
Reduction of Die Wear and Structural Defects of Railway Screw Spike Heads Estimated by FEM



 ,
, 

Abstract
1. Introduction
2. Materials and Methods
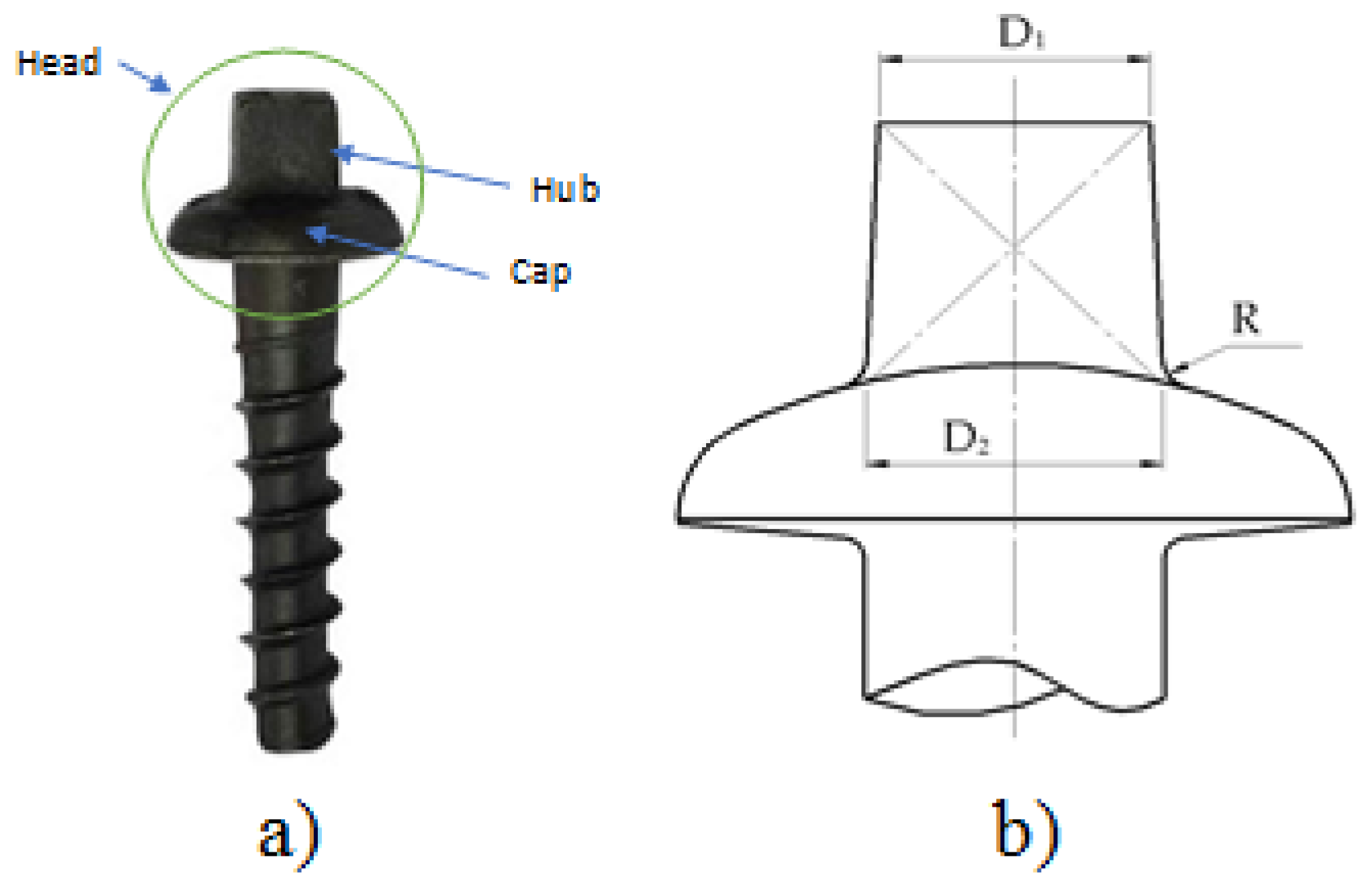
