
Study of Hillock and Zinc Whisker Evolution in Five Different Cable Tray Coatings

 ,
,  ,
,
Abstract
1. Introduction
2. State of the Art
2.1. Protection of Steel with Zinc Coatings
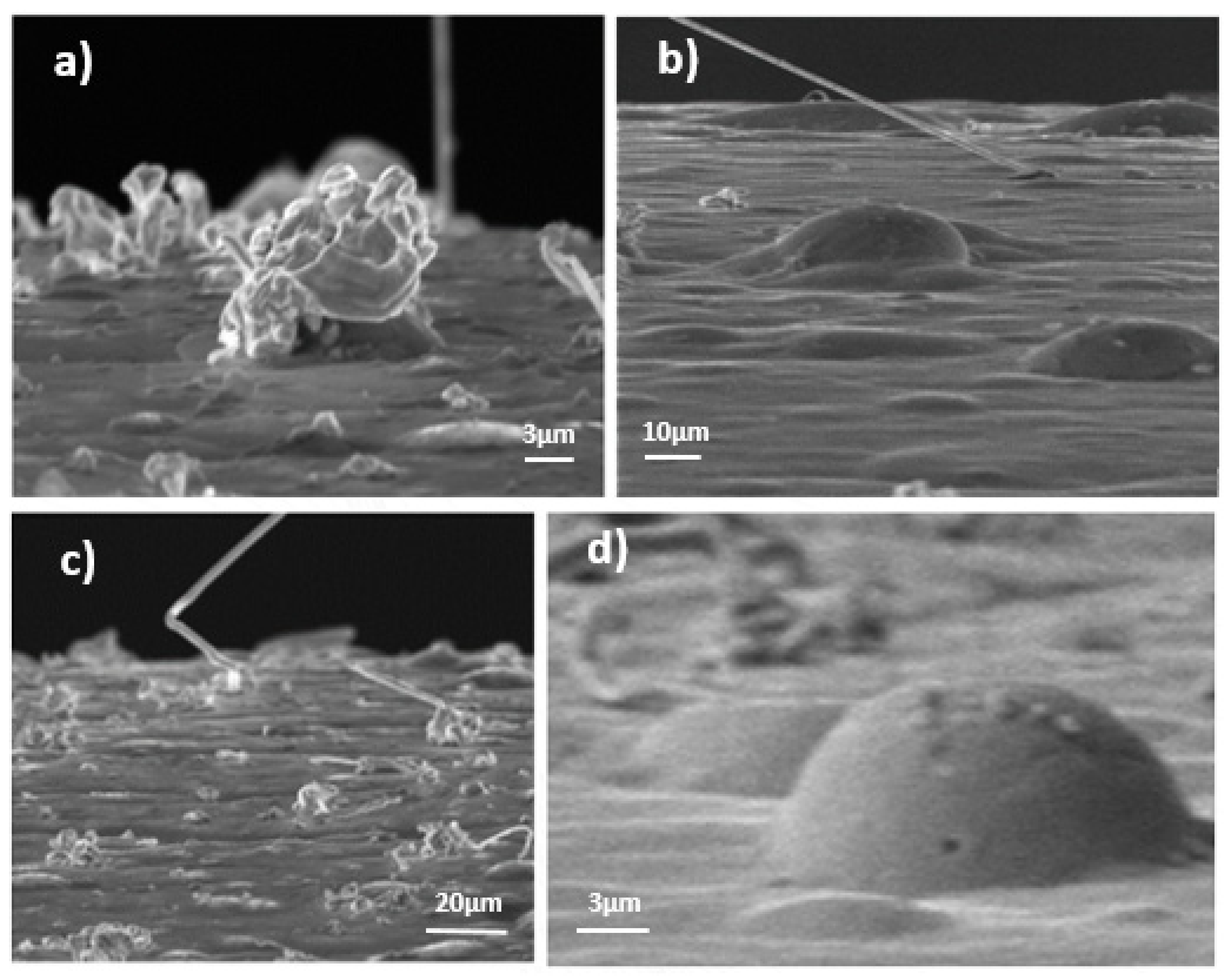
2.2. Definition and Dimensions of Zinc Whiskers (ZW) and Hillocks
- Nodular whiskers: this shape usually corresponds to the beginning of the growth.
