
Novel Tensile Test Jig and Mechanical Properties of WC-Co Synthesized by SHIP and HIP Process


 and
and
Abstract
1. Introduction
2. Materials and Methods
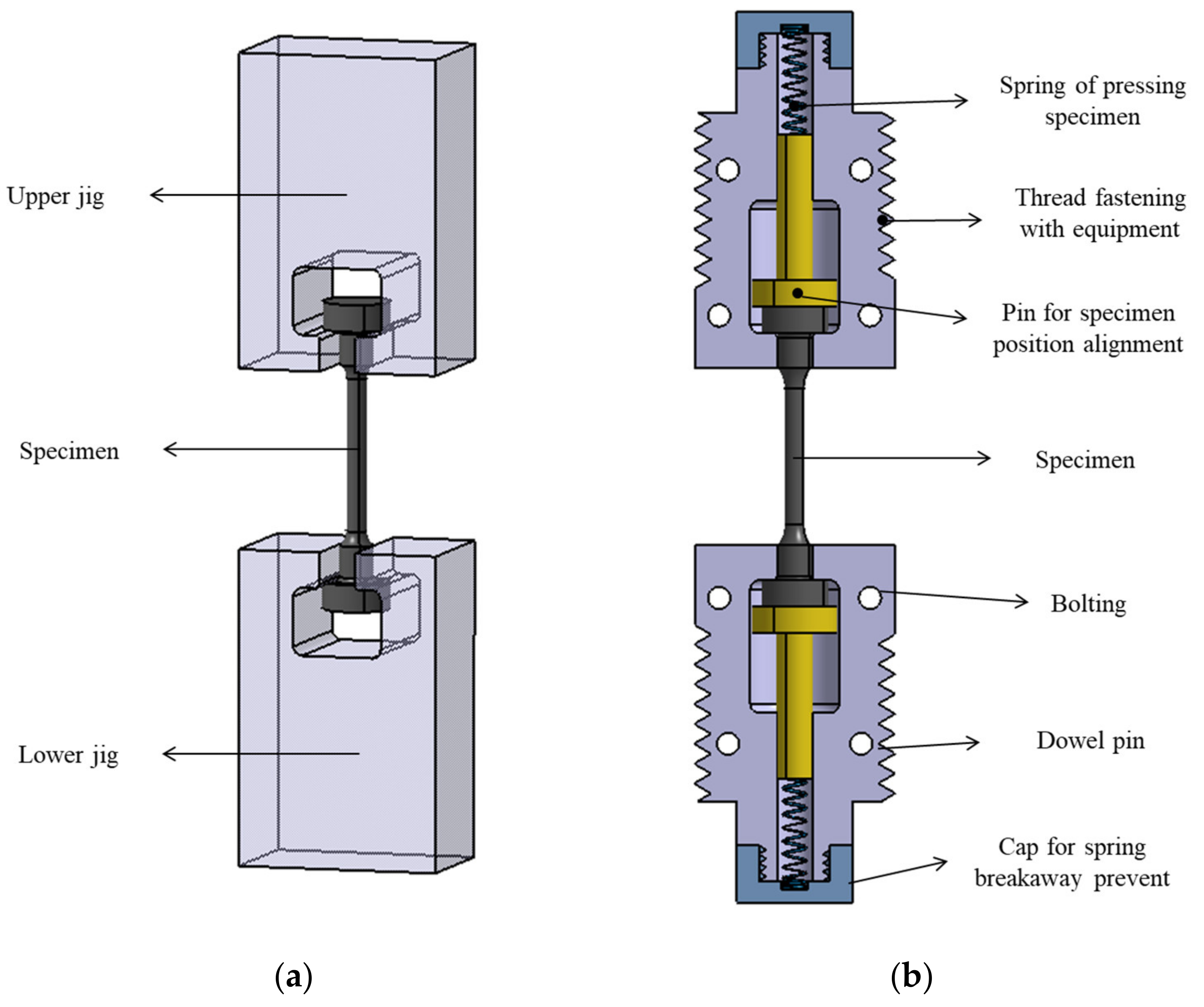
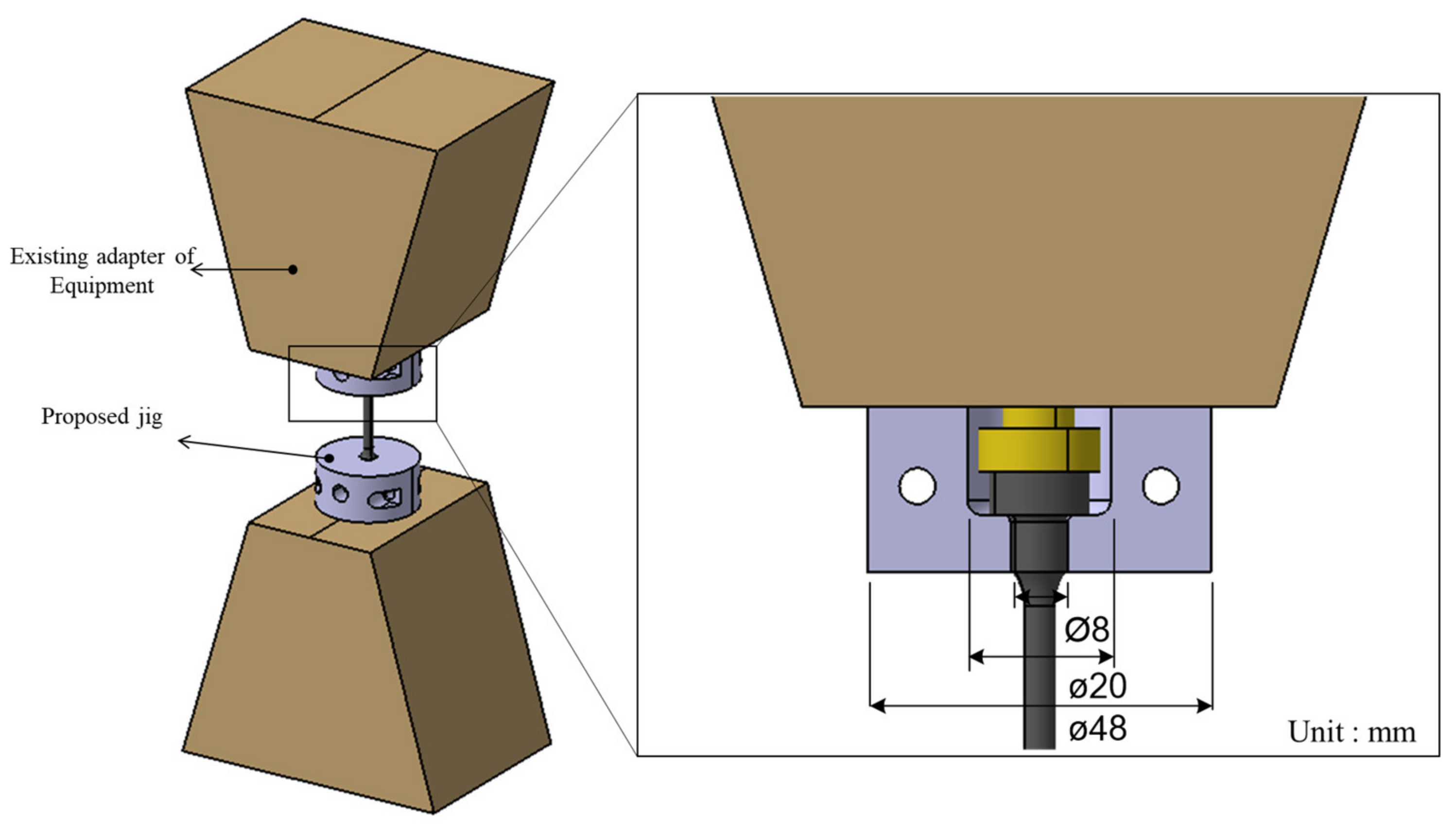
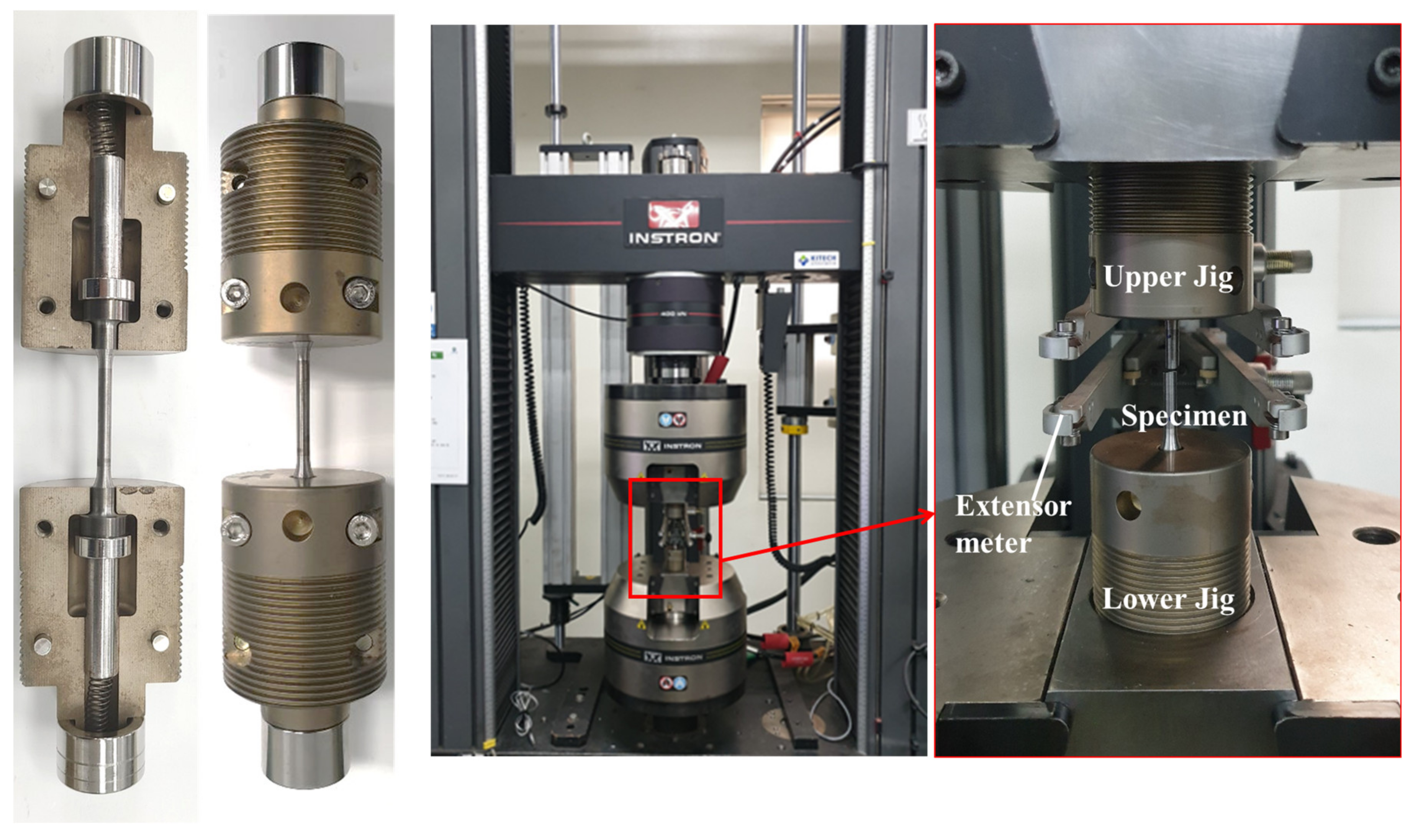
2.1. Design of the High-Strength Tensile Jig
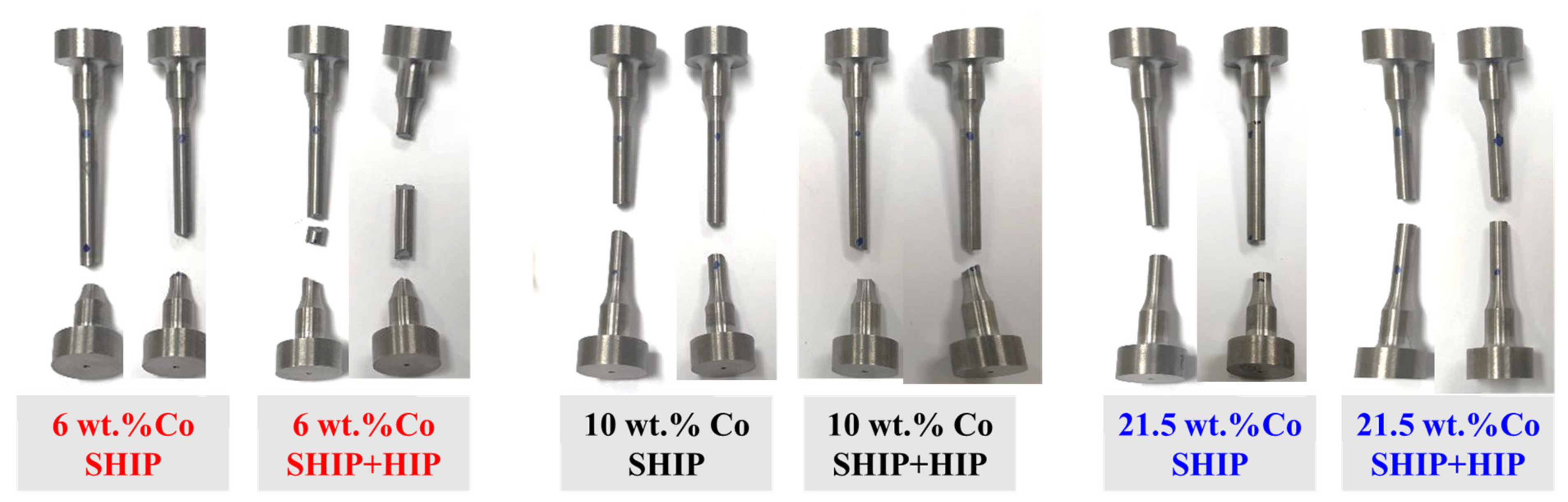
2.2. Experiment and Materials
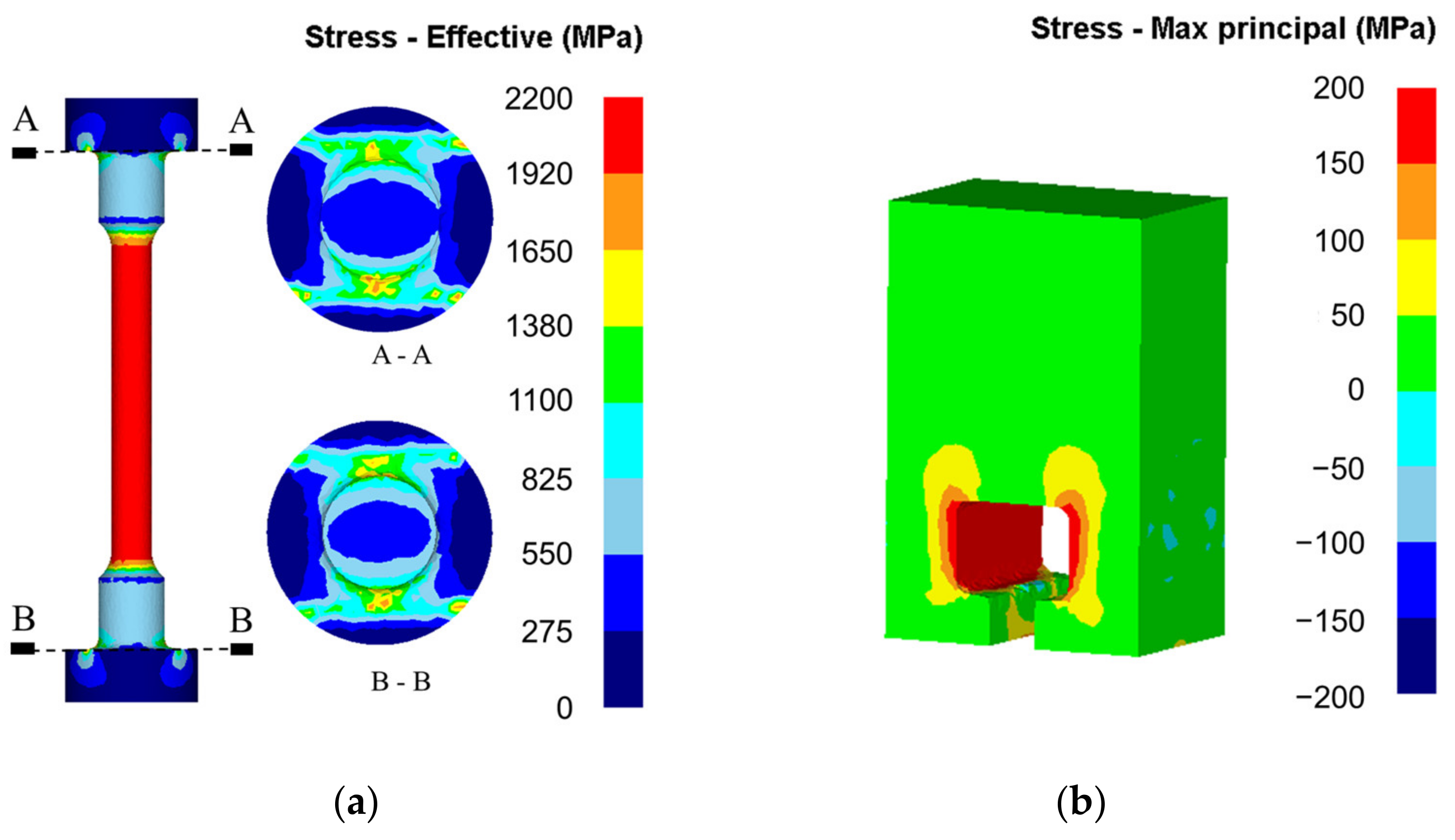
2.3. Finite Element Analysis (FEA)
3. Results and Discussion
4. Conclusions
- A jig for high-strength materials was proposed. The jig can be easily attached and detached to a universal testing machine that is widely used and does not exceed the standard range. Through the FEA results, the validity of the proposed jig could be obtained, and a jig with a stress 0.21 times lower than that in a previous study could be designed;
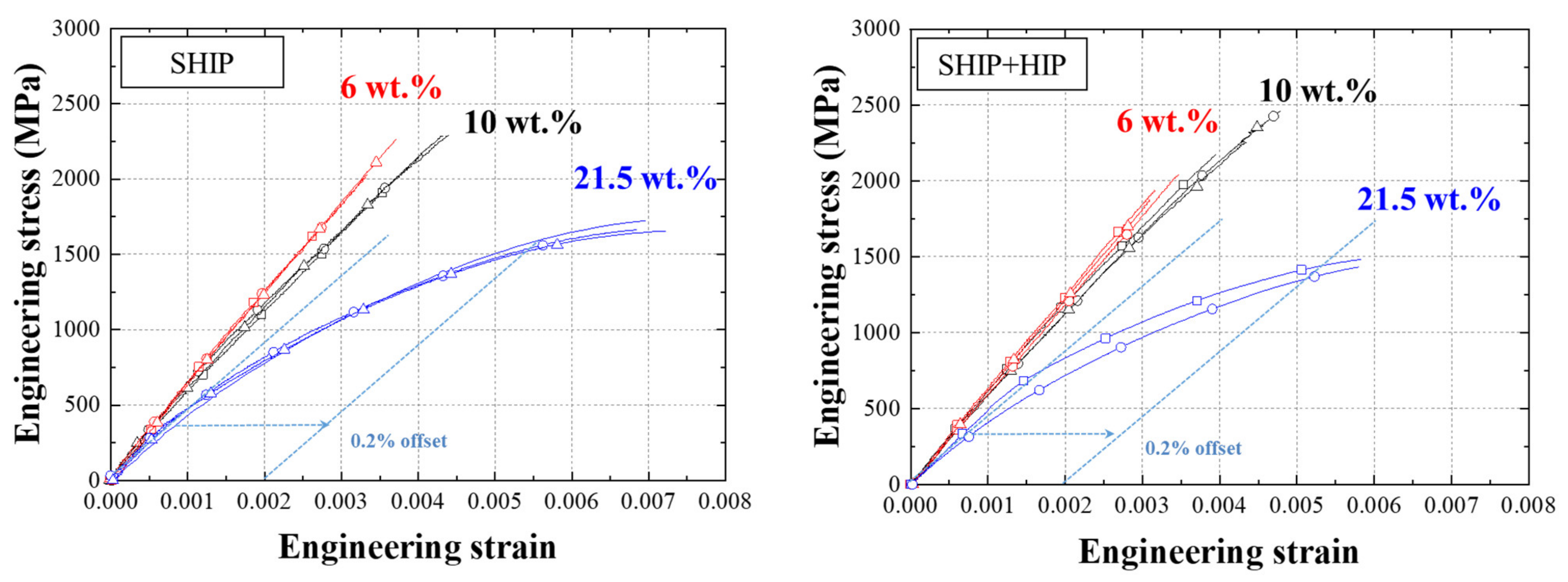
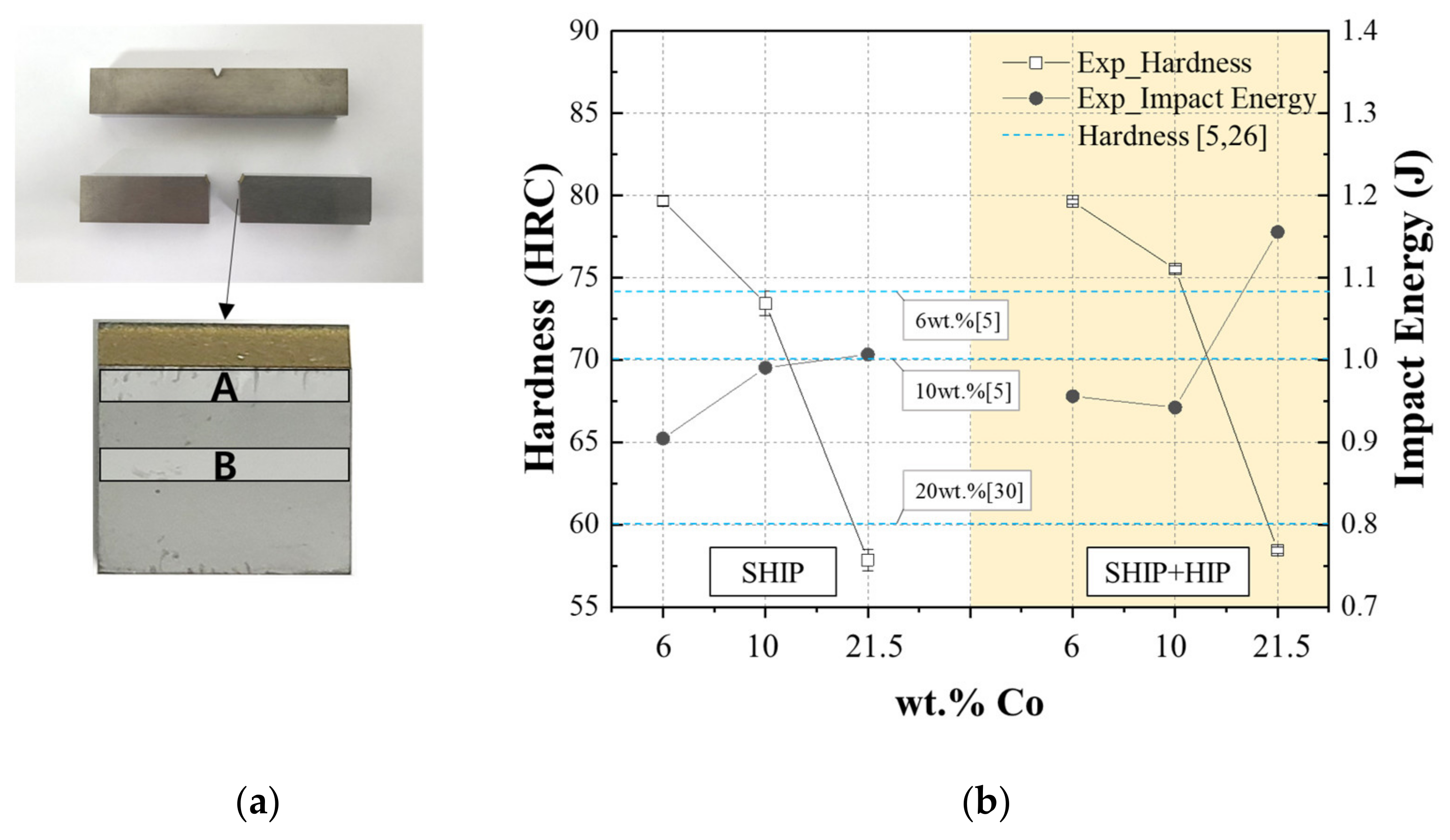