2.1. Dimension and Tolerances of the Screw Spike
2.2. Material of the Screw Spike
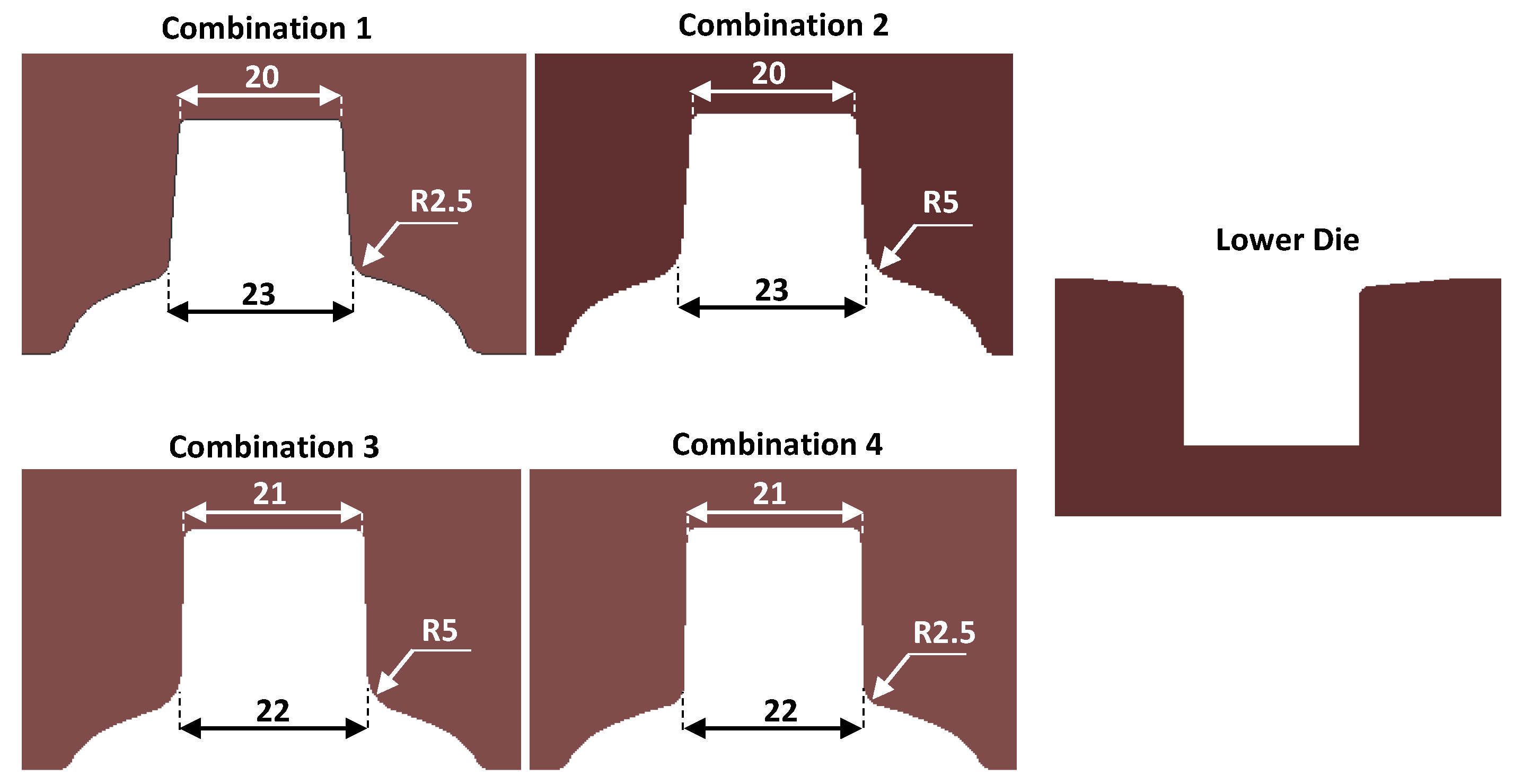
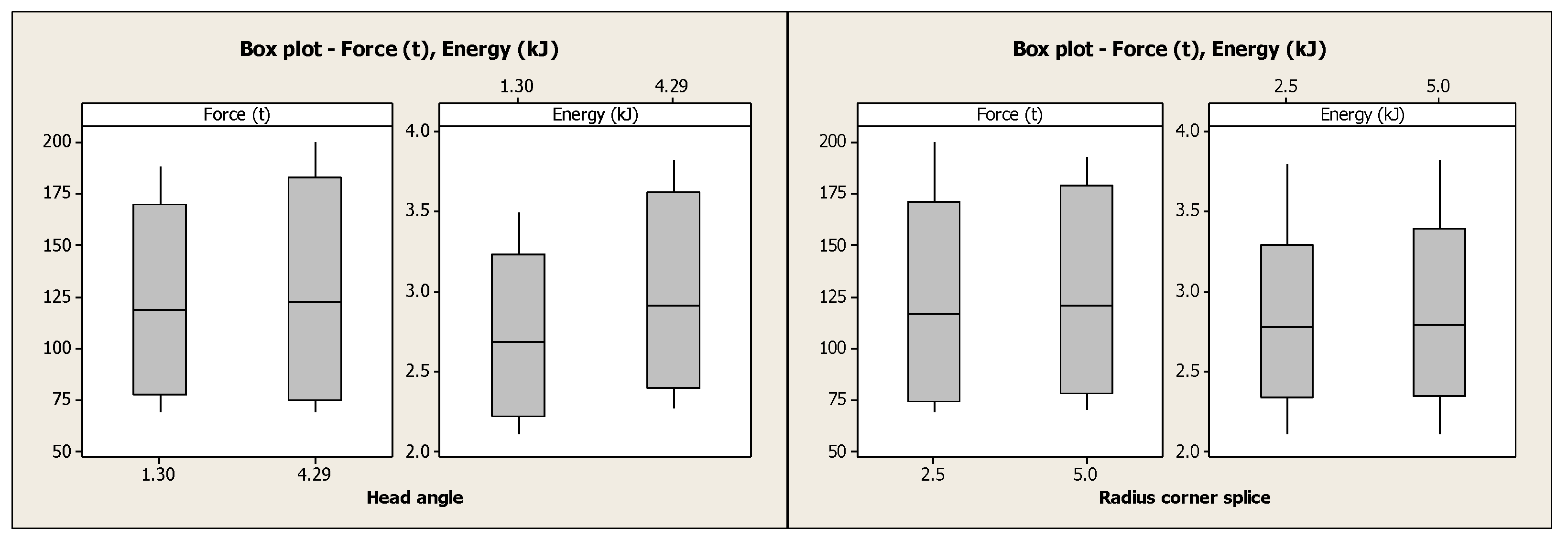
2.3. DOE of the FEM Analysis