- Rectilinear whiskers: the most constraining kind, which can reach greater lengths. The longer the ZW is, the easier it can be broken, moved away and cause electric damage.
- Whiskers with abrupt changes of direction.
2.3. Zinc Whisker Growth Phenomenon
2.4. Influencing Parameters in the Phenomenon
3. Materials and Methods
3.1. Coatings under Study and Base Metal
- White alkaline electrolyte coating (re-named coating 1 for simplicity): The sample was covered with a zinc coating electrolytic method. Prior to this, some stages of chemical preparation had been applied: Protel FR21 chemical degreasing, Uniclear H2425 electrolytic degreasing, HCl scouring, Protolux AZURE applied during 35–40 minutes, NO3H 1% neutralization and passivation and drying at temperature below 60 °C.
- Yellow trivalent zinc electrolyte coating (re-named coating 2 for simplicity): the steps were identical to those of the white alkaline electrolyte coating, except for the passivation stage, which corresponds to the deposition of the chromium layer, which uses a different solution in this case.
- Acid zinc electrolyte coating (re-named coating 3 for simplicity): In this case no information was supplied by the manufacturing company, VALDINOX [4].
- Hot dip galvanizing zinc coating (re-named coating 4 for simplicity): the resulting coating is composed of several metallurgical bonded layers. Firstly, several surface preparation steps need to be carried out: degreasing with caustic solutions, rinsing, pickling with hydrochloric acid, second rinsing, oxidation protection layer (called the flux stage) and drying. Then, the galvanization step consists of immersing the studied elements in a crucible with melted zinc, where