
Microstructure Features and Superplasticity of Extruded, Rolled and SPD-Processed Magnesium Alloys: A Short Review




Abstract
:1. Introduction
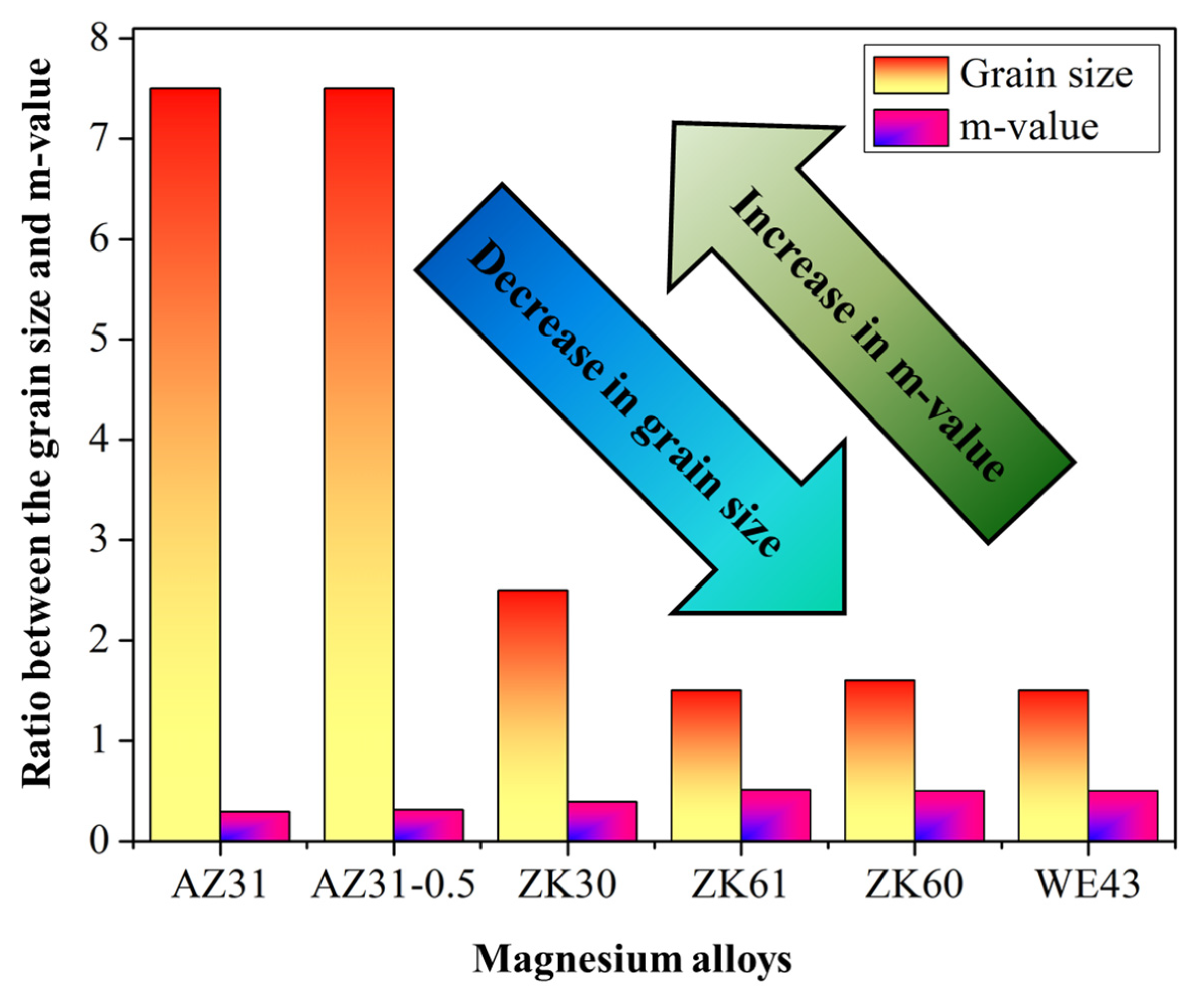
2. Grain Size and m-Value
- The grain size ≥10 µm is not recommended for excellent superplasticity;
- With the increase in grain size, m-value was decreased, whilst with the decrease in the grain m-value was increased;
- At low temperature and high strain rate, the m-value was decreased and restricted superplasticity.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
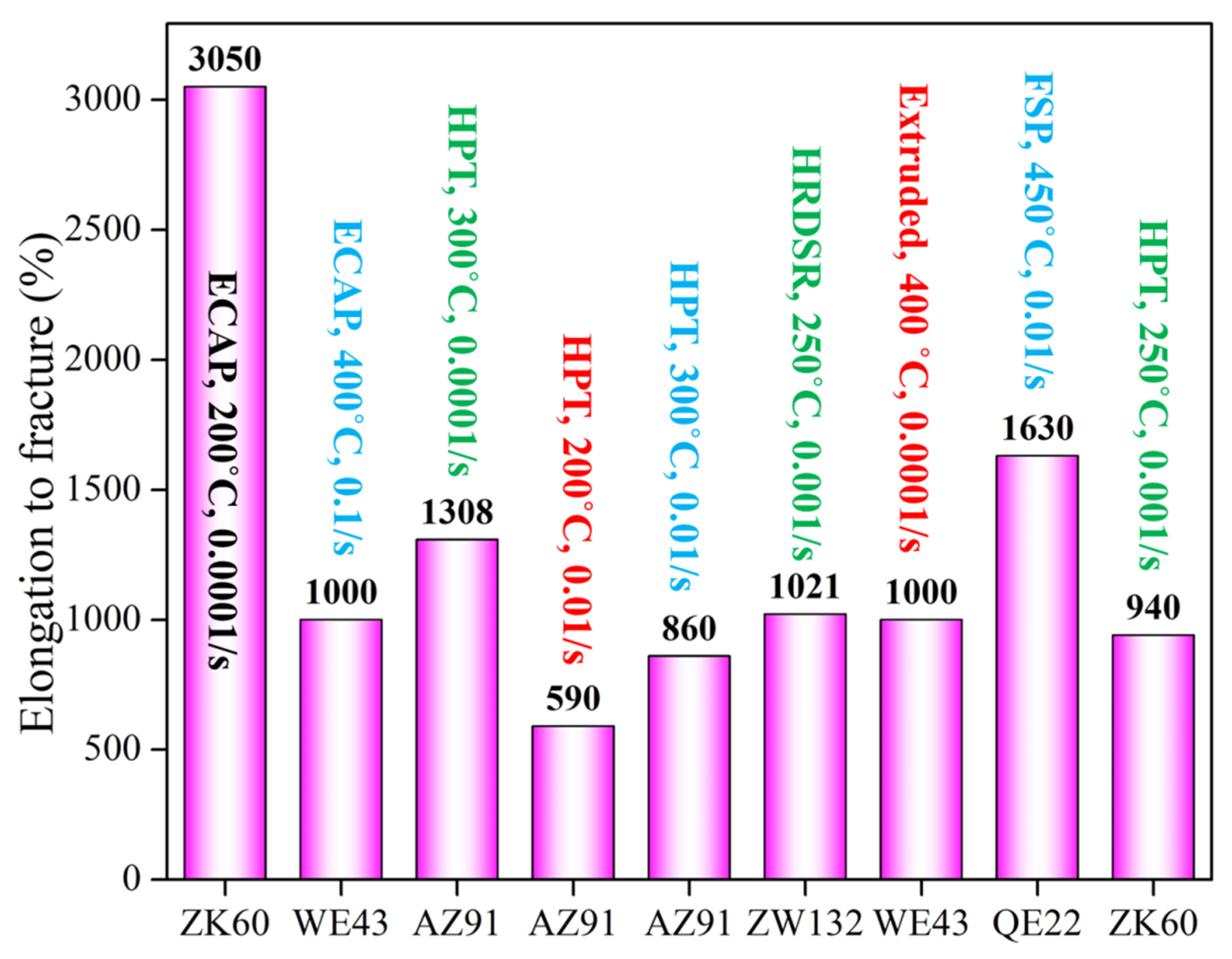
3. Elongation to Fracture and Deformation Mechanism
- The highest elongation to fracture of >1000% is reported in extruded WE43 Mg alloy, while the record elongation was 3050 in ECAPed ZK60 Mg alloy. Superplasticity can be achieved at a low temperature of 150 °C in HPT-processed Mg alloys, and under a high strain rate of 0.1 s−1 in ECAPed Mg alloys;
- The GBS phenomenon assisted by grain boundary diffusion is the dominant deformation at higher elongation to fracture, with an m-value close to 0.5; however, both GBS and solute drag creep mechanism, or viscous glide dislocation followed by GBS, are the dominant deformation mechanisms in low elongation to fracture, with an m-value of 0.3–0.4;
- High strain rate and low-temperature superplasticity are also reported but the elongation to fracture sufficiently reduced due to a low m-value and the governing deformation mechanism, resulting in a solute drag creep mechanism and viscous glide dislocation.
