Abstract
The metal-containing sludge generated from the printed circuit boards (PCBs) manufacturing has been recycled as a secondary resource of copper (Cu) rather than being treated as a hazardous solid waste. However, it should consider the complexity of processing and using of oxidizing or precipitation agents to dissolve and separate Cu from other impurities, especially iron (Fe). This study has combined the dissolution and separation step in one stage by integrated acid leaching and electrodeposition to simplify the recovery process, while maintaining the high efficiency of separation. The chemistry of acid leaching and electrodeposition of the metals demonstrated that the metals (Cu and Fe) in the sludge sample were dissolved in the H2SO4 electrolyte, and Cu could be selectively deposited on the cathode based on the different potential conditions to reduce it on the cathode. The important factors affecting the deposition of Cu were investigated, finding the optimal conditions (current density 15 mA/cm2, H2SO4 100 g/L, Cu 20 g/L, at 45 °C, and for 6 h) which could completely recover Cu from the electrolyte in a selective manner. The obtained copper product possessed a high purity of >99% with adequately uniform morphology and an acceptable consumption of energy (1.7 kWh/kg). It is an effective and simple approach to reclaim the value metal copper from the industrial waste in one single stage of integrated extraction and refining.
1. Introduction
The manufacturing of printed circuit boards (PCBs) involves a multi-stage process using a variety of organic and inorganic reagents, which releases a large amount of heavy metal-containing sludge from waste water and spent solutions after neutralization and sedimentation [1]. Recently, a transition to the recycling process of value metals from these solid wastes has been considered rather than the stabilization of the hazardous metals before being disposed or landfilled [2,3]. It is apparently a better option for the treatment of industrial sludge to reduce the environmental impacts, while turning them into a promising resource of the value metals to contribute economically and conserve the primary ores of the contained metals. Commonly, the sludge generated from PCBs manufacturing contains the major components such as copper (Cu) and iron (Fe). Accordingly, there have been attempts to selectively recover Cu from Fe using pyrometallurgical or hydrometallurgical extraction methods [4,5].
Pyrometallurgical approaches can apply for recycling at a commercial scale by smelting the sludge with suitable fluxes. However, it requires a typical apparatus and large amount of energy due to the high temperature operation, and further refining the stage to obtain high quality products [4]. Hydrometallurgical processes are alternative methods to recover copper from Cu-bearing sludge by dissolution in a wide range of acid media such as HCl, HClO4, HNO3, or H2SO4 [6,7,8,9,10,11]. Unfortunately, these processes are not selective, as these strong acids dissolve several metals including the Cu and Fe contained in the sludge. Consequently, the selective separation of Cu and Fe is necessary from the obtained leach liquors, which generally employs the chemical precipitation of iron using alkaline and oxidizing agents, or cementation of Cu using a metal powder. For instance, the ammonia solution was added to the solution containing Cu and Fe after sulfuric leaching for the precipitation of Fe hydroxides, while maintaining Cu as soluble amine complexes in the solution [12]. The ultrasound-assisted leaching with a pH adjustment at 2.5 by the addition of lime can achieve efficient leaching of Cu (93.76%) to the solution and stabilize Fe (97.93%) in the leaching residue [9]. Another method to precipitate iron in the leaching solution is the Jarosite process, which converts Fe to the phase KFe3(SO4)2(OH)6 and Cu can be recovered further as a product of sulfide compound [13]. The chemical exchange using iron powder (Fe0) as a reducing agent was also applied to cement ~95% of Cu in the leach liquor at the optimal conditions: Fe:Cu 5:1, pH 2.0, 50 °C, 200 rpm [14]. Hydrometallurgical methods can ensure high efficiency of selective Cu recovery from the Cu-bearing sludge. However, this approach appears to be complicated and is found to consume more chemicals due to the necessity of multi-stage leaching, in addition to adding oxidizing or precipitation agents. Therefore, it should be worth investigating the extraction and purification of Cu in one single stage without using other chemical additives to simplify the recycling process of the Cu-bearing sludge.
