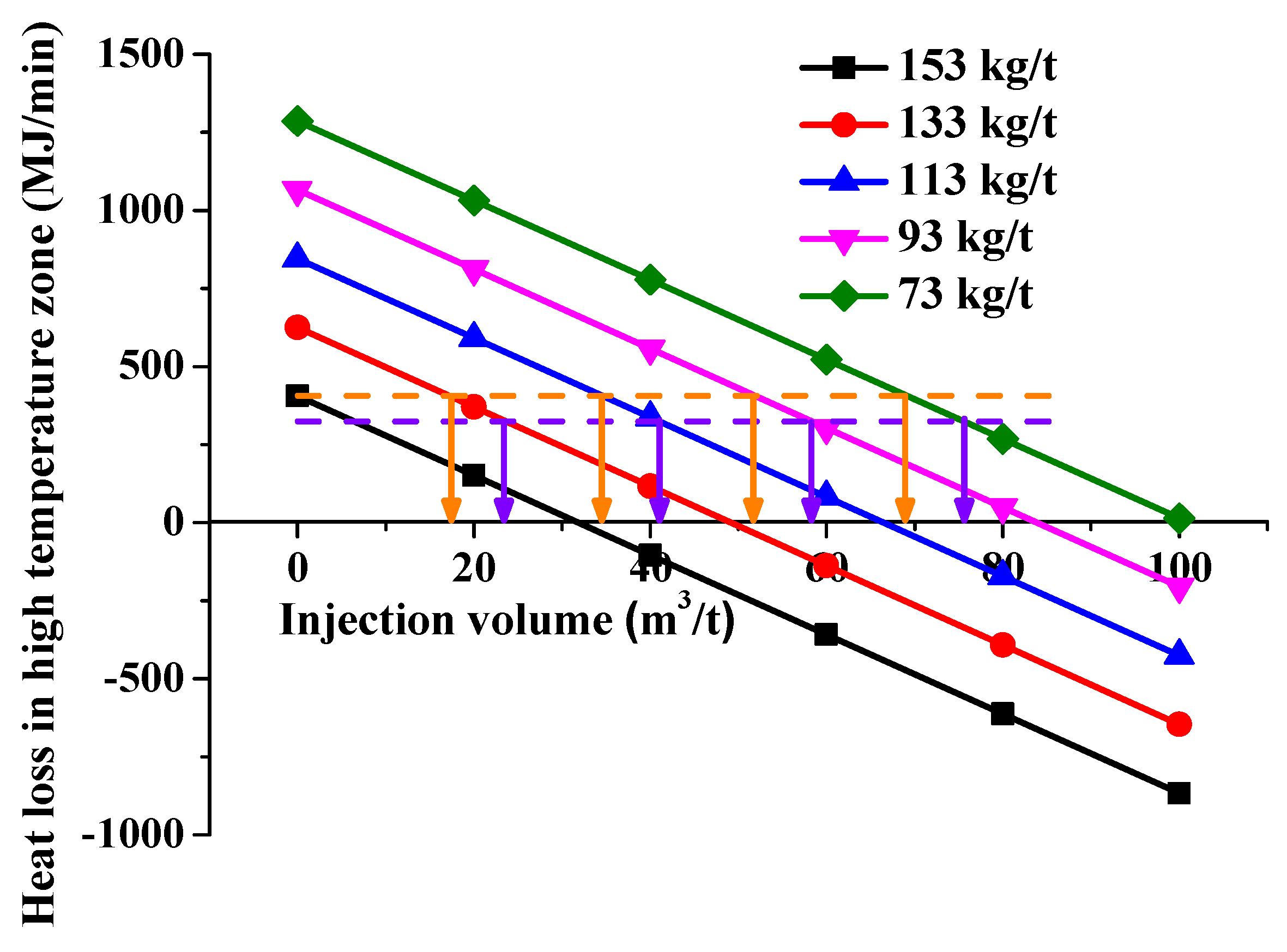
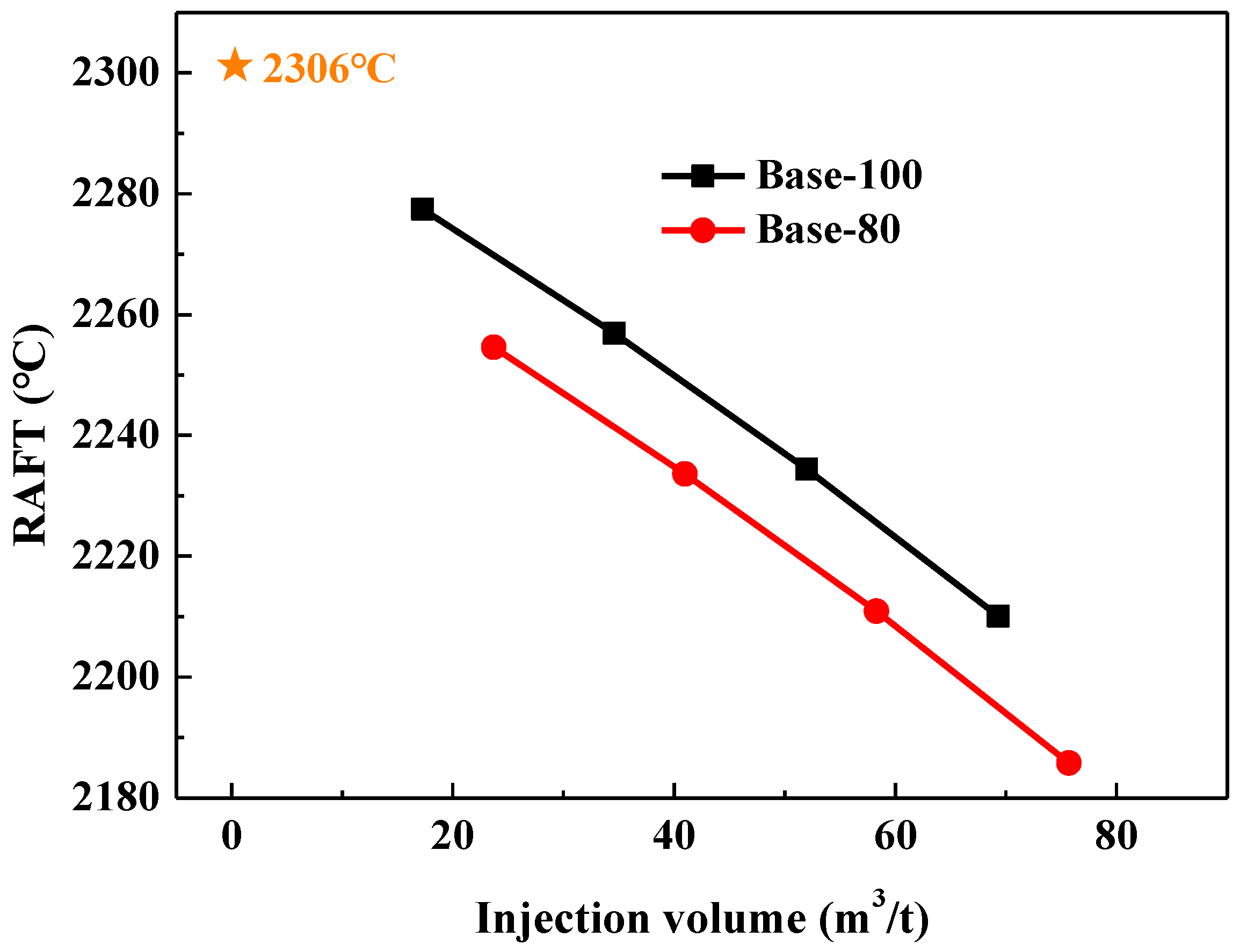
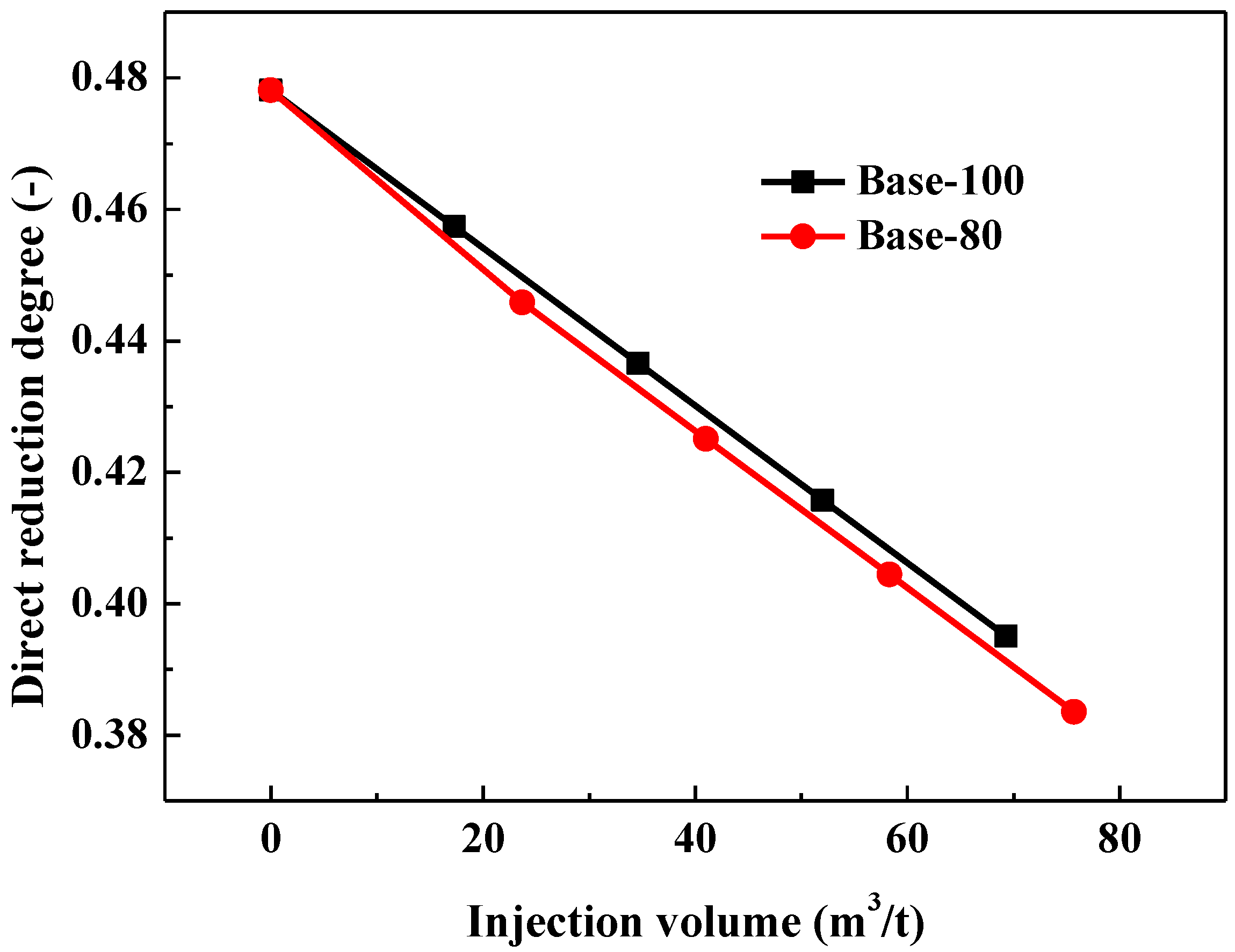
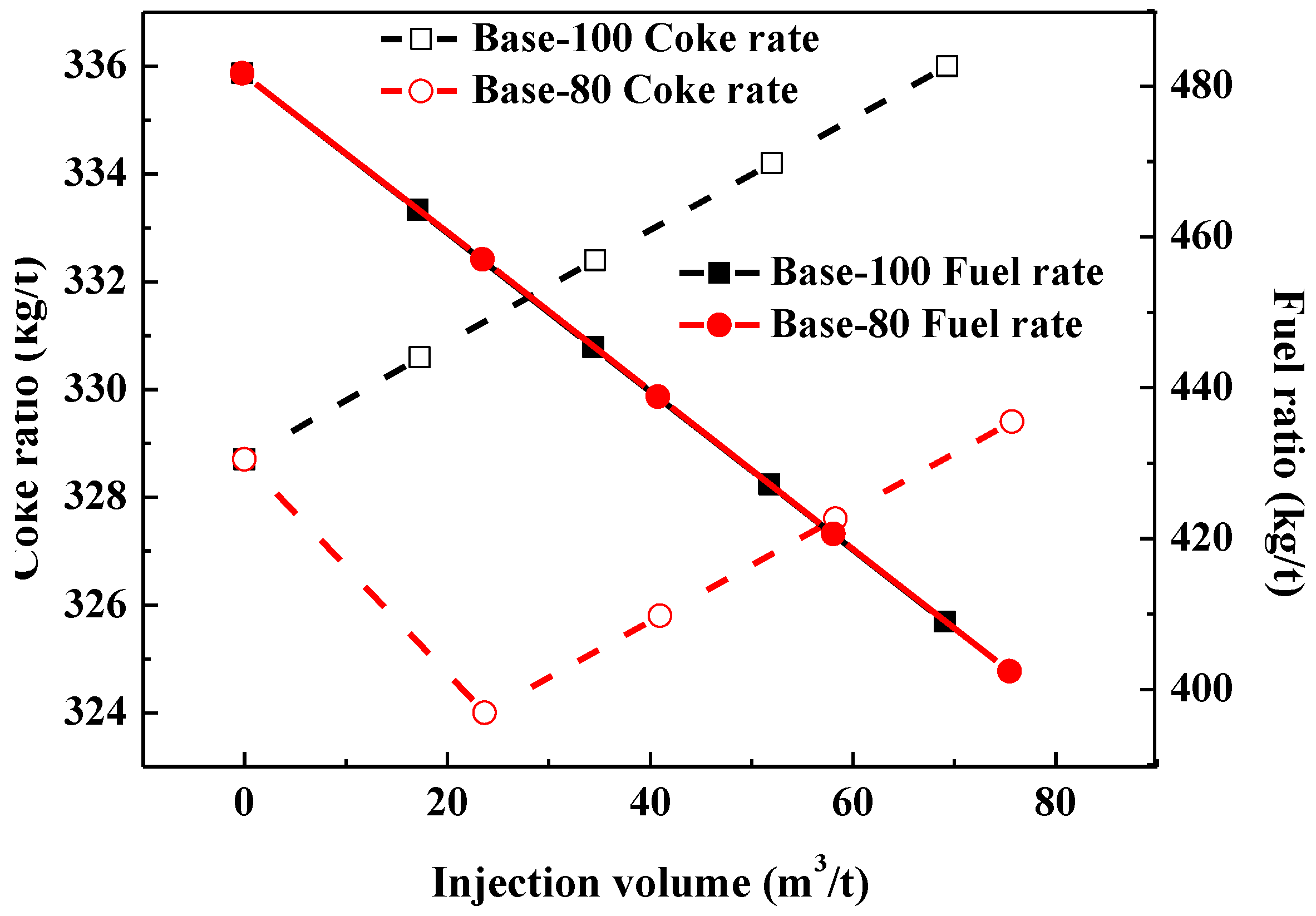
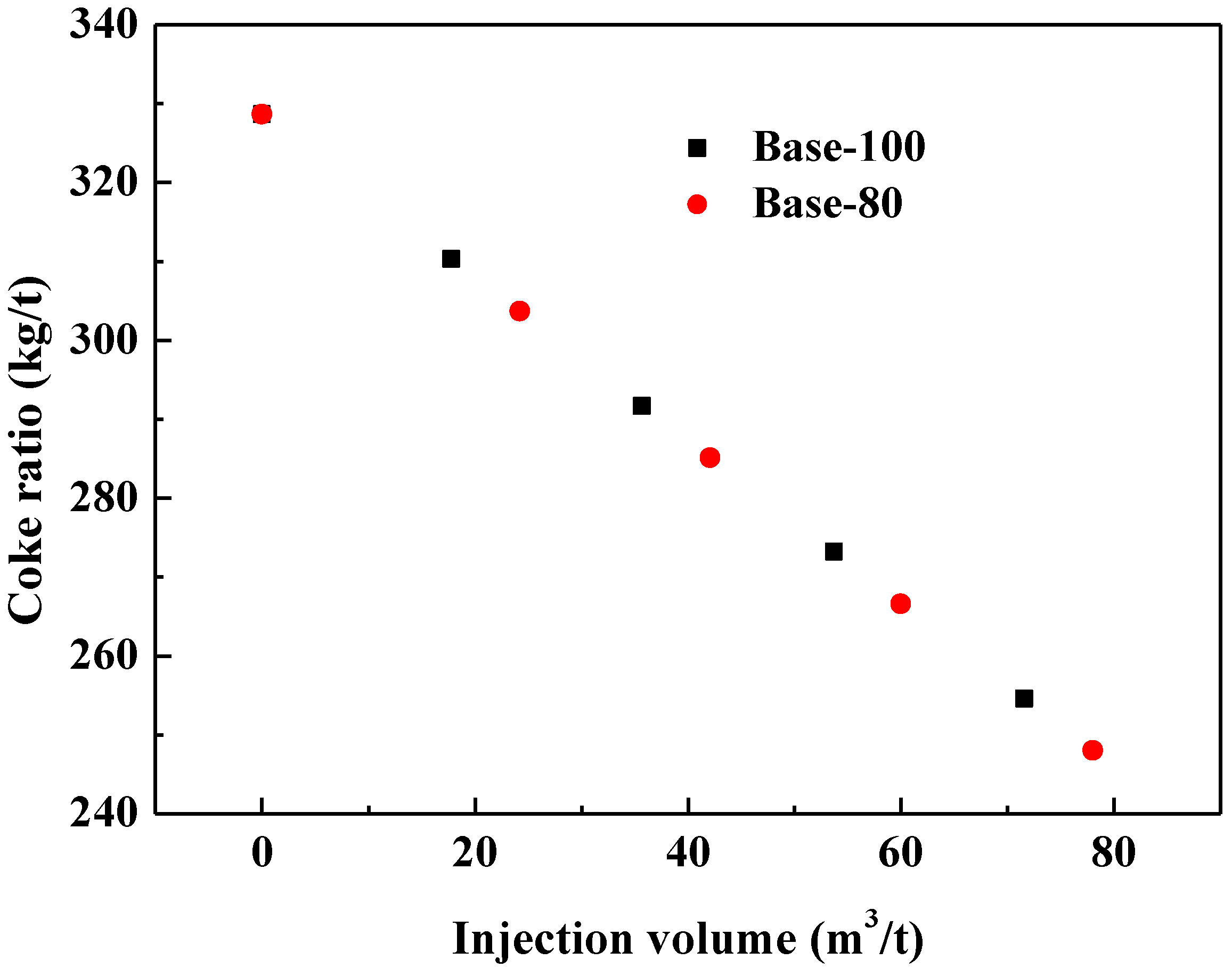