4. Thermal Stability and Q-Value
- Thermal stability and structure stability due to precipitates and grain size support the uniform elongation without pre-mature failure;
- Different precipitates have different melting temperatures; thus, it is better to process the material at a temperature below the melting temperature of precipitates;
- Thermal stability and structure stability promote the GBS mechanism;
- Q-value is also an essential parameter. The higher the Q-value, the higher the deformation and the lower the m-value, thus resulting in lower elongation to fracture.
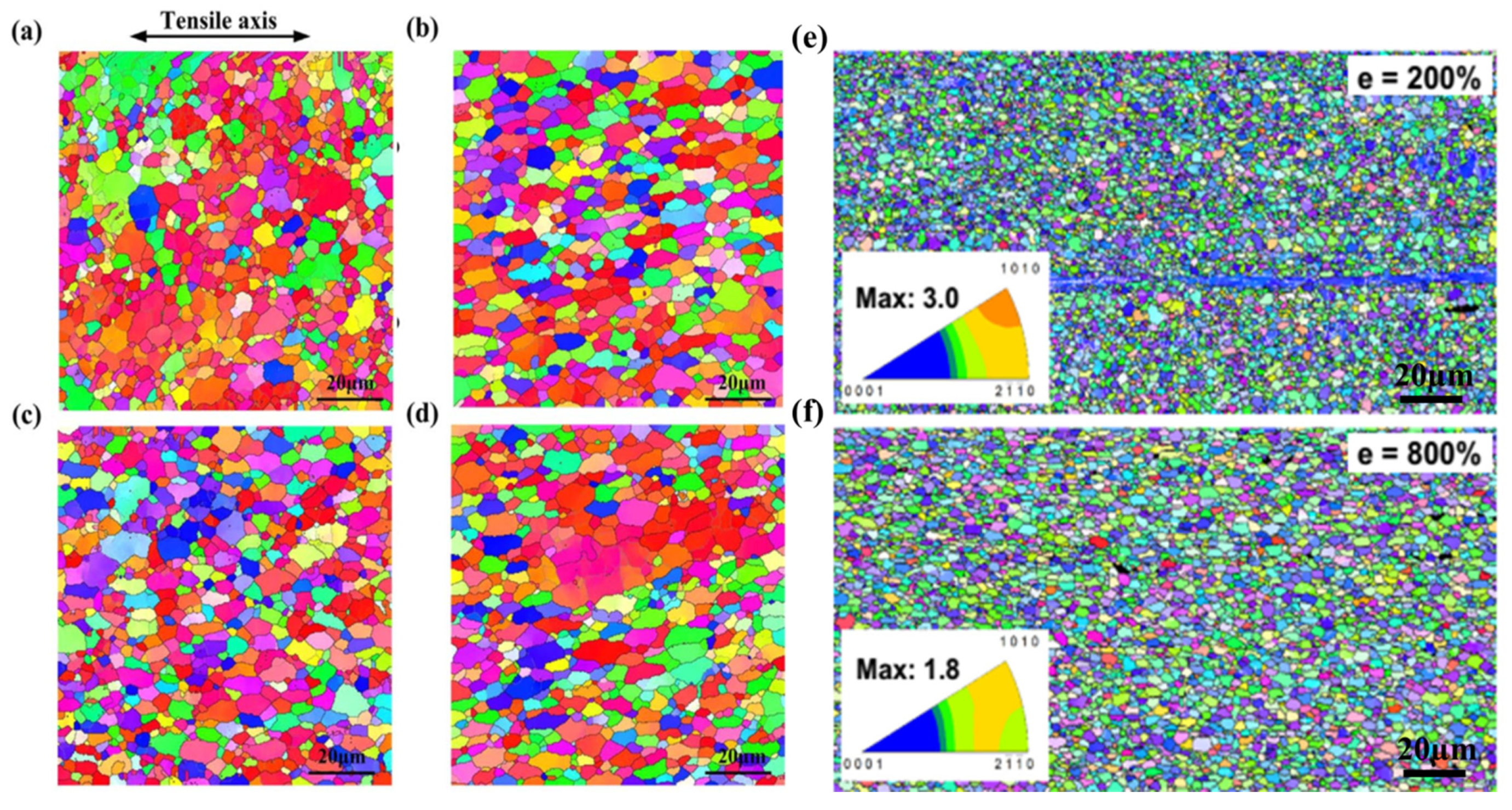
5. Texture Evolution
- During high temperature and high strain rate loading, dynamic recrystallization weakens the texture;
- Texture effect is strain rate, temperature and exposure-time dependent;
- During high-temperature loading, in the early stages of deformation, the <c + a> slip activity alters the texture, which promotes the GBS phenomenon.
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Diqing, W.; Houbin, W.; Jiajun, H.; Yinglin, H.; Linsen, W.; Kangjin, F. Effect of the Secondary Phase on Mechanical and Damping Properties of Mg–Zn–Y–Si Alloy. Met. Mater. Int. 2021, 27, 838–842. [Google Scholar] [CrossRef]
- Chaudry, U.M.; Hamad, K.; Kim, J.-G. On the ductility of magnesium based materials: A mini review. J. Alloys Compd. 2019, 792, 652–664. [Google Scholar] [CrossRef]
- Wang, Q.; Jiang, B.; Chen, D.; Jin, Z.; Zhao, L.; Yang, Q.; Huang, G.; Pan, F. Strategies for enhancing the room-temperature stretch formability of magnesium alloy sheets: A review. J. Mater. Sci. 2021, 56, 12965–12998. [Google Scholar] [CrossRef]
- Zou, D.L.; Zhen, L.; Zhu, Y.; Xu, C.Y.; Shao, W.Z.; Pang, B.J. Deformed microstructure evolution in AM60B Mg alloy under hypervelocity impact at a velocity of 5 kms−1. Mater. Des. 2010, 31, 3708–3715. [Google Scholar] [CrossRef]
- Malik, A.; Wang, Y.; Nazeer, F.; Khan, M.A.; Ali, T.; Ain, Q.T. Effect of pre-straining on twinning, texture and mechanical behavior of magnesium alloys A-review. J. Mater. Res. Technol. 2020, 9, 14478–14499. [Google Scholar] [CrossRef]
- Malik, A.; Yangwei, W.; Huanwu, C.; Khan, M.A.; Nazeer, F.; Rui, A.; Jiawei, B.; Mingjun, W. Fracture behavior of twin induced ultra-fine grained ZK61 magnesium alloy under high strain rate compression. J. Mater. Res. Technol. 2019, 8, 3475–3486. [Google Scholar] [CrossRef]
- Park, W.-W.; You, B.-S.; Lee, H.-R. Precipitation hardening and microstructures of rapidly solidified Mg−Zn−Ca−X alloys. Met. Mater. Int. 2002, 8, 135. [Google Scholar] [CrossRef]