The potential approach is to employ the recovery process based on electrolytic reactors, which is commonly used in copper metallurgy to separate and refine Cu not only from the primary ores but also from the secondary resources such as wasted PCBs, wastewater sludge, or flue dust [15,16,17,18]. The electrochemical recovery of Cu is generally employed in two stages: (i) Anodic generation of oxidizing agents or direct electro-oxidation to dissolve the metal from the solid sample (electro-leaching stage) and (ii) selective cathodic reduction of dissolved metal ions in the leach liquor to promote its separation from other impurities (electro-winning stage) [15,19]. In the leaching stage, the oxidants (Cl2 or O2) can be produced by reactions on the anode in chloride aqueous media to promote the dissolution of Cu otherwise the solid sample containing copper is used as the anode material to be dissolved into the electrolyte by the effect of an electric current [16,17,20]. In the separation stage, Cu ions are electrolytically deposited on the surface of a cathode leaving the impurities in the leach liquor [21,22,23,24]. However, the leaching and separation stage can be simply integrated at one stage in the electrolytic cell somewhat resembling the electro-refining of Cu from the Cu anode [15], which is more advantageous than the multi-stage process following traditional hydrometallurgical recovery. It was demonstrated that the hydroxyl radical formation at active sites on the anode by water oxidation can react with the organic metallic compounds and metal oxides of copper in the sewage sludge from the wastewater treatment plant [17]. Therefore, Cu from the sewage sludge was simultaneously dissolved and deposited in the (H2SO4 5.0 M) electrolyte using Ti/RuO2 anode and Ti cathode, which obtained a high efficiency of leaching and electrodeposition more than 90% of Cu. Other processes could anodically dissolve Cu-metal from the concentrated PCBs powder placed in a stainless steel basket as the anode into the solution of CuSO4 40.0 g/L and H2SO4 180.0 g/L, while the Cu ion was simultaneously reduced and deposited on the cathode with 96% recovery efficiency at 40 °C, after 15 h [25]. Similarly, an investigation on using the waste PCBs powder as the anode material presented the direct electro-leaching of Cu in the electrolyte containing CuSO4·5H2O 40.0 g/L, NaCl 40.0 g/L, and H2SO4 118.0 g/L at a current density of 80 mA/cm2, and performed a potential recovery of 97.32% Cu with high purity of 99.86% [20]. Interestingly, the electric field has been employed in bioleaching of Cu from PCBs to enhance the functional bacterial, and the results show that the 40 mA electric current application could decrease the leaching time from 5 to 3 days simultaneously with the electrodeposition of Cu on the cathode (97% within 4 days) [26]. Apparently, the feasibility of combination leaching and separation stages in one single cell by the electrochemical-based process can satisfy the requirement of simplification to recover Cu from the Cu-bearing sludge.
In view of the above, the present work has been conducted to investigate the possibility of Cu leaching and selective recovery from the Cu-bearing sludge when the industrial sludge sample was immersed in H2SO4 or a mixture of H2SO4 and CuSO4 solution as the electrolyte with the supplement of a certain voltage to facilitate copper-electrodeposition. The integrated dissolution and the selective separation of Cu from Fe are described, along with the optimization of process parameters for Cu-electrodeposition particularly the variation of current density, temperature, H2SO4, and total copper concentration.
2. Materials and Methods
The waste sludge from a PCBs manufacturing unit was supplied by SungEel Himetal, South Korea. The sample was pre-treated by drying (at 105 °C for 24 h), scrubbing (rod mill with a diameter of 10 mm and a length of 89.74 mm, speed of 83 rpm for 5 min), and sieving to collect the particle size fraction of <45 μm. The phases of Cu and Fe were further characterized using thermogravimetric and differential thermal analyses (TGA-DTA, DTG 60H, Shimadzu, Japan), as well as X-ray diffraction (XRD, D2 Phaser, Bruker, Germany). The results show that the copper in the waste sludge is in the form of Cu(OH)2 and Cu metal, while Fe mainly presents as Fe(OH)3 and a minor amount of Fe(OH)2 [27]. The chemical composition of the Cu-bearing sludge was analyzed by the wet method and is listed in Table 1. Sulfuric acid (H2SO4, 95%, Junsei Chemical Co. Ltd., Tokyo, Japan) and copper sulfate pentahydrate (CuSO4·5H2O, 99%, Daejung Chemicals & Metals Co. Ltd., Gyeonggi-do, Korea) were used to generate the leaching and electrolyte solution used during the electrochemical process to recover Cu. Nitric acid (HNO3, 61%, Junsei Chemical Co. Ltd., Tokyo, Japan) was used to dissolve Cu on the cathode when defining the purity of the Cu product.

