
Microstructure and Texture Evolution during Severe Plastic Deformation at Cryogenic Temperatures in an Al-0.1Mg Alloy



Abstract
:1. Introduction
2. Material and Experimental Procedures
2.1. Starting Material
2.2. Plane Strain Deformation
2.3. Microstructure Characterization
3. Results
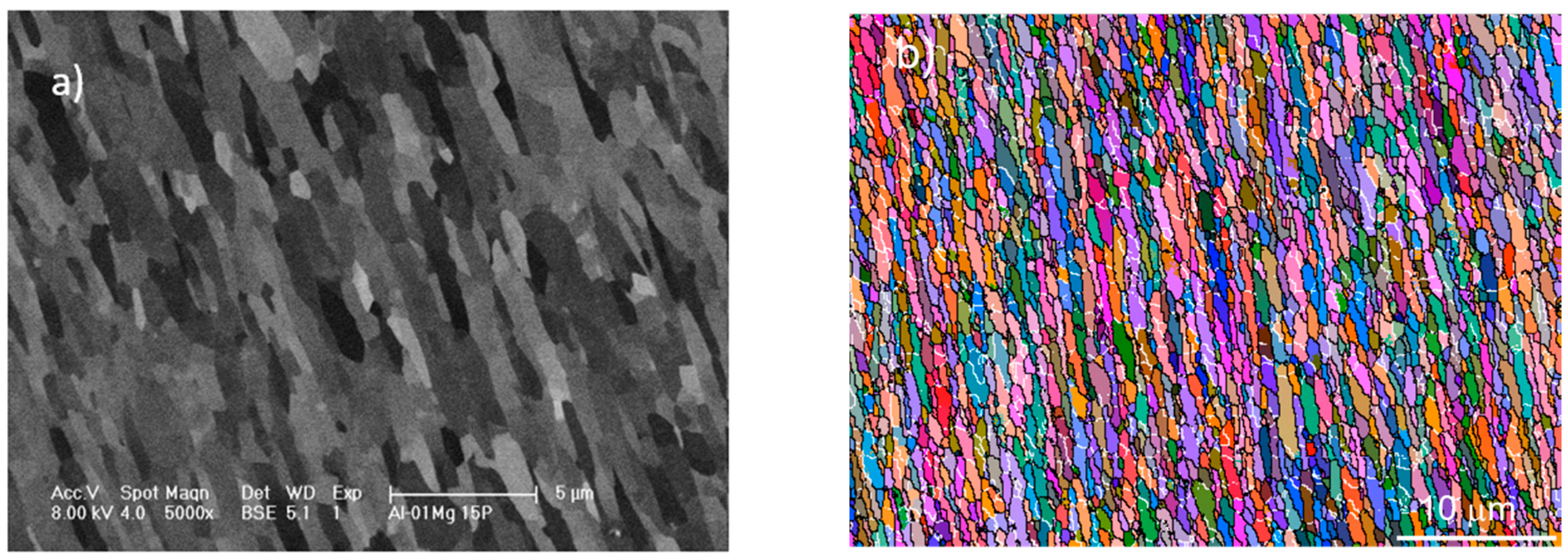
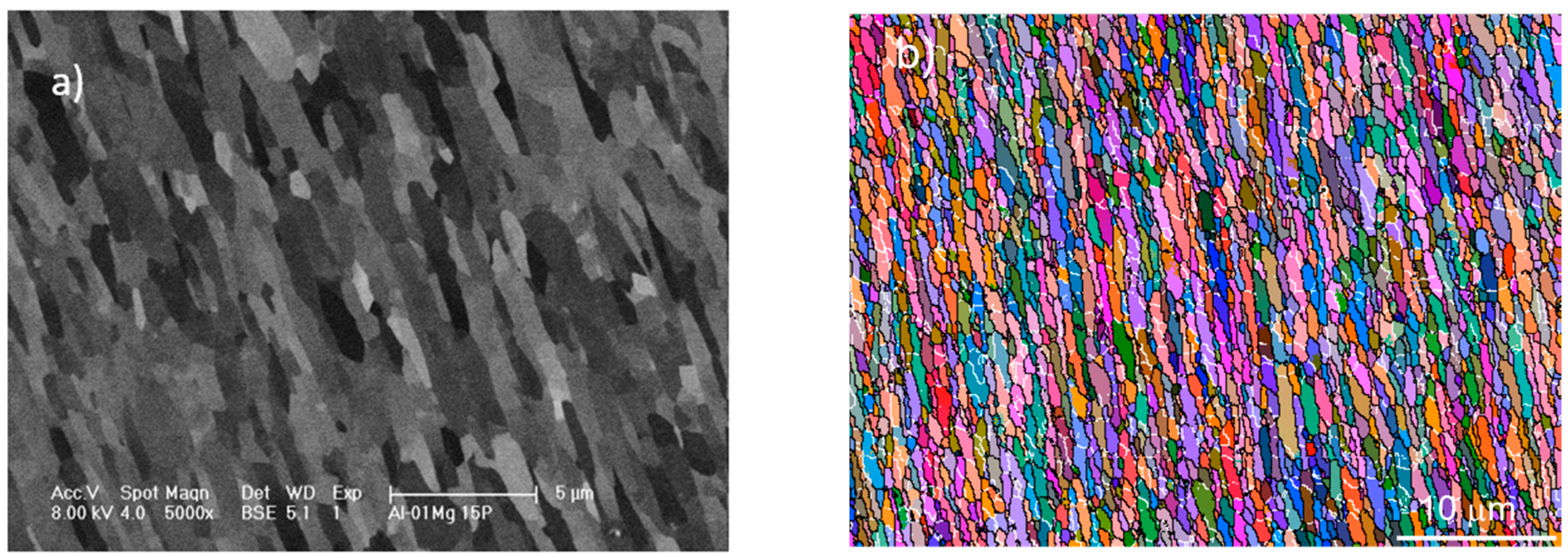
3.1. The Starting UFG Structure
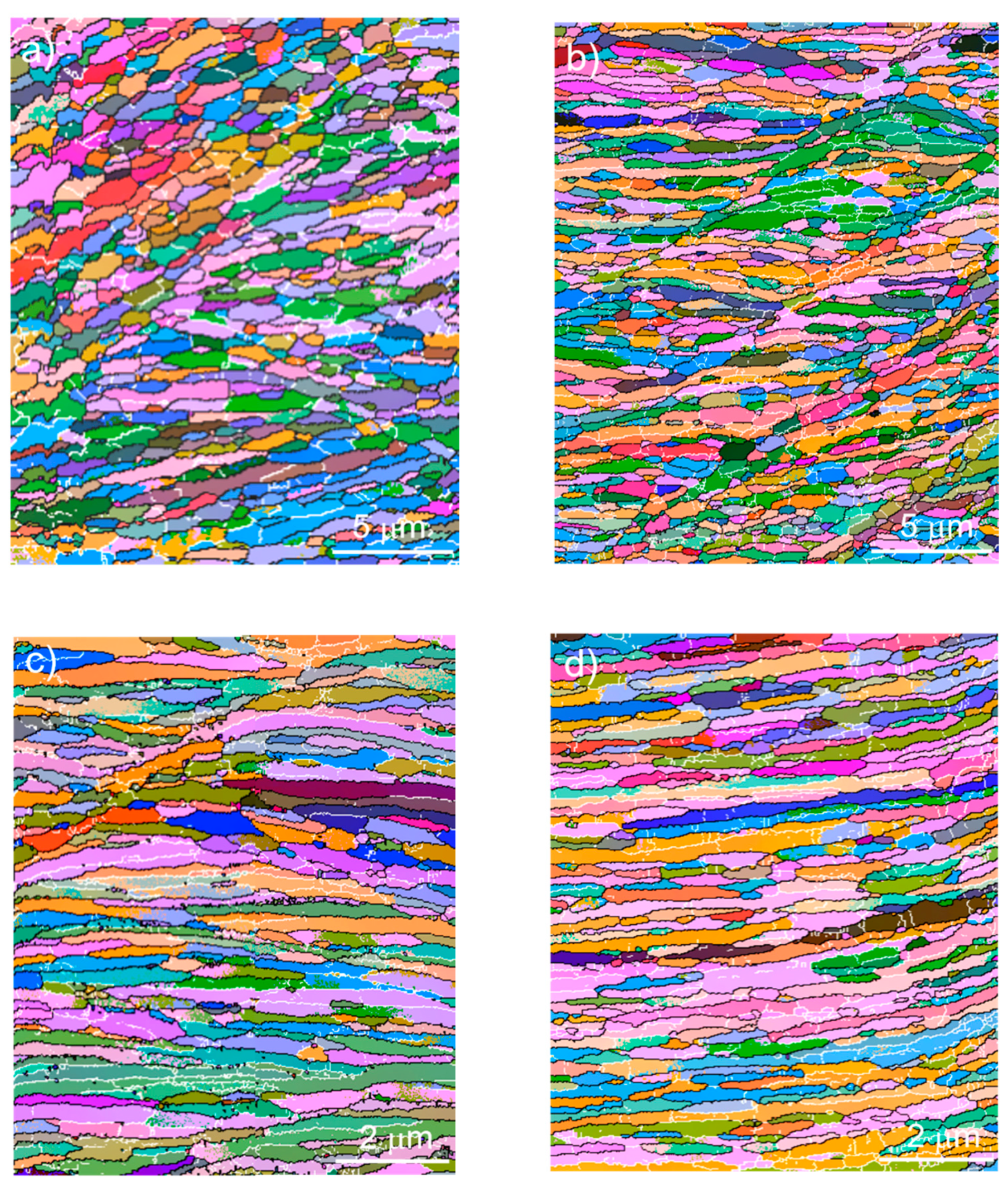
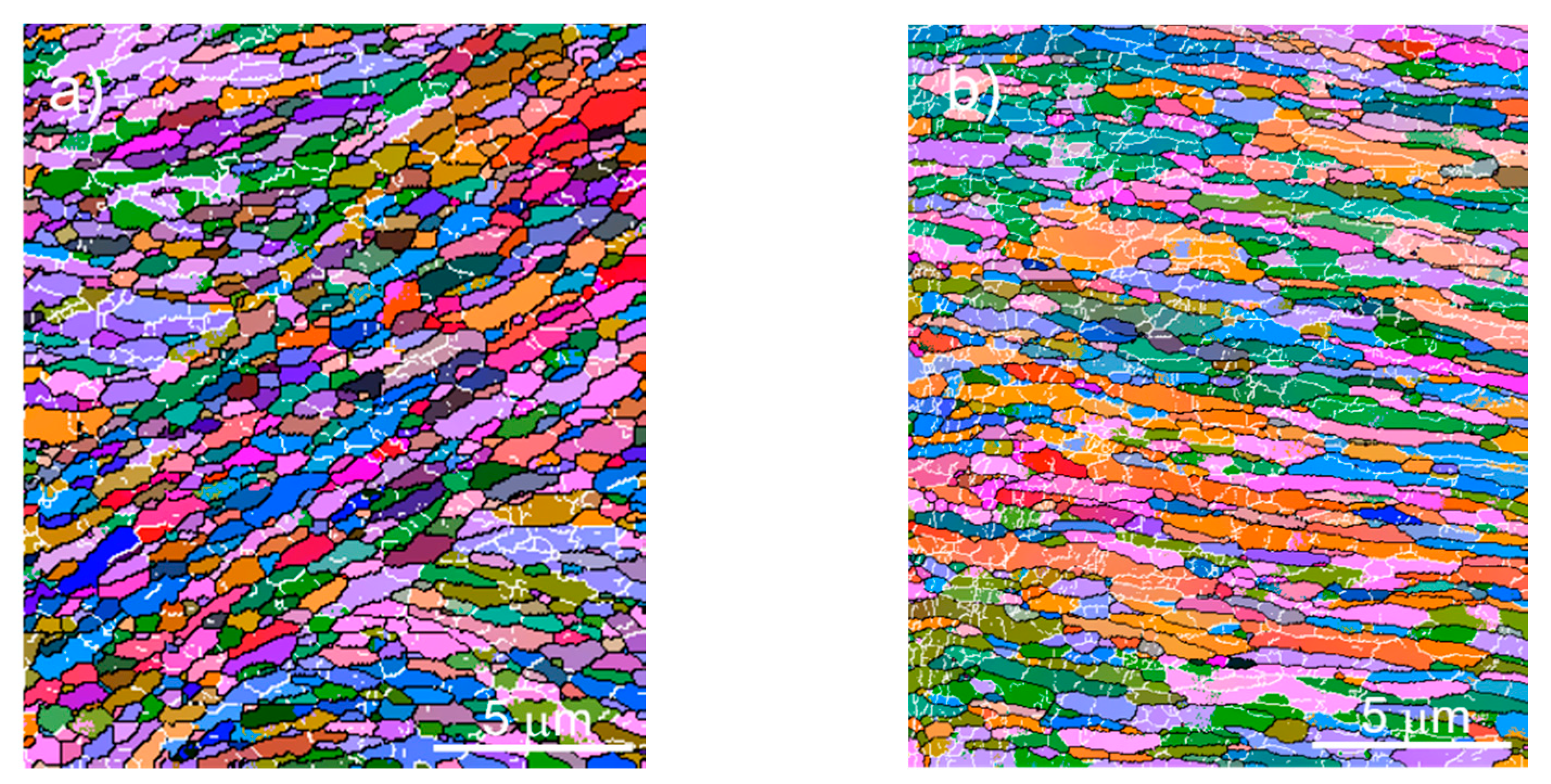