3.2.1. Reducing Coal Ratio
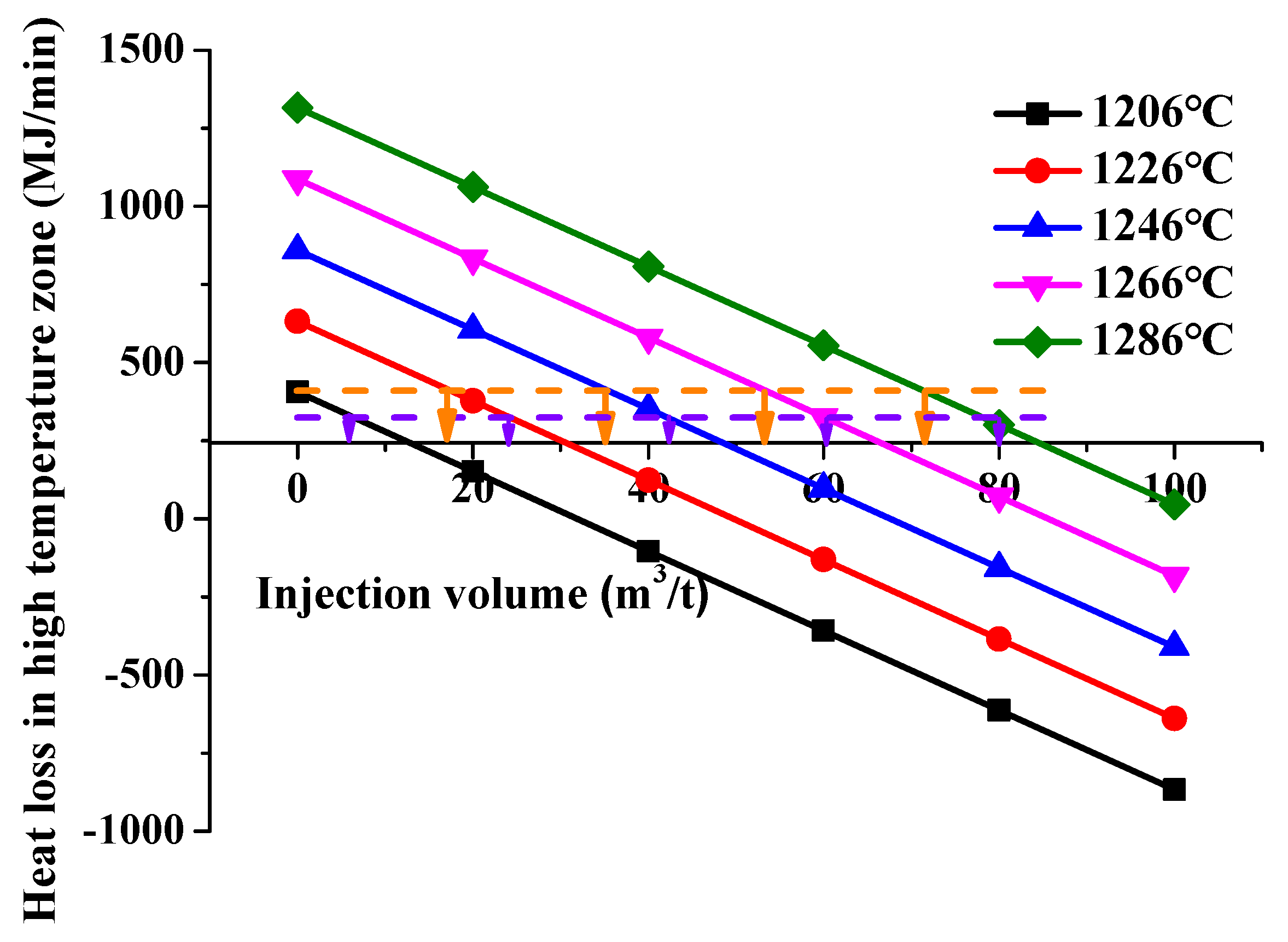
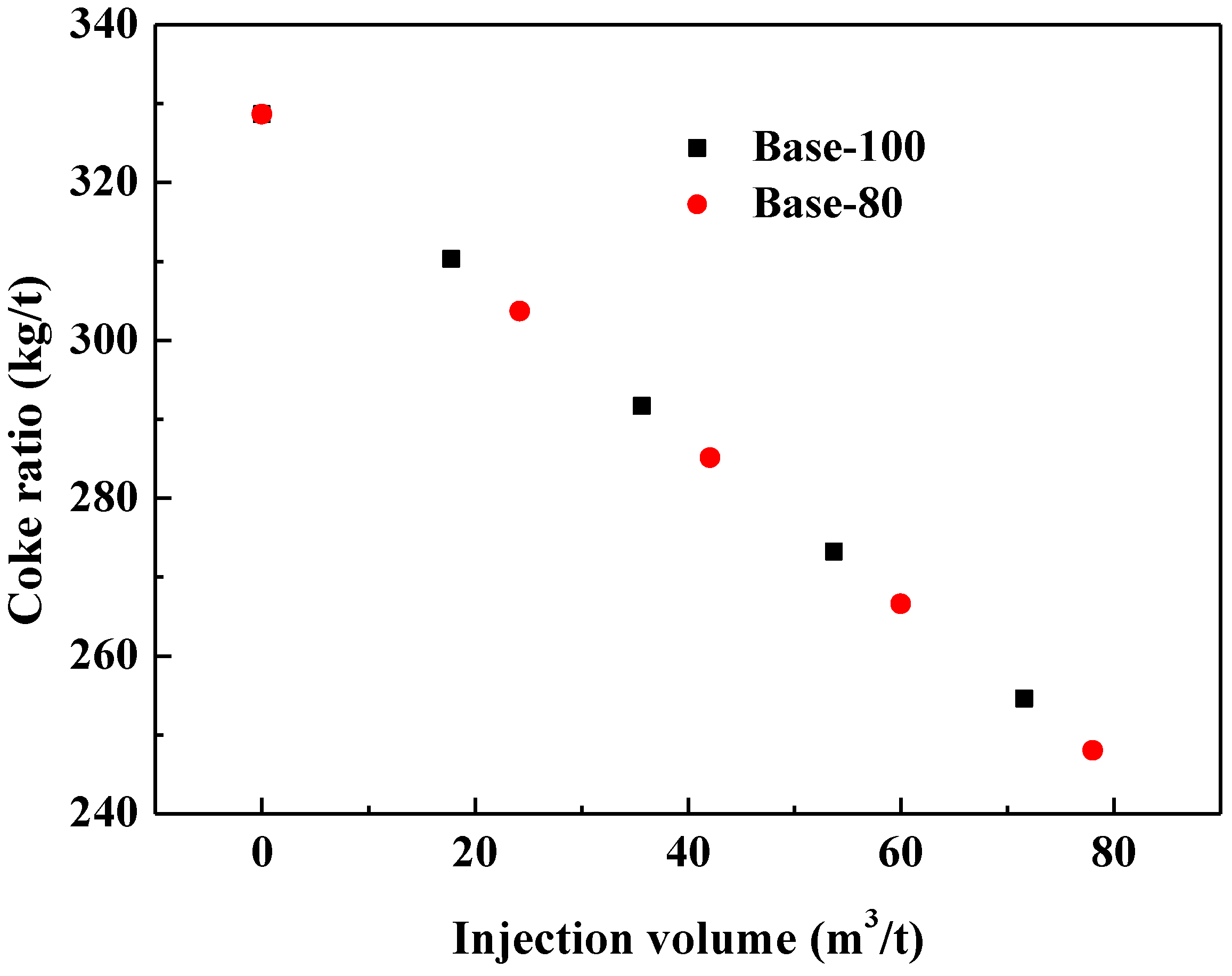
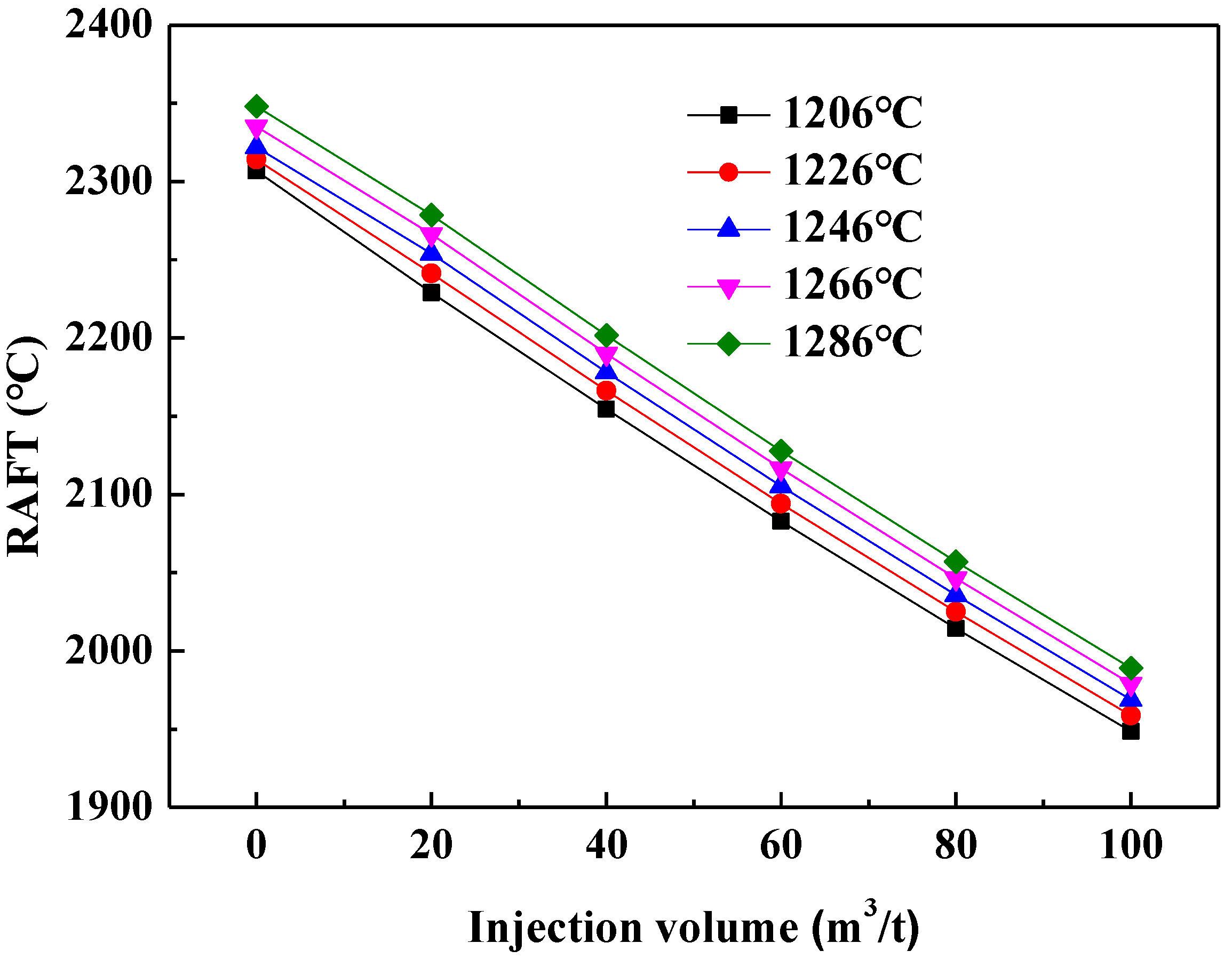
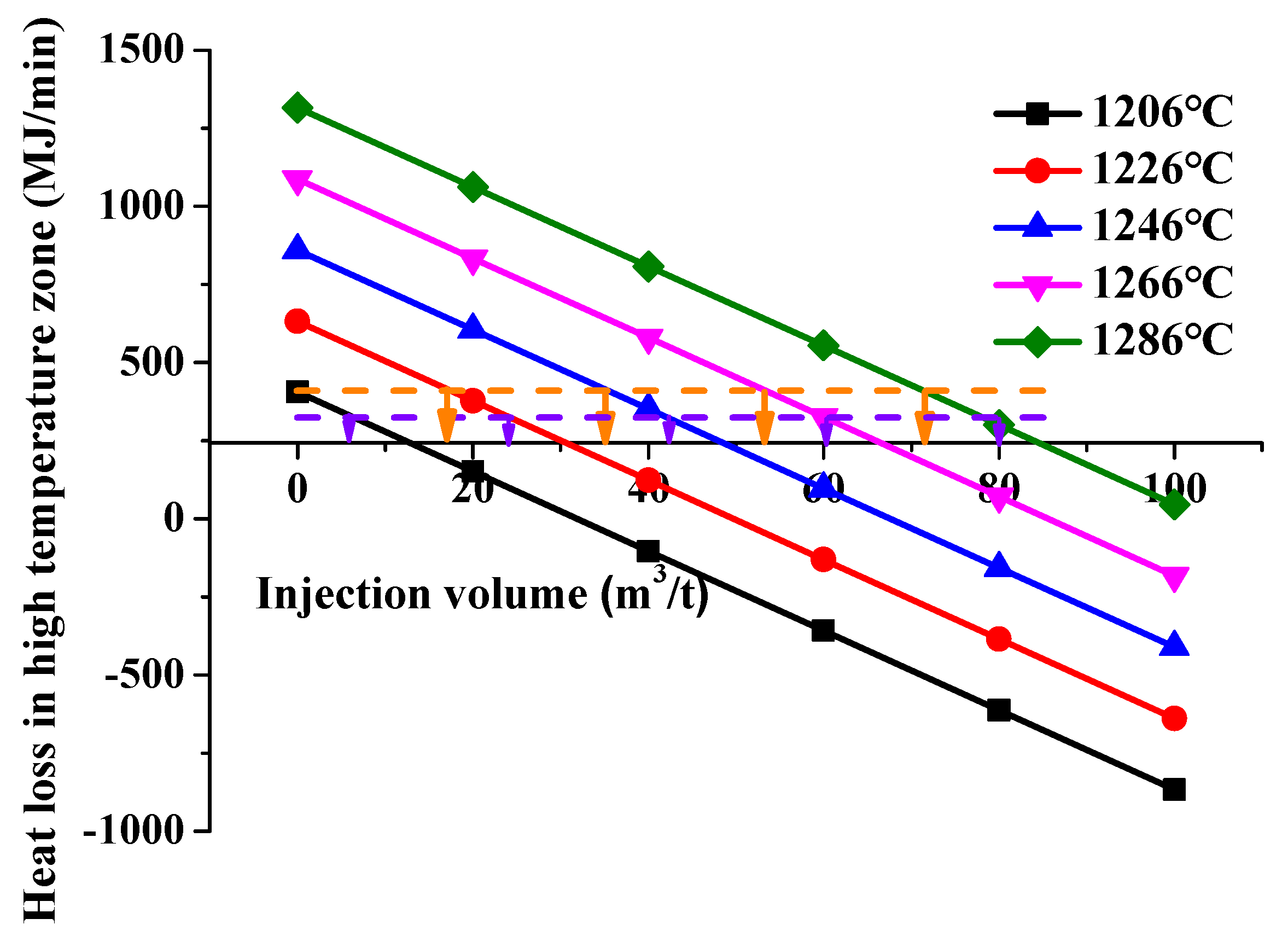
3.2.2. Increasing Blast Furnace Temperature