Table 1.
Chemical compositions of the copper sludge sample.
All experiments were carried out with the arrangement of an electrolytic cell, as shown in Figure 1. The electrolytic cell was constructed in a 500 mL glass beaker, wherein the electrodes, the anode (15.0 cm height × 5 cm width) is made of 304 stainless steel and the cathode (15.0 cm height × 5 cm width) was the copper plate with the immersed surface area of 10 cm2 for each electrode. The distance between the two-electrodes was fixed at 4 cm, and the magnetic stirring bar was placed to achieve a good mass transfer in the solution while stirring at 300 rpm. The current was provided by a DC power supply (TAU1, Jungdo Test Instrument Co., Seoul, Korea ). The Cu-bearing sludge was placed in the H2SO4 solution or mixture of H2SO4 and CuSO4 solution as the supporting electrolyte with the variation of the current density, temperature, the concentration of H2SO4, and total Cu to optimize the conditions of copper recovery. The metal contents in the solution were analyzed using an inductively coupled plasma spectrometer (ICP, OPTIMA 7300DV, Perkin Elmer, Seoul, Korea). The morphology and compositions of deposited Cu were examined by the scanning electron microscope and energy dispersive X-ray spectroscopy (SEM-EDS, Hitachi S-4800, Tokyo, Japan). The deposited products on the cathode were weighted and dissolved in an HNO3 solution to determine the purity; results show the product Cu as the dominant composition without the presence of Fe. Therefore, the deposition efficiency of Cu and the contents of Cu/Fe that remained in the solution were calculated as follows:
where MD is the weight of Cu deposited on cathode, MS is the mass of Cu/Fe in the solution, and MO is the initial mass of Cu/Fe in the sludge sample.
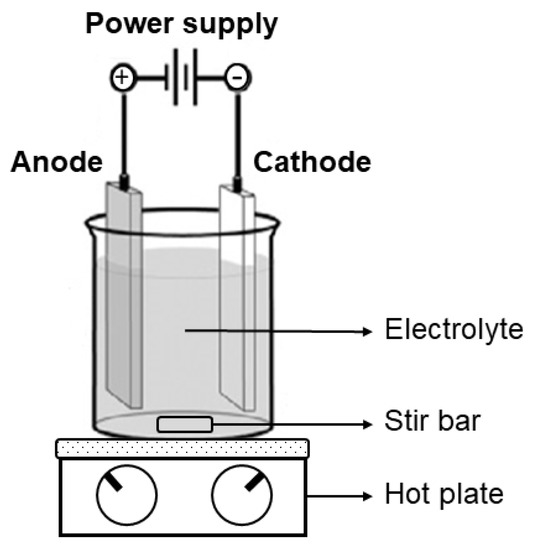
Figure 1.
Schematic diagram of the electrolytic cell arrangement.
3. Results
3.1. Integrated Acid Leaching and Electrolytic Deposition of Cu from the Cu-Bearing Sludge
The experiment was conducted to estimate the efficiency of integrated leaching and separation of Cu from the waste sludge. A 4.0 g of the Cu-bearing sludge was placed in 200 mL of H2SO4 (100 g/L) solution, with the applied current density of 10 mA/cm2 for 4 h at 25 °C. A single acid leaching of 4.0 g sample was performed at the analogous conditions (200 mL of H2SO4 100 g/L solution, for 4 h at 25 °C) to demonstrate the difference between the experiments with and without the application of the electrical current.
