
Influence of High-Pressure Torsion on the Microstructure and Microhardness of Additively Manufactured 316L Stainless Steel




Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Microstructural Analysis
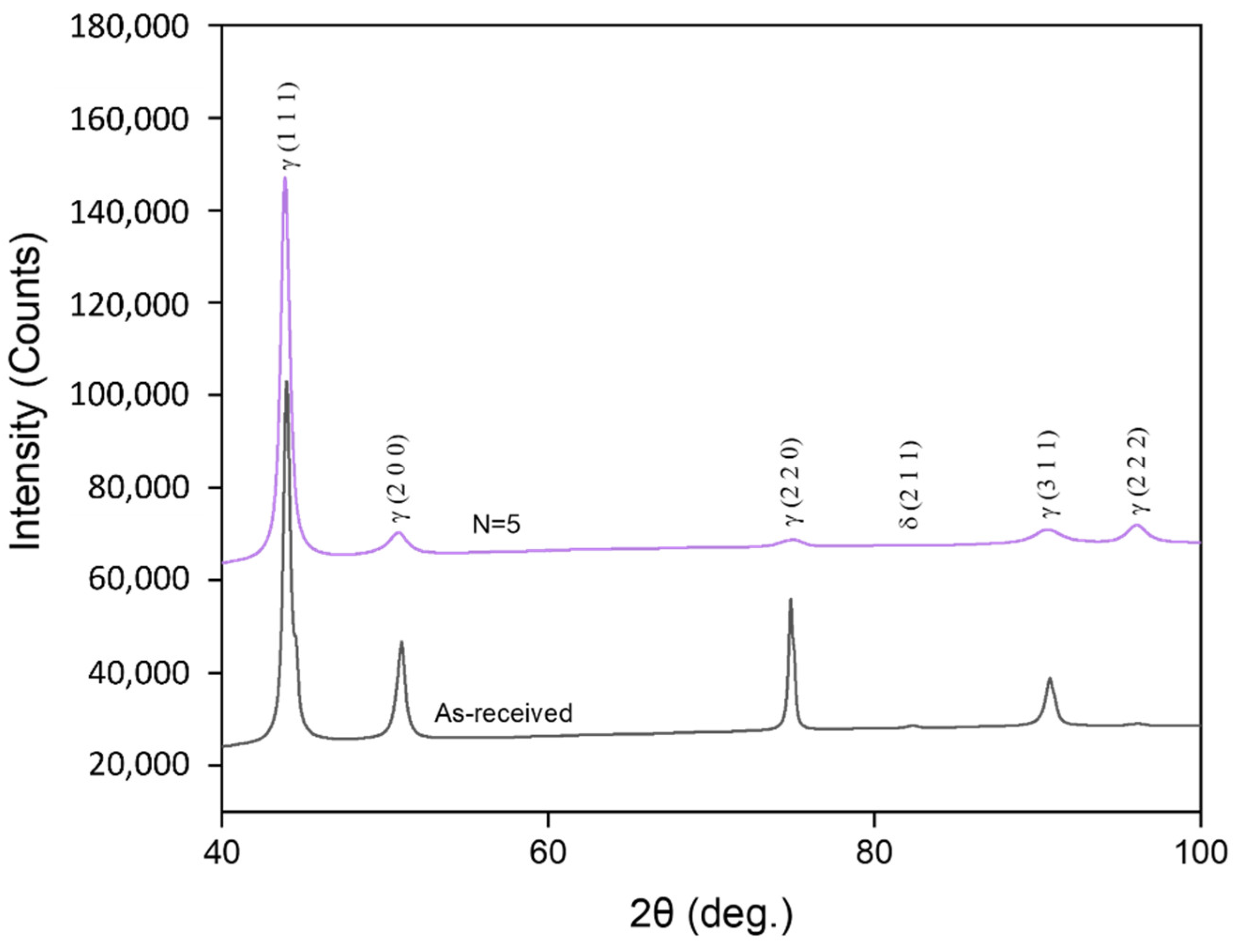
3.2. XRD Analysis
3.3. Microhardness
4. Discussion
5. Conclusions
- SEM, EBSD, and EDX analysis reveal that the as-received L-PBF AM-fabricated 316L SS contains unique microstructures comprising of square melt pools with LAGBs and HAGBs, cellular-sub-structure networks, and spherical Cr-based nano-silicates.