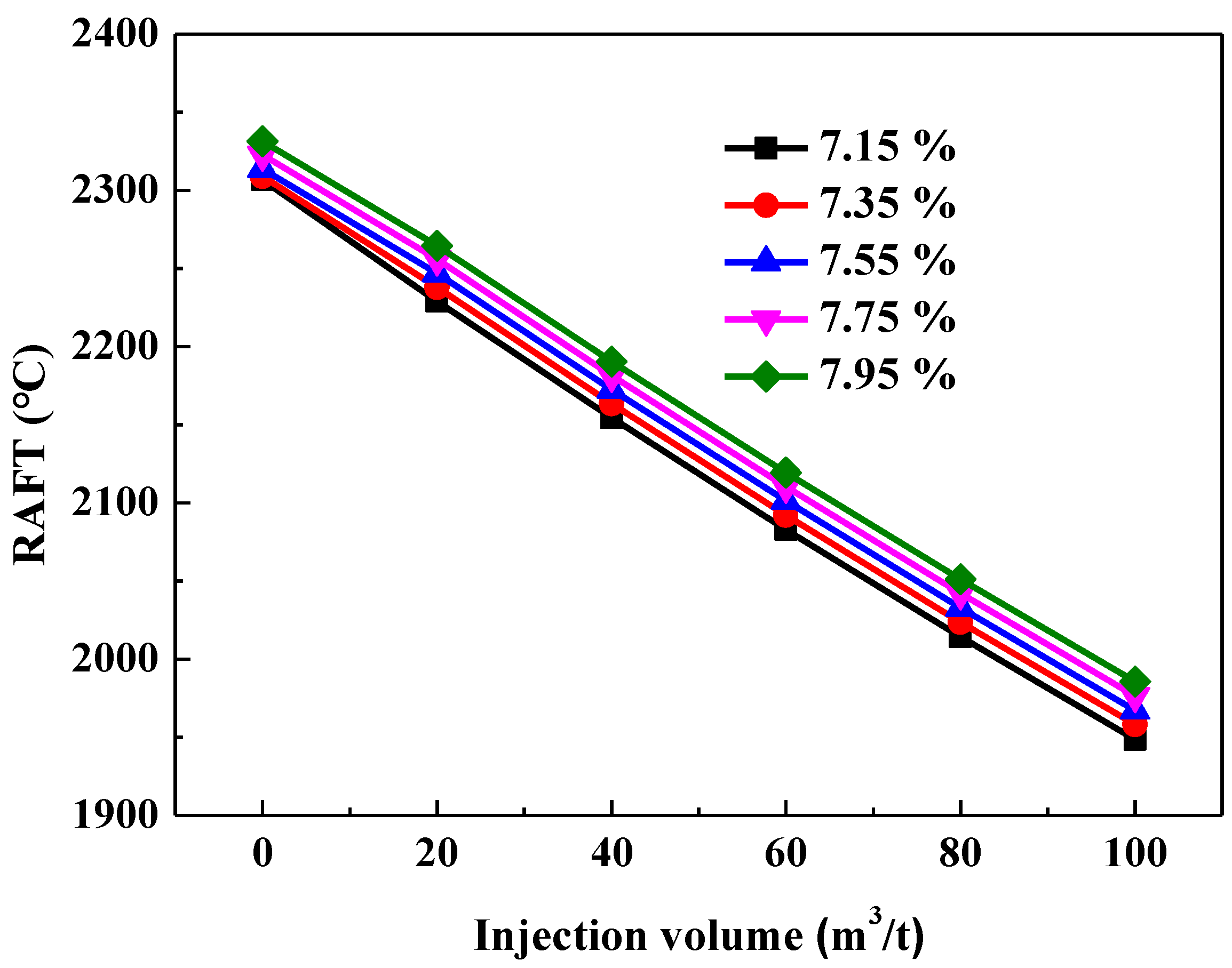
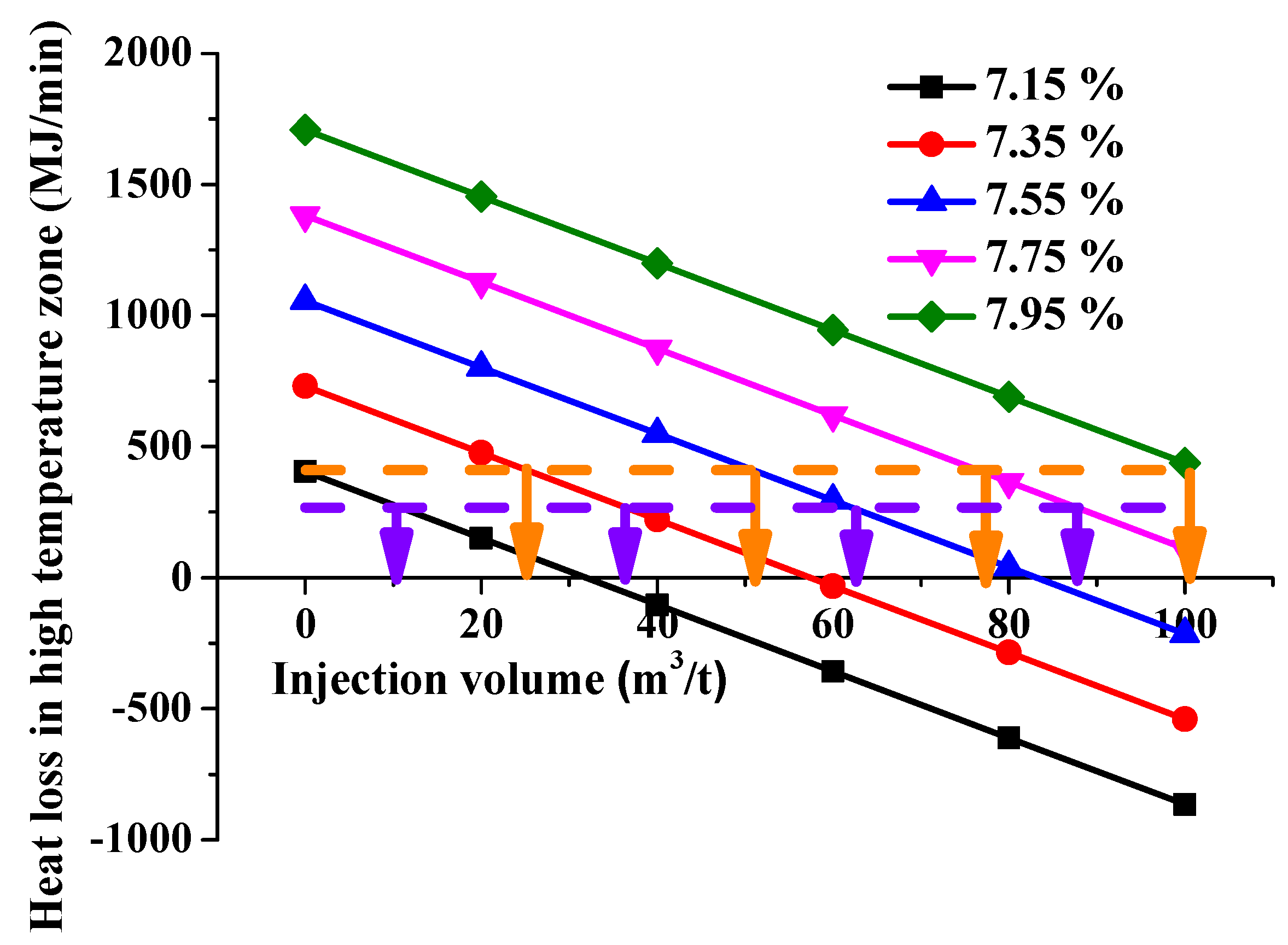
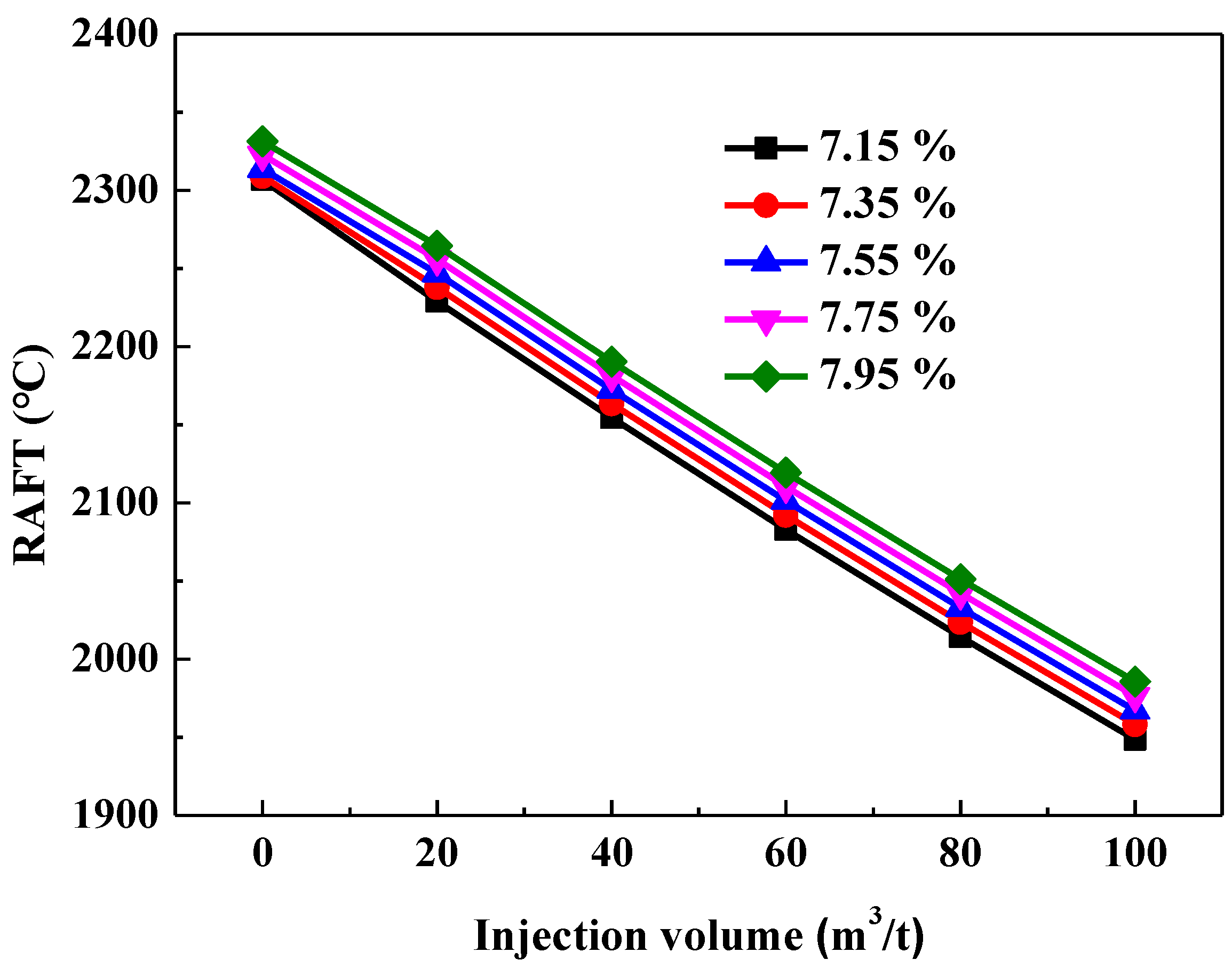
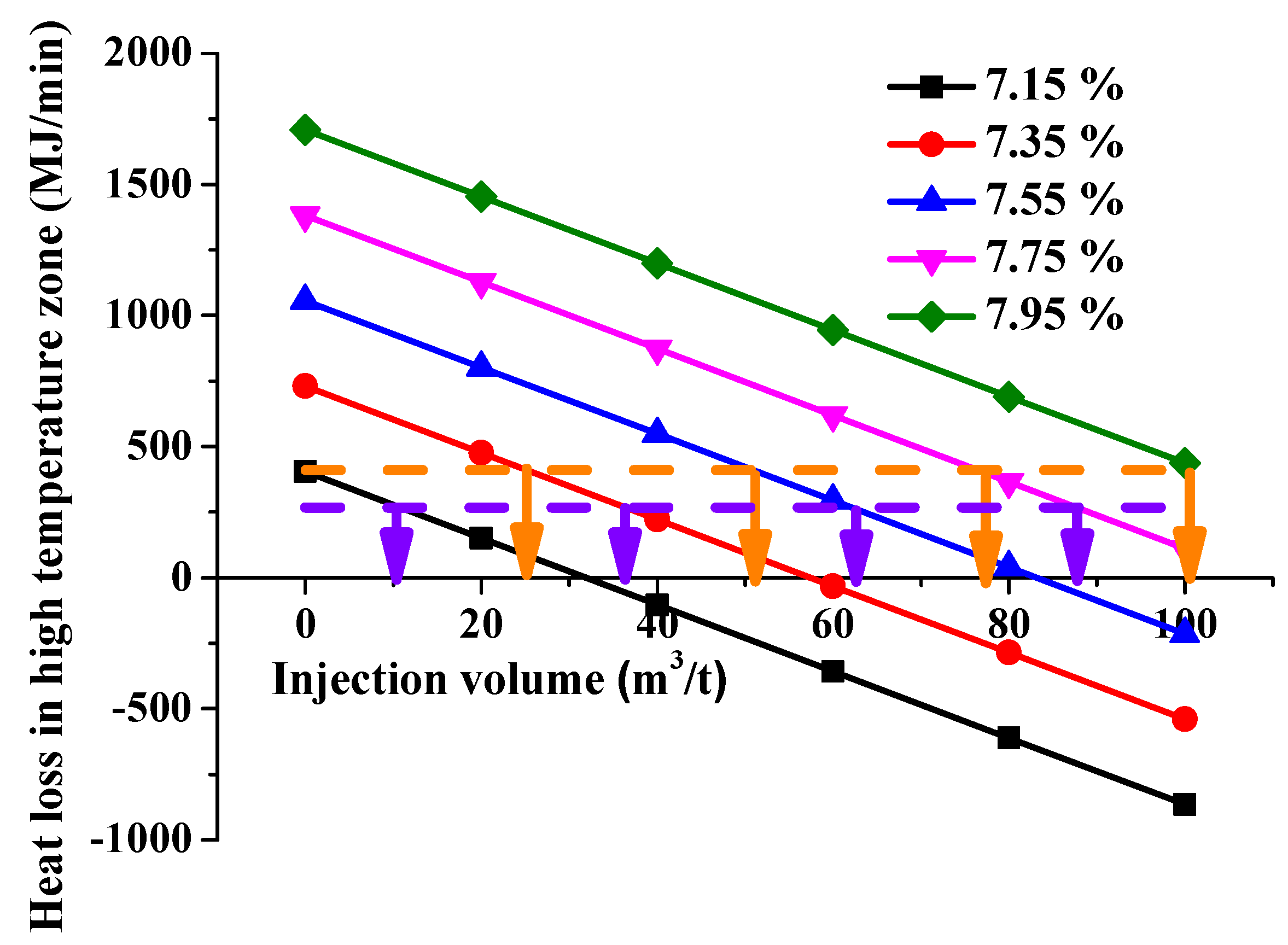
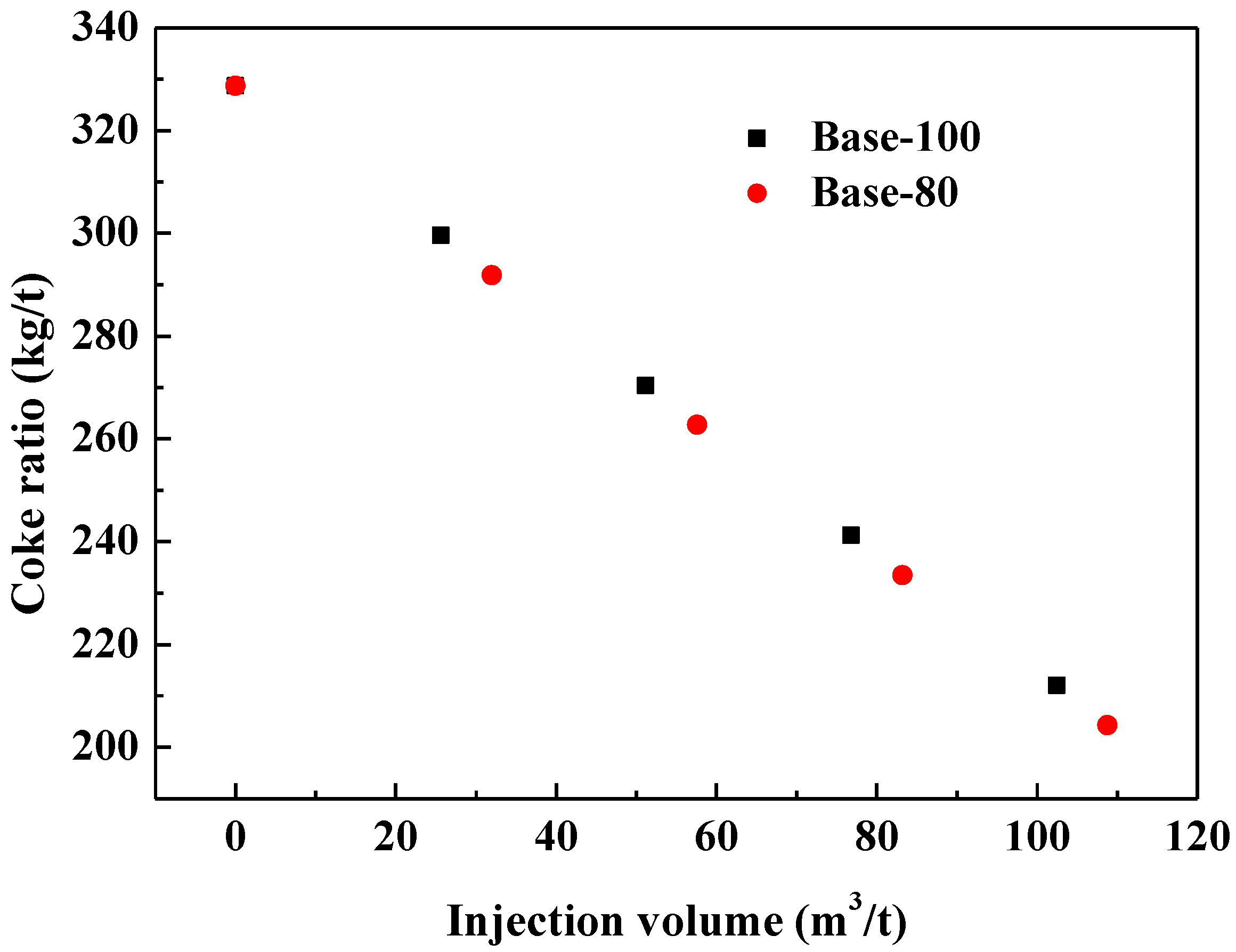
