
Grain Structure Evolution and Mechanical Properties of Multi-Channel Spiral Twist Extruded AA5083


 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
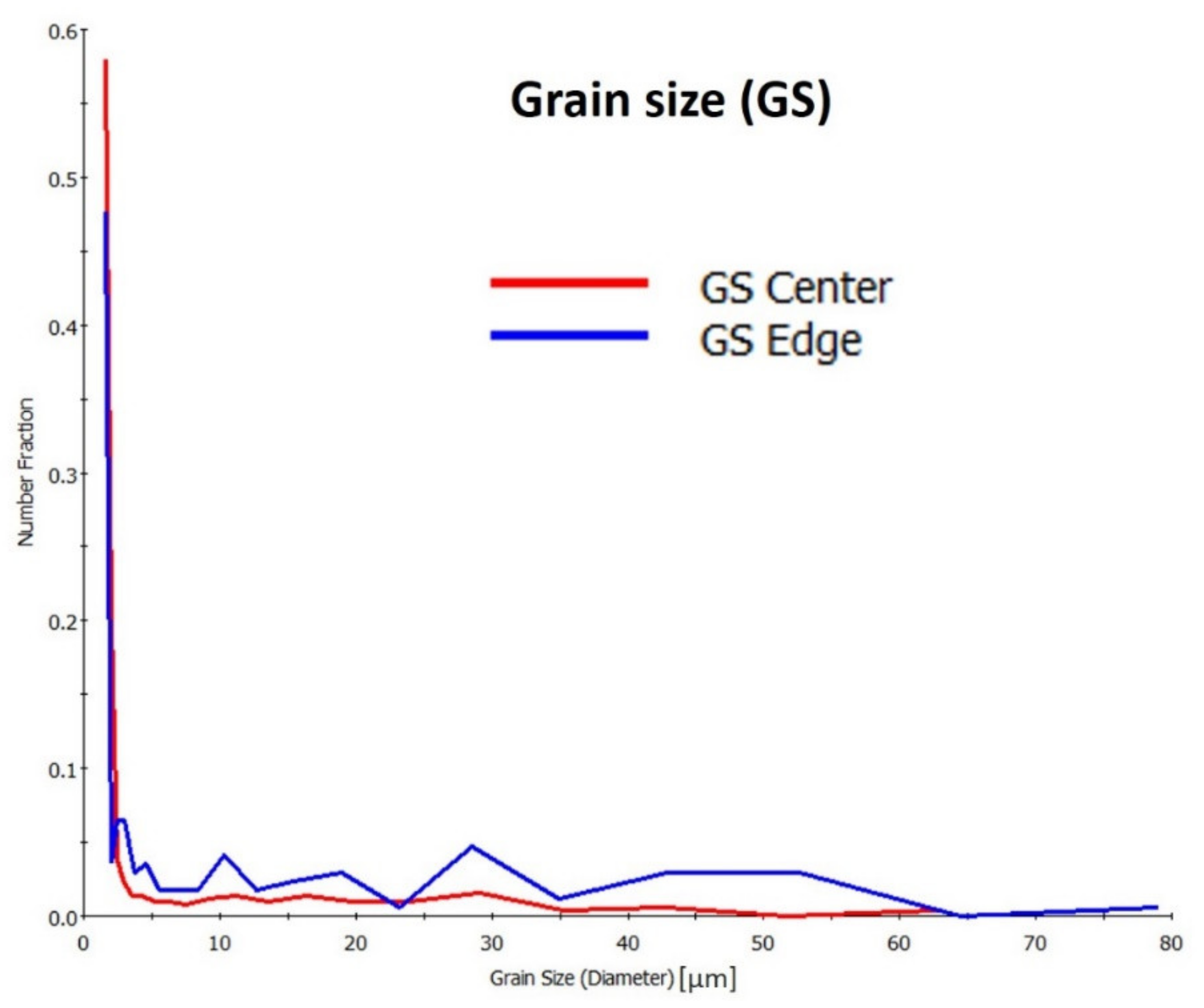
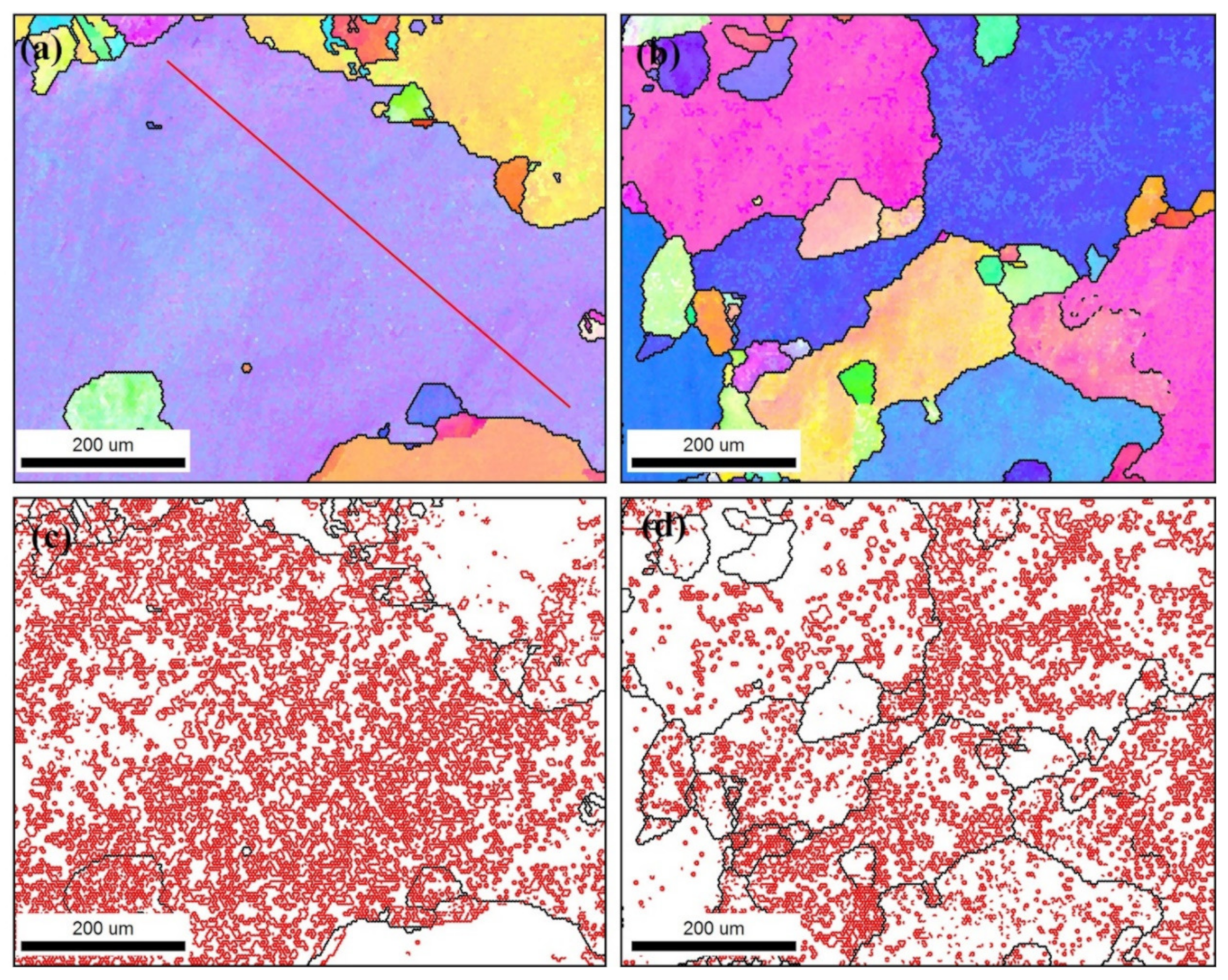
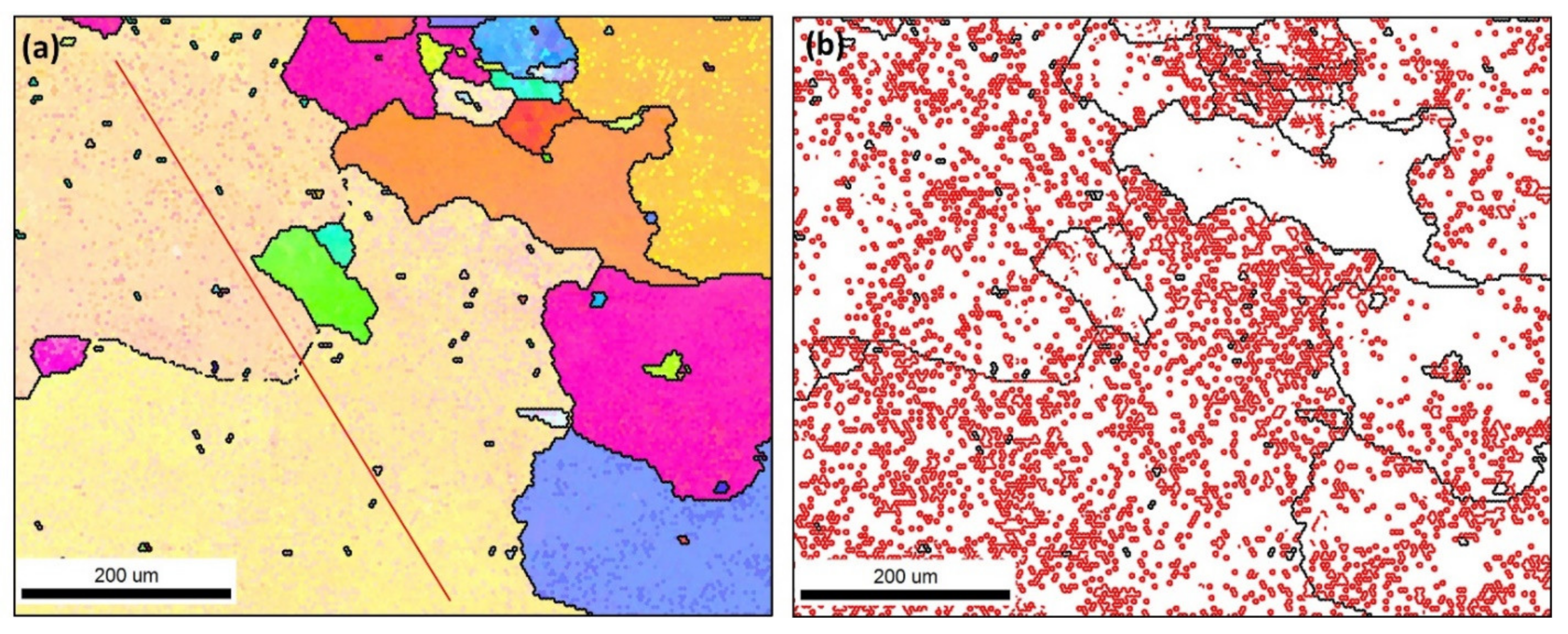
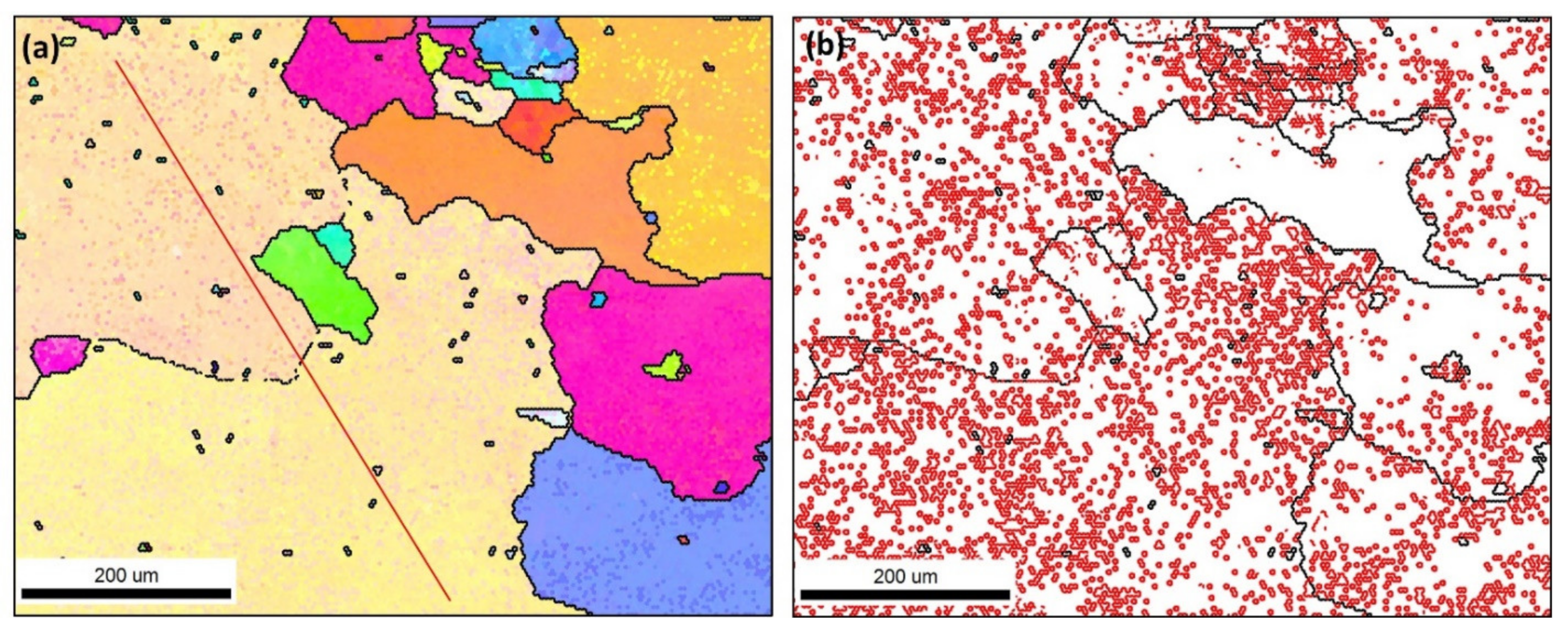