- Microscopy observations show that the cellular sub-structure networks in the as-received disk are destroyed after 5 HPT revolutions, while the Cr-based nano-silicates are not annihilated, just displaced due to the HPT-imposed torsional strain.
- HPT processing through 5 revolutions successfully produces ultrafine grain sizes with an average of 115 ± 16 nm, accompanied by a significant increase in dislocation density.
- The model based on linear additive theory estimated that the hardness increase at the central disk area after 5 HPT revolutions was contributed to by grain boundary hardening (~48%), dislocation hardening (~31%) and Orowan strengthening (~21%).
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhilyaev, A.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Zhilyaev, A.P.; Langdon, T.G. Bulk Nanostructured Materials: Fundamentals and Applications; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014. [Google Scholar]
- Zhilyaev, A.; Lee, S.; Nurislamova, G.; Valiev, R.; Langdon, T. Microhardness and microstructural evolution in pure nickel during high-pressure torsion. Scr. Mater. 2001, 44, 2753–2758. [Google Scholar] [CrossRef]
- Edalati, K.; Horita, Z. A review on high-pressure torsion (HPT) from 1935 to 1988. Mater. Sci. Eng. A 2016, 652, 325–352. [Google Scholar] [CrossRef]
- Wongsa-Ngam, J.; Kawasaki, M.; Langdon, T.G. A comparison of microstructures and mechanical properties in a Cu–Zr alloy processed using different SPD techniques. J. Mater. Sci. 2012, 48, 4653–4660. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Sabirov, I.; Zhilyaev, A.P.; Langdon, T.G. Bulk Nanostructured Metals for Innovative Applications. JOM 2012, 64, 1134–1142. [Google Scholar] [CrossRef]
- Al-Mangour, B.; Mongrain, R.; Irissou, E.; Yue, S. Improving the strength and corrosion resistance of 316L stainless steel for biomedical applications using cold spray. Surf. Coat. Technol. 2013, 216, 297–307. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular cellular segregation network structure strengthening 316L stainless steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Gubicza, J.; El-Tahawy, M.; Huang, Y.; Choi, H.; Choe, H.; Lábár, J.L.; Langdon, T.G. Microstructure, phase composition and hardness evolution in 316L stainless steel processed by high-pressure torsion. Mater. Sci. Eng. A 2016, 657, 215–223. [Google Scholar] [CrossRef]
- El-Tahawy, M.; Huang, Y.; Choi, H.; Choe, H.; Lábár, J.L.; Langdon, T.G.; Gubicza, J. High temperature thermal stability of nanocrystalline 316L stainless steel processed by high-pressure torsion. Mater. Sci. Eng. A 2017, 682, 323–331. [Google Scholar] [CrossRef]
- Gupta, R.; Birbilis, N. The influence of nanocrystalline structure and processing route on corrosion of stainless steel: A review. Corros. Sci. 2015, 92, 1–15. [Google Scholar] [CrossRef]
- El-Tahawy, M.; Huang, Y.; Um, T.; Choe, H.; Lábár, J.L.; Langdon, T.G.; Gubicza, J. Stored energy in ultrafine-grained 316L stainless steel processed by high-pressure torsion. J. Mater. Res. Technol. 2017, 6, 339–347. [Google Scholar] [CrossRef]