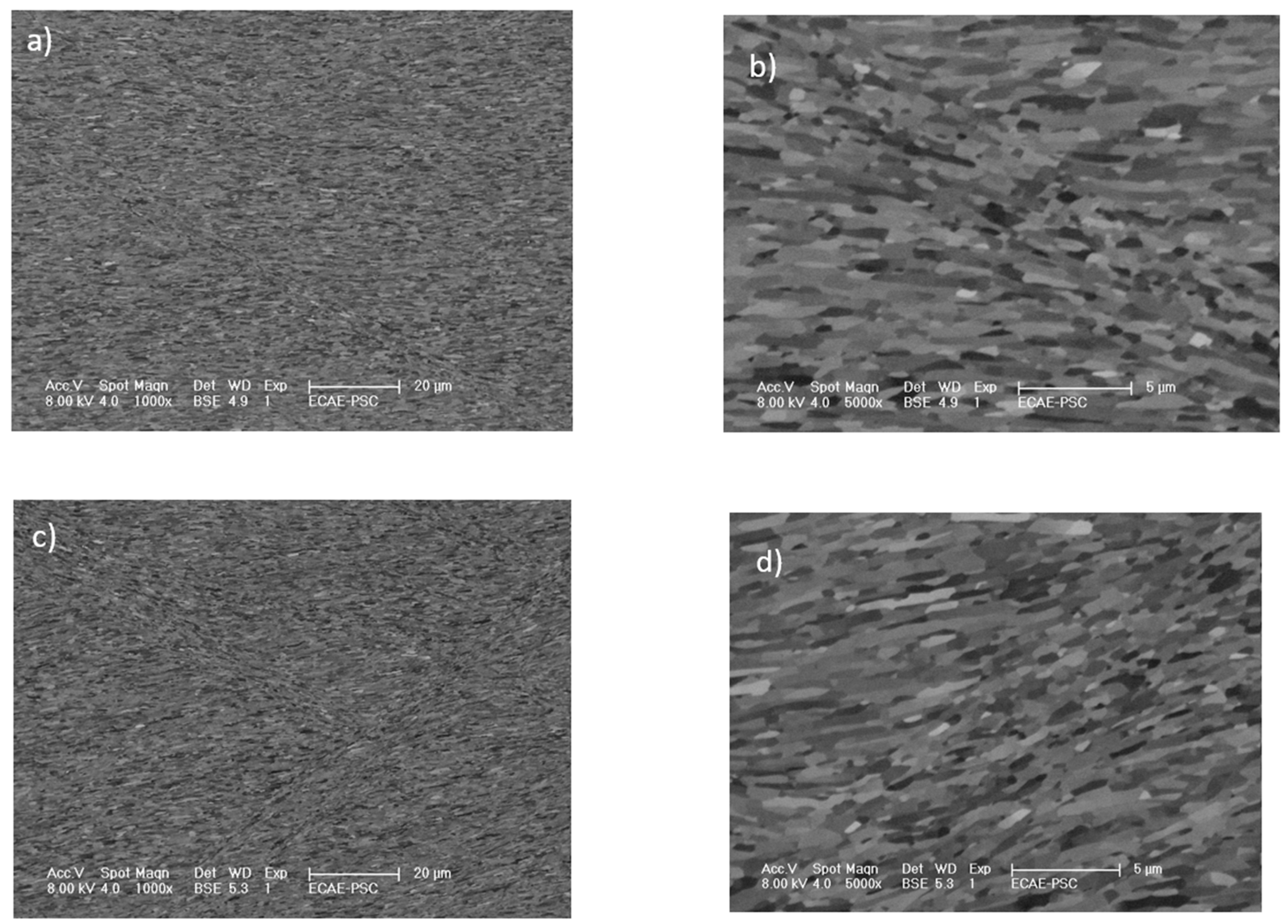
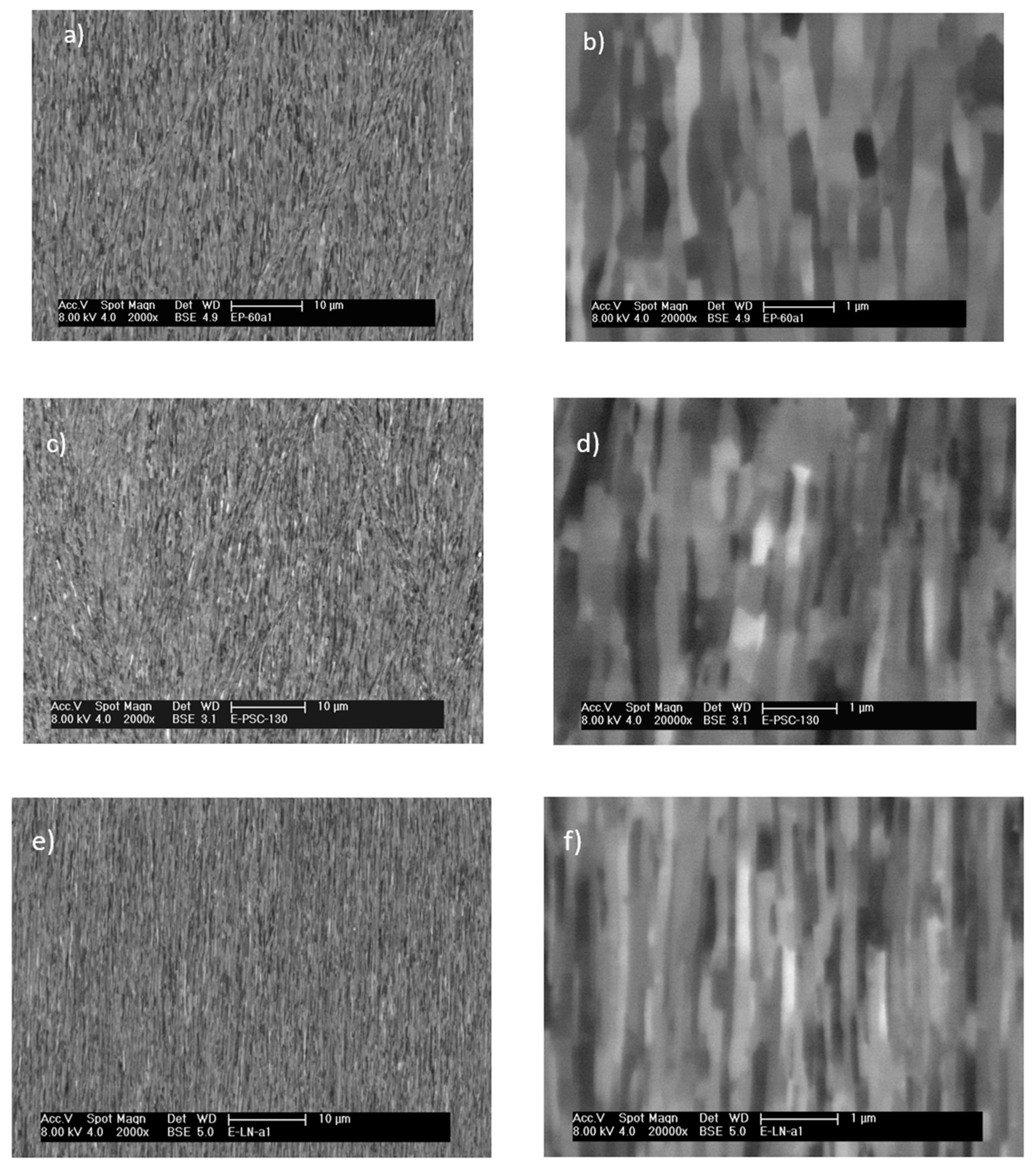
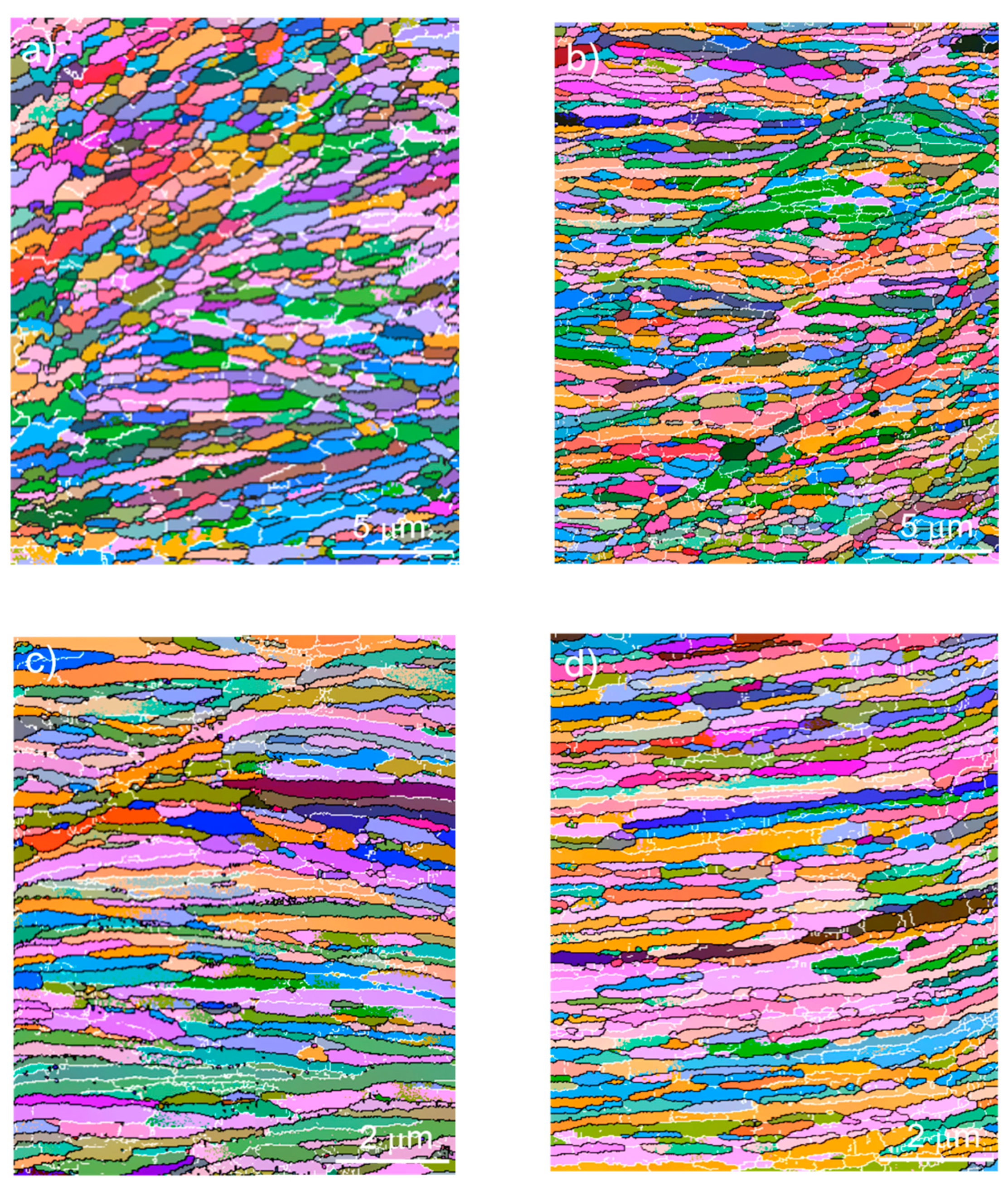
3.2. Microstructural Evolution during PSC Deformation
3.3. Texture Development during PSC
4. Discussion
5. Summary
- (1)
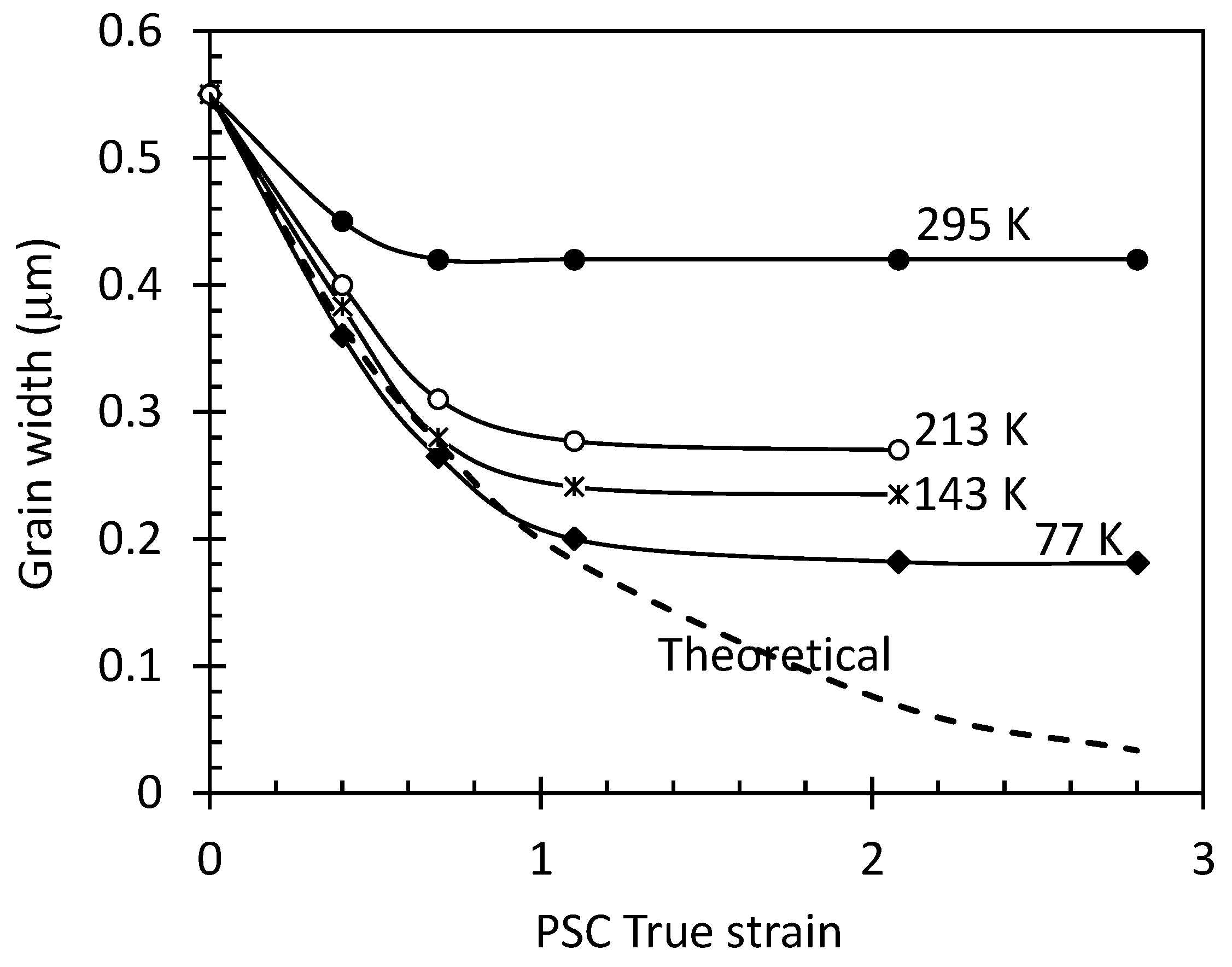