The single acid leaching indicates that Cu and Fe from the Cu-bearing sludge were effectively dissolved in the H2SO4 solution even without a supplement of electrical current or oxidants due to the major phases of Cu and Fe as hydroxides (Equations (3)–(5)) [27]. The dissolution of Cu metal occurred on account of the presence of Fe3+ as an oxidizing agent (Equation (6)) [27]. Especially, the dissolution efficiency of Cu and Fe were significantly high (Cu (~90%) and Fe (~72%)) at the beginning of the leaching process (5 min), and the dissolution of Cu and Fe were almost completed and became constant after 60 min (Figure 2a,b). When the voltage was applied along with the acid leaching, the Cu content in the solution was slightly lower than 90% first and gradually decreased from ~90% at 10 min to ~52% at 240 min. The reduction of Cu on the cathode induced the decrease of Cu content in the solution, which implied that the electrodeposition of Cu occurred integrally along with the acid leaching from the starting time (5 min). However, the deposition efficiency of Cu was relatively low, less than 12% before 60 min, and slowly increased to ~48% after 240 min. Interestingly, the total amount of Fe remained the same in the electrolyte with or without the application of electrical current, increased from ~72% at 5 min to ~99% at 60 min, and was constantly ~100% after 60 min (Figure 2b). Even though copper was principally leached out chemically from the sludge with H2SO4 showing a very high dissolution efficiency (90% in 5 min), the application of the voltage would probably contribute to the electro-chemical leaching of the metals contained in the sludge samples. However, the component of electro-chemical dissolution of copper has been mostly ignored in the discussion in view of the very high chemical leaching efficiency of the metals (Cu, Fe) kinetically from the sludge in the sulfuric acid solution itself. Therefore, it demonstrates the selective separation of Cu from Fe by the integrated acid leaching and electrodeposition of Cu in the H2SO4 electrolyte based on the difference of potential conditions for the reduction on the cathode (Equations (8) and (10)). The chemistry of metals dissolution and deposition in the electrolytic cell are described by the reactions shown in Equations (3)–(11) and Figure 3. Although Cu is theoretically recovered by electrodeposition before Fe based on the electrochemical motive force [28], the presence of Fe3+ and proton (H+) can result in the unwanted parasitic reactions on the cathode (Equations (7) and (9)), which affects the electrodeposition of Cu. However, the observation apparently verifies the feasibility of Cu leaching and selective separation from the Cu-bearing sludge in one single stage by the effect of the electrical current, and further investigations were conducted to enhance the recovery of Cu due to the low deposition efficiency.
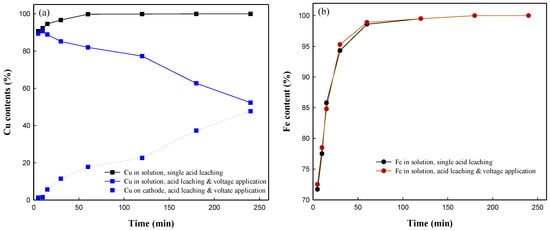
Figure 2.
The variation of metal contents in the solution. (a) Copper (Cu), (b) Iron (Fe). Single acid leaching conditions: 200 mL H2SO4 100 g/L, 4 h, 25 °C. Electrodeposition conditions: 200 mL H2SO4 100 g/L, current density 10 mA/cm2, 4 h, 25 °C.
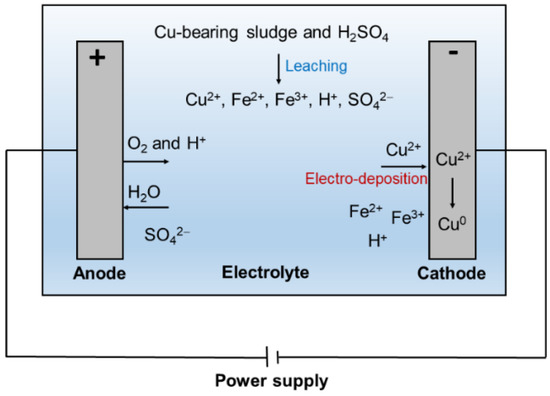
Figure 3.
Chemistry of integrated acid leaching and electrolytic deposition.