- Chaudry, U.M.; Tekumalla, M.; Gupta, M.; Jun, T.S.; Hamad, K. Designing highly ductile magnesium alloys: Current status and future challenges. Crit. Rev. Solid State Mater. Sci. 2021, 1–88. [Google Scholar] [CrossRef]
- Yim, C.D.; Moon, Y.M.; You, B.S.; Na, Y.S.; Bae, J.S. Microstructural change in gravity cast Mg−Ni alloys with Ni contents. Met. Mater. Int. 2004, 10, 605. [Google Scholar] [CrossRef]
- Chaudry, U.M.; Kim, T.H.; Park, S.D.; Kim, Y.S.; Hamad, K.; Kim, J.-G. Effects of calcium on the activity of slip systems in AZ31 magnesium alloy. Mater. Sci. Eng. A 2019, 739, 289–294. [Google Scholar] [CrossRef]
- Liu, F.; Liu, X.; Zhu, B.; Yang, H.; Xiao, G.; Hu, M. Influence of Microstructure and Mechanical Properties on Formability in High Strain Rate Rolled AZ31 Magnesium Alloy Sheets. Met. Mater. Int. 2021. [Google Scholar] [CrossRef]
- Huang, Y.; Zhou, X.; Du, J. Microstructure, Thermal Conductivity and Mechanical Properties of the Mg–Zn–Sb Ternary Alloys. Met. Mater. Int. 2021, 27, 4477–4486. [Google Scholar] [CrossRef]
- Malik, A.; Wang, Y.; Huanwu, C.; Nazeer, F.; Ahmed, B.; Khan, M.A.; Mingjun, W. Constitutive analysis, twinning, recrystallization, and crack in fine-grained ZK61 Mg alloy during high strain rate compression over a wide range of temperatures. Mater. Sci. Eng. A 2020, 771, 138649. [Google Scholar] [CrossRef]
- Chaudry, U.M.; Hamad, K.; Ko, Y.G. Effect of calcium on the superplastic behavior of AZ31 magnesium alloy. Mater. Sci. Eng. A 2021, 815, 140874. [Google Scholar] [CrossRef]
- Malik, A.; Wang, Y.; Huanwu, C.; Bhatti, T.M.; Nazeer, F. Superplastic behavior of fine-grained extruded ZK61 Mg alloy. Results Phys. 2021, 20, 103731. [Google Scholar] [CrossRef]
- Álvarez-Leal, M.; Orozco-Caballero, A.; Carreño, F.; Ruano, O.A. Superplasticity in a commercially extruded ZK30 magnesium alloy. Mater. Sci. Eng. A 2018, 710, 240–244. [Google Scholar] [CrossRef]
- Kim, B.; Kim, J.C.; Lee, S.; Lee, K.-S.; Lee, J.G.; Park, S.S. High-strain-rate superplasticity of fine-grained Mg–6Zn–0.5 Zr alloy subjected to low-temperature indirect extrusion. Scr. Mater. 2017, 141, 138–142. [Google Scholar] [CrossRef]
- Watanabe, H.; Mukai, T.; Ishikawa, K.; Mohri, T.; Mabuchi, M.; Higashi, K. Superplasticity of a particle-strengthened WE43 magnesium alloy. Mater. Trans. 2001, 42, 157–162. [Google Scholar] [CrossRef] [Green Version]