3.2.3. Increasing Oxygen Content
4. Conclusions
- 1.
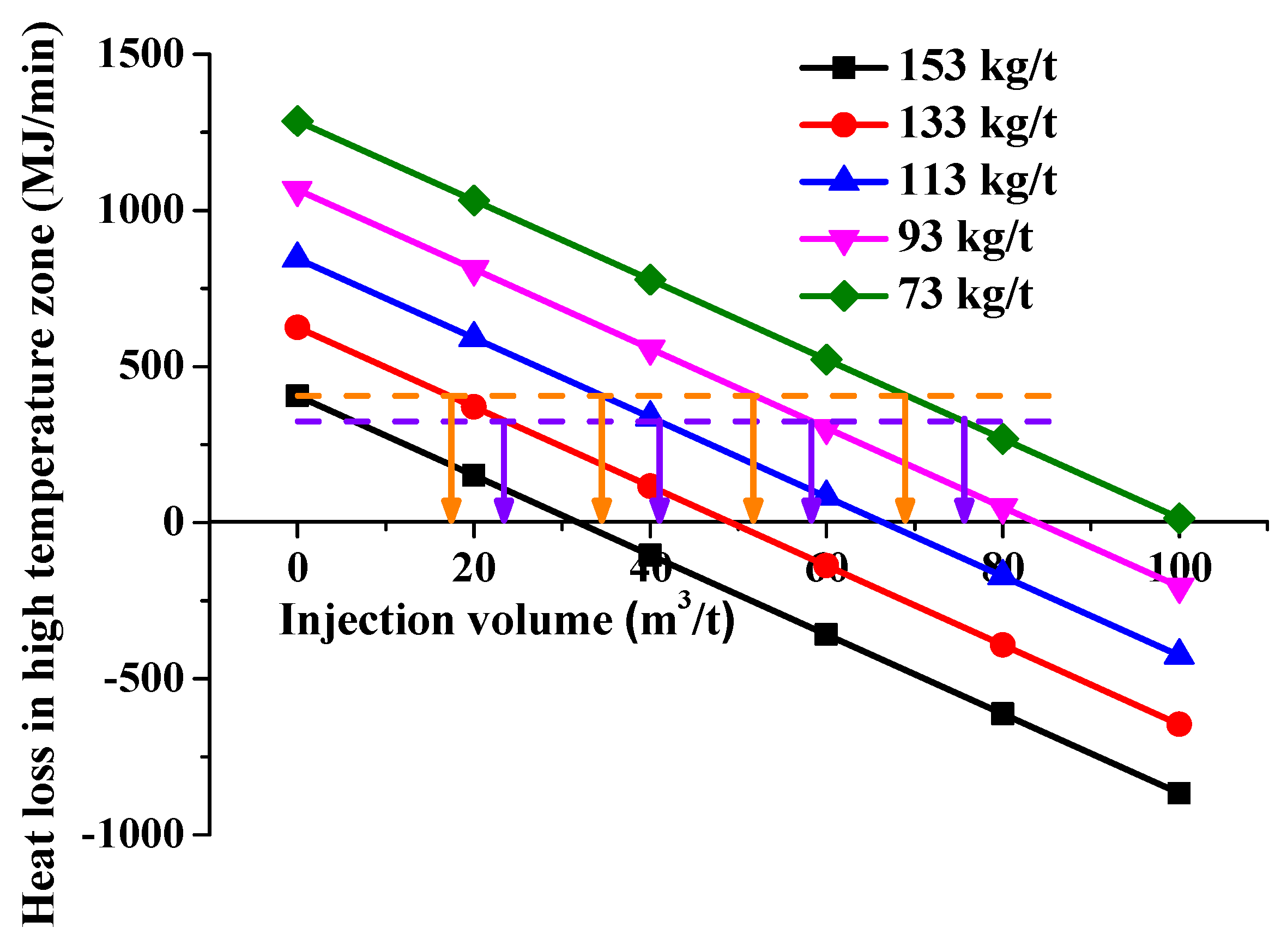
- Under no thermal compensation measures, with the increase of NG injection, the RAFT gradually decreases, the volume of bosh gas gradually increases, and the heat loss in the blast furnace’s high temperature zone tends toward negative values. NG injection in blast furnace without thermal compensation measures, the heat loss of the whole furnace increases, which means that the heat surplus of the whole furnace is sufficient. However, the heat in the high-temperature zone of blast furnace is insufficient, showing a characteristic of “low cooling and upper heating”.