3.1. Grain Structure
3.2. Mechanical Properties
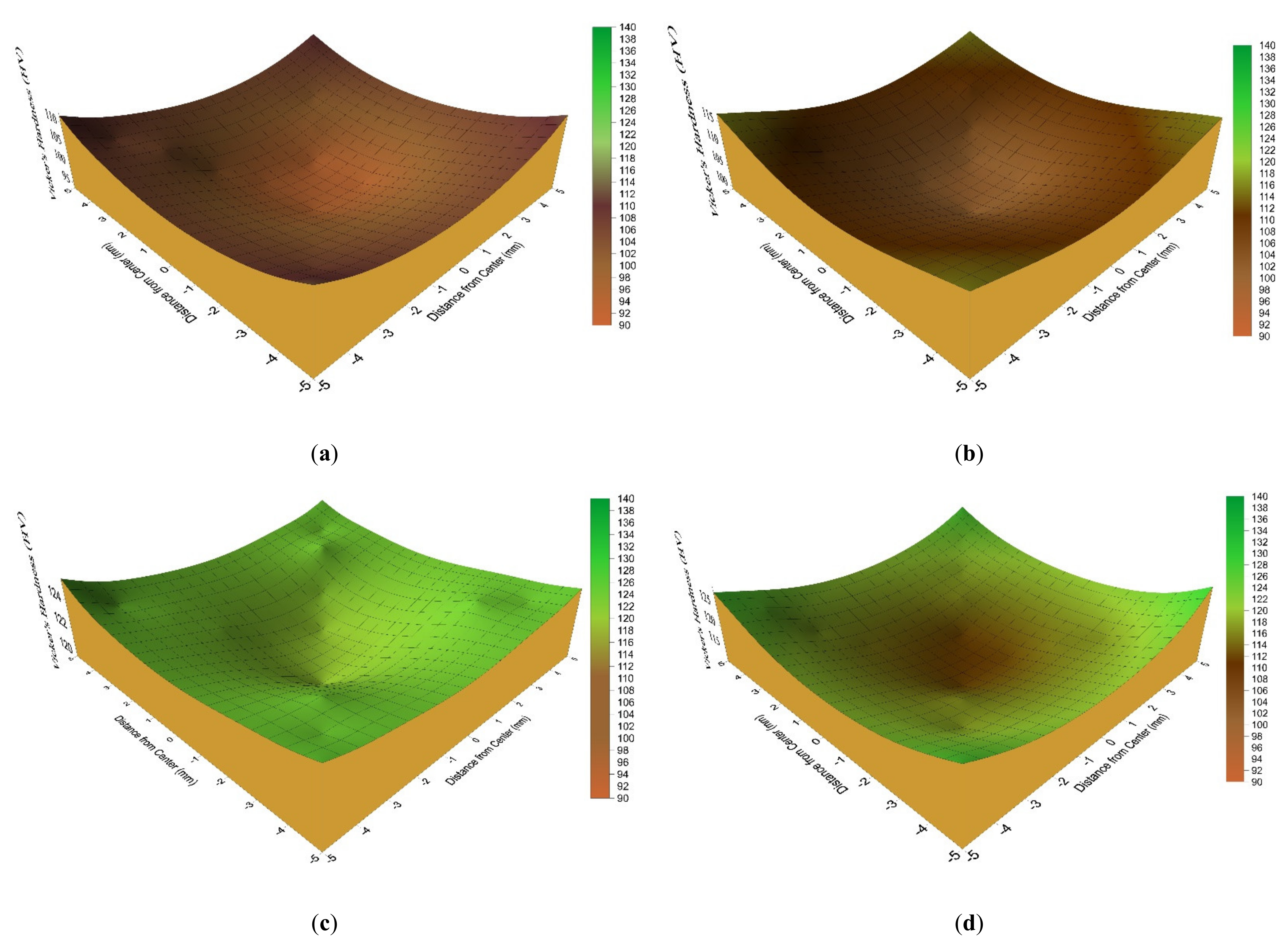
3.2.1. Microhardness Evolution
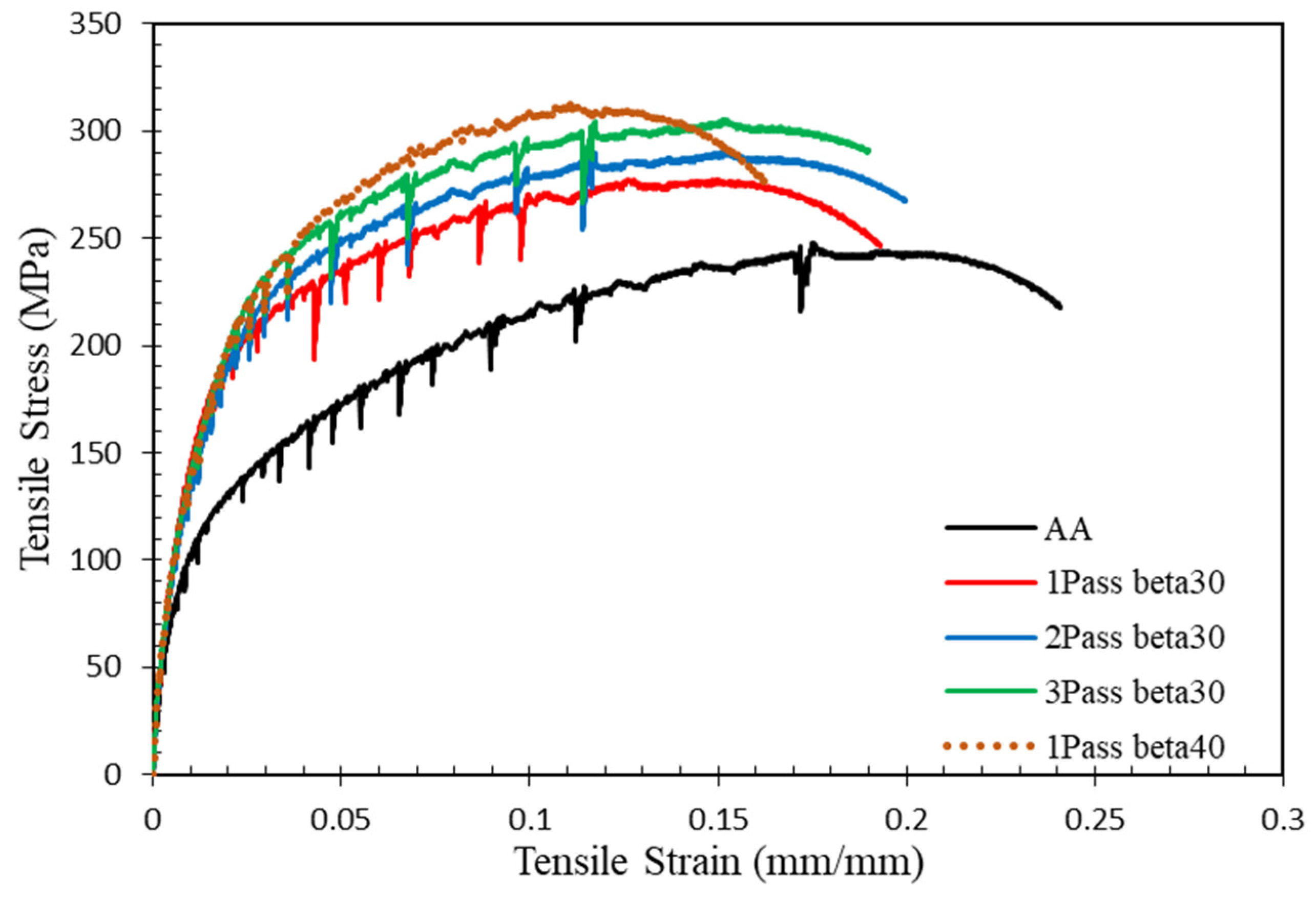
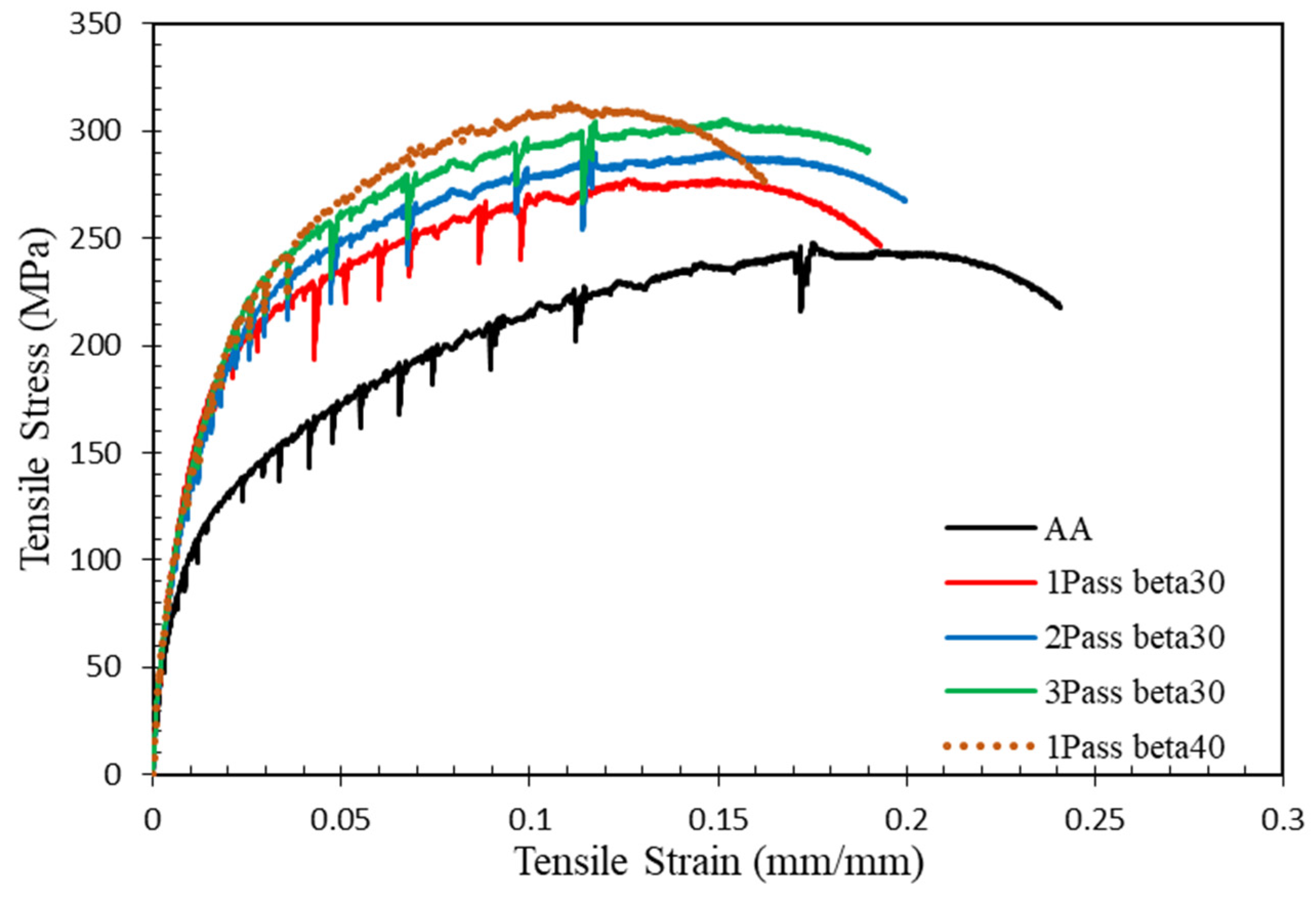
3.2.2. Tensile Properties
4. Conclusions
- 1)
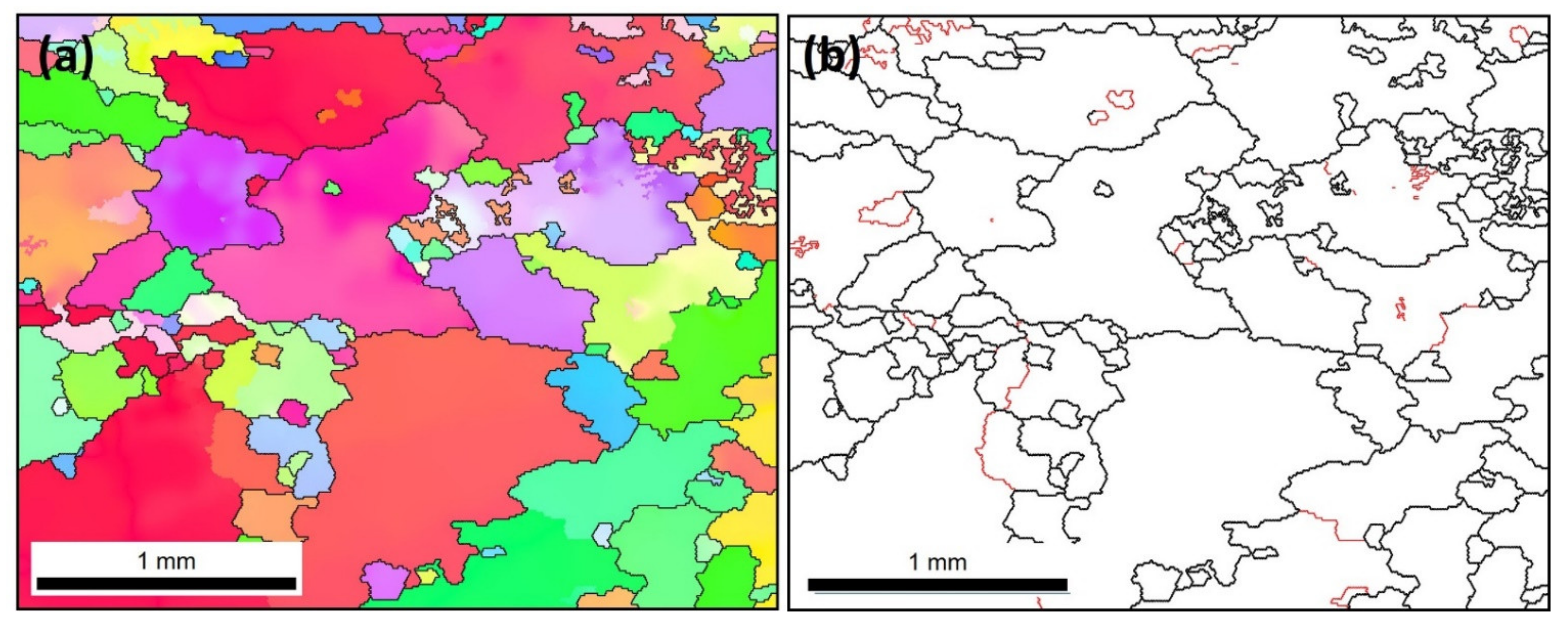
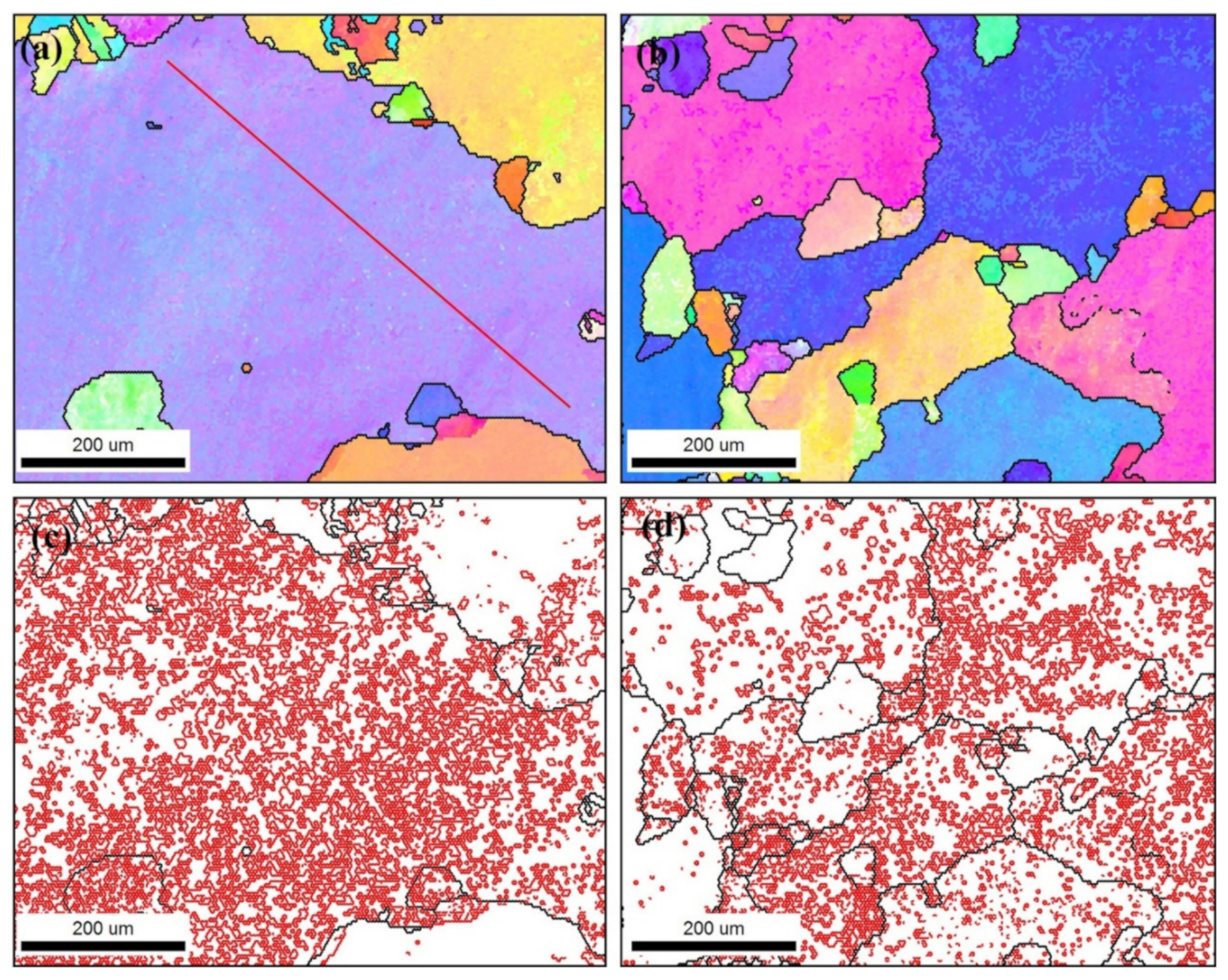