a chemical reaction takes place between the steel and the zinc that allows the creation of the coating layer; the bath composition is essentially zinc, the presence up to 1.5% of other elements being authorized. A final passivation layer is added in order to delay the formation of zinc oxide.
- Zinc–nickel coating (re-named coating 5 for simplicity): this coating also uses an electrolyte method, but in this case a zinc–nickel one was employed according to UN UNE-EN 12,329 standard [34]. Prior to this, some stages of chemical preparation had been applied: 20% HCl scouring, water continually renewed rinsing, Uniclean 298 chemical and electrolytic degreasing, 2nd water continually renewed rinsing. Then, the Zn-Ni bath is applied and after this, two steps of water continually renewed rinsing, plus a 1% Nitric acid pre-passivation and a Cr blue passivation, to finally undergo a water continually renewed rinsing and drying in oven.
3.2. Coating Characterization
3.3. Whisker and Hillock Quantification
4. Coating Characterization Results
4.1. Coating Thickness Analysis
4.2. Coating Hardness
4.3. Rugosity of the Coatings
4.4. Chemical Composition
5. Whisker and Hillock Quantification and Evolution
5.1. First Observations from Preliminary Analysis of the Samples
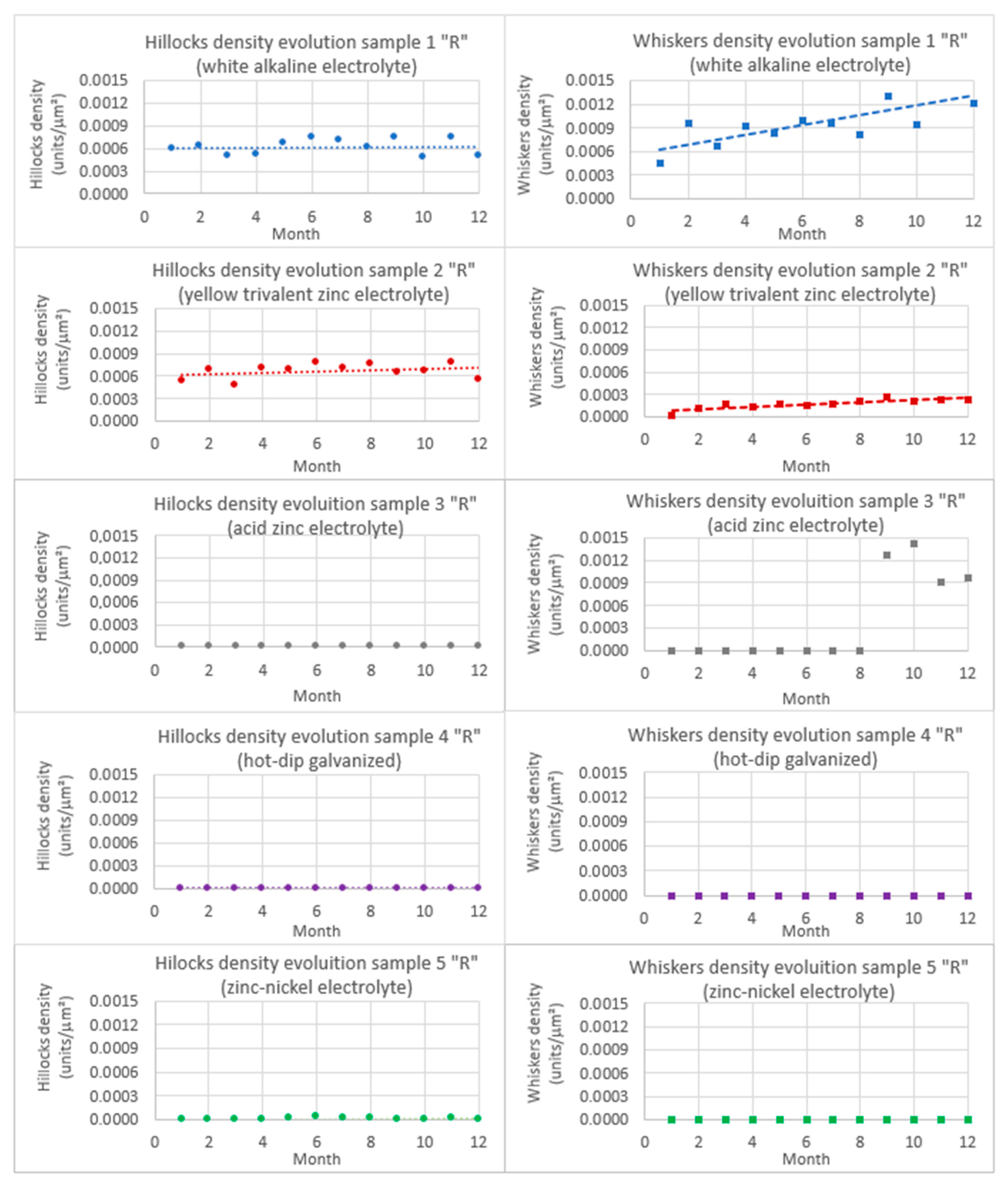
- As can be appreciated in Figure 9 and Figure 10, in the cases of samples 1 and 2, the white alkaline electrolyte coating and the yellow trivalent zinc electrolyte coating, respectively, a significant growth of whiskers on the surface can be noted from the first months. It was also noted that in the compressed samples (F), the density of whiskers was greater than in the non-compressed ones (R).