- (i)
- Leaching of Cu-bearing sludge in the H2SO4 solution:Cu(OH)2 + H2SO4 → CuSO4 + 2H2OFe(OH)2 + H2SO4 → FeSO4 + 2H2O2Fe(OH)3 + 3H2SO4 → Fe2(SO4)3 + 6H2OCu + Fe2(SO4)3 → CuSO4 + 2FeSO4
- (ii)
- Electrodeposition of the leaching solution:The ions in the leaching solution: Cu2+, Fe2+, Fe3+, H+, SO42−.The reactions on the cathode:Fe3+ + e− → Fe2+, Eo = 0.77 VCu2+ + 2e− → Cu, Eo = 0.34 V2H+ + 2e− → H2, Eo = 0.00 VFe2+ + 2e− → Fe, Eo = −0.44 VThe reaction on the anode:2H2O → O2 + 4H+ + 4e−, Eo = −1.23 V
3.2. Optimization of Cu Electrodeposition
3.2.1. Effect of Current Density
The current density is an important factor to design the effective electrochemical systems and prevent the impurities for Cu recovery. The impact of current density ranging from 10 to 30 mA/cm2 on the electrochemical deposition of Cu was investigated. The deposition efficiency of Cu on the cathode improved from 45.7% to 63.3% when the current density was increased from 10 to 15 mA/cm2 (Figure 4a). However, the further increase of the current density resulted in the significant decrease of copper recovery, and the deposition of Cu on the cathode was only ~50% when the current density was raised to 30 mA/cm2. No variation of the Fe concentration was observed in the electrolyte while the amount of Cu ion reduced to 37–54% in the process (Figure 4b).
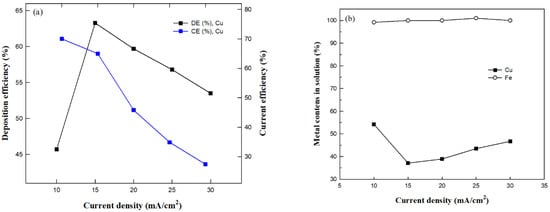
Figure 4.
(a) Effect of current density on Cu deposition efficiency and current efficiency, (b) metal contents in the solution with the variation of current density. Electrodeposition conditions: H2SO4 100 g/L, current density 10–30 mA/cm2, 4 h, 25 °C.
The current density is the amount of electrical current flowing into a unit of the electrode area, hence a higher current density supplies more electrons to reduce Cu2+ ions to metallic Cu on the cathode, which induces the enhancement of Cu deposition by increasing the current density from 10 to 15 mA/cm2. Although the increase of current density is beneficial for the reduction of Cu, it correspondingly results in a sufficient cell voltage (Figure 4a) to support other parasitic reactions such as the reduction of H+ to release hydrogen gas (hydrogen evolution reaction—HER) or the deposition of other metals than Cu [15,20]. Therefore, if the current density exceeds a certain high value, a relatively minor amount of electrical current is used to reduce Cu2+ ions from the solution, which leads to the decrease of Cu recovery efficiency and waste of supplied energy. This effect can be expressed by the variation of the current efficiency (CE, calculated from Equation (12)) with the increase of current density (Figure 4a):
where MD is the weight of Cu deposited on the cathode (g) and MF is the theoretical weight of the deposited Cu (g) following the Faraday’s law (Equation (13)):
where M is the molar weight of the metal (Cu) (g mol−1); I is the current (A), t is the deposition time (s); Z is the number of electrons; and F is the Faraday constant (96,500 C mol−1).
A significant decrease of CE from 70% to 28% was observed when the current density was increased from 10 to 30 mA/cm2 (Figure 4a). Moreover, the high current density supporting the parasitic reactions can induce the differences in the morphology and quality of the obtained Cu products. The deposited Cu was characterized by the SEM-EDS analysis (Figure 5), and the results show the transition from the Cu layer (sheet type) with uniform and smooth morphology to the Cu powder with dendritic morphology when the current density was varied from 10 to 30 mA/cm2 (Figure 5a,c). The higher value of current density increased the electrolytic cell voltage as the above mentioned (Figure 4a), which corresponded to the higher cathodic potential and resulted in the dendritic morphology of the deposited Cu due to the hydrogen evolution [29]. However, the change of current density was not significantly adequate to promote the deposition of Fe. The EDS analysis of the deposited products shows major peaks of Cu as the dominant composition, without the observation of any other metals, except the minor O-peak which can slightly decrease the purity of Cu products (Figure 5b,d). These results were also identical with the variation of Cu and Fe amounts in the electrolyte and the compositions of cathode products (Figure 4b). Therefore, it is reasonable to conclude that Cu is selectively separated from Fe from the solution by electrodeposition at a suitable value of current density. The current density of 15 mA/cm2 was used in further investigations to examine the deposition efficiency of Cu to completely separate it from the electrolyte, including the effect of temperature, H2SO4, and total Cu concentrations.