- A significant grain refinement is achieved after MCSTE processing coupled with an increase in HAGBs as a function of increasing the number of passes.
- 2)
- MSCTE using twist angle of β = 30° results in 65% grain refinement after 3-passes, reaching 20 μm compared to 200 μm in the AA condition.
- 3)
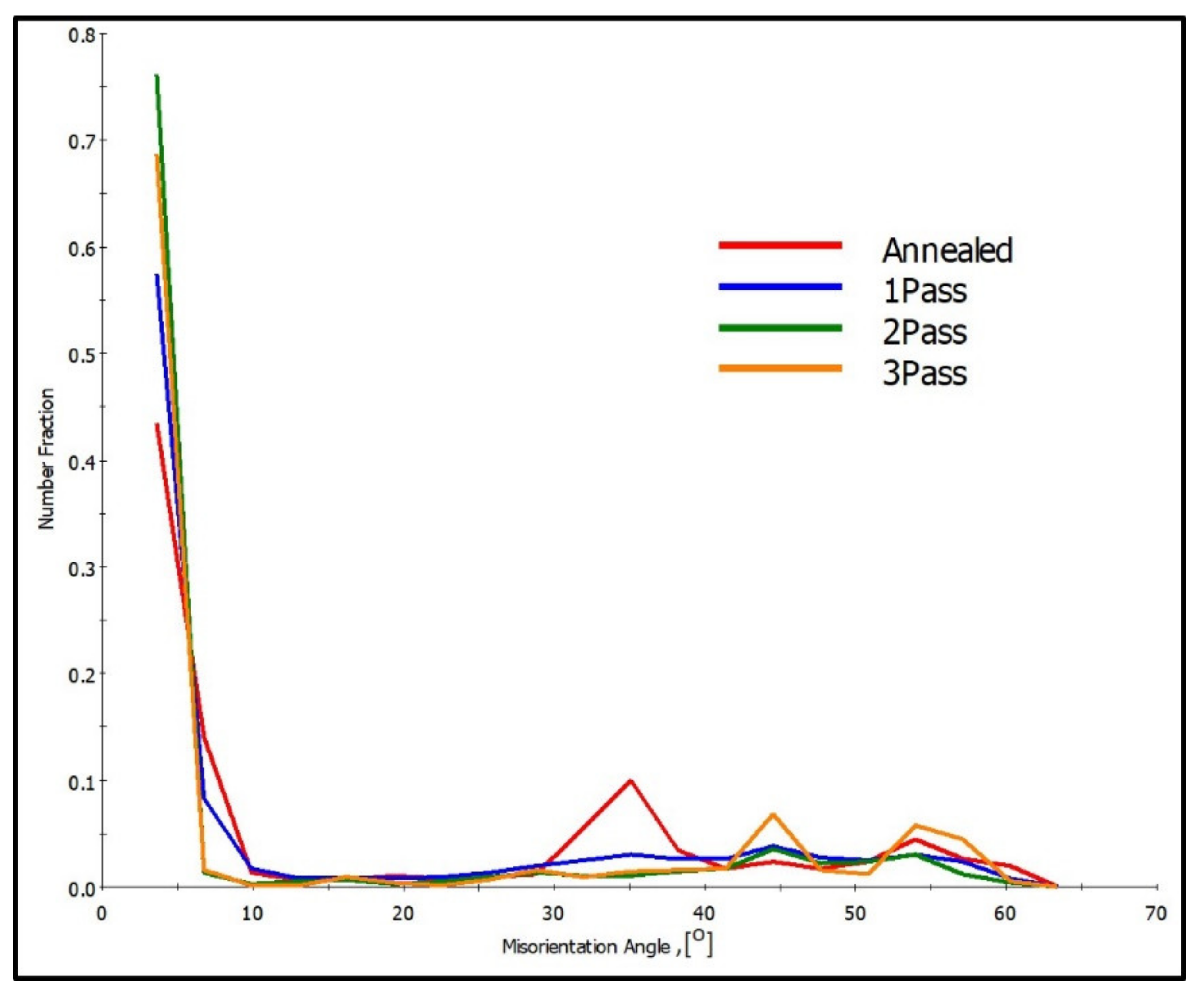
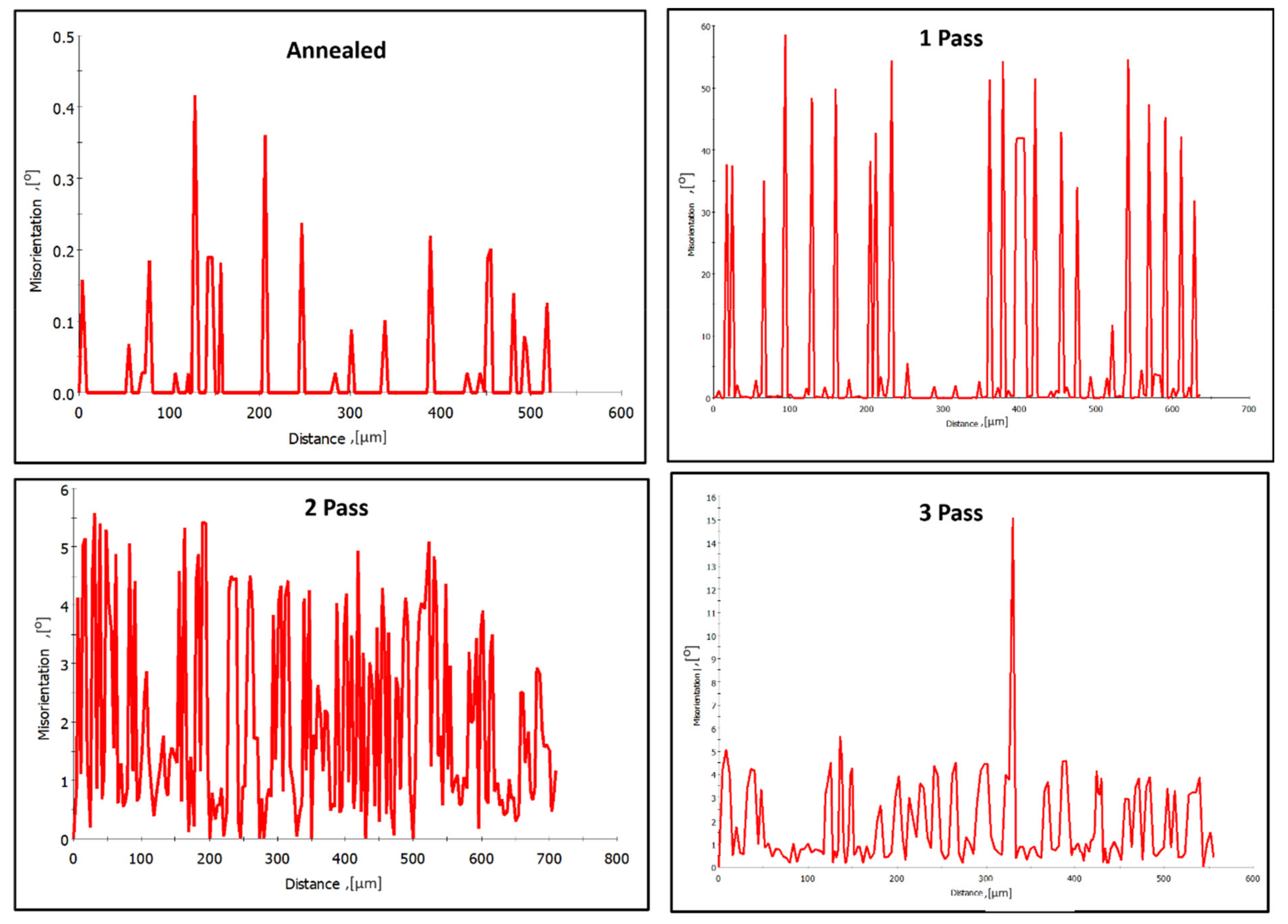
- Misorientation profile maps reveals an increase in the fraction of LAGBs after 2-passes compared to the AA condition followed by an increase in the HAGBs after 3-passes.
- 4)
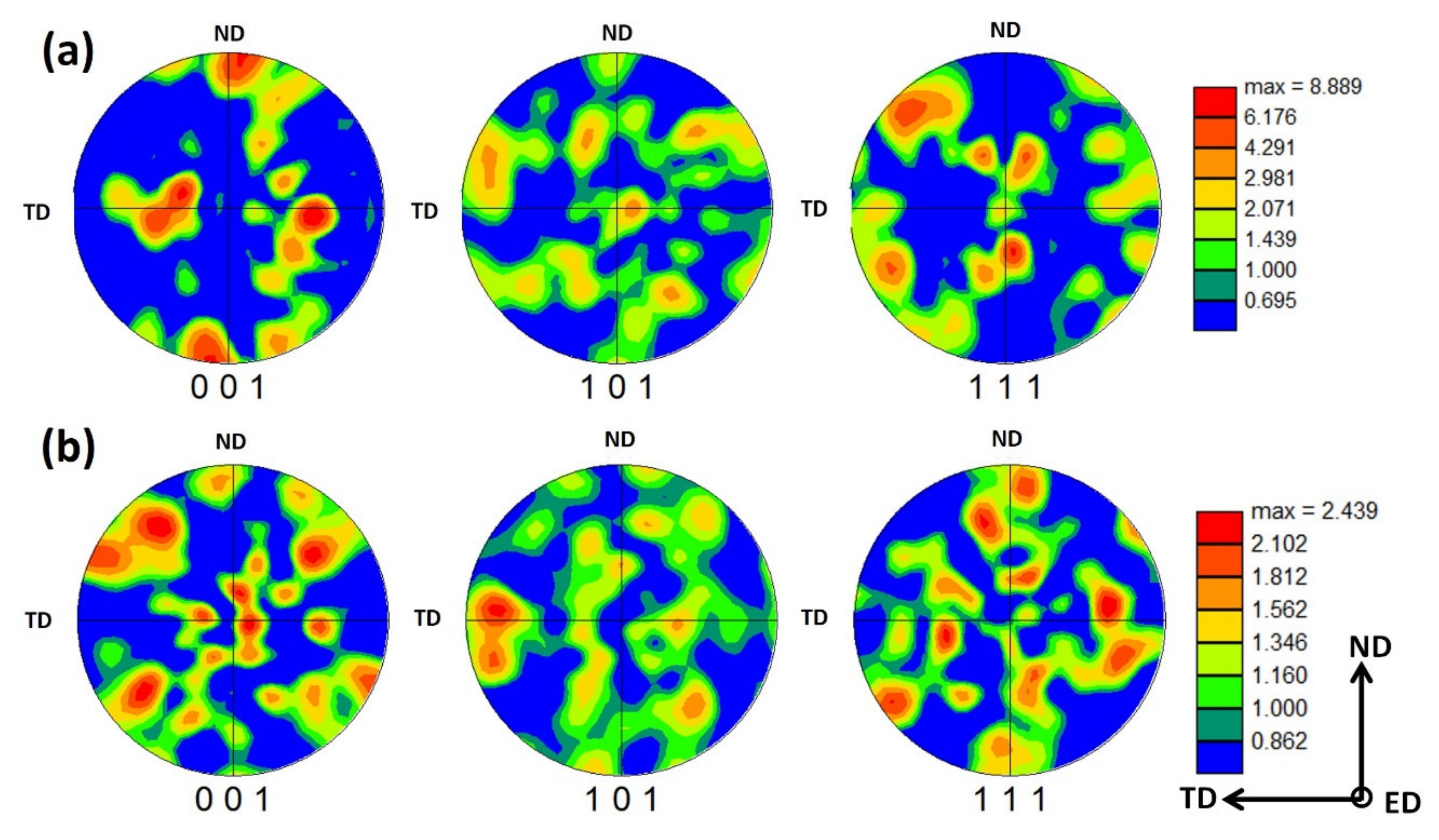
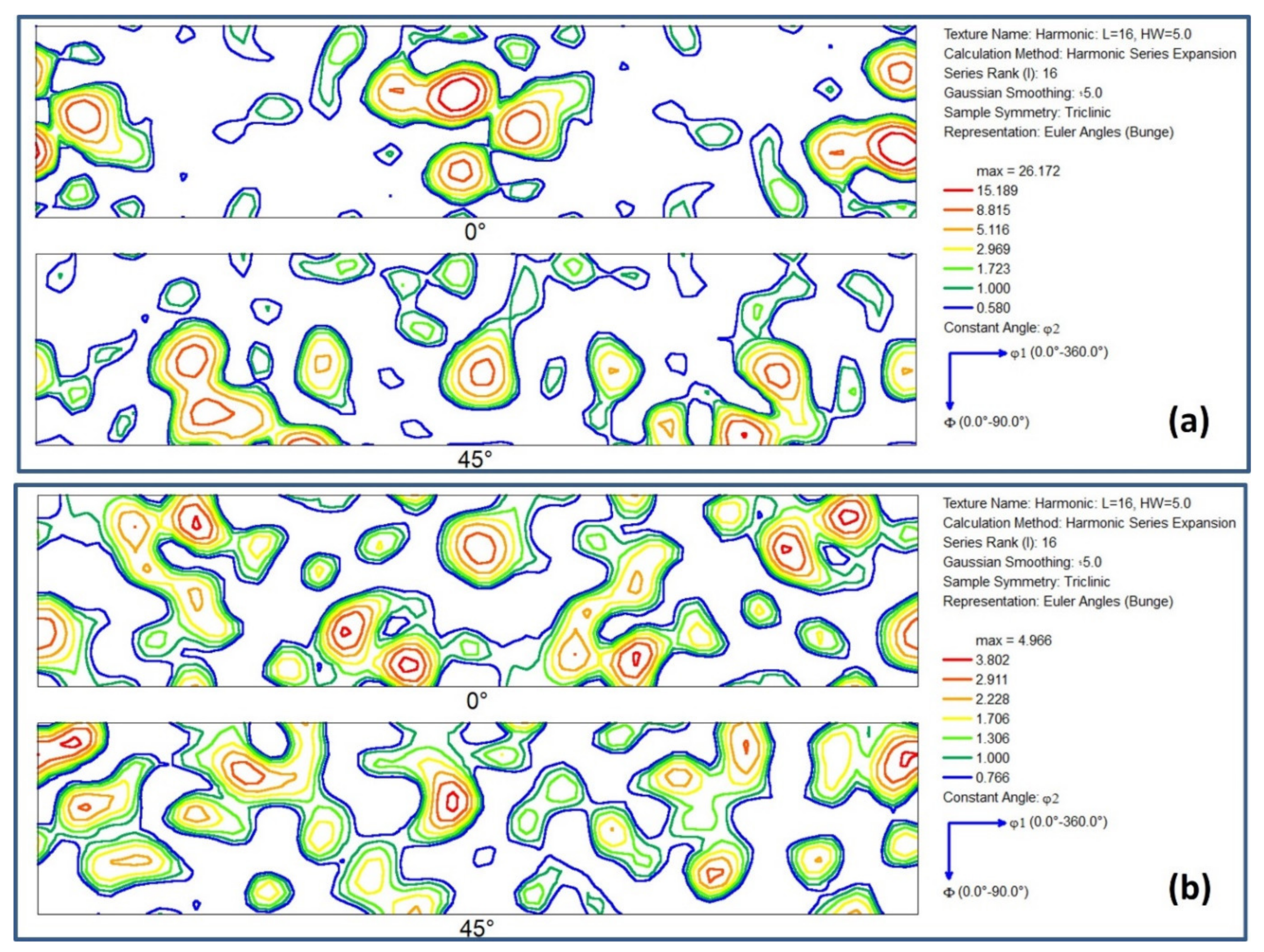