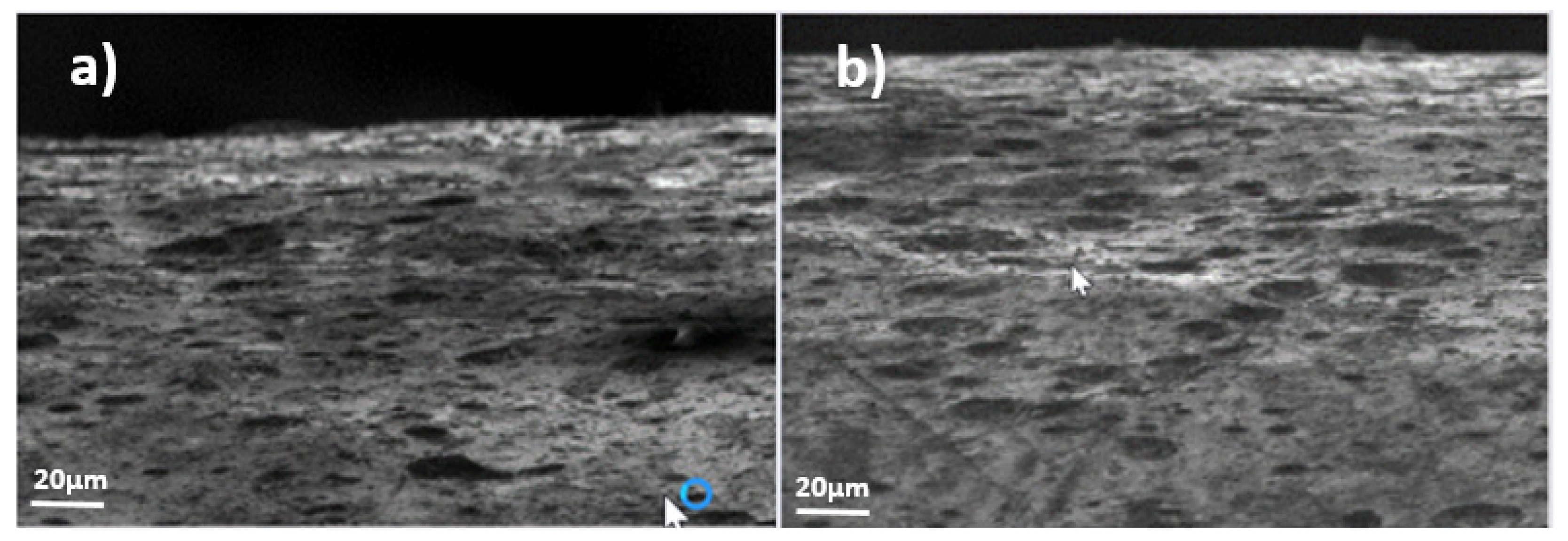
- As shown in Figure 11, for the 3rd coating, the acid zinc electrolyte coating, no visual change was observed before the 9th month, where the appearance of new elements indentified as zinc whiskers on the surface could be appreciated (highlighted in white or light gray in the photo). No hillocks were found during the study, the whiskers appearing directly.
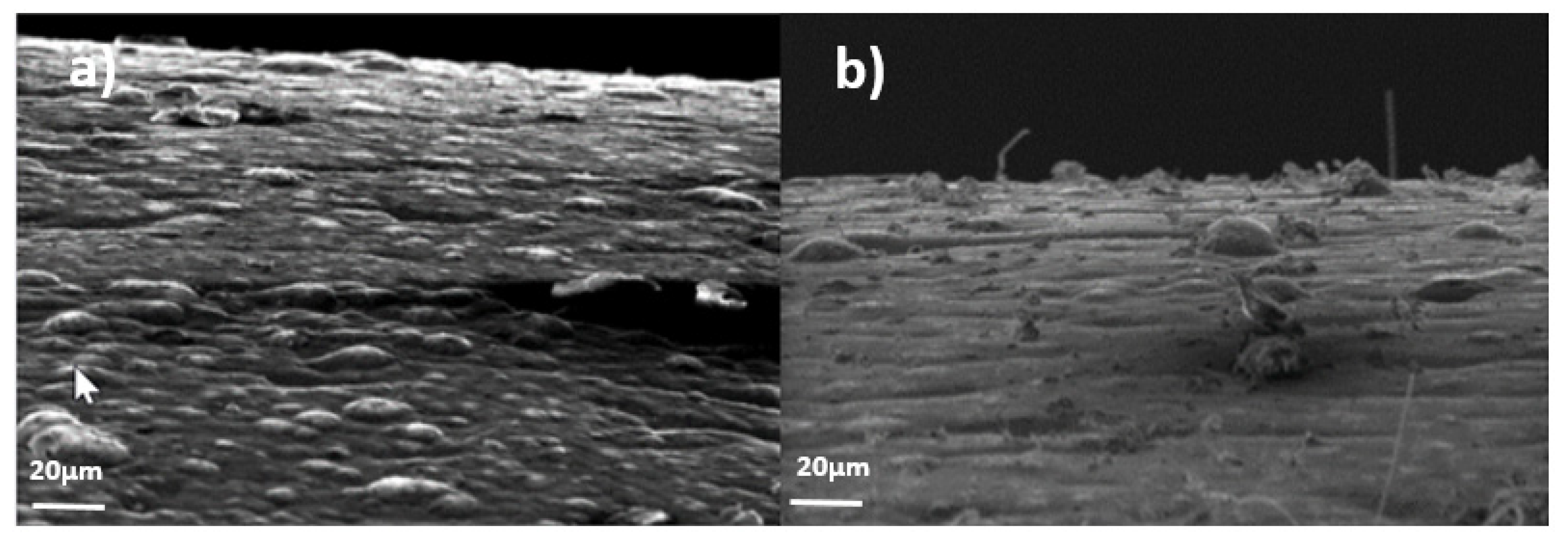
- In Figure 12, for the hot-dip galvanized coating (sample 4), it can be appreciated that its appearance is different from the rest; a much rougher surface is observed. However, no whiskers were detected during the entire observation period.