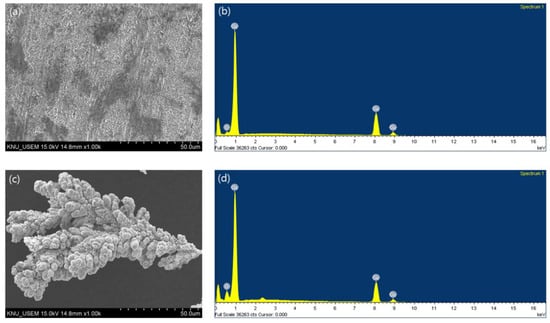
Figure 5.
SEM-EDS images of deposited Cu at the current density (a,b) 10 mA/cm2; (c,d) 30 mA/cm2. Electrodeposition conditions: H2SO4 100 g/L, 4 h, 25 °C.
3.2.2. Effect of Temperature
The temperature was varied from 25 to 55 °C, whereas the other conditions were maintained constant (4.0 g of the Cu-bearing sludge, 200 mL of H2SO4 100 g/L solution, current density 15 mA/cm2, and for 4 h time). The effect of temperature is generally considered in the Cu electro-wining due to the effect on the electrolyte conductivity. The increase of temperature results in improvement of the electrolyte conductivity, and also the mass transfer and diffusion of ions from the solution through the stern layer and diffusion layer, which reduces the power consumption and enhances the current efficiency [15,30]. Consequently, the deposition of Cu on the cathode was promoted from 63.6% to 85.7% when the temperature increases from 25 to 45 °C (Figure 6). However, the higher temperature > 45 °C had no further improvement, and rather it could affect the grain size of the deposited Cu on the cathode [15]. Therefore, the optimal condition of 45 °C was selected for further investigations.
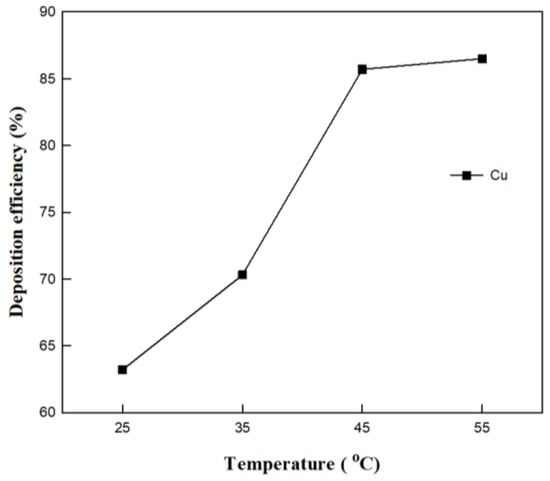
Figure 6.
Effect of temperature on Cu deposition efficiency. Electrodeposition conditions: H2SO4 100 g/L, current density 15 mA/cm2, 4 h, 25–55 °C.
3.2.3. Effect of H2SO4 Concentration
The effect of H2SO4 on copper electrodeposition was conducted by a variation of the concentration from 50 to 150 g/L at 45 °C. The deposition efficiency of Cu improved from 60% to ~86% when the concentration of H2SO4 was increased from 50 to 100 g/L (Figure 7). Although an increase in the H2SO4 concentration is related to better conductivity of the electrolyte and supports the anodic oxidation, the high amount of H+ could induce the competition between the hydrogen evolution and Cu reduction on the cathode [29]. It can be seen that the Cu electrodeposition slightly decreased to 81.4% at the highest concentration of H2SO4 150 g/L. Consequently, the concentration of H2SO4 was maintained at 100 g/L in the electrolyte for the subsequent experiments.