3. Results
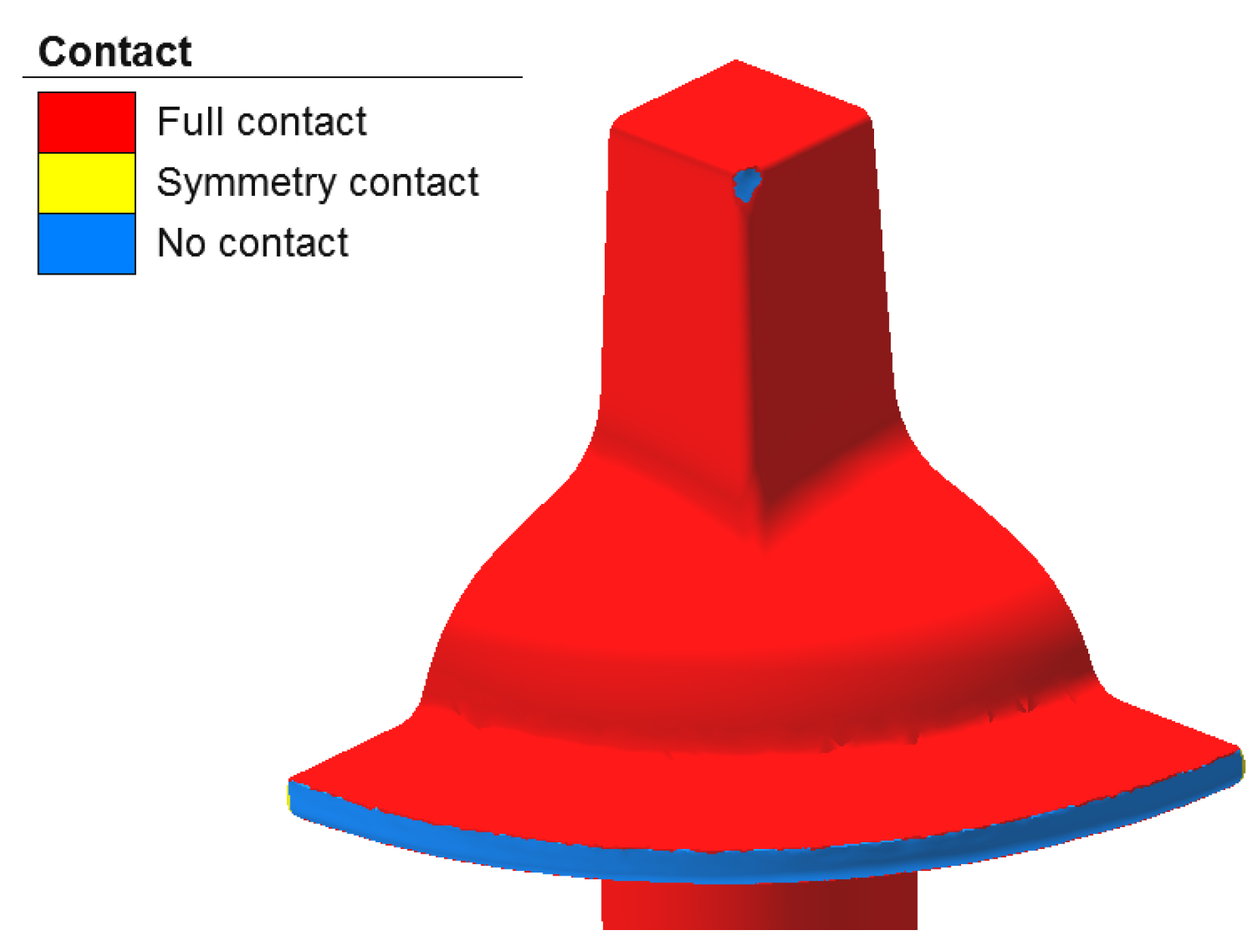
3.1. Computational Simulations
3.2. Screw Spike Surface Scanning
4. Conclusions
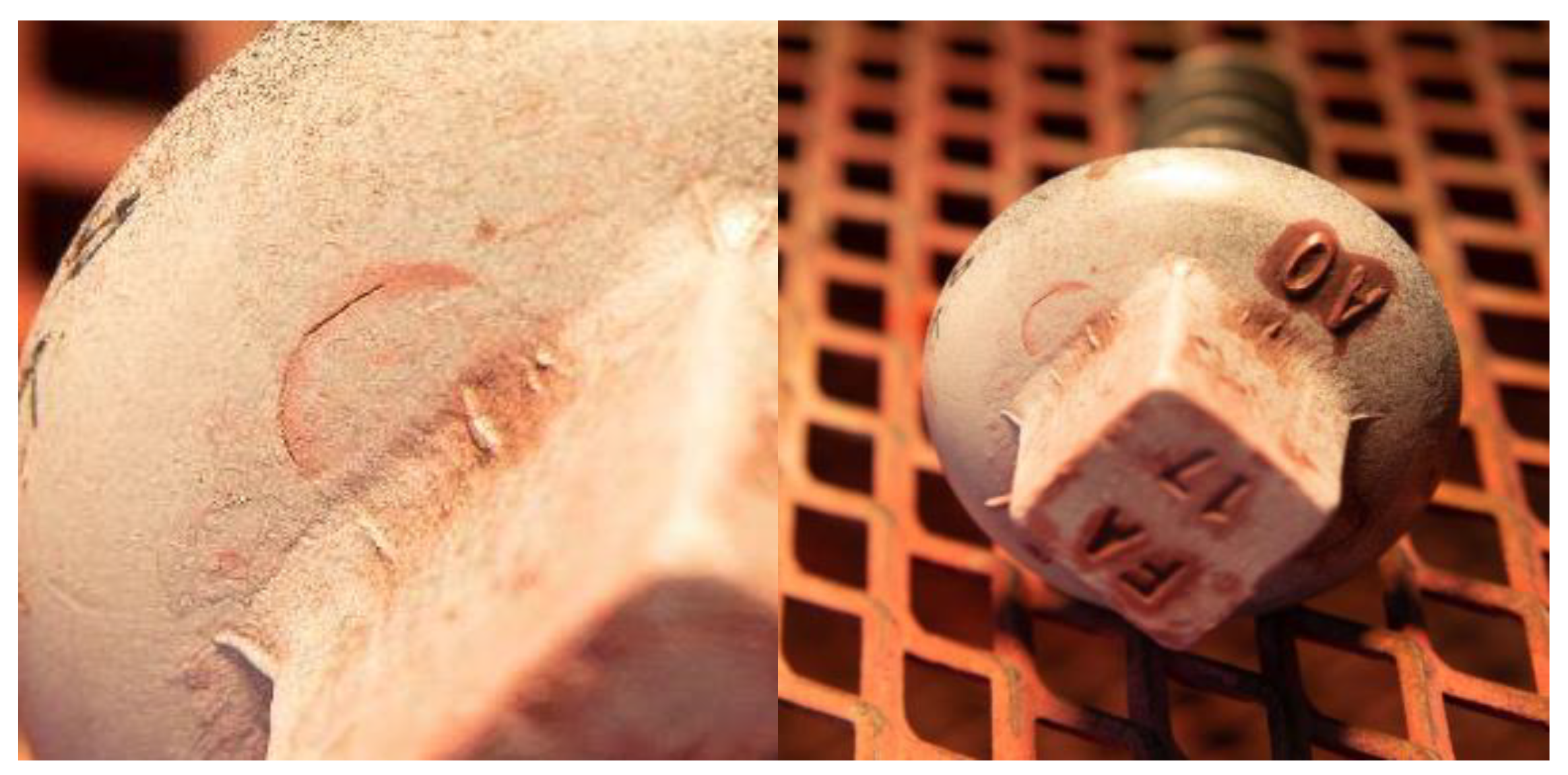