- Grain refinement takes place during deformation at cryogenic temperatures. The grain width along the compression direction decreases with decreasing temperature and a minimum grain width of 180 nm is obtained at 77 K.
- (2)
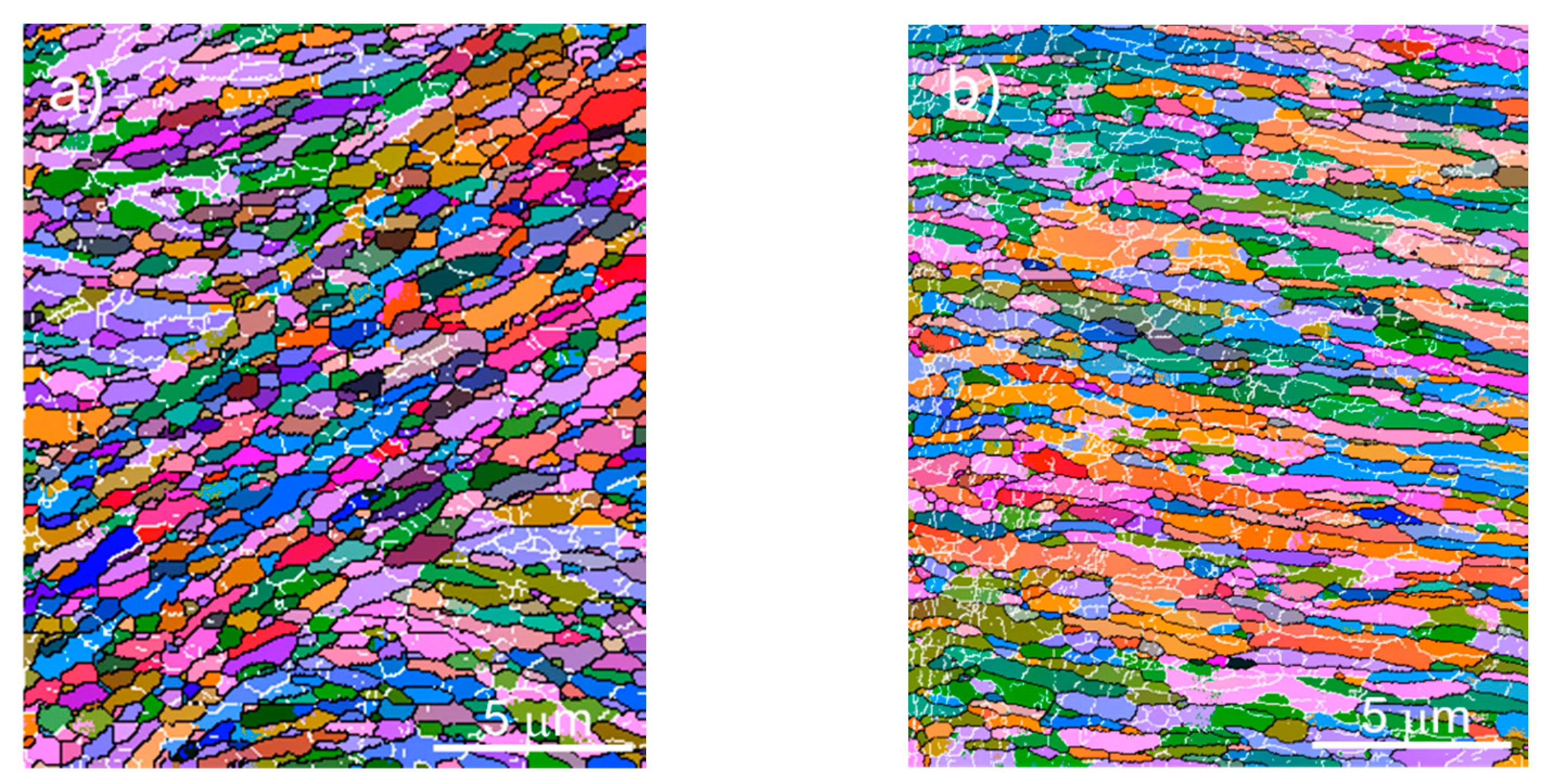
- The change of deformation mode from simple in ECAE to pure shear in plane strain compression shows limited impact on grain size, although extensive macroshear banding is observed during plane strain compression.