- El-Tahawy, M.; Gubicza, J.; Huang, Y.; Choi, H.L.; Choe, H.M.; Lábár, J.L.; Langdon, T.G. The Influence of Plastic Deformation on Lattice Defect Structure and Mechanical Properties of 316L Austenitic Stainless Steel. Mater. Sci. Forum 2017, 885, 13–18. [Google Scholar] [CrossRef]
- El-Tahawy, M.; Pereira, P.H.; Huang, Y.; Park, H.; Choe, H.; Langdon, T.G.; Gubicza, J. Exceptionally high strength and good ductility in an ultrafine-grained 316L steel processed by severe plastic deformation and subsequent annealing. Mater. Lett. 2018, 214, 240–242. [Google Scholar] [CrossRef]
- Hug, E.; Babu, R.P.; Monnet, I.; Etienne, A.; Moisy, F.; Pralong, V.; Enikeev, N.; Abramova, M.; Sauvage, X.; Radiguet, B. Impact of the nanostructuration on the corrosion resistance and hardness of irradiated 316 austenitic stainless steels. Appl. Surf. Sci. 2017, 392, 1026–1035. [Google Scholar] [CrossRef]
- Kumar, B.R.; Sharma, S.; Mahato, B. Formation of ultrafine grained microstructure in the austenitic stainless steel and its impact on tensile properties. Mater. Sci. Eng. A 2011, 528, 2209–2216. [Google Scholar] [CrossRef]
- Muley, S.; Vidvans, A.N.; Chaudhari, G.; Udainiya, S. An assessment of ultra fine grained 316L stainless steel for implant applications. Acta Biomater. 2016, 30, 408–419. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N. Effect of Grain Size on Corrosion: A Review. Corrosion 2010, 66, 075005. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N.; Davies, C.H.J. Revealing the relationship between grain size and corrosion rate of metals. Scr. Mater. 2010, 63, 1201–1204. [Google Scholar] [CrossRef]
- Yusuf, S.M.; Nie, M.; Chen, Y.; Yang, S.; Gao, N. Microstructure and corrosion performance of 316L stainless steel fabri-cated by Selective Laser Melting and processed through high-pressure torsion. J. Alloys Compd. 2018, 763, 360–375. [Google Scholar] [CrossRef]
- Yusuf, S.M.; Chen, Y.; Yang, S.; Gao, N. Microstructural evolution and strengthening of selective laser melted 316L stainless steel processed by high-pressure torsion. Mater. Charact. 2020, 159, 110012. [Google Scholar] [CrossRef]
- Yusuf, S.M.; Chen, Y.; Yang, S.; Gao, N. Micromechanical Response of Additively Manufactured 316L Stainless Steel Processed by High-Pressure Torsion. Adv. Eng. Mater. 2020, 22, 2000052. [Google Scholar] [CrossRef]
- Yusuf, S.M.; Lim, D.; Chen, Y.; Yang, S.; Gao, N. Tribological behaviour of 316L stainless steel additively manufactured by laser powder bed fusion and processed via high-pressure torsion. J. Mater. Process. Technol. 2021, 290, 116985. [Google Scholar] [CrossRef]
- Caminero, M.Á.; Romero, A.; Chac, J.M.; Núñez, P.J.; García-plaza, E. Additive manufacturing of 316L stainless-steel struc-tures using fused fi lament fabrication technology: Mechanical and geometric properties. Rapid Prototyp. J. 2021, 3, 583–591. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.H.; Awan, U.S.; Singamneni, S.; Littlefair, G.; Farabi, E.; Leary, M.; Gibson, I.; Veetil, J.K.; Rolfe, B. On the role of process parameters on meltpool temperature and tensile properties of stainless steel 316L produced by powder bed fusion. J. Mater. Res. Technol. 2021, 12, 2438–2452. [Google Scholar] [CrossRef]