- Figure 13, for sample 5, which corresponds to the zinc-nickel coating, did not present any representative growth of whiskers on the surface during the period studied. The surface of this coating is also smoother, as in the other electrolyte coatings.
5.2. Quantification of as Received “R” Samples
5.3. Quantification of Compression Stressed Samples by Bending “F”
6. Conclusions and Future Work
- White alkaline electrolyte coating.
- Yellow trivalent zinc electrolyte coating.
- Acid zinc electrolyte coating.
- Hot-dip galvanizing zinc coating.
- Zinc-nickel coating.
- The hot-dip galvanized coating, as already known, is very different from the electrolyte ones (the rest); it is approximately five to seven times thicker and its rugosity is also higher. On the other hand, its composition does not differ much from the rest of the zinc coatings, except for the zinc-nickel one, even though its oxygen content is substantially lower than in the rest.
- The zinc–nickel coating stands out from the rest for its approximately 11% of zinc substitution by nickel (73% Zn and 11% Ni, instead of around 80% to 85% Zn). The hardness of this coating stands out, it being twice as hard as the hot-dip galvanized one and nearly four times harder than the rest of the coatings, which can make it more brittle.
- After the first 3 months of study, it was clear how the white alkaline electrolyte and the yellow trivalent zinc electrolyte coatings showed a significant growth of ZW and hillocks in the as-received samples as well as in the compressed ones; the whisker density was higher in the compressed samples, but the hillocks were in a similar range in both cases.
- The acid zinc electrolyte coating did not present any ZW or hillock presence during the first 8 months. After the 9th month, however, small whiskers appeared on the surface, though no presence of hillocks was found during the whole study.
- The hot-dip galvanized coating presented a much rougher surface than the rest. Nevertheless, no ZW or hillock appearance was observed during the 12 months, either in the as-received or in the compressed samples.
- The zinc–nickel coating did not present any whisker or hillock growth on the surfaces during the period studied, either in the as-received or in the compressed samples.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- VALDINOX Website. Available online: http://www.valdinox.com/ES/home (accessed on 11 February 2021).
- Cabrera-Anaya, J.M. Growth of Zinc Whiskers. Ph.D. Thesis, Université de Grenoble, Grenoble, France, 2014. [Google Scholar]
- Wu, L.; Ashworth, M.A.; Wilcox, G.D. Zinc whisker growth from electroplated finishes–a review. Trans. Inst. Metal Finish. 2015, 93, 66–73. [Google Scholar] [CrossRef]
- Zinc Whiskers and Their Role in Data Centre Failures. Available online: http://ritel.co.uk/about-zinc-whiskers.html (accessed on 31 December 2020).
- Worldwide Environmental Services (WES). Metallic Whisker Sources. 2004. Available online: www.wes.net (accessed on 31 December 2020).