- The crystallographic texture analysis depicted the formation of a cubic texture for the AA plate and demonstrates a random texture for 1-pass extrudate.
- 5)
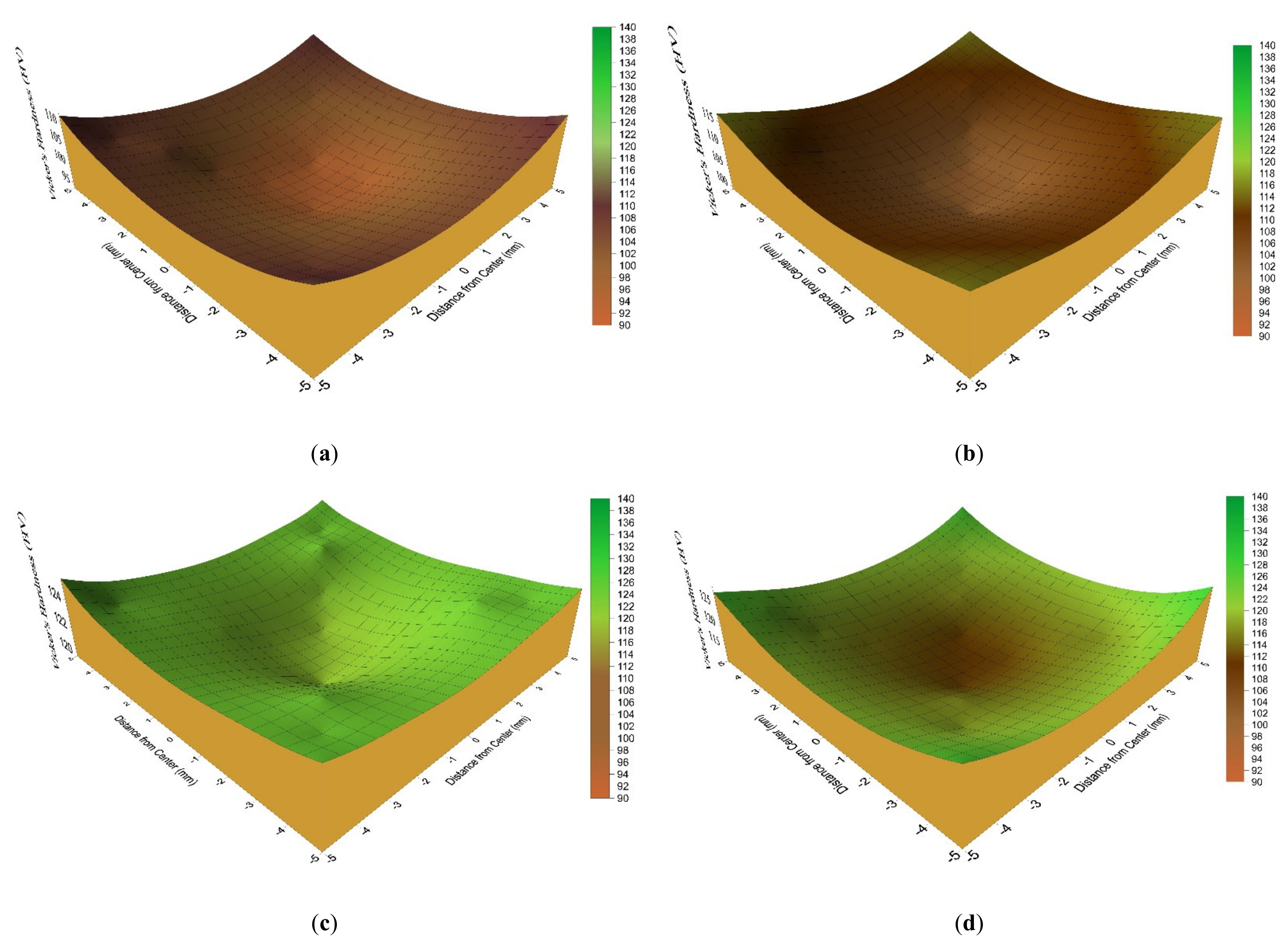
- The hardness and tensile strength increased with increasing number of passes due to the significant grain size reduction and the evolution of subgrains (LAGB) into grains with increasing the intensity of deformation from one-to-three passes via MSCTE.
- 6)
- MSCTE processing via twisting angle β (40°) results in a high intensity of deformation, leading to strain saturation and shear localization after 1-pass of MCSTE.