- Trejos, J.D.; Reyes, L.A.; Garza, C.; Zambrano, P.; Lopez-Botello, O. Numerical modeling of thermal anisotropy on a selective laser melting process. Rapid Prototyp. J. 2020, 26, 1555–1567. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Zhong, Y.; Shen, Z. Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater. Sci. Eng. A 2015, 625, 221–229. [Google Scholar] [CrossRef]
- Tucho, W.M.; Lysne, V.H.; Austbø, H.; Sjolyst-Kverneland, A.; Hansen, V. Investigation of effects of process parameters on microstructure and hardness of SLM manufactured SS316L. J. Alloys Compd. 2018, 740, 910–925. [Google Scholar] [CrossRef]
- Pham, M.S.; Dovgyy, B.; Hooper, P.A. Twinning induced plasticity in austenitic stainless steel 316L made by additive man-ufacturing. Mater. Sci. Eng. A 2017, 704, 102–111. [Google Scholar] [CrossRef]
- Ettefagh, A.H.; Guo, S. Electrochemical behavior of AISI316L stainless steel parts produced by laser-based powder bed fusion process and the effect of post annealing process. Addit. Manuf. 2018, 22, 153–156. [Google Scholar] [CrossRef]
- Geenen, K.; Röttger, A.; Theisen, W. Corrosion behavior of 316L austenitic steel processed by selective laser melting, hot-isostatic pressing, and casting. Mater. Corros. 2017, 68, 764–775. [Google Scholar] [CrossRef]
- Li, H.; Ramezani, M.; Li, M.; Ma, C.; Wang, J. Tribological performance of selective laser melted 316L stainless steel. Tribol. Int. 2018, 128, 121–129. [Google Scholar] [CrossRef]
- Li, H.; Ramezani, M.; Li, M.; Ma, C.; Wang, J. Effect of process parameters on tribological performance of 316L stainless steel parts fabricated by selective laser melting. Manuf. Lett. 2018, 16, 36–39. [Google Scholar] [CrossRef]
- Waqar, S.; Liu, J.; Sun, Q.; Guo, K.; Sun, J. Effect of post-heat treatment cooling on microstructure and mechanical properties of selective laser melting manufactured austenitic 316L stainless steel. Rapid Prototyp. J. 2020, 26, 1739–1749. [Google Scholar] [CrossRef]
- Soja, A.; Li, J.; Tredinnick, S.; Woodfield, T. Surface fi nishing of additively manufactured stainless steel surgical instruments. Rapid Prototyp. J. 2021, 1, 59–70. [Google Scholar] [CrossRef]
- Tascioglu, E.; Cos, M. Effect of aging and finish machining on the surface integrity of selective laser melted maraging steel. Rapid Prototyp. J. 2021. [Google Scholar] [CrossRef]
- Gao, H.; Huang, Y.; Nix, W.D.; Hutchinson, J.W. Mechanism-based strain gradient plasticity-I. Theory. J. Mech. Phys. Solids 1999, 47, 1239–1263. [Google Scholar] [CrossRef]
- Huang, Y.; Qu, S.; Hwang, K.; Li, M.; Gao, H. A conventional theory of mechanism-based strain gradient plasticity. Int. J. Plast. 2004, 20, 753–782. [Google Scholar] [CrossRef]
- Brinckmann, S.; Siegmund, T.; Huang, Y. A dislocation density based strain gradient model. Int. J. Plast. 2006, 22, 1784–1797. [Google Scholar] [CrossRef]
- Mughrabi, H. On the current understanding of strain gradient plasticity. Mater. Sci. Eng. A 2004, 387, 209–213. [Google Scholar] [CrossRef]