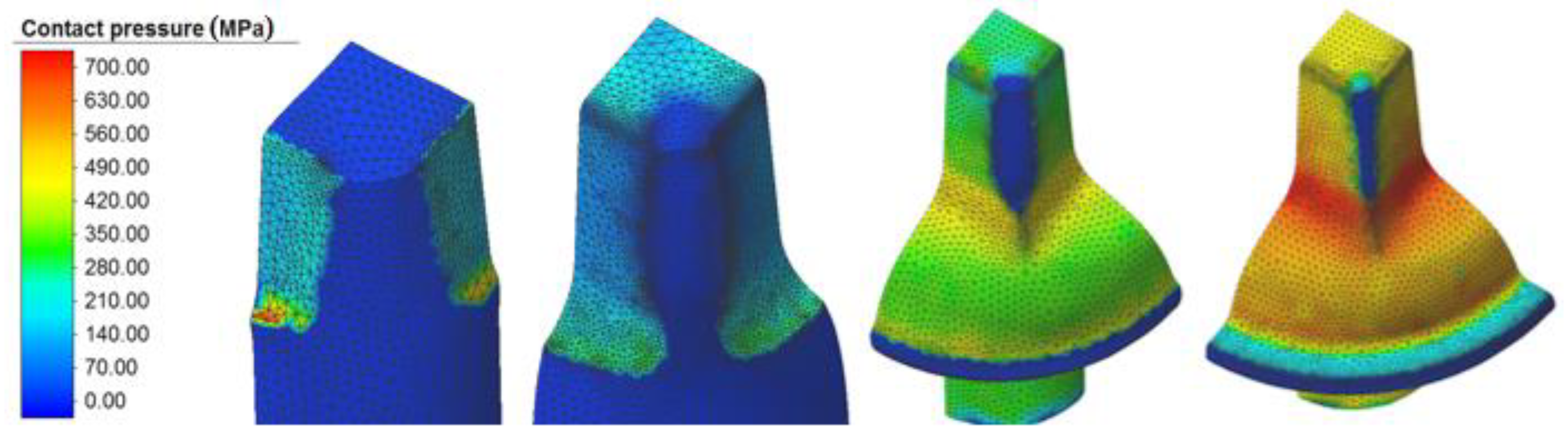
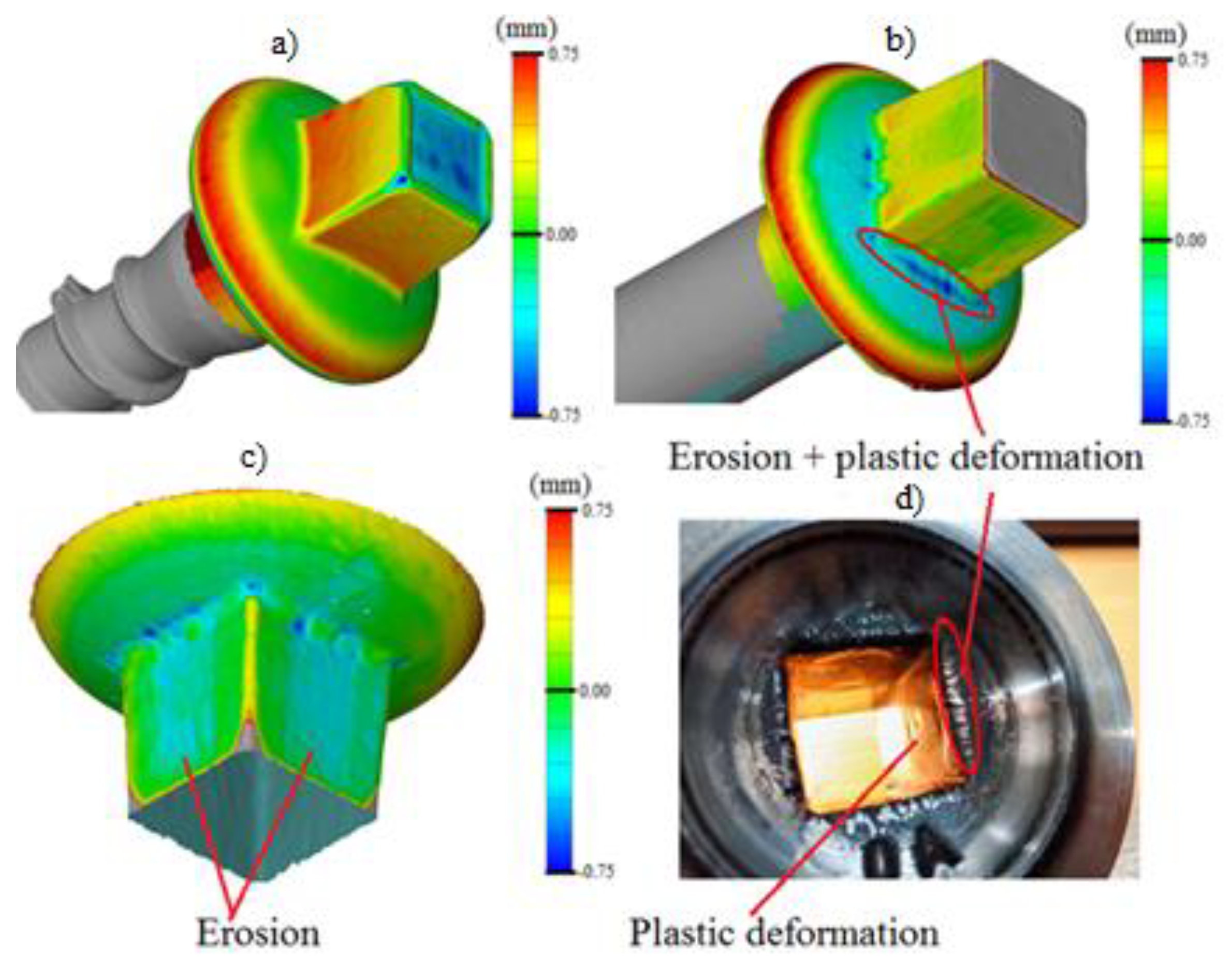
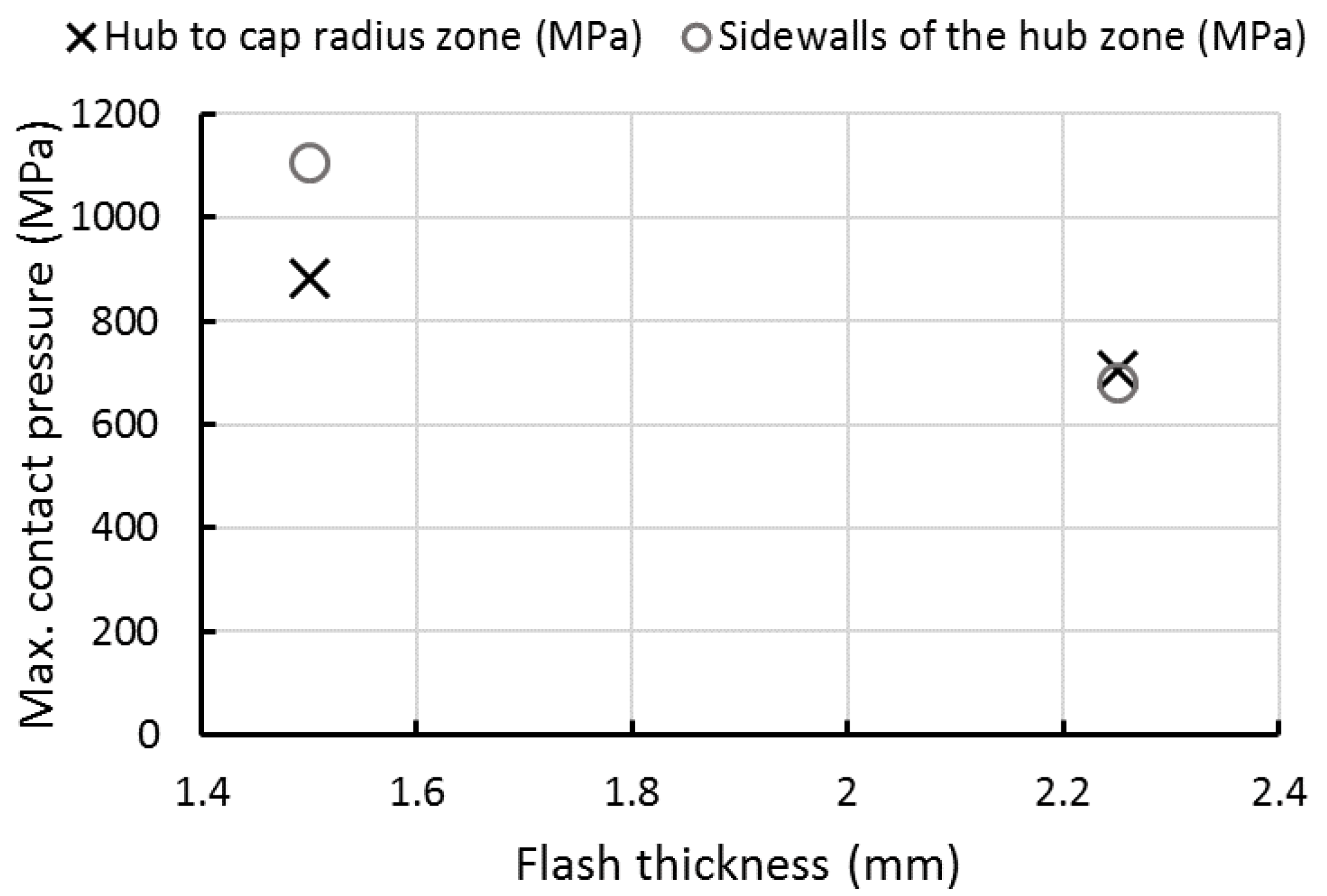
- The wear is mainly focused on the die splice radii, where the highest contact pressure is concentrated according to the computational simulation results. Specifically, the scanned worn heads showed a transfer of material on the sidewalls of the hub towards the die radius.