- As a result of the tensile test with the proposed jig and specimen, the lower the Co content, the higher the modulus and tensile strength and the lower the elongation. It was confirmed that Young’s modulus was improved by HIP treatment. Similar to the tensile test results, the additional hardness test results showed an increasing tensile strength in the order 6 wt.% Co, 10 wt.% Co, and 21.5 wt.% Co. However, as a result of the impact test, 21.5 wt.% Co, which had a low tensile strength but a high strain, had the highest impact energy, and 6 wt.% Co and 10 wt.% Co showed similar results;
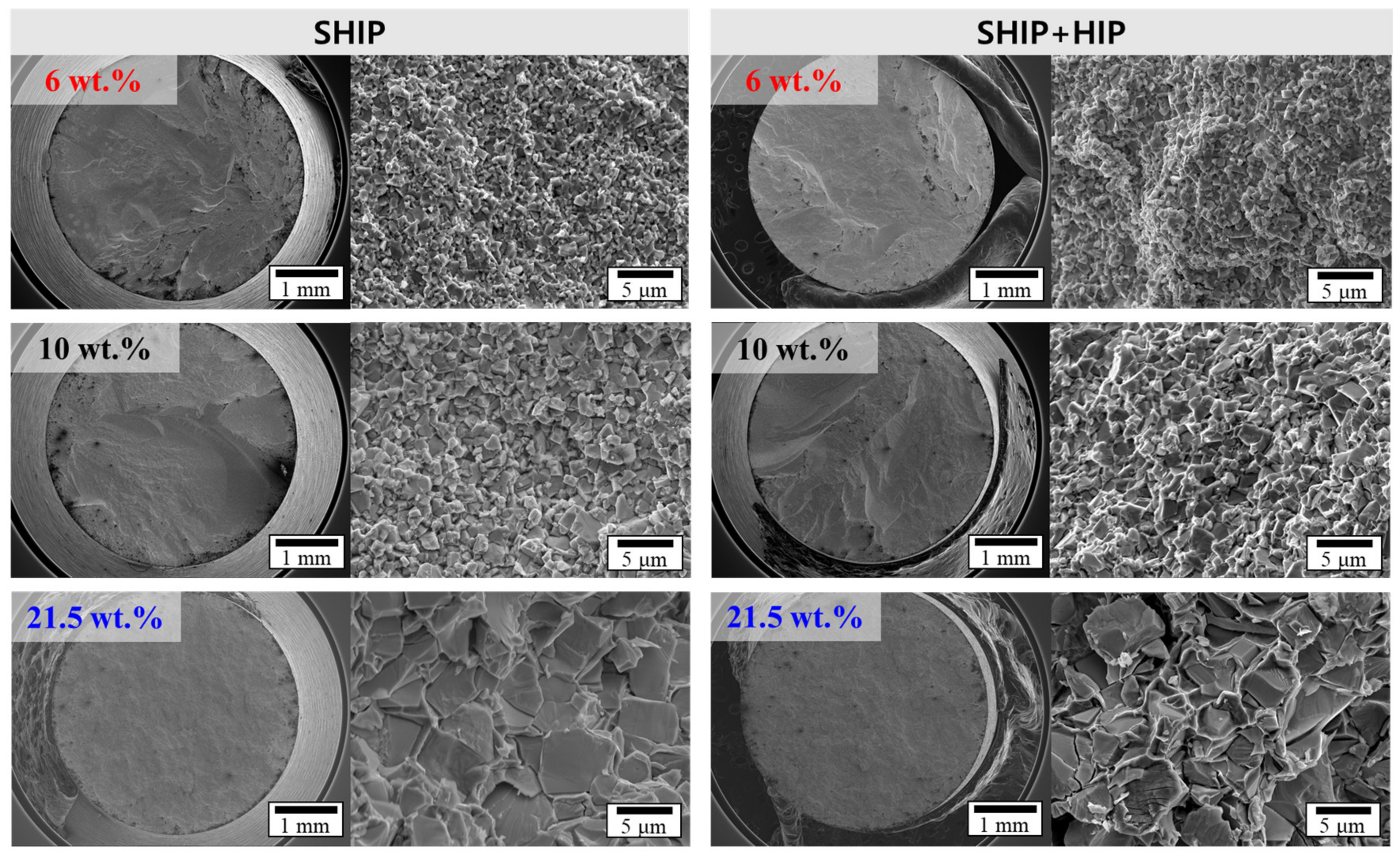
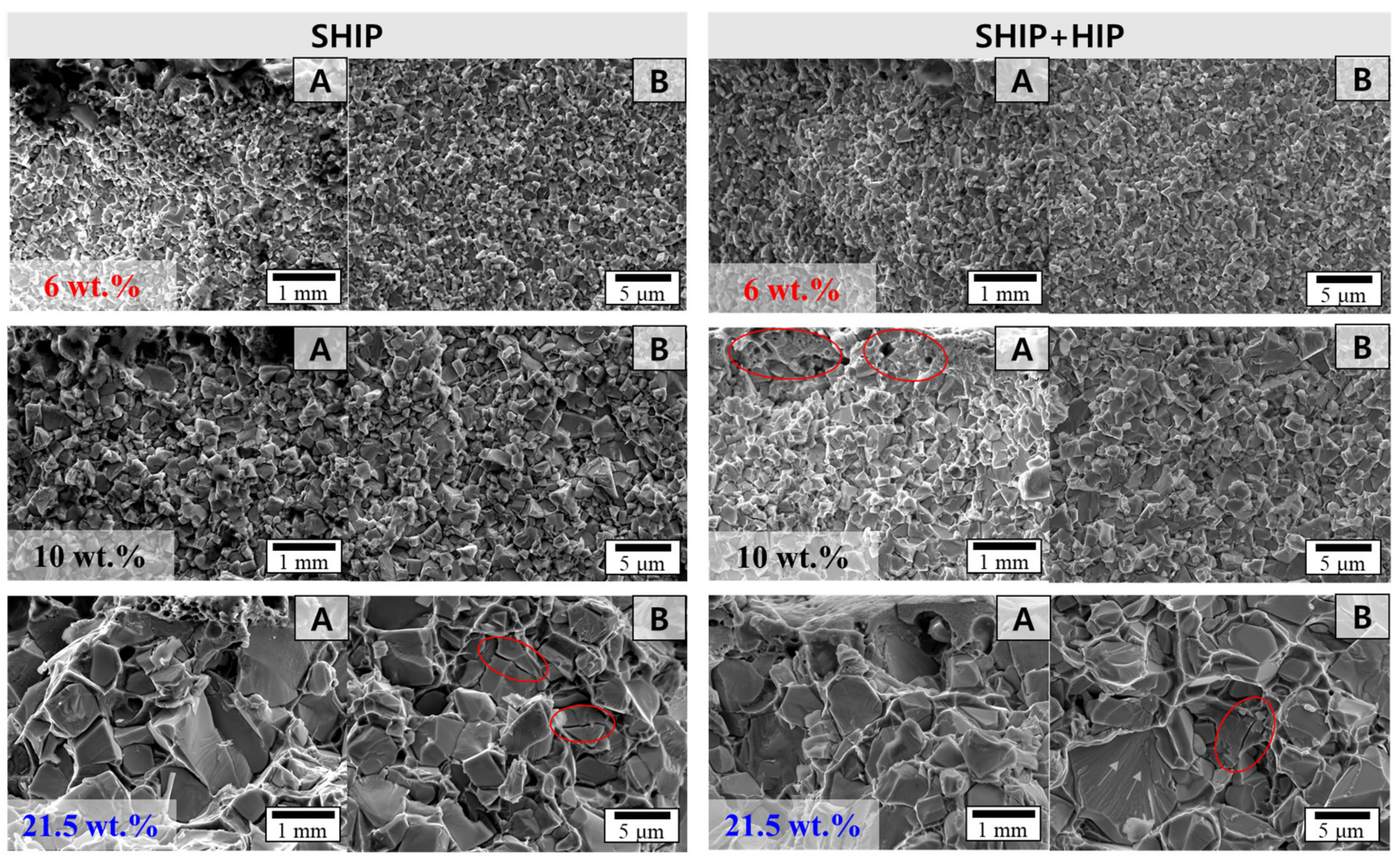
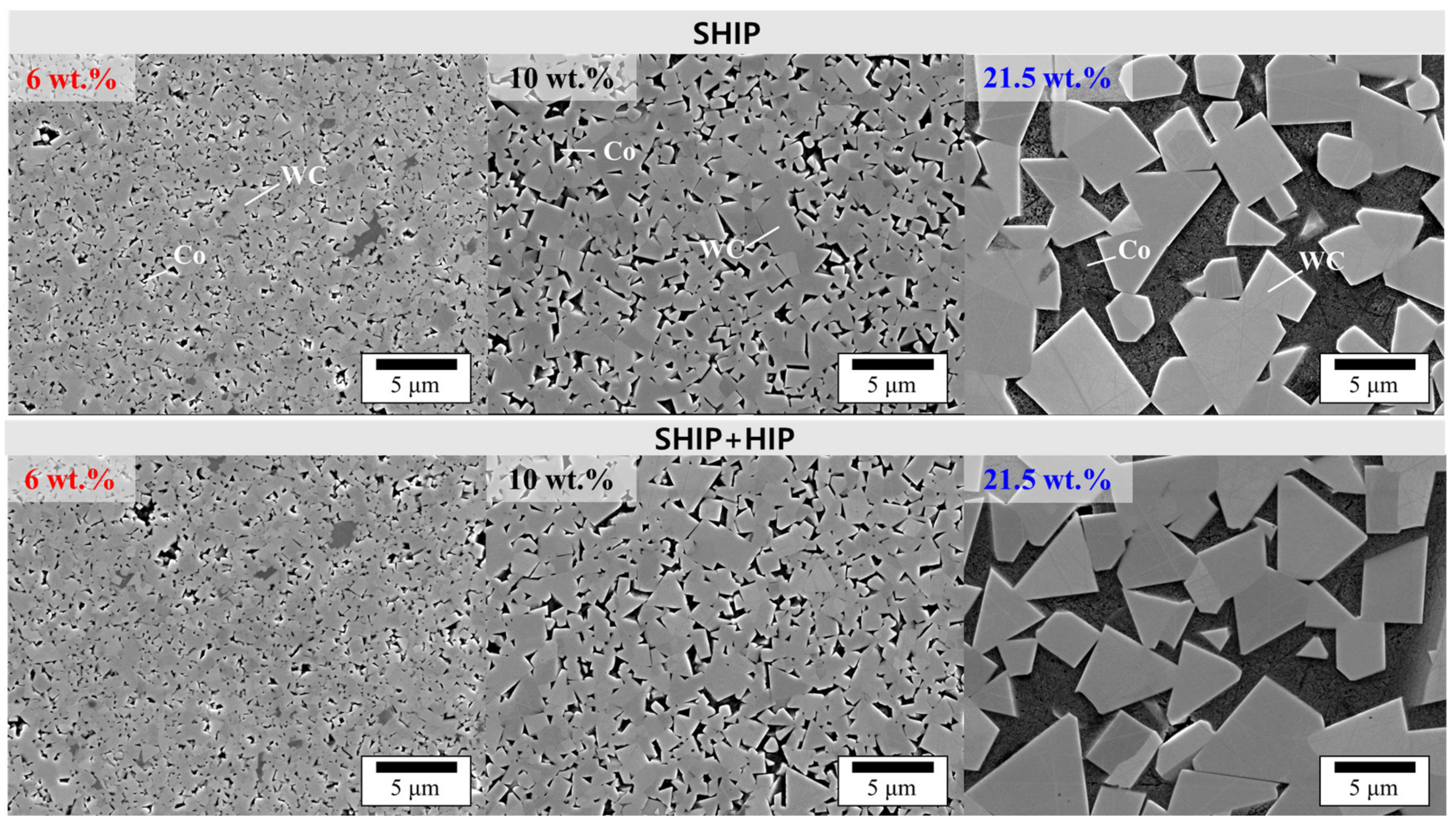
- As a result of the microstructure, brittle fracture appeared in all specimens, and the grains were homogeneously distributed. As the Co content increased, Co was attached to the surface of WC, and the WC grains and gaps became coarse and wide;