- (3)
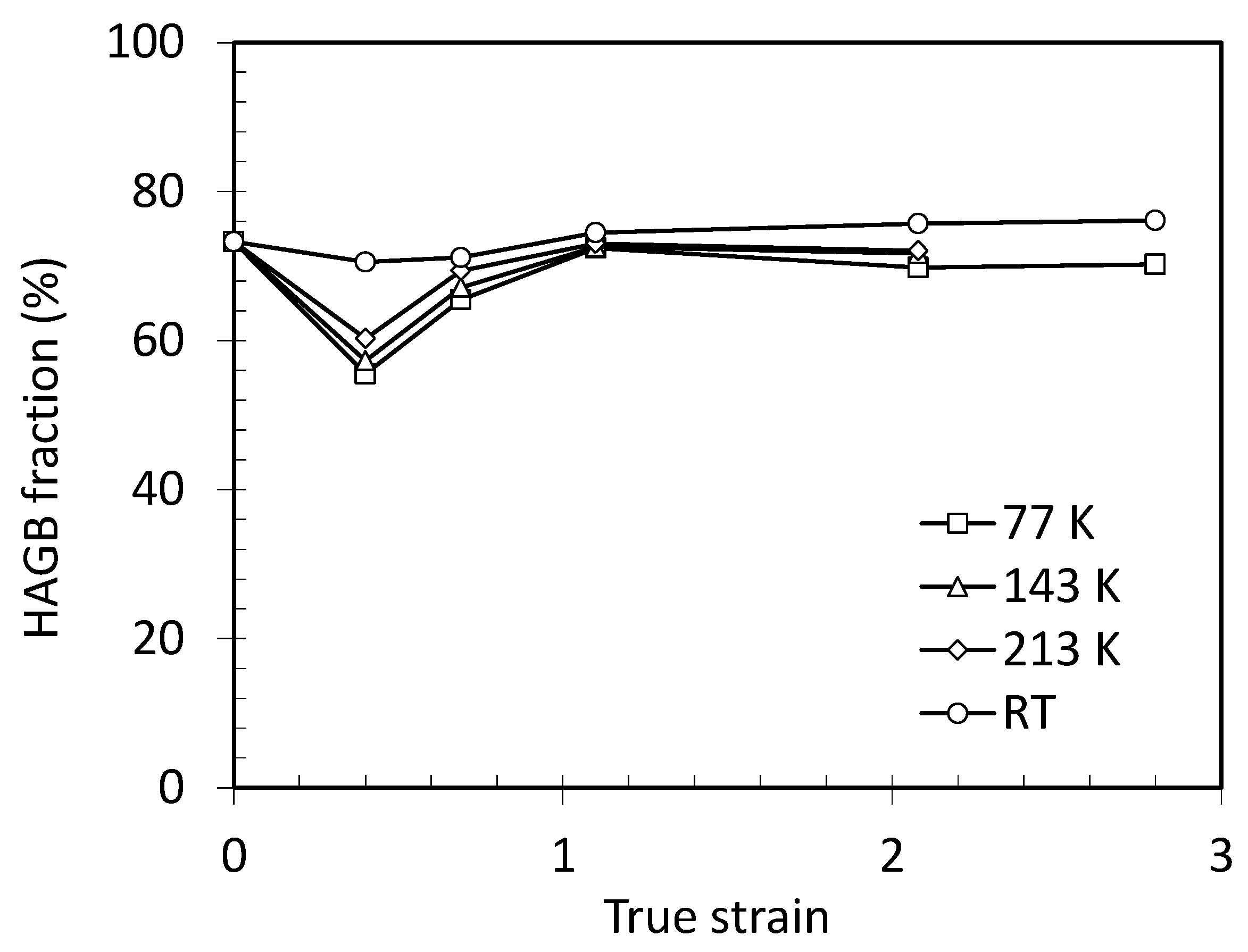
- Steady state deformation is established after a certain strain at all the temperatures investigated and is characterized by a constant average grain size and constant average high angle boundary area fraction.
- (4)
- For a given temperature and strain rate, the steady state grain size is the limit of grain refinement.
- (5)
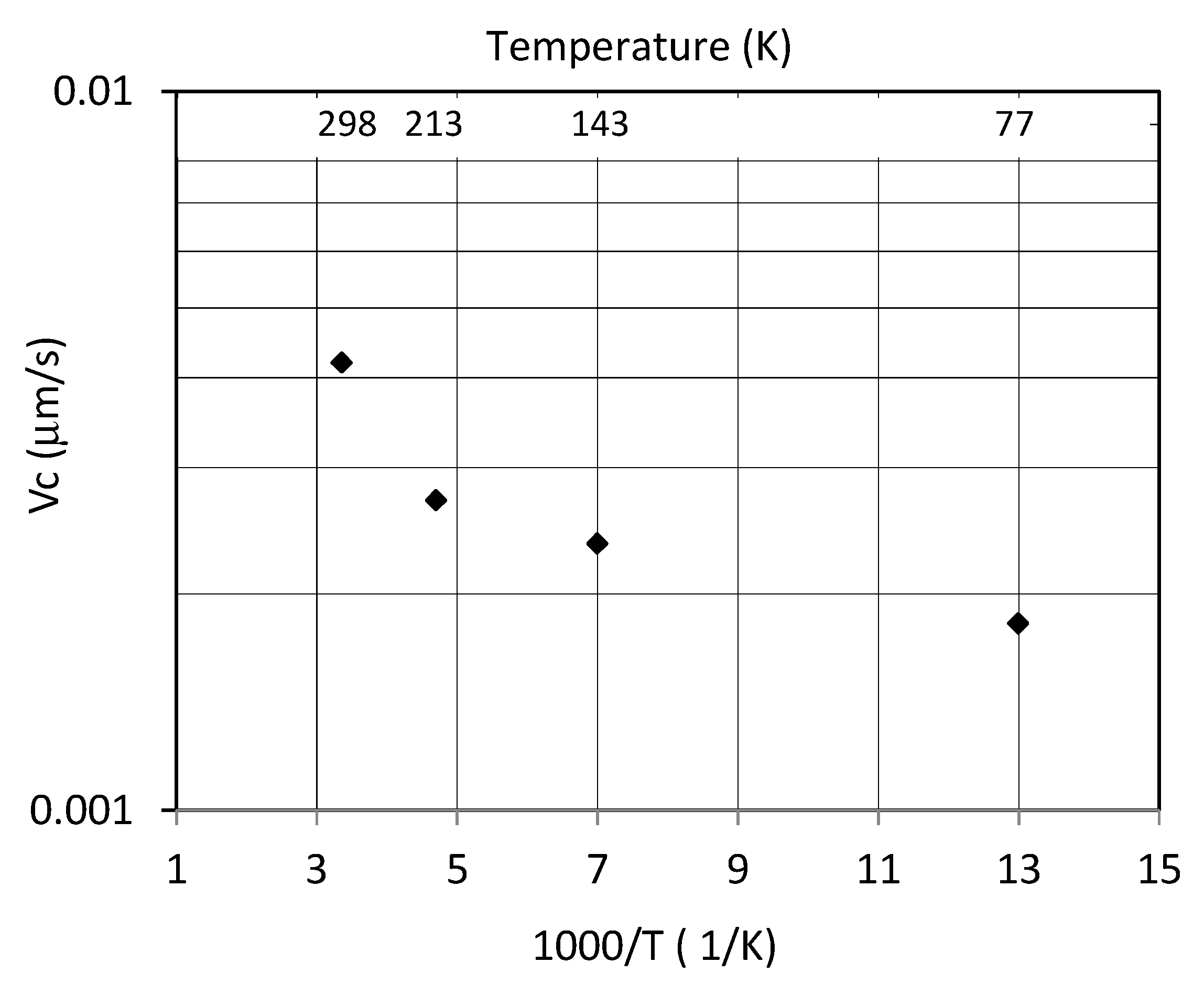
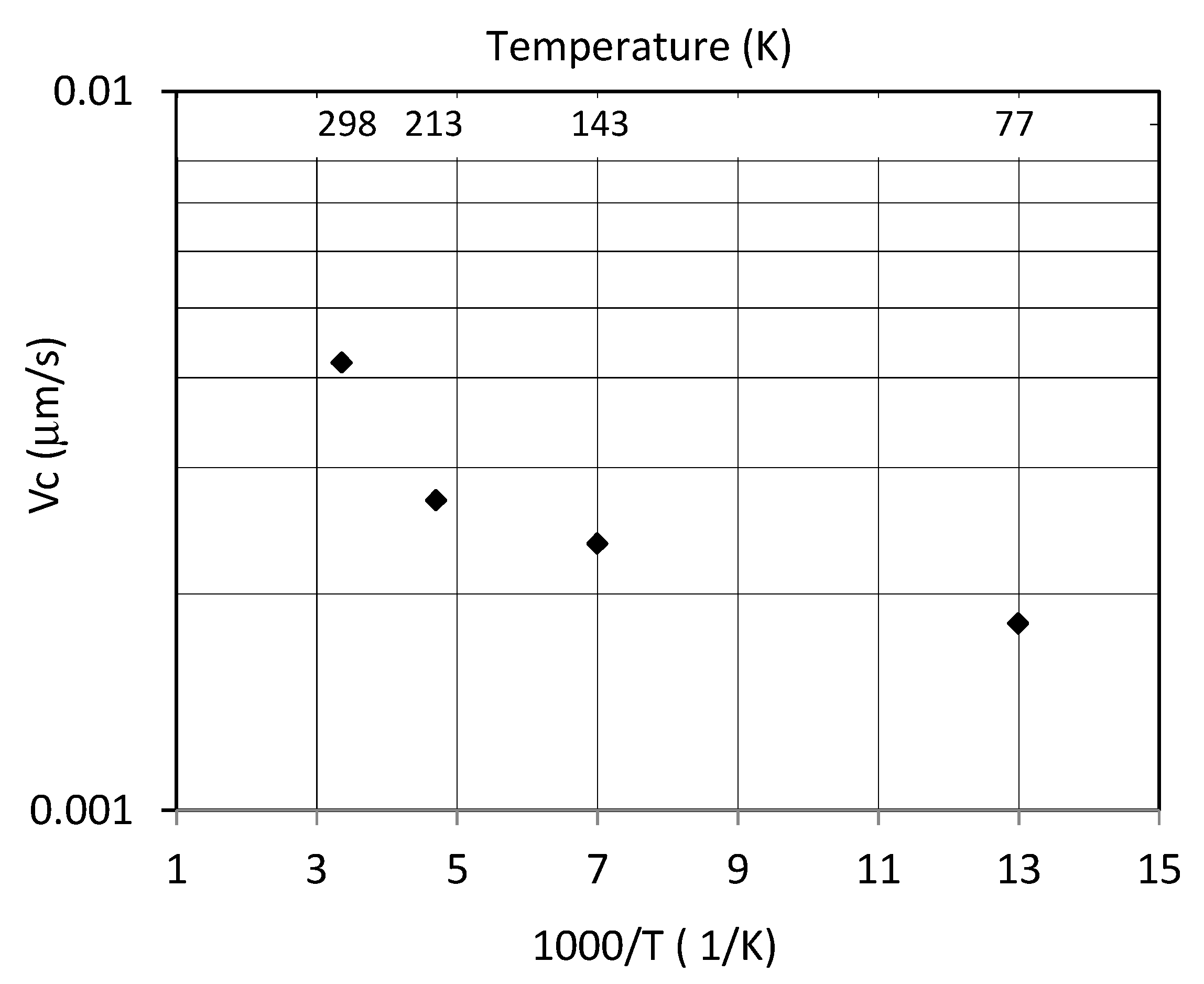
- The temperature dependence of steady state grain boundary kinetics cannot be explained by thermally activated processes and grain boundary dislocation operation is suggested to explain the constant grain size and misorientation at steady state.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y. Producing bulk ultrafine-grained materials by severe plastic deformation: Ten years later. JOM 2016, 68, 1216–1226. [Google Scholar] [CrossRef] [Green Version]
- Segal, V.M. Engineering and commercialization of equal channel angular extrusion (ECAE). Mater. Sci. Eng. A. 2004, 386, 269–276. [Google Scholar] [CrossRef]
- Khelfa, T.; Muñoz-Bolaños, J.A.; El-Hafez, H.A.; Alawad, M.O.; El-Garaihy, W.H. Experimental and numerical investigation of the ECAP processed copper: Microstructural evolution, crystallographic texture and hardness homogeneity. Met. Mater. Int. 2020, 26, 12471261. [Google Scholar]
- Huang, Y. Steady State and a General Scale Law of Deformation; IOP Conference Series: Materials Science and Engineering; Institute of Physics: Copenhagen, Denmark, 2017; Volume 219, p. 012029. [Google Scholar]
- Prangnell, P.B.; Huang, Y.; Berta, M.; Apps, P.J. Mechanisms of formation of submicron grain structures by severe plastic deformation. In Proc Int Symp on Fundamentals of Deformation and Annealing; Prangnell, P.B., Bate, P.S., Eds.; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2007; pp. 159–168. [Google Scholar]
- Liu, F.; Fa, T.; Chen, P.H.; Wang, J.T. Steady-state characteristics of fcc pure metals processed by severe plastic deformation: Experiments and modelling. Philos. Mag. 2020, 100, 62–83. [Google Scholar] [CrossRef]
- Börner, I.; Eckert., J. Nanostructure formation and steady-state grain size of ball-milled iron powders. Mater. Sci. Eng. A 1997, 226–228, 541–552. [Google Scholar] [CrossRef]
- Amram, D.; Schuh, C. Mechanical alloying produces grain boundary segregation in Fe–Mg powders. Scr. Mater. 2020, 180, 57–61. [Google Scholar] [CrossRef]