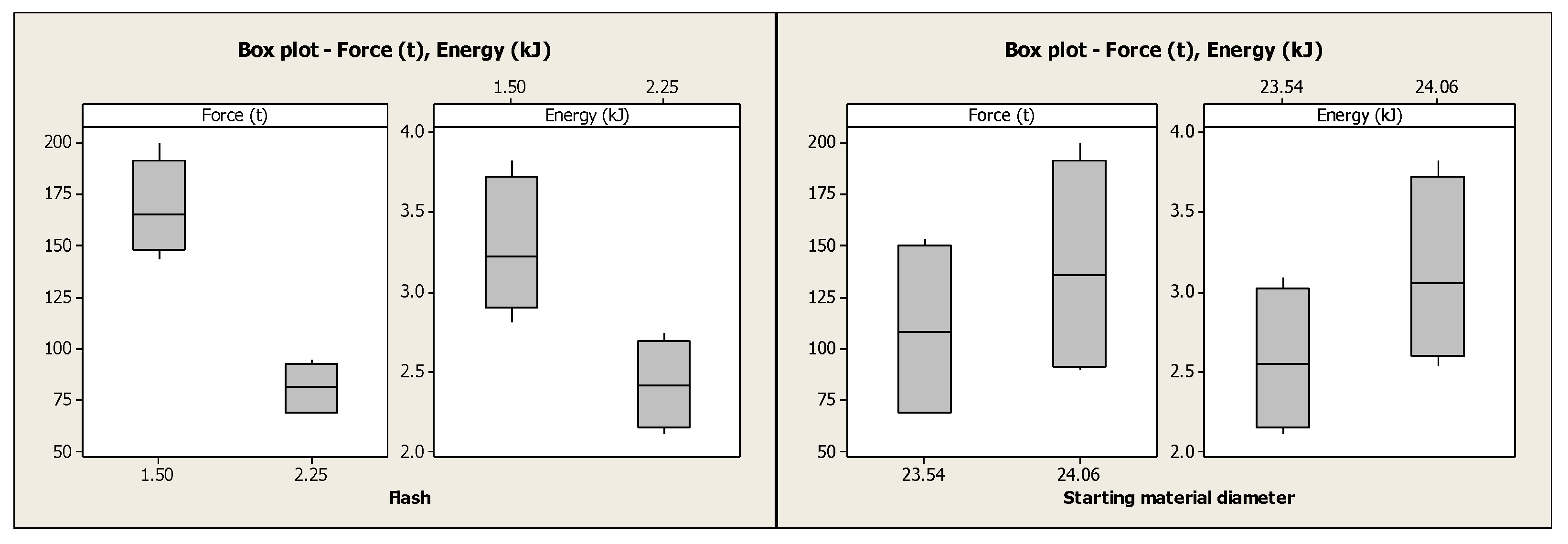
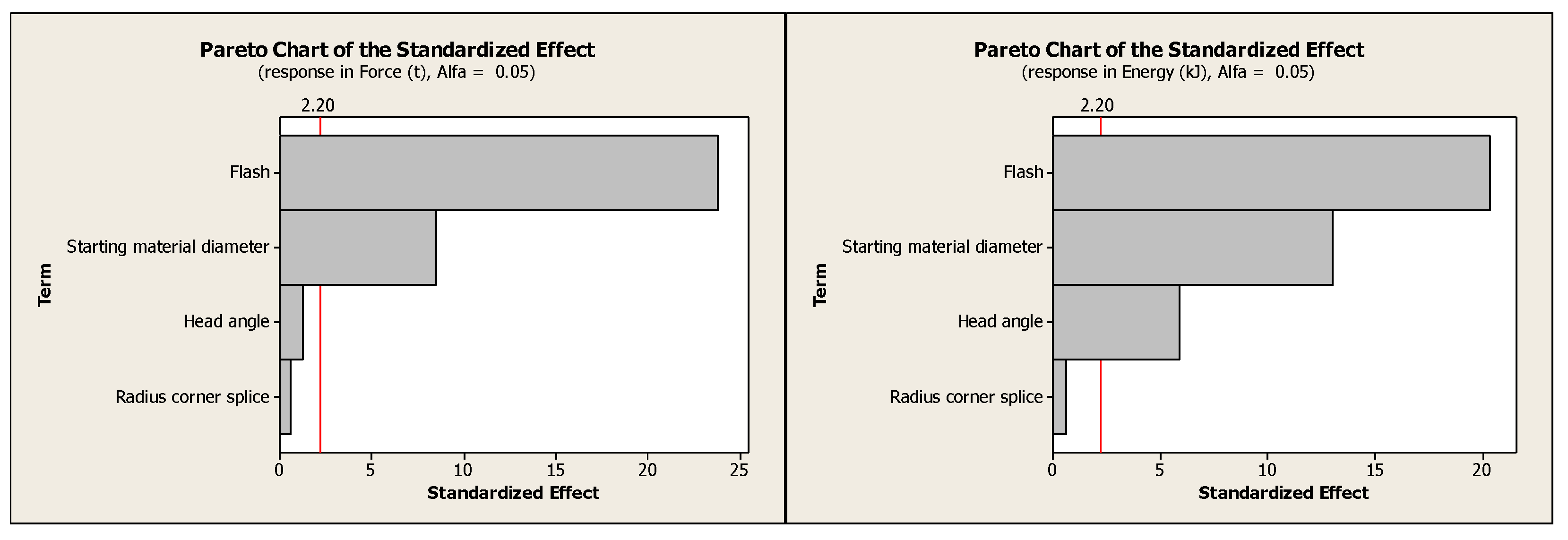
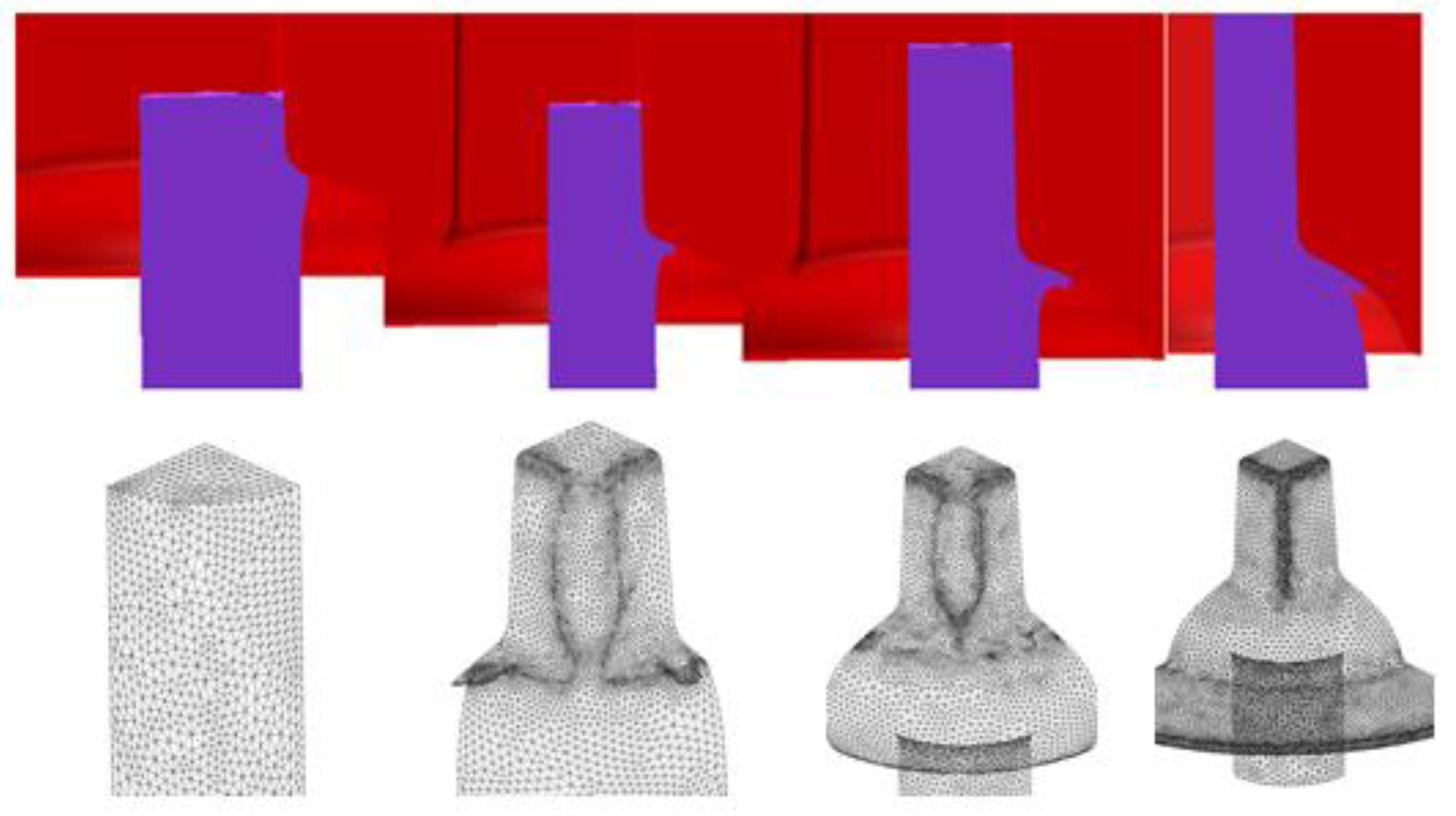
- The main factor that affects the load and forming energy is the flash thickness, which its value depends on the initial setup. Specifically, the minimum forming energy was obtained for combining a hub wall angle of 1.3°, a starting material diameter of 23.54 mm, and a flash thickness of 2.25 mm. This flash thickness generates a lack of filling at the top vertices of the hub, although this defect does not affect the functionality of the part or its serviceability.
- An as-received material diameter in the higher range of dimensional tolerance, 24.06 mm, produces folds on the head cap and increases the energy by at least 18%, which increases the probability of failure of the die in a shortened time.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bonnett, C. Practical Railway Engineering, 2nd ed.; Imperial College Press: London, UK, 2008; p. 7. [Google Scholar]
- Schulergroup. Available online: www.schulergroup.com/major/download_center/broschueren_railway/download_railway/railway_broschuere_e.pdf (accessed on 24 May 2021).
- Euroforge. Available online: www.euroforge.org/ (accessed on 22 May 2021).
- Moreira, T.; Godefroid, L.; de Faria, G.; da Mota Silveira, R. Computational análisis via FEM of Tirefond screws used in the fastening system of railroads aiming to avoid a recurrent failure case. Eng. Fail. Anal. 2019, 106, 104186. [Google Scholar] [CrossRef]
- Sánchez Egea, A.; Deferrari, N.; Abate, G.; Martínez Krahmer, D.; López de Lacalle, N. Short-cut method to assess a gross available energy in a medium-load screw friction press. Metals 2018, 8, 173. [Google Scholar] [CrossRef]
- Liu, Q.; Guang, X.; Sun, S. The present situation and developing trends of hot closed-die forging. Adv. Mater. Res. 2015, 1094, 365–368. [Google Scholar] [CrossRef]
- Sánchez Egea, A.; Martynenko, V.; Abate, G.; Deferrari, N.; Martinez Krahmer, D.; López de Lacalle, N. Friction capabilities of graphite-based lubricants at room and over 1400 K temperatures. Int. J. Adv. Manuf. Technol. 2019, 102, 1623–1633. [Google Scholar] [CrossRef]
- Railway Fasteners. Available online: www.railway-fasteners.com (accessed on 21 May 2021).