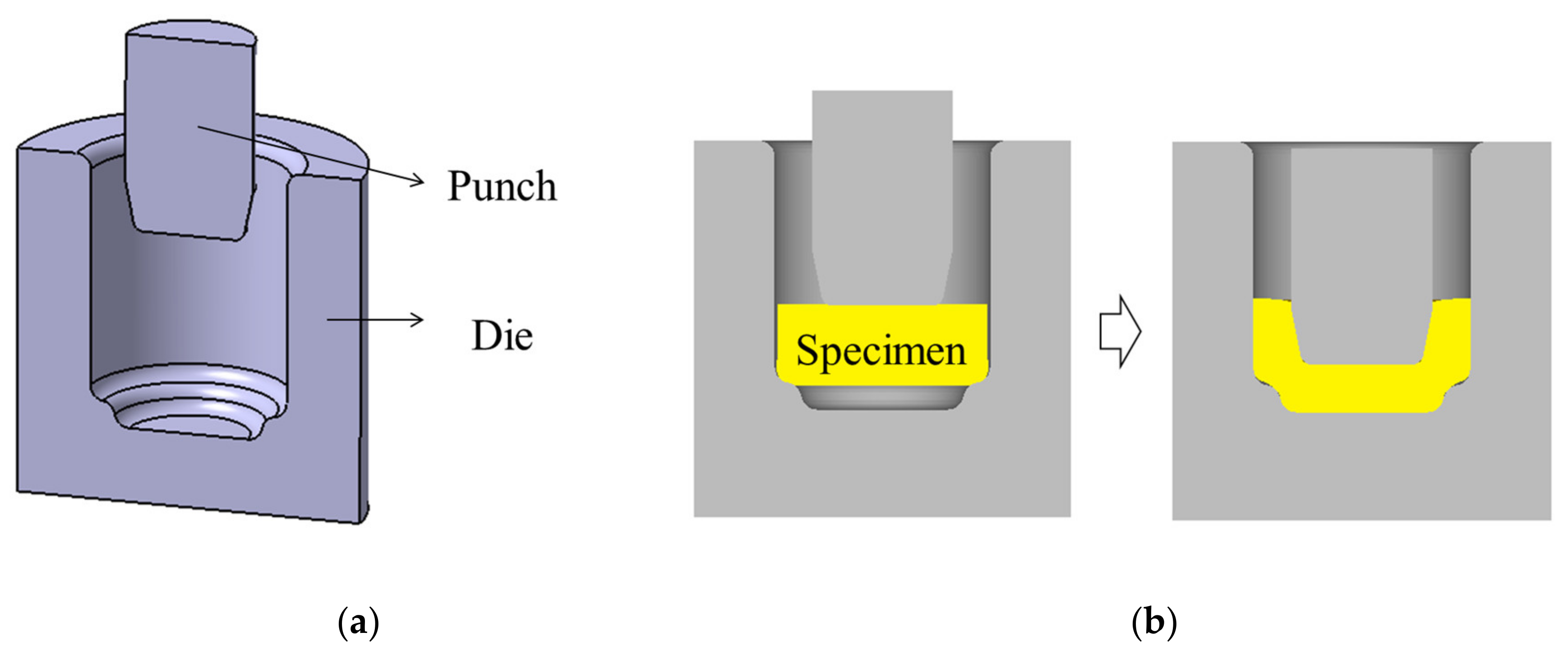
- Die stress analysis was performed using 6 wt.% Co, which had the highest tensile strength, and the results showed a low displacement, regardless of HIP treatment, which might be suitable for this process.
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- García, J.; Ciprés, V.C.; Blomqvist, A.; Kaplan, B. Cemented carbide microstructures: A review. Int. J. Refract. Met. Hard. Mater. 2019, 80, 40–68. [Google Scholar] [CrossRef]
- Ghasali, E.; Ebadzadeh, T.; Alizadeh, M.; Razavi, M. Spark plasma sintering of WC-based cermets/titanium and vanadium added composites: A comparative study on the microstructure and mechanical properties. Ceram. Int. 2018, 44, 10646–10656. [Google Scholar] [CrossRef]