- Zhang, J.; Gao, N.; Starink, M.J. Al–Mg–Cu based alloys and pure Al processed by high pressure torsion: The influence of alloying additions on strengthening. Mater. Sci. Eng. A 2010, 527, 3472–3479. [Google Scholar] [CrossRef][Green Version]
- Thorvaldsen, A. The intercept method—1. Evaluation of grain shape. Acta Mater. 1997, 45, 587–594. [Google Scholar] [CrossRef]
- Lutterotti, L.; Gialanella, S. X-ray diffraction characterization of heavily deformed metallic specimens. Acta Mater. 1998, 46, 101–110. [Google Scholar] [CrossRef]
- McCusker, L.B.; Von Dreele, R.B.; Cox, D.E.; Louër, D.; Scardi, P. Rietveld refinement guidelines. J. Appl. Crystallogr. 1999, 32, 36–50. [Google Scholar] [CrossRef]
- Young, R.A.; Wiles, D.B. Profile shape functions in Rietveld refinements. J. Appl. Crystallogr. 1982, 15, 430–438. [Google Scholar] [CrossRef]
- Tucho, W.M.; Cuvillier, P.; Sjolyst-Kverneland, A.; Hansen, V. Microstructure and hardness studies of Inconel 718 manu-factured by selective laser melting before and after solution heat treatment. Mater. Sci. Eng. A 2017, 689, 220–232. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Lofaj, F.; Kvetková, L.; Shen, Z.J. Transformation of austenite to duplex austenite-ferrite assembly in an-nealed stainless steel 316L consolidated by laser melting. J. Alloys Compd. 2015, 633, 463–469. [Google Scholar] [CrossRef]
- Chen, N.; Ma, G.; Zhu, W.; Godfrey, A.; Shen, Z.; Wu, G.; Huang, X. Enhancement of an additive-manufactured austenitic stainless steel by post-manufacture heat-treatment. Mater. Sci. Eng. A 2019, 759, 65–69. [Google Scholar] [CrossRef]
- Sauvage, X.; Enikeev, N.; Valiev, R.; Nasedkina, Y.; Murashkin, M. Atomic-scale analysis of the segregation and precipitation mechanisms in a severely deformed Al–Mg alloy. Acta Mater. 2014, 72, 125–136. [Google Scholar] [CrossRef]
- Sauvage, X.; Wilde, G.; Divinski, S.; Horita, Z.; Valiev, R. Grain boundaries in ultrafine grained materials processed by severe plastic deformation and related phenomena. Mater. Sci. Eng. A 2012, 540, 1–12. [Google Scholar] [CrossRef]
- Sauvage, X.; Ganeev, A.; Ivanisenko, Y.; Enikeev, N.; Murashkin, M.; Valiev, R. Grain Boundary Segregation in UFG Alloys Processed by Severe Plastic Deformation. Adv. Eng. Mater. 2012, 14, 968–974. [Google Scholar] [CrossRef]
- Williamson, G.K.; Smallman, R.E., III. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray debye-scherrer spectrum. Philos. Mag. 1956, 1, 34–46. [Google Scholar] [CrossRef]
- Tikhonova, M.; Enikeev, N.; Valiev, R.Z.; Belyakov, A.; Kaibyshev, R. Submicrocrystalline Austenitic Stainless Steel Processed by Cold or Warm High Pressure Torsion. Mater. Sci. Forum 2016, 838, 398–403. [Google Scholar] [CrossRef]
- Tian, Y.Z.; Zhang, Z.F.; Langdon, T.G. Achieving homogeneity in a two-phase Cu–Ag composite during high-pressure torsion. J. Mater. Sci. 2012, 48, 4606–4612. [Google Scholar] [CrossRef]
- Xu, C.; Horita, Z.; Langdon, T.G. The evolution of homogeneity in an aluminum alloy processed using high-pressure torsion. Acta Mater. 2008, 56, 5168–5176. [Google Scholar] [CrossRef]