- De Faria, G.; Godefroid, L.; Cândido, L.; Silotti, T. Metallurgical characterization and computational simulation of a screw spike aiming to improve its performance in railways. Eng. Fail. Anal. 2016, 66, 1–7. [Google Scholar] [CrossRef]
- Forja Sudamericana. Available online: www.forjasudamericana.com.ar/ (accessed on 21 May 2021).
- Gontarz, A.; Pater, Z.; Weroñski, W. Head forging aspects of new forming process of screw spike. J. Mater. Process. Technol. 2004, 153, 736–740. [Google Scholar] [CrossRef]
- Van Hai, D.; Hong Hue, D. Finite element simulation and experimental study on internal fracture of railway sleeper screw during cross wedge rolling process. Mater. Sci. Forum 2015, 804, 311–314. [Google Scholar] [CrossRef]
- Tomov, B. A new shape complexity factor. J. Mater. Process. Technol. 1999, 92, 439–443. [Google Scholar] [CrossRef]
- Tomov, B.; Rossen, R. Shape complexity factor for closed die forging. Int. J. Mater. Form. 2010, 3, 319–322. [Google Scholar] [CrossRef]
- Tomov, B.; Radev, R. An example of determination of preforming steps in hot die forging. J. Mater. Process. Technol. 2004, 157, 617–619. [Google Scholar] [CrossRef]
- Hu, X.; Wang, L.; Wu, H.; Liu, S. Multi-objective optimization of swash plate forging process parameters for the die wear/service life improvement. Mater. Sci. Eng. 2017, 283, 12–18. [Google Scholar] [CrossRef]
- Bayramoglu, M.; Polat, H.; Green, N. Coast and performance evaluation of different surface treated dies for hot forging process. J. Mater. Process. Technol. 2008, 205, 394–403. [Google Scholar] [CrossRef]
- Altan, T.; Ngaile, G.; Shen, G. Cold and Hot Forging Fundamentals and Applications, 1st ed.; ASM International: Novelty, OH, USA, 2004. [Google Scholar]
- Behrens, B.; Bouguecha, A.; Huskic, A.; Baumer, M.; Paschke, H.; Lippold, L. Increasing the efficiency of forging operations using adjusted tribological surfaces enhanced by hard coatings. Tribol. Online 2016, 1, 432–443. [Google Scholar] [CrossRef][Green Version]
- Krawczyk, J.; Widomski, P.; Kaszuba, M. Advanced complex analysis of the thermal softening of nitrided layers in tools during hot die forging. Materials 2021, 14, 355. [Google Scholar] [CrossRef]
- Hirschvogel Automotive Group. Available online: https://www.hirschvogel.com/es/compania (accessed on 28 May 2021).