- 7)
- Homogenization of the microstructure and hence hardness distribution is achieved post 3-passes processing via twist angle β (30°) and only one pass processing via twist.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shen, J.; Chen, X.; Hammond, V.; Kecskes, L.; Mathaudhu, S.; Kondoh, K.; Wei, Q. The effect of rolling on the microstructure and compression behavior of AA5083 subjected to large-scale ECAE. J. Alloys Compd. 2017, 695, 3589–3597. [Google Scholar] [CrossRef]
- Cao, Y.; Ni, S.; Liao, X.; Song, M.; Zhu, Y. Structural evolutions of metallic materials processed by severe plastic deformation. Mat. Sci. Eng. R Rep. 2018, 133, 1–59. [Google Scholar] [CrossRef]
- Nouri, M.; Semnani, H.M.; Emadoddin, E.; Kim, H.K. Investigation of direct extrusion channel effects on twist extrusion using experimental and finite element analysis. Measurement 2018, 127, 115–123. [Google Scholar] [CrossRef]
- El-Shenawy, M.; Ahmed, M.M.Z.; Nassef, A.; El-Hadek, M.; Alzahrani, B.; Zedan, Y.; El-Garaihy, W.H. Effect of ECAP on the Plastic Strain Homogeneity, Microstructural Evolution, Crystallographic Texture and Mechanical Properties of AA2xxx Aluminum Alloy. Metals 2021, 11, 938. [Google Scholar] [CrossRef]
- Alateyah, A.; Aljohani, T.A.; Alawad, M.O.; El-Hafez, H.A.; Almutairi, A.N.; Alharbi, E.S.; Alhamada, R.; El-Garaihy, B.W.; El-Garaihy, W.H. Improved Corrosion Behavior of AZ31 Alloy through ECAP Processing. Metals 2021, 11, 363. [Google Scholar] [CrossRef]
- Alateyah, A.I.; Ahmed, M.M.Z.; Zedan, Y.; El-Hafez, H.A.; Alawad, M.O.; El-Garaihy, W.H. Experimental and Numerical Investigation of the ECAP Processed Copper: Microstructural Evolution, Crystallographic Texture and Hardness Homogeneity. Metals 2021, 11, 607. [Google Scholar] [CrossRef]
- Alateyah, A.I.; Alharbi, M.; Abd El-Hafez, H.M.; El-Garaihy, W.H. The Effect of Equal-Channel Angular Pressing Processing on Microstructural Evolution, Hardness Homogeneity, and Mechanical Properties of Pure Aluminum. SAE Int. J. Mater. Manuf. 2021, 14, 1–14. [Google Scholar]
- Almenaif, O.; Alhumaydan, Y.; Alnafisah, M.; Aldhalaan, M.; Alateyah, A.I.; El-Garaihy, W.H. A Computational Investigation into the Effect of Equal Channel Angular Processing on the Mechanical Properties of Severely Deformed ZK 60 Alloy Validated by Experiments. Am. J. Appl. Sci. 2020, 13, 296–310. [Google Scholar] [CrossRef]
- El-Garaihy, W.H.; Rassoul, E.S.M.A.; Salem, H.G. Consolidation of High Performance AA6061 and AA6061-SiCp Composite Processed by High Pressure Torsion. Mater. Sci. Forum. 2014, 783–786, 2623–2628. [Google Scholar] [CrossRef]
- Salem, H.G.; El-Garaihy, W.H.; Rassoul, E.-S.M.A. Influence of High Pressure Torsion on the Consolidation Behavior and Mechanical Properties of AA6061-SiCp Composites Powders. In Supplemented Proceeding: Materials Processing and Interfaces; The Minerals, Metals & Materials Society (TMS): Pittsburgh, PA, USA, 2012; Volume 1, pp. 553–560. [Google Scholar]
- Nassef, A.; Samy, S.; El-Garaihy, W.H. Enhancement of mechanical properties for Al-Mg-Si alloy using equal channel angular pressing. Int. J. Chem. Nucl. Mater. Metall. Eng. 2015, 9, 131–136. [Google Scholar]
- Ahmed, M.M.Z.; Seleman, M.M.E.; Zidan, Z.A.; Ramadan, R.M.; Ataya, S.; Alsaleh, N.A. Microstructure and Mechanical Properties of Dissimilar Friction Stir Welded AA2024-T4/AA7075-T6 T-Butt Joints. Metals 2021, 11, 128. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Ataya, S.; Seleman, M.M.E.; Allam, T. Grain Structure, Crystallographic Texture, and Hardening Behavior of Dissimilar Friction Stir Welded AA5083-O and AA5754-H14. Metals 2021, 11, 181. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Wynne, B.P.; Rainforth, W.M.; Addison, A.; Martin, J.P.; Threadgill, P.L. Effect of Tool Geometry and Heat Input on the Hardness, Grain Structure, and Crystallographic Texture of Thick-Section Friction Stir-Welded Aluminium. Metall. Mater. Trans. A 2019, 50, 271–284. [Google Scholar] [CrossRef]
- Singh, S.; Pal, K. Influence of Texture Evolution on Mechanical and Damping Properties of SiC/Li2ZrO3/Al Composite through Friction Stir Processing. J. Eng. Mater. Technol. 2020, 142, 021011. [Google Scholar] [CrossRef]
- Orlov, D.; Beygelzimer, Y.; Synkov, S.; Varyukhin, V.; Horita, Z. Evolution of microstructure and hardness in pure al by twist extrusion. Mater. Trans. 2008, 49, 2–6. [Google Scholar] [CrossRef]
- Stolyarov, V.V.; Lapovok, R. Effect of backpressure on structure and properties of AA5083 alloy processed by ECAP. J. Alloys Compd. 2004, 378, 233–236. [Google Scholar] [CrossRef]
- Rogachev, S.; Naumova, E.; Vasileva, E.; Magurina, M.Y.; Sundeev, R.; Veligzhanin, A. Structure and mechanical properties of Al–Ca alloys processed by severe plastic deformation. Mater. Sci. Eng. A 2019, 767, 138410. [Google Scholar] [CrossRef]
- Fouad, D.; Moataz, A.; El-Garaihy, W.H.; Salem, H.G. Numerical and experimental analysis of multi-channel spiral twist extrusion processing of AA5083. Mat. Sci. Eng. A 2019, 764, 138216. [Google Scholar] [CrossRef]
- Jin, H.; Gallerneault, M.; Segal, V.M.; Young, P.J.; Lloyd, D.J. Grain structure and texture in aluminum alloy AA5083 after equal angular channel extrusion, warm rolling and subsequent annealing. Mater. Sci. Technol. 2011, 27, 789–792. [Google Scholar] [CrossRef]
- Beygelzimer, Y.; Kulagin, R.; Estrin, Y.; Toth, L.S.; Kim, H.S.; Latypov, M.I. Twist Extrusion as a Potent Tool for Obtaining Advanced Engineering Materials: A Review. Adv. Eng. Mater. 2017, 19, 1600873. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Ryukhtin, V.; Cullen, J.C.; Lavery, N.P. Study of structure of naturally aged aluminum after twist channel angular pressing. Mater. Charact. 2019, 152, 94–100. [Google Scholar] [CrossRef] [Green Version]
- Joudaki, J.; Safari, M.; Alhosseini, S.M. Twist Extrusion: Introduction, Strain Distribution, and Process Parameters Investigation. Met. Mater. Int. 2019, 25, 15931602. [Google Scholar] [CrossRef]
- She, J.; Peng, P.; Tang, A.T.; Zhang, J.Y.; Mao, J.J.; Liu, T.T.; Zhou, S.B.; Wang, Y.; Pan, F.S. Novel on-line twist extrusion process for bulk magnesium alloys. Mater. Des. 2019, 182, 108011. [Google Scholar] [CrossRef]
- Pardis, N.; Ebrahimi, R. Deformation behavior in simple shear Extrusion (SSE) as a new severe plastic deformation technique. Mater. Sci. Eng. A. 2009, 527, 335–360. [Google Scholar] [CrossRef]
- Orlov, D.; Beygelzimer, Y.; Synkov, S.; Varyukhin, V.; Tsuji, N.; Horita, N. Plastic flow, structure and mechanical properties in pure Al deformed by twist extrusion. Mater. Sci. Eng. A 2019, 519, 105–111. [Google Scholar] [CrossRef]
- El-Garaihy, W.H.; Fouad, D.M.; Salem, H.G. Multi-channel Spiral Twist Extrusion (MCSTE): A Novel Severe Plastic Deformation Technique for Grain Refinement. Metall. Mater. Trans. A 2018, 49, 2854–2864. [Google Scholar] [CrossRef]
- Gudimetla, K.; Jampana, G.V.; Kumar, S.R.; Ravisankar, B.; Kumaran, S. Effect of Equal Channel Angular Pressing on Densification Behavior of Al 5083 Alloy Powder. Mater. Sci. Forum 2015, 830–831, 63–66. [Google Scholar] [CrossRef]
- Latypov, M.I.; Yoon, E.Y.; Lee, D.J.; Kulagin, R.; Beygelzimer, Y.; Salehi, M.S.; Kim, H.S. Microstructure and Mechanical Properties of Copper Processed by Twist Extrusion with a Reduced Twist-Line Slope. Metall. Mater. Trans. A 2014, 45, 2232–2241. [Google Scholar] [CrossRef] [Green Version]