- Ruano, O.A.; Álvarez-Leal, M.; Orozco-Caballero, A.; Carreño, F. Large elongations in WE54 magnesium alloy by solute-drag creep controlling the deformation behavior. Mater. Sci. Eng. A 2020, 791, 139757. [Google Scholar] [CrossRef]
- Hua, Z.-M.; Wang, B.-Y.; Wang, C.; Zhang, H.-M.; Du, C.-F.; Li, Y.-J.; Zha, M.; Ma, P.-K.; Yang, Z.-Z.; Wang, H.-Y. Solute segregation assisted superplasticity in a low-alloyed Mg–Zn–Ca–Sn–Mn alloy. Materialia 2020, 14, 100918. [Google Scholar] [CrossRef]
- Kandalam, S.; Sabat, R.; Bibhanshu, N.; Avadhani, G.; Kumar, S.; Suwas, S. Superplasticity in high temperature magnesium alloy WE43. Mater. Sci. Eng. A 2017, 687, 85–92. [Google Scholar] [CrossRef]
- Sun, C.; Liu, H.; Wang, X.; Hu, X.; Jiang, S. Microstructure evolution during superplastic deformation process and its impact on superplastic behavior of a Mg-Gd-Y-Zn-Zr alloy. Mater. Charact. 2021, 172, 110879. [Google Scholar] [CrossRef]
- Vávra, T.; Minárik, P.; Veselý, J.; Král, R. Excellent superplastic properties achieved in Mg–4Y–3RE alloy in high strain rate regime. Mater. Sci. Eng. A 2020, 784, 139314. [Google Scholar] [CrossRef]
- Kim, W.; Kim, M.; Wang, J. Superplastic behavior of a fine-grained ZK60 magnesium alloy processed by high-ratio differential speed rolling. Mater. Sci. Eng. A 2009, 527, 322–327. [Google Scholar] [CrossRef]
- Kwak, T.Y.; Kim, W.J. Superplastic behavior of an ultrafine-grained Mg-13Zn-1.55 Y alloy with a high volume fraction of icosahedral phases prepared by high-ratio differential speed rolling. J. Mater. Sci. Technol. 2017, 33, 919–925. [Google Scholar] [CrossRef]
- Wang, H.-Y.; Rong, J.; Yu, Z.-Y.; Zha, M.; Wang, C.; Yang, Z.-Z.; Bu, R.-Y.; Jiang, Q.-C. Tensile properties, texture evolutions and deformation anisotropy of as-extruded Mg-6Zn-1Zr magnesium alloy at room and elevated temperatures. Mater. Sci. Eng. A 2017, 697, 149–157. [Google Scholar] [CrossRef]
- Zhou, M.; Morisada, Y.; Fujii, H.; Wang, J.-Y. Pronounced low-temperature superplasticity of friction stir processed Mg–9Li–1Zn alloy. Mater. Sci. Eng. A 2020, 780, 139071. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Achieving superplastic properties in a ZK10 magnesium alloy processed by euqal-channel angular pressing. J. Mater. Res. Technol. 2017, 6, 129–135. [Google Scholar] [CrossRef]
- Al-Zubaydi, A.S.; Zhilyaev, A.P.; Wang, S.C.; Reed, P.A. Superplastic behaviour of AZ91 magnesium alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2015, 637, 1–11. [Google Scholar] [CrossRef]