- Lahtinen, R.; Gustafsson, T.E. The Driving Force Behind Whisker Growth, An Investigation on What Triggers This Phenomenon in Hot-Dip Galvanized Zinc Coating, Part 1. Metal Finish. 2005, 103, 25–29. [Google Scholar] [CrossRef]
- Lahtinen, R.; Gustafsson, T.E. The Driving Force Behind Whisker Growth, An Investigation on What Triggers This Phenomenon in Hot-Dip Galvanized Zinc Coating, Part 2. Metal Finish. 2005, 103, 33–36. [Google Scholar] [CrossRef]
- Wu, L. Zinc Whisker Growth from Electroplated Finishes; Department of Materials Loughborough University: Loughborough, UK, 2015. [Google Scholar]
- Compton, K.G.; Mendizza, A.; Arnold, S.M. Filamentary Growths on Metal Surfaceswhiskers. Corrosion 1951, 7, 327–334. [Google Scholar] [CrossRef]
- Takemura, T.; Kobayashi, M.; Okutani, M.; Kakoshita, T.; Shimizu, K. Relation Between the Direction of Whiskers Growth and the Crystallographic Texture of Zinc Electroplate. Jpn. J. Appl. Phys. 1986, 1, 1948. [Google Scholar] [CrossRef]
- Lindborg, U.; Ramsin, S.; Lind, L.; Revay, L. Microstructure and Metallurgical Properties of Some Zinc Electroplates. Plating 1974, 61, 1111–1116. [Google Scholar]
- Etienne, A.; Cadel, E.; Lina, A.; Cretinon, L.; Pareige, P. Micro- and Nanostructure of Zn Whiskers and Their Coating. J. Electr. Mater. 2013, 42, 272–279. [Google Scholar] [CrossRef][Green Version]
- Reynolds, H.L.; Hilty, R. Investigations of Zinc Whiskers Using FIB Technology. In Proceedings of the IPC/JEDEC Lead Free North America Conference, Boston, MA, USA, 2004; Available online: https://www.semanticscholar.org/paper/Investigations-of-Zinc-(Zn)-Whiskers-using-FIB-Reynolds-Hilty/7d4567bb784d9b5786fa89b1f6bec73d46744fcd (accessed on 31 December 2020).
- Xu, C.; Zhang, Y.; Fan, C.; Abys, J.A. Understanding Whisker Phenomenon: The Driving Force for Whisker Formation. 2002. Available online: http://thor.inemi.org/webdownload/projects/ese/ChenXuAPEX02-presenta.pdf (accessed on 31 December 2020).
- Minakshi, M.; Appadoo, D.; Martin, D.E. The Anodic Behavior of Planar and Porous Zinc Electrodes in Alkaline Electrolyte. Electrochem. Solid-State Lett. 2010, 13, A77. [Google Scholar] [CrossRef]
- Minakshi, M.; Mitchell, D.R.G.; Prince, K. Incorporation of TiB2 additive into MnO2 cathode and its influence on rechargeability in an aqueous battery system. Solid State Ion. 2008, 179, 355–361. [Google Scholar] [CrossRef]
- Minakshi, M.; Ionescu, M. Anodic behavior of zinc in Zn-MnO2 battery using ERDA technique. Int. J. Hydrog. Energy 2010, 35, 7618–7622. [Google Scholar] [CrossRef]
- Baated, A.; Kim, K.; Suganuma, K. Whisker Growth from an Electroplated Zinc Coating. J. Mater. Res. 2010, 25, 2175–2182. [Google Scholar] [CrossRef]
- Frank, F.C. On Tin Whiskers. Philos. Mag. 1953, XLIV, 854–860. [Google Scholar] [CrossRef]
- Eshelby, J.D. A Tentative Theory of Metallic Whisker Growth. Phys. Rev. 1953, 91, 755–756. [Google Scholar] [CrossRef]
- Lindborg, U. Observations on the Growth of Whisker Crystals from Zinc Electroplate. Metall. Trans. A 1975, 6, 1581–1586. [Google Scholar] [CrossRef]
- Lindborg, U. A model for the spontaneous growth of zinc, cadmium, and tin whiskers. Acta Metall. 1976, 24, 181–186. [Google Scholar] [CrossRef]