- 2.
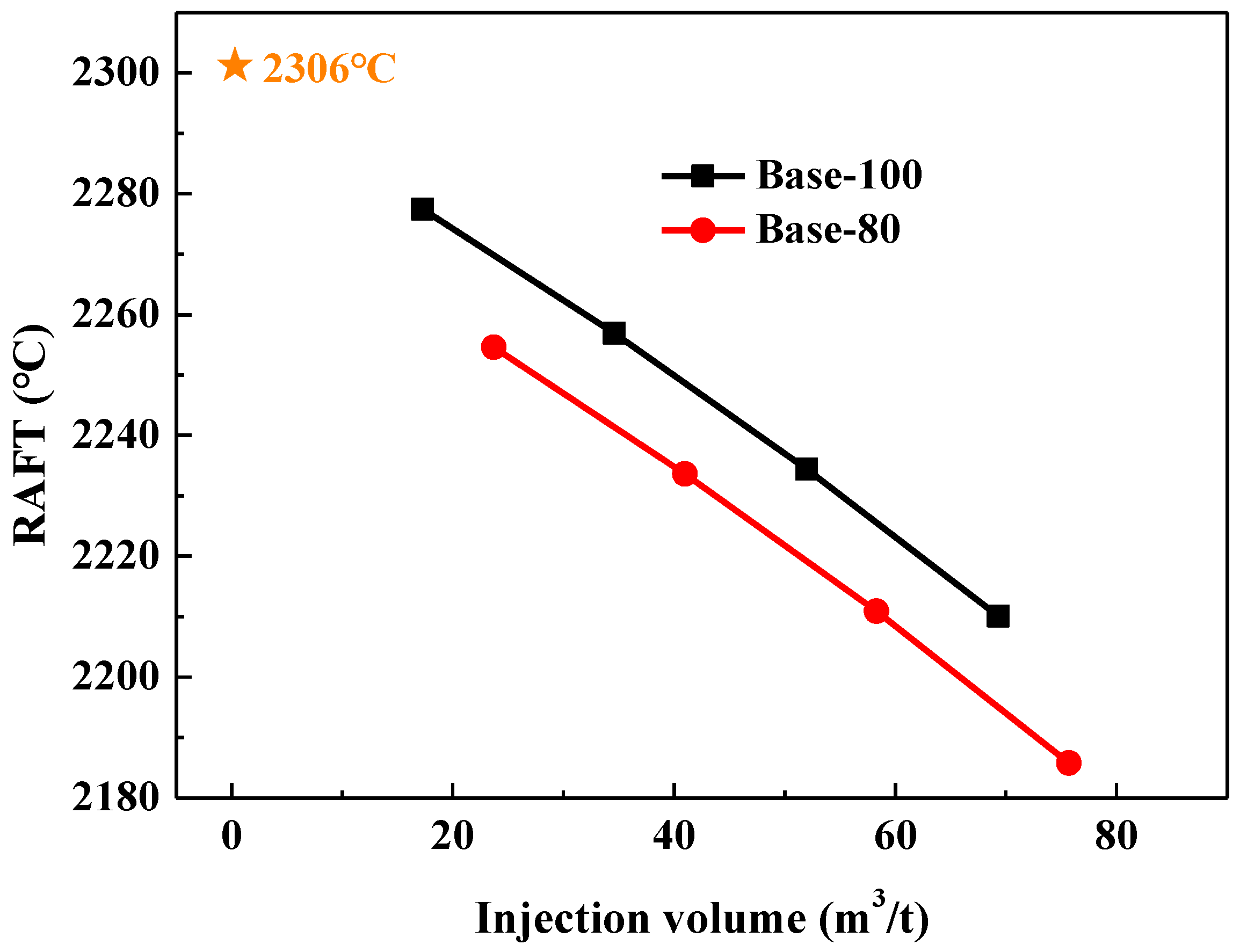
- Based on the standard of maintaining the heat loss in the high-temperature zone, the acceptable NG injecting volumes are 17.3, 34.6, 52, 69.3 m3/t after the coal ratio is reduced by 20, 40, 60, 80 kg/t relative to the base case. The coke ratio is slightly higher relative to the base case condition, with increases of 1.8, 3.7, 5.5, 7.3 kg/t. While the total fuel ratio is reduced and the fuel ratio savings are 18.1, 36.3, 54.7, and 72.7 kg/t, respectively.
- 3.
- The acceptable NG injecting volumes are 17.8, 35.7, 53.7, and 71.6 m3/t after the blast temperature is increased by 20, 40, 60, and 80 °C, respectively. The coke ratio is reduced by 18.4, 37.0, 55.5, and 74.1 kg/t. The coke saving effect is better when the blast temperature is increased as the thermal compensation measure, but the increase of NG injection is easy to cause the increase of the bosh gas volume in the blast furnace.
- 4.
- After increasing the oxygen enrichment rate by 0.2%, 0.4%, 0.6%, and 0.8%, the acceptable NG injecting volumes are 25.6, 51.2, 76.8, and 102.5m3/t. The coke ratio is decreased by 29, 58, 87.5, 116.7 kg/t. As a thermal adjustment measure, increasing the oxygen enrichment promotes pulverized coal combustion, enhances the reduction capacity of bosh gas, and has good coke saving impact. However, increasing the oxygen enrichment rate necessitates additional supplemental oxygen, and the increase of bosh gas volume caused by the further increase of natural gas injection volume is obvious. It is necessary to combine with other thermal compensation measures and use the method of air reduction and oxygen enrichment to supplement oxygen to alleviate the increase of bosh gas volume.
Author Contributions
Funding
Conflicts of Interest
References
- Xu, K. Low Carbon economy and iron and steel industry. Iron Steel 2010, 45, 1–7. (In Chinese) [Google Scholar]
- Zhao, P.; Dong, P. Carbon emission cannot be ignored in future of Chinese steel industry. Iron Steel 2018, 53, 1–7. (In Chinese) [Google Scholar]
- Teng, F.; Guo, P.M.; Kong, L.T.; Wang, L. Potential analysis on carbon dioxide reduction with hydrogen in iron-making process. Sinter. Pelletizing 2022, 47, 18–23. (In Chinese) [Google Scholar]
- Xu, T. Preliminary analysis of natural gas injection into blast furnace. Angang Technol. 1986, 21, 13–17. (In Chinese) [Google Scholar]
- Abdel Halim, K.S.; Andronov, V.N.; Nasr, M.I. Blast furnace operation with natural gas injection and minimum theoretical flame temperature. Ironmak. Steelmak. 2009, 36, 12–18. [Google Scholar] [CrossRef]
- Babich, A.; Yaroshevskii, S.; Formoso, A.; Cores, A.; Garcia, L.; Nozdrachev, V. Co-injection of noncoking coal and NG in blast furnace. ISIJ Int. 1999, 39, 229–238. [Google Scholar] [CrossRef]
- Jampani, M.; Gibson, J.; Pistorius, C.P. Increased use of natural gas in blast furnace ironmaking: Mass and energy balance calculations. Metall. Mater. Trans. B 2019, 50, 1290–1299. [Google Scholar] [CrossRef]
- Guo, T.L.; Chu, M.S.; Liu, Z.G.; Zhao, K. Numerical Simulation of Blast Furnace Raceway under Natural Gas Injection. In Proceedings of the National Ironmaking Production Technology Conference and Ironmaking Academic Annual Conference Collection, Wuxi, China, 12–14 June 2012; pp. 23–28. (In Chinese). [Google Scholar]
- Wen, G. Discussion on natural gas injection into blast furnace. Ironmaking 1987, 6, 12–16. (In Chinese) [Google Scholar]
- Zhang, W.; Wang, Z.Y.; Zhang, L.G.; Wang, X.L. Experimental study on pulverized coal added dust injection into blast furnace. In Proceedings of the 9th China Steel Conference (CSM Biennial Conference), Beijing, China, 23 October 2013. (In Chinese). [Google Scholar]
- Qi, Y.H.; Yan, D.L.; Gao, J.J.; Zhang, J.C.; Li, M.K. Study on industrial test of the oxygen blast furnace. Iron Steel 2011, 46, 6–8. (In Chinese) [Google Scholar]
- Li, H.; Liu, K.; Sha, Y. Numerical simulation on heat equilibrium of BF COG injection. Iron Steel Vanadium Titan. 2011, 32, 1–5. (In Chinese) [Google Scholar]
- Andahazy, D.; Loffler, G.; Winter, F.; Burgler, T. Theoretical analysis on the injection of H2, CO, CH4 rich gases into the blast furnace. ISIJ Int. 2005, 45, 166–174. [Google Scholar] [CrossRef]
- Chen, Y.X.; Wang, G.W.; Zhang, J.L.; Su, B.X.; Zuo, H.B. Theoretical analysis of injection coke oven gas with oxygen enriched into blast furnace. Iron Steel 2012, 47, 12–16. (In Chinese) [Google Scholar]
- Dong, Z.S.; Xue, Q.G.; Zuo, H.B.; She, X.F.; Wang, G. Mathematical model analysis on coke oven gas injection into oxygen blast furnace. Iron Steel 2017, 52, 18–24. (In Chinese) [Google Scholar]
- Cheng, X.F.; Zhang, F.M.; Qing, G.L.; Xu, M.; Zhang, Y. Research on main technical parameters of blast furnace with natural gas injection. J. Iron Steel Res. 2022, 34, 944–951. (In Chinese) [Google Scholar]
- Castro, J.A.; Nogami, H.; Yagi, J. Numerical Investigation of Simultaneous Injection of Pulverized Coal and Natural Gas with Oxygen Enrichment to the Blast Furnace. ISIJ Int. 2002, 42, 1203–1211. [Google Scholar] [CrossRef]
- Guo, T.L.; Chu, M.S.; Liu, Z.G.; Tang, J.; Yagi, J. Mathematical modeling and exergy analysis of blast furnace operation with NG injection. Steel Res. Int. 2013, 84, 333–343. [Google Scholar] [CrossRef]