- Xing, J.; Soda, H.; Yang, X.; Miura, H.; Sakai, T. Ultra-fine grain development in an AZ31 magnesium alloy during multi-directional forging under decreasing temperature conditions. Mater. Trans. 2005, 46, 1646–1650. [Google Scholar] [CrossRef] [Green Version]
- Kai, M.; Horita, Z.; Langdon, T.G. Developing grain refinement and superplasticity in a magnesium alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2008, 488, 117–124. [Google Scholar] [CrossRef]
- Lapovok, R.; Thomson, P.F.; Cottam, R.; Estrin, Y. Processing routes leading to superplastic behaviour of magnesium alloy ZK60. Mater. Sci. Eng. A 2005, 410, 390–393. [Google Scholar] [CrossRef]
- Miura, H.; Yu, G.; Yang, X. Multi-directional forging of AZ61Mg alloy under decreasing temperature conditions and improvement of its mechanical properties. Mater. Sci. Eng. A 2011, 528, 6981–6992. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Record superplastic ductility in a magnesium alloy processed by equal-channel angular pressing. Adv. Eng. Mater. 2008, 10, 37–40. [Google Scholar] [CrossRef]
- Torbati-Sarraf, S.A.; Langdon, T.G. Properties of a ZK60 magnesium alloy processed by high-pressure torsion. J. Alloys Compd. 2014, 613, 357–363. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Developing superplasticity in a magnesium AZ31 alloy by ECAP. J. Mater. Sci. 2008, 43, 7366–7371. [Google Scholar] [CrossRef]
- Torbati-Sarraf, S.A.; Alizadeh, R.; Mahmudi, R.; Langdon, T.G. Evaluating the flow properties of a magnesium ZK60 alloy processed by high-pressure torsion: A comparison of two different miniature testing techniques. Mater. Sci. Eng. A 2017, 708, 432–439. [Google Scholar] [CrossRef]
- Wang, W.; Han, P.; Peng, P.; Guo, H.; Huang, L.; Qiao, K.; Hai, M.; Yang, Q.; Wang, H.; Wang, K. Superplastic deformation behavior of fine-grained AZ80 magnesium alloy prepared by friction stir processing. J. Mater. Res. Technol. 2020, 9, 5252–5263. [Google Scholar] [CrossRef]
- Khan, F.; Panigrahi, S. Achieving excellent superplasticity in an ultrafine-grained QE22 alloy at both high strain rate and low-temperature regimes. J. Alloys Compd. 2018, 747, 71–82. [Google Scholar]
- Čížek, J.; Hruška, P.; Vlasák, T.; Vlček, M.; Janeček, M.; Minárik, P.; Krajňák, T.; Šlapáková, M.; Dopita, M.; Kužel, R.; et al. Microstructure development of ultra fine grained Mg-22wt%Gd alloy prepared by high pressure torsion. Mater. Sci. Eng. A 2017, 704, 181–191. [Google Scholar] [CrossRef]