- Philibert, J. Diffusion et Transport de Matière dans les Solides; Les Editions de Physique: Paris, France, 1985. [Google Scholar]
- Ellis, W.C.; Gibbons, D.F.; Treuting, R.C. Growth of Metal Whiskers from the Solid, Growth and Perfection of Crystals; Doremus, R.H., Roberts, B.W., Turnbull, D., Eds.; John Wiley & Sons: New York, NY, USA, 1958; pp. 102–120. [Google Scholar]
- Glazunova, V.K.; Kudryavtsev, N.T. An Investigation of the Conditions of Spontaneous Growth of Filiform Crystals on Electrolytic Coatings. Russ. J. Appl. Chem. (Zhurnal Prikladnoi Khimii) 1963, 36, 543–550. [Google Scholar]
- Kakeshita, T.; Shimizu, K.; Kawanaka, R.; Hasegawa, T. Grain Size Effect on Electroplated Tin Coatings on Whisker Growth. J. Mater. Sci. 1982, 17, 2560–2566. [Google Scholar] [CrossRef]
- Le-Bret, B.; Norton, M.G. Electron Microscopy Study of Tin Whisker Growth. J. Mater. Res. 2003, 13, 585–593. [Google Scholar] [CrossRef]
- Boguslavsky, I.; Bush, P. Recrystallization Principles Applied to Whisker Growth in Tin. In Proceedings of the APEX Conference, Anaheim, CA, USA, 31 March–2 April 2003. [Google Scholar]
- Smetana, J. The end Game. IEEE Trans. Electron. Packag. Manuf. 2007, 30, 11–22. [Google Scholar] [CrossRef]
- Vianco, P.T.; Rejent, J.A. Dynamic Recrystallization (DRX) as the Mechanism for Sn Whisker. J. Electron. Mater. 2009, 38, 1815–1825. [Google Scholar] [CrossRef][Green Version]
- Etienne, A.; Cadel, E.; Lina, A.; Cretinon, L.; Pareige, P. Crystallographic Characterization of an Electroplated Zinc Coating Prone to Whiskers. IEEE Trans. Compon. Packag. Manuf. Technol. 2012, 2, 1928–1932. [Google Scholar] [CrossRef]
- Sugiarto, H.; Christie, I.R.; Richards, B.P. Studies of Zinc Whiskers Formation and Growth from Bright Zinc Electrodeposits. Trans. Inst. Metal Finish. 1984, 62, 92–97. [Google Scholar] [CrossRef]
- Nagai, T.; Natori, K.; Furasama, T. Rate of Short-Circuit Caused by Whiskers Growth on Zn Electroplated Steels in Electronic Appliance. J. Jpn. Inst. Metals 1989, 53, 303–307. [Google Scholar] [CrossRef][Green Version]
- UNE-EN 12329:2001. Corrosion Protection of Metals. Electrodeposited Coatings of Zinc with Supplementary Treatment on Iron or Steel; CTN 112; BSI: London, UK, 2001. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Influencing Parameters | |
| Parameter | Influence |
| Coating thickness | The thinner coating favors whisker growth [9] by influencing the coating texture [21] and the residual stress in thin (<5 µm) coatings [32]. |
| Substrate thickness | The thinner substrate favors whisker growth by influencing the coating texture [21]. |
| Electroplating electrolyte | Cyanide electrolytes produce less residual stress [11], and therefore a lower whisker growth rate. |
| Organic contaminants (including brighteners) | Favors whisker growth [9] by increasing compressive localized stress in electroplated metals [32]. |
| Chrome | Inhibits the onset of whiskers but does not avoid them [32]. |
| Microstructure of the Zn coating | Elongated grains tend to have larger whisker growth rates than specimens with equiaxed columnar grains [31]. |
| Texture | Planes {11-20} and {10-1-1} favor whisker growth [10,21]. |