- Song, Y.; Wang, W.; Gao, D.; Yoon, E.Y.; Lee, D.J.; Lee, C.S.; Kim, H.S. Hardness and microstructure of interstitial free steels in the early stage of high-pressure torsion. J. Mater. Sci. 2012, 48, 4698–4704. [Google Scholar] [CrossRef]
- Descartes, S.; Desrayaud, C.; Rauch, E. Inhomogeneous microstructural evolution of pure iron during high-pressure torsion. Mater. Sci. Eng. A 2011, 528, 3666–3675. [Google Scholar] [CrossRef]
- Xu, C.; Horita, Z.; Langdon, T.G. The evolution of homogeneity in processing by high-pressure torsion. Acta Mater. 2006, 55, 203–212. [Google Scholar] [CrossRef]
- Kawasaki, M.; Lee, H.-J.; Ahn, B.; Zhilyaev, A.; Langdon, T.G. Evolution of hardness in ultrafine-grained metals processed by high-pressure torsion. J. Mater. Res. Technol. 2014, 3, 311–318. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Chen, Y.; Tang, Y.; Zhang, H.; Hu, N.; Gao, N.; Starink, M.J. Microstructures and Hardness Prediction of an Ultrafine-Grained Al-2024 Alloy. Metals 2019, 9, 1182. [Google Scholar] [CrossRef]
- Loucif, A.; Figueiredo, R.B.; Baudin, T.; Brisset, F.; Langdon, T.G. Microstructural evolution in an Al-6061 alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2010, 527, 4864–4869. [Google Scholar] [CrossRef]
- Loucif, A.; Figueiredo, R.B.; Baudin, T.; Brisset, F.; Chemam, R.; Langdon, T.G. Ultrafine grains and the Hall-Petch relationship in an Al-Mg-Si alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2012, 532, 139–145. [Google Scholar] [CrossRef]
- Zhilyaev, A.; Nurislamova, G.; Kim, B.-K.; Baro, M.D.; Szpunar, J.; Langdon, T. Experimental parameters influencing grain refinement and microstructural evolution during high-pressure torsion. Acta Mater. 2003, 51, 753–765. [Google Scholar] [CrossRef]
- Figueiredo, R.; Kawasaki, M.; Langdon, T. An Evaluation of Homogeneity and Heterogeneity in Metals Processed by High-Pressure Torsion. Acta Phys. Pol. A 2012, 122, 425–429. [Google Scholar] [CrossRef]
- Wongsa-Ngam, J.; Kawasaki, M.; Langdon, T.G. The development of hardness homogeneity in a Cu–Zr alloy processed by equal-channel angular pressing. Mater. Sci. Eng. A 2012, 556, 526–532. [Google Scholar] [CrossRef]
- Kawasaki, M.; Figueiredo, R.B.; Langdon, T.G. An investigation of hardness homogeneity throughout disks processed by high-pressure torsion. Acta Mater. 2011, 59, 308–316. [Google Scholar] [CrossRef]
- Scheriau, S.; Zhang, Z.; Kleber, S.; Pippan, R. Deformation mechanisms of a modified 316L austenitic steel subjected to high pressure torsion. Mater. Sci. Eng. A 2011, 528, 2776–2786. [Google Scholar] [CrossRef]
- Mine, Y.; Horita, Z.; Murakami, Y. Effect of hydrogen on martensite formation in austenitic stainless steels in high-pressure torsion. Acta Mater. 2009, 57, 2993–3002. [Google Scholar] [CrossRef]
- Kulagin, R.; Beygelzimer, Y.; Ivanisenko, Y.; Mazilkin, A.; Hahn, H. Modelling of High Pressure Torsion using FEM. Procedia Eng. 2017, 207, 1445–1450. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Baxter, C.; Amirkhiz, B.S.; Mohammadi, M. Strengthening mechanisms in direct metal laser sintered AlSi10Mg: Comparison between virgin and recycled powders. Addit. Manuf. 2018, 23, 108–120. [Google Scholar] [CrossRef]