- Musa, M.Š.; Sakoman, M.; Ćorić, D.; Aleksandrov Fabijanić, T. Exploitation and wear properties of nanostructured WC-Co tool modified with plasma-assisted chemical vapor deposition TiBN Coating. Metals 2021, 11, 333. [Google Scholar] [CrossRef]
- Liu, K.; Wang, Z.; Yin, Z.; Cao, L.; Yuan, J. Effect of Co content on microstructure and mechanical properties of ultrafine grained WC-Co cemented carbide sintered by spark plasma sintering. Ceram. Int. 2018, 44, 18711–18718. [Google Scholar] [CrossRef]
- He, M.; Wang, J.; He, R.; Yang, H.; Rua, J. Effect of cobalt content on the microstructure and mechanical properties of coarse-grained WC-Co cemented carbides fabricated from chemically coated composite powder. J. Alloy. Compd. 2018, 766, 556–563. [Google Scholar] [CrossRef]
- Breval, E.; Cheng, J.P.; Agrawal, D.K.; Agrawal, P.; Dennis, M.; Roy, R.; Papworth, A.J. Comparison between microwave and conventional sintering of WC/Co composites. Mater. Sci. Eng. A 2005, 391, 285–295. [Google Scholar] [CrossRef]
- Gurland, J.; Bardzil, P. Relation of Strength, Composition, and Grain Size of Sintered WC-Co Alloys. J. Miner. Met. Mater. Soc. 1955, 7, 311–315. [Google Scholar] [CrossRef]
- Atkinson, H.V.; Davies, S. Fundamental aspects of hot isostatic pressing: An overview. Metall. Mater. Trans. A 2000, 31A, 2981–3000. [Google Scholar] [CrossRef]
- Swinkels, F.B.; Wilkinson, D.S.; Arzt, E.; Ashby, M.F. Mechanisms of hot-isostatic pressing. Acta Metall. 1983, 31, 1829–1840. [Google Scholar] [CrossRef]
- Tian, F.; Chen, C.; Liu, Y.; Liu, Q.; Ivanov, M.; Wang, Q.; Jiang, N.; Chen, H.; Yang, Z.; Xie, T.; et al. Fabrication of Nd:YAG transparent ceramics from co-precipitated powders by vacuum pre-sintering and HIP post-treatment. Opt. Mater. 2020, 101, 109728. [Google Scholar] [CrossRef]
- Soria, T.; Lopez, B.; Lozada, L.; Moseley, S.; Alveen, P.; Elsen, M.; Müller-Grunz, A.; Magin, M.; Useldinger, R.; Sánchez, J.M. An investigation into the effects of HIP after sintering of WC-ZrC-Co-Cr3C2 cemented carbides. Int. J. Refract. Met. Hard. Mater. 2020, 87, 105164. [Google Scholar] [CrossRef]