- Jazaeri, H.; Humphreys, F.J. The effect of initial grain size on the microstructures developed during cold rolling of a single-phase aluminium alloy. Acta Mater. 2004, 52, 3239–3250. [Google Scholar] [CrossRef]
- Wang, Y.M.; Ma, E.; Chen, M.W. Enhanced tensile ductility and toughness in nanostructured Cu. Appl. Phys. Lett. 2002, 80, 2395–2397. [Google Scholar] [CrossRef]
- Magalhães, D.C.C.; Kliauga, A.M.; Ferrante, M.; Sordi, V.L. Plastic deformation of FCC alloys at cryogenic temperature: The effect of stacking-fault energy on microstructure and tensile behaviour. J. Mater. Sci. 2017, 52, 7466–7478. [Google Scholar] [CrossRef]
- Dhal, A.; Panigrahi, S.K.; Shunmugam, M.S. Insight into the microstructural evolution during cryo-severe plastic deformation and post-deformation annealing of aluminum and its alloys. J. Alloys Compd. 2017, 726, 1205–1219. [Google Scholar] [CrossRef]
- Yin, X.; Pi, Y.; He, D.; Jiayang, Z.; Wenjun, D. Development of ultrafine grained Al 7075 by cryogenic temperature large strain extrusion machining. J. Mater. Res. 2018, 33, 3449–3457. [Google Scholar] [CrossRef]
- Wang, Y.M.; Chen, W.M.; Zhou, F.; Ma, E. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912–915. [Google Scholar] [CrossRef] [PubMed]
- Hayes, R.W.; Rodriguez, R.; Lavernia, E.J. The mechanical behavior of a cryomilled Al–10Ti–2Cu alloy. Acta Mater. 2001, 49, 4055–4064. [Google Scholar] [CrossRef]
- Wang, T.S.; Peng, J.G.; Gao, Y.W.; Zhang, F.C.; Jing, T.F. Microstructure of 1Cr18Ni9Ti stainless steel by cryogenic compression deformation and annealing. Mater. Sci. Eng. A. 2005, 407, 84–93. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Bingert, J.F.; Liao, X.Z.; Cui, B.Z.; Han, K.; Sergueeva, A.V.; Mukherjee, A.K.; Valiev, R.Z.; Langdon, T.G.; Zhu, Y.T. Simultaneously Increasing the Ductility and Strength of Ultra-Fine-Grained Pure Copper. Adv Mater. 2006, 18, 2949–2953. [Google Scholar] [CrossRef]
- Apps, P.J.; Berta, M.; Prangnell, P.B. Stability of Ultra-Fine ‘Grain Structures’ Produced by Severe Deformation. Acta Mater. 2005, 53, 499–510. [Google Scholar] [CrossRef]
- Segal, V.M.; Reznikov, V.I.; Drobyshevskiy, A.E.; Kopylov, V.I. Plastic metal working by simple shear. Russ. Metall. 1981, 1, 99–105. [Google Scholar]
- Gholinia, A.; Bate, S.P.; Prangnell, P.B. Modelling texture development during equal channel angular extrusion of aluminium. Acta Mater. 2002, 50, 2121–2236. [Google Scholar] [CrossRef]