- Chen, B.; Moon, S.K.; Yao, X.; Bi, G.; Shen, J.; Umeda, J.; Kondoh, K. Strength and strain hardening of a selective laser melted AlSi10Mg alloy. Scr. Mater. 2017, 141, 45–49. [Google Scholar] [CrossRef]
- Starink, M.J.; Qiao, X.G.; Zhang, J.; Gao, N. Predicting grain refinement by cold severe plastic deformation in alloys using volume averaged dislocation generation. Acta Mater. 2009, 57, 5796–5811. [Google Scholar] [CrossRef]
- Starink, M.J.; Cheng, X.; Yang, S. Hardening of pure metals by high-pressure torsion: A physically based model employing volume-averaged defect evolutions. Acta Mater. 2013, 61, 183–192. [Google Scholar] [CrossRef]
- Ning, J.-L.; Courtois-Manara, E.; Kurmanaeva, L.; Ganeev, A.V.; Valiev, R.Z.; Kübel, C.; Ivanisenko, Y. Tensile properties and work hardening behaviors of ultrafine grained carbon steel and pure iron processed by warm high pressure torsion. Mater. Sci. Eng. A 2013, 581, 8–15. [Google Scholar] [CrossRef]
- Meyers, M.A.; Mishra, A.; Benson, D.J. Mechanical properties of nanocrystalline materials. Prog. Mater. Sci. 2006, 51, 427–556. [Google Scholar] [CrossRef]
- Karavaeva, M.V.; Abramova, M.M.; Enikeev, N.A.; Raab, G.I.; Valiev, R.Z. Superior Strength of Austenitic Steel Produced by Combined Processing, including Equal-Channel Angular Pressing and Rolling. Metals 2016, 6, 310. [Google Scholar] [CrossRef]
- Kim, J.G.; Enikeev, N.A.; Seol, J.B.; Abramova, M.M.; Karavaeva, M.V.; Valiev, R.Z.; Park, C.G.; Kim, H.S. Superior Strength and Multiple Strengthening Mechanisms in Nanocrystalline TWIP Steel. Sci. Rep. 2018, 8, 11200. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ni | Mo | Mn | Si | P | C | S | Fe |
|---|---|---|---|---|---|---|---|---|---|
| wt.% | 16.5–18.5 | 10.0–13.0 | 2.0–2.5 | <2.0 | <1.0 | <0.045 | <0.030 | <0.030 | Bal. |
| Parameter | Value |
|---|---|
| Laser power, P (W) | 200 |
| Scan speed, v (mm s−1) | 1600 |
| Layer thickness (µm) | 30 |
| Scan line spacing (µm) | 150 |
| Scan strategy | Island (5 mm × 5 mm) |
| Particle | Cr | Si | O | Fe | Ni |
|---|---|---|---|---|---|
| A | 14.07 | 19.41 | 66.52 | - | - |
| B | 15.25 | 21.62 | 63.13 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohd Yusuf, S.; Chen, Y.; Gao, N. Influence of High-Pressure Torsion on the Microstructure and Microhardness of Additively Manufactured 316L Stainless Steel. Metals 2021, 11, 1553. https://doi.org/10.3390/met11101553
Mohd Yusuf S, Chen Y, Gao N. Influence of High-Pressure Torsion on the Microstructure and Microhardness of Additively Manufactured 316L Stainless Steel. Metals. 2021; 11(10):1553. https://doi.org/10.3390/met11101553
Chicago/Turabian StyleMohd Yusuf, Shahir, Ying Chen, and Nong Gao. 2021. "Influence of High-Pressure Torsion on the Microstructure and Microhardness of Additively Manufactured 316L Stainless Steel" Metals 11, no. 10: 1553. https://doi.org/10.3390/met11101553
APA StyleMohd Yusuf, S., Chen, Y., & Gao, N. (2021). Influence of High-Pressure Torsion on the Microstructure and Microhardness of Additively Manufactured 316L Stainless Steel. Metals, 11(10), 1553. https://doi.org/10.3390/met11101553