- Zhang, C. Blast furnace hydrogen-rich metallurgy-research on efficiency injection of natural gas and pulverized coal. Fuel 2022, 311, 122412. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | Proportion, % | TFe | FeO | CaO | SiO2 | MgO | Al2O3 | S |
|---|---|---|---|---|---|---|---|---|
| Sinter | 42.6 | 56.34 | 8.5 | 10.91 | 5.4 | 2.04 | 1.81 | 0.02 |
| Pellet | 52.9 | 65.78 | 0.51 | 1.88 | 2.58 | 0.79 | 0.57 | 0.024 |
| Lump ore | 4.5 | 64.69 | 0.31 | 0.09 | 3.33 | 0.019 | 1.21 | 0.02 |
| Coke | |||||||
|---|---|---|---|---|---|---|---|
| C | 86.52 | ||||||
| Volatile | ∑ | CO | CO2 | CH4 | H2 | N2 | |
| 1.24 | 0.42 | 0.44 | 0.06 | 0.11 | 0.21 | ||
| Ash | ∑ | SiO2 | CaO | MgO | Al2O3 | P2O5 | Fes |
| 12.00 | 6.24 | 0.38 | 0.067 | 3.69 | 0.11 | 0.25 | |
| Pulverized coal | |||||||
| C | 72.88 | ||||||
| Volatile | ∑ | C | H | O | N | ||
| 17.99 | 7.72 | 4.23 | 5.03 | 1.02 | |||
| Ash | ∑ | SiO2 | CaO | Al2O3 | FeS | ||
| 8.80 | 3.88 | 0.43 | 3.42 | 0.10 | |||
| Composition | CH4 | CO2 | N2 | O2 |
|---|---|---|---|---|
| Proportion, % | 97.06 | 2.08 | 0.79 | 0.07 |
| Base Case | |||||
|---|---|---|---|---|---|
| Heat in | MJ/t | % | Heat out | MJ/t | % |
| Combustion in raceway | 2492.6 | 63.8 | Iron direct reduction | 1238 | 33.5 |
| Inlet by tuyere | 1415.7 | 36.2 | Microelement reduction | 98.2 | 2.7 |
| - | - | - | Hot metal | 1276 | 34.6 |
| - | - | - | Slag | 432.4 | 11.7 |
| - | - | - | Top gas | 381.9 | 10.3 |
| - | - | - | Furnace dust | 3.1 | 0.09 |
| - | - | - | Carbonate decomposition | 0 | 0 |
| - | - | - | Water evaporation | 2.2 | 0.06 |
| - | - | - | Desulphurization | 12.9 | 0.35 |
| - | - | - | Coal powder desorption heat | 151.2 | 4.1 |
| - | - | - | Water decomposition | 97.8 | 2.6 |
| Total income | 3908.3 | 100 | Total expense | 3693.3 | 100 |
| Injection of 100 m3/t NG condition without thermal compensation | |||||
| Heat in | MJ/t | % | Heat out | MJ/t | % |
| Combustion in raceway | 2494.4 | 63.7 | Iron direct reduction | 766.2 | 21.6 |
| Inlet by tuyere | 1422.5 | 36.3 | Microelement reduction | 98.2 | 2.8 |
| - | - | - | Hot metal | 1276 | 35.9 |
| - | - | - | Slag | 410.7 | 11.6 |
| - | - | - | Top gas | 410.4 | 11.6 |
| - | - | - | Carbonate decomposition | 0 | 0 |
| - | - | - | Water evaporation | 1.5 | 0.04 |
| - | - | - | Desulphurization | 9.3 | 0.26 |
| - | - | - | Coal powder desorption heat | 151.2 | 4.3 |
| - | - | - | NG decomposition | 326.4 | 9.2 |
| - | - | - | Water decomposition | 97.8 | 2.8 |
| Total income | 3916.9 | 100 | Total expense | 3551 | 100 |
| Conditions | Coal Ratio (kg/t) | Gas Injection Mass (m3/t) | Bosh Gas Volume (m3/t) | CO (%) | H2 (%) | CO + H2 (%) |
|---|---|---|---|---|---|---|
| Base case | 153 | 0 | 1144.4 | 41.5 | 7.5 | 49 |
| Base-100 | 133 | 17.3 | 1167.1 | 40.4 | 9.6 | 50.0 |
| 113 | 34.6 | 1189.7 | 39.6 | 11.2 | 50.8 | |
| 93 | 52.0 | 1212.4 | 38.8 | 12.8 | 51.6 | |
| 73 | 69.3 | 1235.1 | 38.0 | 14.6 | 52.5 | |
| Base-80 | 133 | 23.7 | 1179.6 | 40.1 | 10.4 | 50.5 |
| 113 | 41.0 | 1202.2 | 39.3 | 11.9 | 51.2 | |
| 93 | 58.3 | 1225.0 | 38.4 | 13.4 | 51.9 | |
| 73 | 75.7 | 1247.6 | 37.6 | 14.9 | 52.5 |
| Conditions | Blast Temperature (°C) | Injection Volume (m3/t) | Gas Volume in the Belly of the Furnace (m3/t) | CO (%) | H2 (%) |
|---|---|---|---|---|---|
| Base case | 1206 | 0 | 1144.4 | 41.5 | 7.5 |
| Base-100 | 1226 | 17.8 | 1179.4 | 40.2 | 10.4 |
| 1246 | 35.7 | 1214.6 | 39.1 | 12.7 | |
| 1266 | 53.7 | 1249.8 | 38.1 | 15 | |
| 1286 | 71.6 | 1285.1 | 37 | 17.3 | |
| Base-80 | 1226 | 24.2 | 1191.9 | 39.8 | 11.2 |
| 1246 | 42.1 | 1227.1 | 38.7 | 13.5 | |
| 1266 | 60 | 1262.3 | 37.7 | 15.8 | |
| 1286 | 78 | 1297.6 | 36.6 | 18.1 |
| Conditions | Oxygen Enrichment Rate (%) | Injection Volume (m3/t) | Gas Volume in the Belly of the Furnace (m3/t) | CO (%) | H2 (%) |
|---|---|---|---|---|---|
| Base case | 7.15 | 0 | 1144.4 | 41.5 | 7.5 |
| Base-100 | 7.35 | 25.6 | 1199.3 | 39.94 | 11.3 |
| 7.55 | 51.2 | 1254.2 | 38.66 | 14.6 | |
| 7.75 | 76.8 | 1309.1 | 37.37 | 17.8 | |
| 7.95 | 102.5 | 1364 | 36.08 | 20.98 | |
| Base-80 | 7.35 | 32 | 1211.8 | 39.57 | 12.2 |
| 7.55 | 57.6 | 1266.7 | 38.29 | 15.38 | |
| 7.75 | 83.2 | 1321.6 | 37 | 18.6 | |
| 7.95 | 108.8 | 1376.6 | 35.7 | 21.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, K.; Zhou, H.; Si, Y.; Li, S.; Ji, P.; Wu, J.; Zhang, J.; Wu, S.; Kou, M. Numerical Analysis of Natural Gas Injection in Shougang Jingtang Blast Furnace. Metals 2022, 12, 2107. https://doi.org/10.3390/met12122107
Wang K, Zhou H, Si Y, Li S, Ji P, Wu J, Zhang J, Wu S, Kou M. Numerical Analysis of Natural Gas Injection in Shougang Jingtang Blast Furnace. Metals. 2022; 12(12):2107. https://doi.org/10.3390/met12122107
Chicago/Turabian StyleWang, Kai, Heng Zhou, Yunpeng Si, Shuo Li, Pengfei Ji, Jianlong Wu, Jianliang Zhang, Shengli Wu, and Mingyin Kou. 2022. "Numerical Analysis of Natural Gas Injection in Shougang Jingtang Blast Furnace" Metals 12, no. 12: 2107. https://doi.org/10.3390/met12122107
APA StyleWang, K., Zhou, H., Si, Y., Li, S., Ji, P., Wu, J., Zhang, J., Wu, S., & Kou, M. (2022). Numerical Analysis of Natural Gas Injection in Shougang Jingtang Blast Furnace. Metals, 12(12), 2107. https://doi.org/10.3390/met12122107