- Prabhu, T. Simulations and experiments of hot forging design and evaluation of the aircraft landing gear barrel Al alloy structure. J. Mater. Eng. Perform. 2016, 25, 1257–1268. [Google Scholar] [CrossRef]
- Behrens, B.; Chugreev, A.; Awiszus, B.; Graf, M.; Kawalla, R.; Ullmann, M.; Korpala, G.; Wester, H. Sensitivity analysis of oxide scale influence on general carbon steels during hot forging. Metals 2018, 8, 140. [Google Scholar] [CrossRef]
- Bonnemezón, A.; Martinez Krahmer, D. Práctica Industrial de la Forja en Caliente, 1st ed.; Editorial Nueva Librería: Buenos Aires, Argentina, 2012. [Google Scholar]
- Matweb Material Property Data. Available online: www.matweb.com (accessed on 25 September 2021).
- Hatzenbichler, T.; Harrer, O.; Buchmayr, B.; Planitzer, F. Effect of different contact formulations used in commercial FEM software packages on the results of hot forging simulations. Metall. Ital. 2009, 102, 11–15. [Google Scholar]
- Abate, G.; Perez, D.; Martinez Krahmer, D.; Bigot, R.; Radev, R. Forja en caliente en matriz cerrada: Influencia del flash y el peso del material de partida sobre la fuerza de conformado y el llenado de la matriz. In Proceedings of the Anales del 15º Congreso de Metalurgia y Materiales, Concepción, Chile, 17–20 November 2015. [Google Scholar]
- Olvera, D.; López de Lacalle, N.; Urbikain, G.; Lamikiz, A.; Rodal, P.; Zamakona, I. Hole making using ball helical milling on titanium alloys. Mach. Sci. Technol. 2012, 16, 173–188. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Geometry | D2 min.–D2 max. | D1 min.–D1 max. | R min.–R max. |
|---|---|---|---|
| CAD dimensions (mm) | 22–23 | 20–21 | 2.5–5 |
| Sample | %C | %Mn | %Si | %P | %S |
|---|---|---|---|---|---|
| Screw spike | 0.31 ± 0.02 | 0.71 ± 0.06 | 0.17 ± 0.06 | <0.010 | <0.009 |
| Material | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Total strain (%) | Brinell Hardness (HB) |
|---|---|---|---|---|
| SAE 1030 | 345 | 550 | 32 | 179 |
| Simulations | Dies | As-Received Material Dmin. (mm) | As-Received Material Dmax. (mm) | Min. Burr Thickness (mm) | Max. Burr Thickness (mm) |
|---|---|---|---|---|---|
| 16 | 4 | 23.54 | 24.06 | 1.50 | 2.25 |
| Simulation Response | Complete Geometry | ¼ Geometry | |||
|---|---|---|---|---|---|
| First Order 1.0 mm | High Order 1.8 mm | High Order 1.0 mm | High Order 0.7 mm | High Order 1.0 mm | |
| Configuration |  |  |  |  |  |
| Force (t) | 158.5 | 181.9 | (*) | (**) | 187.2 |
| Simulation time (h) | 4.2 | 5.6 | 11.5 | 17.7 | 15.9 |
| Elements | 23,076 | 7158 | 23,076 | 46,500 | 11,176 |
| Factor | p-Value | |
|---|---|---|
| Load (t) | Energy (kJ) | |
| Head angle | 0.233 | 0.000 |
| Hub to cap radius | 0.569 | 0.551 |
| As-received material diameter | 0.000 | 0.000 |
| Flash thickness | 0.000 | 0.000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alcázar, J.; Abate, G.; Antunez, N.; Simoncelli, A.; Egea, A.J.S.; Krahmer, D.M.; López de Lacalle, N. Reduction of Die Wear and Structural Defects of Railway Screw Spike Heads Estimated by FEM. Metals 2021, 11, 1834. https://doi.org/10.3390/met11111834
Alcázar J, Abate G, Antunez N, Simoncelli A, Egea AJS, Krahmer DM, López de Lacalle N. Reduction of Die Wear and Structural Defects of Railway Screw Spike Heads Estimated by FEM. Metals. 2021; 11(11):1834. https://doi.org/10.3390/met11111834
Chicago/Turabian StyleAlcázar, Jackeline, Germán Abate, Nazareno Antunez, Alejandro Simoncelli, Antonio J. Sánchez Egea, Daniel Martinez Krahmer, and Norberto López de Lacalle. 2021. "Reduction of Die Wear and Structural Defects of Railway Screw Spike Heads Estimated by FEM" Metals 11, no. 11: 1834. https://doi.org/10.3390/met11111834
APA StyleAlcázar, J., Abate, G., Antunez, N., Simoncelli, A., Egea, A. J. S., Krahmer, D. M., & López de Lacalle, N. (2021). Reduction of Die Wear and Structural Defects of Railway Screw Spike Heads Estimated by FEM. Metals, 11(11), 1834. https://doi.org/10.3390/met11111834