- Ustundag, M.; Varol, R. Comparison of a commercial powder and a powder produced from Ti–6Al–4V chips and their effects on compacts sintered by the sinter-HIP method. Int. J. Miner. Metall. Mater. 2019, 26, 878–888. [Google Scholar] [CrossRef]
- Xiong, Z.; Shao, G.; Shi, X.; Duan, X.; Yan, L. Ultrafine hard metals prepared by WC–10 wt.%Co composite powder. Int. J. Refract. Met. Hard. Mater. 2008, 26, 242–250. [Google Scholar] [CrossRef]
- Wei, C.; Song, X.; Zhao, S.; Zhang, L.; Liu, W. In-situ synthesis of WC–Co composite powder and densification by sinter-HIP. Int. J. Refract. Met. Hard. Mater. 2010, 28, 567–571. [Google Scholar] [CrossRef]
- Ko, D.C.; Kim, B.M. The prediction of central burst defects in extrusion and wire drawing. J. Mater. Process. Technol. 2000, 102, 19–24. [Google Scholar] [CrossRef]
- Lee, K.S.; Kim, G.Y.; Ahn, Y.S. Study on the Optimum Design of the Insert Ring and Shrunk Ring of the Cold Forging Die for an Automotive Wheel Nut. Trans. Mater. Process 2018, 27, 165–170. [Google Scholar]
- Yang, T.S.; Hwang, N.C.; Chang, S.Y. The prediction of maximum forging load and effective stress for different material of bevel gear forging. J. Mech. Sci. Technol. 2007, 21, 1566–1572. [Google Scholar] [CrossRef]
- Choi, J.S.; Lee, H.C.; Im, Y.T. A study on chevron crack formation and evolution in a cold extrusion. J. Mech. Sci. Technol. 2010, 24, 1885–1890. [Google Scholar] [CrossRef]
- Weibull, W. A Statistical Theory of the Strength of Materials; Generalstabens litografiska anstalts förlag: Stockholm, Sweden, 1939. [Google Scholar]
- General Carbide Corporation. Designer’s Guide to Tungsten Carbide. 2010. Available online: http://www.generalcarbide.com (accessed on 24 April 2021).