- Prangnell, P.B.; Hayes, J.S.; Bowen, J.R.; Apps, P.J.; Bate, P.S. Continuous recrystallisation of lamellar deformation structures produced by severe deformation. Acta Mater. 2004, 52, 3193–3206. [Google Scholar] [CrossRef]
- Basson, F.; Driver, J.H. Deformation banding mechanisms during plane strain compression of cube-oriented fcc crystals. Acta Mater. 2000, 48, 2101–2115. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherley, M. Recrystallization and related annealing phenomena, 2nd ed.; Elsevier: Oxford, UK, 2002. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (K) | Aspect Ratio * | |||||
|---|---|---|---|---|---|---|
| ε = 0 | ε = 0.4 | ε = 0.69 | ε = 1.1 | ε = 2.1 | ε = 2.8 | |
| 77 | 2.3 ± 0.54 | 5.42 ± 0.66 | 9.76 ± 0.82 | 14.2 ± 1.15 | 19.8 ± 0.76 | 23.7 ± 0.84 |
| 143 | 2.3 ± 0.54 | 4.69 ± 0.83 | 8.62 ± 1.11 | 10.64 ± 1.27 | 12.36 ± 1.06 | - |
| 213 | 2.3 ± 0.54 | 4.36 ± 1.13 | 7.05 ± 1.04 | 8.09 ± 1.41 | 9.04 ± 1.22 | - |
| 293 | 2.3 ± 0.54 | 1.97 ± 0.68 | 1.94 ± 0.71 | 2.04 ± 0.55 | 2.08 ± 0.72 | 2.11 ± 0.67 |
| Texture Component | Texture Volume Fraction (%) * | |||||
|---|---|---|---|---|---|---|
| ε = 0 | ε = 0.4 | ε = 0.69 | ε = 1.1 | ε = 2.1 | ε = 2.8 | |
| Brass {110}<112> | 1.92 ± 1.41 | 7.72 ± 2.08 | 8.66 ± 3.22 | 10.78 ± 2.54 | 16.99 ± 3.65 | 30.30 ± 5.45 |
| Copper {112}<111> | 3.41 ± 0.86 | 21.42 ± 3.77 | 28.78 ± 4.05 | 28.87 ± 6.26 | 29.61 ± 4.24 | 9.87 ± 3.16 |
| S {123}<634> | 6.28 ± 2.24 | 22.15 ± 4.65 | 28.02 ± 3.16 | 34.41 ± 5.87 | 41.22 ± 5.66 | 51.2 ± 6.28 |
| R-cube {001}<110> | 7.87 ± 1.81 | 1.46 ± 0.66 | 0.87 ± 0.43 | 0.03 | 0.01 | 0.15 |
| Goss {110}<100> | 0.44 ± 0.35 | 11.2 ± 3.12 | 8.64 ± 1.90 | 2.28 ± 1.06 | 2.78 ± 1.88 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, Y.; Jiang, J. Microstructure and Texture Evolution during Severe Plastic Deformation at Cryogenic Temperatures in an Al-0.1Mg Alloy. Metals 2021, 11, 1822. https://doi.org/10.3390/met11111822
Huang Y, Jiang J. Microstructure and Texture Evolution during Severe Plastic Deformation at Cryogenic Temperatures in an Al-0.1Mg Alloy. Metals. 2021; 11(11):1822. https://doi.org/10.3390/met11111822
Chicago/Turabian StyleHuang, Yan, and Jun Jiang. 2021. "Microstructure and Texture Evolution during Severe Plastic Deformation at Cryogenic Temperatures in an Al-0.1Mg Alloy" Metals 11, no. 11: 1822. https://doi.org/10.3390/met11111822
APA StyleHuang, Y., & Jiang, J. (2021). Microstructure and Texture Evolution during Severe Plastic Deformation at Cryogenic Temperatures in an Al-0.1Mg Alloy. Metals, 11(11), 1822. https://doi.org/10.3390/met11111822