- Mohan, A.; Yuan, W.; Mishra, R. High strain rate superplasticity in friction stir processed ultrafine grained Mg–Al–Zn alloys. Mater. Sci. Eng. A 2013, 562, 69–76. [Google Scholar] [CrossRef]
- del Valle, J.A.; Ruano, O.A. Separate contributions of texture and grain size on the creep mechanisms in a fine-grained magnesium alloy. Acta Mater. 2007, 55, 455–466. [Google Scholar] [CrossRef] [Green Version]
- Panicker, R.; Chokshi, A.; Mishra, R.; Verma, R.; Krajewski, P. Microstructural evolution and grain boundary sliding in a superplastic magnesium AZ31 alloy. Acta Mater. 2009, 57, 3683–3693. [Google Scholar] [CrossRef]
- Lin, H.; Huang, J.; Langdon, T. Relationship between texture and low temperature superplasticity in an extruded AZ31 Mg alloy processed by ECAP. Mater. Sci. Eng. A 2005, 402, 250–257. [Google Scholar] [CrossRef]
- Yang, Q.; Feng, A.; Xiao, B.; Ma, Z. Influence of texture on superplastic behavior of friction stir processed ZK60 magnesium alloy. Mater. Sci. Eng. A 2012, 556, 671–677. [Google Scholar] [CrossRef]
- Álvarez-Leal, M.; Carreño, F.; Orozco-Caballero, A.; Rey, P.; Ruano, O.A. High Strain Rate Superplasticity of WE54 Mg Alloy after Severe Friction Stir Processing. Metals 2020, 10, 1573. [Google Scholar] [CrossRef]
- Yu, Z.P.; Yan, Y.H.; Yao, J.; Wang, C.; Zha, M.; Xu, X.Y.; Liu, Y.; Wang, H.Y.; Jiang, Q.C. Effect of tensile direction on mechanical properties and microstructural evolutions of rolled Mg-Al-Zn-Sn magnesium alloy sheets at room and elevated temperatures. J. Alloys Compd. 2018, 744, 211–219. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Malik, A.; Masood Chaudry, U.; Hamad, K.; Jun, T.-S. Microstructure Features and Superplasticity of Extruded, Rolled and SPD-Processed Magnesium Alloys: A Short Review. Metals 2021, 11, 1766. https://doi.org/10.3390/met11111766
Malik A, Masood Chaudry U, Hamad K, Jun T-S. Microstructure Features and Superplasticity of Extruded, Rolled and SPD-Processed Magnesium Alloys: A Short Review. Metals. 2021; 11(11):1766. https://doi.org/10.3390/met11111766
Chicago/Turabian StyleMalik, Abdul, Umer Masood Chaudry, Kotiba Hamad, and Tea-Sung Jun. 2021. "Microstructure Features and Superplasticity of Extruded, Rolled and SPD-Processed Magnesium Alloys: A Short Review" Metals 11, no. 11: 1766. https://doi.org/10.3390/met11111766
APA StyleMalik, A., Masood Chaudry, U., Hamad, K., & Jun, T.-S. (2021). Microstructure Features and Superplasticity of Extruded, Rolled and SPD-Processed Magnesium Alloys: A Short Review. Metals, 11(11), 1766. https://doi.org/10.3390/met11111766