- ISO 3327:2009. Hardmetals–Determination of Transverse Rupture Strength; International Organization for Standardization: Vernier, Switzerland, 2009. [Google Scholar]
- ASTM B406-96. Standard Test Method for Transverse Rupture Strength of Cemented Carbides; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM E8/E8M. Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Kwon, I.W.; Seo, Y.H.; Jung, K.H. Development of Uniaxial Tensile Test Method to Evaluate Material Property of Tungsten Carbide-Cobalt Alloys for Cold Forging Dies. Trans. Mater. Process. 2018, 27, 370–378. [Google Scholar]
- ASTM E23-18. Standard Test Methods for Notched Bar Impact Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Kress, T.; Meinhard, D.; Bernthaler, T.; Schneider, G. Hardness of WC-Co hard metals: Preparation, quantitative microstructure analysis, structure-property relationship and modelling. Int. J. Refract. Met. Hard. Mater. 2018, 75, 278–293. [Google Scholar] [CrossRef]
- William, C.; David, R. Solution Manual for Materials Science and Engineering, 9th ed.; Wiley: Hoboken, NJ, USA, 2017. [Google Scholar]
- Chao, Y.; Jianming, R.; Yong, D.; Jianzhan, L.; Yingbiao, P.; Kai, L. Effects of Cr3C2, VC, and TaC on Microstructure, WC Morphology and Mechanical Properties of Ultrafine WC–10 wt. % Co Cemented Carbides. Metals 2020, 10, 1211. [Google Scholar]
- De Macedo, H.R.; da Silva, A.G.P.; de Melo, D.M.A. The spreading of cobalt, nickel and iron on tungsten carbide and the first stage of hard metal sintering. Mater. Lett. 2003, 57, 3924–3932. [Google Scholar] [CrossRef]
- AlHazaa, A.; Haneklaus, N.; Almutairi, Z. Impulse Pressure-Assisted Diffusion Bonding (IPADB): Review and Outlook. Metals 2021, 11, 323. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt.%) | |||||
|---|---|---|---|---|---|
| Co | W | C | Fe | Ta | Nb |
| 6 | 86.83 | 5.81 | 0.00 | 0.70 | 0.66 |
| 10 | 84.48 | 5.52 | 0.00 | 0.00 | 0.00 |
| 21.5 | 72.75 | 4.75 | 1.00 | 0.00 | 0.00 |
| wt.% Co | Powder Size (μm) | SHIP | HIP | ||
|---|---|---|---|---|---|
| Maximum Temperature (°C) | Maximum Pressure (MPa) | Maximum Temperature (°C) | Maximum Pressure (MPa) | ||
| 6 | 0.6–0.9 | 1410 | 6 | 1310 | 98 |
| 10 | 1.4–2.0 | 1410 | 6 | 1310 | 98 |
| 21.5 | 5.0–7.9 | 1420 | 0.9 | 1310 | 98 |
| Process | wt.% Co | Young’s Modulus (GPa) | Ultimate Tensile Strength (MPa) |
|---|---|---|---|
| SHIP | 6 | 615 | 2102 |
| 10 | 532 | 2243 | |
| 21.5 | 434 | 1680 | |
| SHIP + HIP | 6 | 618 | 1952 |
| 10 | 553 | 2335 | |
| 21.5 | 497 | 1456 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jo, A.-R.; An, J.-S.; Kim, S.-H.; Jeong, M.-S.; Moon, Y.-H.; Hwang, S.-K. Novel Tensile Test Jig and Mechanical Properties of WC-Co Synthesized by SHIP and HIP Process. Metals 2021, 11, 884. https://doi.org/10.3390/met11060884
Jo A-R, An J-S, Kim S-H, Jeong M-S, Moon Y-H, Hwang S-K. Novel Tensile Test Jig and Mechanical Properties of WC-Co Synthesized by SHIP and HIP Process. Metals. 2021; 11(6):884. https://doi.org/10.3390/met11060884
Chicago/Turabian StyleJo, A-Ra, Ji-Seob An, Sun-Hyung Kim, Myeong-Sik Jeong, Young-Hoon Moon, and Sun-Kwang Hwang. 2021. "Novel Tensile Test Jig and Mechanical Properties of WC-Co Synthesized by SHIP and HIP Process" Metals 11, no. 6: 884. https://doi.org/10.3390/met11060884
APA StyleJo, A.-R., An, J.-S., Kim, S.-H., Jeong, M.-S., Moon, Y.-H., & Hwang, S.-K. (2021). Novel Tensile Test Jig and Mechanical Properties of WC-Co Synthesized by SHIP and HIP Process. Metals, 11(6), 884. https://doi.org/10.3390/met11060884