| Temperature | Favors whisker length and density [9] and growth rate [21]. |
| Corrosion | Tends to aggress the chromium passive layer, that protects the zinc coating, which eases the whiskers to pop out [6,7]. |
| Residual stress in the coatings | Favors whisker growth rate [11,21] and decreases incubation time [33]. |
| Applied external compressive stress | Compressive applied stress favors growth more than tensile applied external stress [14]. |
| Stress relaxation | Might possibly be the driving force of zinc whisker growth [1,23]. |
| Non-Influencing Parameters | |
| Parameter | Comments |
| Grain size | No clear influence observed [21]. |
| Hardness | No influence observed [21]. |
| Microstrain | No influence observed [21]. |
| Light and electromagnetic field | No influence observed [6,7,9]. |
| Humidity | No influence observed [9]. |
| Sample | Ind. 1 (HV) | Ind. 2 (HV) | Ind. 3 (HV) | Ind. 4 (HV) | Ind. 5 (HV) | Average Hardness (HV) |
|---|---|---|---|---|---|---|
| White alkaline (1) | 87.4 | 84.4 | 83.5 | 94.6 | 50.7 | 80.2 |
| Yellow trivalent (2) | 102.4 | 130.2 | 113.5 | 102.5 | 93.7 | 108.5 |
| Acid zinc electrolyte (3) | 53.7 | 53.5 | 52.2 | 54.3 | 48.6 | 52.5 |
| Hot-dip galvanizing (4) | 148.5 | 142.3 | 144.5 | 206.1 | 172.2 | 162.7 |
| Zinc-nickel (5) | 376.1 | 326.5 | 383.3 | 303.9 | 390.2 | 356.0 |
| Sample | Rug. 1 (μm) | Rug. 2 (μm) | Rug. 3 (μm) | Rug. 4 (μm) | Rug. 5 (μm) | Average Rugosity (μm) |
|---|---|---|---|---|---|---|
| White alkaline (1) | 0.38 | 0.39 | 0.26 | 0.31 | 0.41 | 0.30 |
| Yellow trivalent (2) | 0.39 | 0.31 | 0.38 | 0.41 | 0.31 | 0.28 |
| Acid zinc electrolyte (3) | 0.27 | 0.21 | 0.30 | 0.32 | 0.30 | 0.22 |
| Hot-dip galvanizing (4) | 0.47 | 0.55 | 0.62 | 0.49 | 0.67 | 0.44 |
| Zinc-nickel (5) | 0.31 | 0.22 | 0.25 | 0.32 | 0.22 | 0.21 |
| Sample | Zn (wt%) | Ni (wt%) | C (wt%) | O (wt%) | Total (wt%) |
|---|---|---|---|---|---|
| White alkaline (1) | 80.96 | - | 15.27 | 3.77 | 100 |
| Yellow trivalent (2) | 79.86 | - | 15.87 | 4.27 | 100 |
| Acid zinc electrolyte (3) | 85.72 | - | 11.36 | 2.92 | 100 |
| Hot-dip galvanizing (4) | 92.26 | - | 6.63 | 1.11 | 100 |
| Zinc-nickel (5) | 73.73 | 11.74 | 10.61 | 3.92 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arroyo, B.; Roth, M.; Álvarez, J.A.; Cimentada, A.I.; Cicero, S.; Seco, J.; Becedoniz, G. Study of Hillock and Zinc Whisker Evolution in Five Different Cable Tray Coatings. Metals 2021, 11, 325. https://doi.org/10.3390/met11020325
Arroyo B, Roth M, Álvarez JA, Cimentada AI, Cicero S, Seco J, Becedoniz G. Study of Hillock and Zinc Whisker Evolution in Five Different Cable Tray Coatings. Metals. 2021; 11(2):325. https://doi.org/10.3390/met11020325
Chicago/Turabian StyleArroyo, Borja, Marion Roth, José Alberto Álvarez, Ana Isabel Cimentada, Sergio Cicero, Jaime Seco, and Guillermo Becedoniz. 2021. "Study of Hillock and Zinc Whisker Evolution in Five Different Cable Tray Coatings" Metals 11, no. 2: 325. https://doi.org/10.3390/met11020325
APA StyleArroyo, B., Roth, M., Álvarez, J. A., Cimentada, A. I., Cicero, S., Seco, J., & Becedoniz, G. (2021). Study of Hillock and Zinc Whisker Evolution in Five Different Cable Tray Coatings. Metals, 11(2), 325. https://doi.org/10.3390/met11020325