- Fouad, D.M.; El-Garaihy, W.H.; Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Salem, H.G. Influence of multi-channel spiral twist extrusion (MCSTE) processing on structural evolution, crystallographic texture and mechanical properties of AA1100. Mater. Sci. Eng. A 2018, 737, 166–175. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Wynne, B.P.; El-Sayed Seleman, M.M.; Rainforth, W.M. A comparison of crystallographic texture and grain structure development in aluminum generated by friction stir welding and high strain torsion. Mater. Des. 2016, 103, 259–267. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. (Eds.) Recrystallization and Related Annealing Phenomena; Elsevier Pergamon: Oxford, UK, 2004; pp. 1–658. [Google Scholar]
- Mcnelley, T.R.; Swaminathan, S.; Su, J.Q. Recrystallization Mechanisms during Friction Stir Welding/Processing of Aluminum Alloys. Scr. Mater. 2008, 58, 349–354. [Google Scholar] [CrossRef] [Green Version]
- Kaibyshev, R.; Malopheyev, S. Mechanisms of dynamic recrystallization in aluminum alloys. Mater. Sci. Forum 2014, 794–796, 784–789. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Wu, Y.; Liu, C.; Liao, H.; Jiang, J.; Ma, A. Joint effect of micro-sized Si particles and nano-sized dispersoids on the flow behavior and dynamic recrystallization of near-eutectic Al–Si based alloys during hot compression. J. Alloys Compd. 2021, 856, 158072. [Google Scholar] [CrossRef]
- Liu, H.; Ju, J.; Yang, X.; Yan, J.; Song, D.; Jiang, J.; Ma, A. A two-step dynamic recrystallization induced by LPSO phases and its impact on mechanical property of severe plastic deformation processed Mg97Y2Zn1 alloy. J. Alloys Compd. 2017, 704, 509–517. [Google Scholar] [CrossRef]
- Yasakau, K.A.; Zheludkevich, M.L.; Lamaka, S.V.; Ferreira, M.G.S. Role of intermetallic phases in localized corrosion of AA5083. Electrochim. Acta 2007, 52, 7651–7659. [Google Scholar] [CrossRef]
- Czechowski, M. Low-cycle fatigue of friction stir welded Al–Mg alloys. J. Mater. Process. Technol. 2005, 164–165, 1001–1006. [Google Scholar] [CrossRef]
- Lucadamo, G.; Yang, N.Y.C.; Marchi, C.S.; Lavernia, E.J. Microstructure characterization in cryomilled Al 5083. Mater. Sci. Eng. A 2006, 430, 230–241. [Google Scholar] [CrossRef]
- Zendehdel, D.H.; Hassani, A. Influence of twist extrusion process on microstructure and mechanical properties of 6063 aluminum alloy. Mater. Des. 2011, 37, 13–18. [Google Scholar] [CrossRef]
- Bakkar, A.; Ahmed, M.M.Z.; Alsaleh, N.A.; Seleman, M.M.E.; Ataya, S. Microstructure, Wear, and Corrosion Characterization of High TiC Content Inconel 625 Matrix Composites. J. Mater. Res. Technol. 2019, 8, 1102–1110. [Google Scholar] [CrossRef]
- Iqbal, U.M.; Kumar, V.S. An analysis on effect of multi-pass twist extrusion process of AA6061 alloy. Mater. Des. 2013, 50, 946–953. [Google Scholar] [CrossRef]
- Faregh, S.S.; Hassani, A. Stress and strain distribution in twist extrusion of AA606 aluminum alloy. Int. J. Mater. Form. 2018, 11, 175–184. [Google Scholar] [CrossRef]
- Kalahroudi, F.J.; Eivani, A.R.; Jafarian, H.R.; Amouri, A.; Gholizadeh, R. Inhomogeneity in strain, microstructure and mechanical properties of AA1050 alloy during twist extrusion. Mater. Sci. Eng. A 2016, 667, 349–357. [Google Scholar] [CrossRef]
- Fouad, D.M.; Moataz, A.; El-Garaihy, W.H.; Salem, H.G. Multi-objective Optimization of Multi-Channel Spiral Twist Extrusion Process Using a Response Surface Approach and Finite Element Analysis. In Proceedings of the Materials Science & Technology Conference & Exhibition Proceeding (MS &T 2018), Columbus, OH, USA, 14–18 October 2018; pp. 1470–1477. [Google Scholar]
- Beygelzimer, Y.; Kulagin, R.; Davydenko, O. Vortex Formation Under Twist Extrusion. Nanosyst. Nanomater. Nanotechnol. 2016, 14, 553–560. [Google Scholar]
- Attarilar, S.; Gode, C.; Mashhuriazar, M.H.; Ebrahimi, M. Tailoring twist extrusion process; the better strain behavior at the lower required loads. J. Alloys Compd. 2021, 859, 157855. [Google Scholar] [CrossRef]
- Iqbal, U.M.; Kumar, V.S.; Gopalakannan, S. Application of response surface methodology in optimizing the process parameters of twist extrusion process for AA6061-T6 aluminum alloy. Measurement 2016, 94, 126–138. [Google Scholar] [CrossRef]
- Skiba, J.; Kossakowska, J.; Kulczyk, M.; Pachla, W.; Przybysz, S.; Koziorowska, J.S.; Przybysz, M. The impact of severe plastic deformations obtained by hydrostatic extrusion on the machinability of ultrafine-grained AA5083 alloy. J. Manuf. Process. 2020, 58, 1232–1240. [Google Scholar] [CrossRef]
- Savarabadi, M.M.; Faraji, G.; Zalnezhad, E. Hydrostatic tube cyclic expansion extrusion (HTCEE) as a new severe plastic deformation method for producing long nanostructured tubes. J. Alloys Compd. 2019, 785, 163–168. [Google Scholar] [CrossRef]
- Seleman, M.M.E.; Ahmed, M.M.Z.; Ataya, S. Microstructure and Mechanical Properties of Hot Extruded 6016 Aluminum Alloy / Graphite Composites. J. Mater. Sci. Technol. 2018, 34, 1580–1591. [Google Scholar] [CrossRef]
- Hamada, A.S.; Järvenpää, A.; Ahmed, M.M.Z.; Jaskari, M.; Wynne, B.P.; Porter, D.A.; Karjalainen, L.P. The Microstructural Evolution of Friction Stir Welded AA6082-T6 Aluminum Alloy during Cyclic Deformation. Mater. Sci. Eng. A 2015, 642. [Google Scholar] [CrossRef]
- El-Danaf, E.A.; Soliman, M.S.; Almajid, A.A.; El-Rayes, M.M. Enhancement of mechanical properties and grain size refinement of commercial purity aluminum 1050 processed by ECAP. Mater. Sci. Eng. A 2007, 458, 226–234. [Google Scholar] [CrossRef]
- Ebrahimia, G.R.; Barghamadia, A.; Ezatpourb, H.R.; Amiri, A. A novel single pass severe plastic deformation method using combination of planar twist extrusion and conventional extrusion. J. Manuf. Process. 2019, 47, 427–436. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Condition | Twist Angle (β) | HV Values | YS (MPa) | UTS (MPa) | Elongation (%) | |
|---|---|---|---|---|---|---|
| Center | Periphery | |||||
| AA | 80 ± 2 | 90 ± 2 | 230 ± 1 | 25 ± 0.5 | ||
| 1-pass | 30° | 99.6 ± 2 | 104.7 ± 4 | 190 ± 1 | 250 ± 1 | 19.8 ± 0.25 |
| 2-passes | 110.6 ± 5 | 106 ± 4.5 | 200 ± 1 | 266 ± 3 | 20 ± 2 | |
| 3-passes | 125 ± 3 | 127 ± 3 | 215 ± 2 | 300 ± 2 | 19 ± 1.5 | |
| 1-pass | 40° | 120 ± 3.5 | 126 ± 2 | 230 ± 2 | 315 ± 2 | 16 ± 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fouad, D.M.; El-Garaihy, W.H.; Ahmed, M.M.Z.; Albaijan, I.; Seleman, M.M.E.-S.; Salem, H.G. Grain Structure Evolution and Mechanical Properties of Multi-Channel Spiral Twist Extruded AA5083. Metals 2021, 11, 1276. https://doi.org/10.3390/met11081276
Fouad DM, El-Garaihy WH, Ahmed MMZ, Albaijan I, Seleman MME-S, Salem HG. Grain Structure Evolution and Mechanical Properties of Multi-Channel Spiral Twist Extruded AA5083. Metals. 2021; 11(8):1276. https://doi.org/10.3390/met11081276
Chicago/Turabian StyleFouad, Dina M., Waleed H. El-Garaihy, Mohamed M. Z. Ahmed, Ibrahim Albaijan, Mohamed M. El-Sayed Seleman, and Hanadi G. Salem. 2021. "Grain Structure Evolution and Mechanical Properties of Multi-Channel Spiral Twist Extruded AA5083" Metals 11, no. 8: 1276. https://doi.org/10.3390/met11081276
APA StyleFouad, D. M., El-Garaihy, W. H., Ahmed, M. M. Z., Albaijan, I., Seleman, M. M. E.-S., & Salem, H. G. (2021). Grain Structure Evolution and Mechanical Properties of Multi-Channel Spiral Twist Extruded AA5083. Metals, 11(8), 1276. https://doi.org/10.3390/met11081276