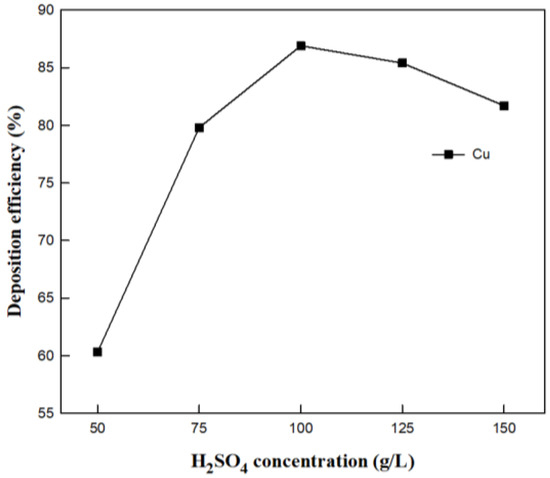
Figure 7.
Effect of H2SO4 concentration on Cu deposition efficiency. Electrodeposition conditions: H2SO4 50–150 g/L, current density 15 mA/cm2, 4 h, 45 °C.
3.2.4. Effect of Total Cu Concentration in the Electrolyte
Although the deposition efficiency of copper has been enhanced by increasing the current density, temperature, and H2SO4 concentration, it is not sufficient to completely recover Cu from such a low concentration of Cu in the electrolyte ~4.0 g/L with the elapse of processing time, and it was not found to be favorable for copper reduction on the cathode. Therefore, it is necessary to maintain the Cu concentration at a certain value to have several positive effects: (i) Increase the conductivity of the electrolyte; (ii) reduce the slope at the interface of concentration polarization; (iii) enhance the mass transfer; and subsequently; and (iv) reduce Cu more favorably than other reactions on the cathode [15,30]. The investigation on the effect of Cu concentration was conducted by adding CuSO4·5H2O in the electrolyte to have maintained the desired total concentration of Cu at 10.0 and 20.0 g/L. The deposition efficiency was examined with the variation of time to identify the conditions, wherein the obtained Cu on the cathode becomes approximately equal to the value of the initial amount of Cu in the sludge sample. The addition of Cu ions in the electrolyte to 20.0 g/L improved the Cu deposition efficiency from 85.7% to 90.1% after 4 h, and the Cu metal could be totally recovered after 6 h in the solution of 20.0 g/L Cu (Figure 8). Generally, the total concentration of Cu should be maintained at >30.0 g/L for a better control of the electrodeposition process [15]. However, the higher concentration of Cu ions can exceed the demand for electrodeposition, which causes recovery of Cu not only from the Cu-bearing sludge but also from the added Cu ions from CuSO4·5H2O. Therefore, the investigation on further increase of the total concentration of Cu in the electrolyte beyond 20.0 g/L was not considered.
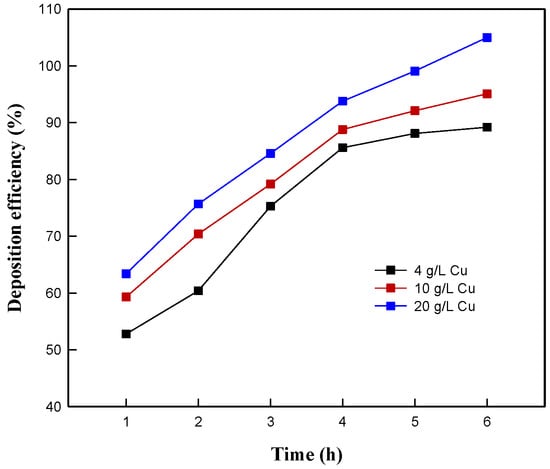
Figure 8.
Effect of total Cu concentration on Cu deposition efficiency. Electrodeposition conditions: H2SO4 100 g/L, total Cu 4.0−20.0 g/L, current density 15 mA/cm2, 1–6 h, 45 °C.
3.3. Characterization of Cu Deposited on the Cathode
The electro-deposited copper under the optimal conditions (current density 15 mA/cm2, H2SO4 100 g/L, Cu 20.0 g/L, 45 °C, and 6 h) was collected and analyzed by XRD and SEM-EDS. The XRD analysis presents the diffraction peaks of Cu as the dominant phase with the absence of any other impurities (Figure 9). With regards to the corresponding SEM-EDS results, it shows that the morphology of the obtained Cu layer (a sheet deposit) on the cathode is relatively uniform and the major component is the Cu metal, as well (Figure 10). Further investigations by the acid dissolution and ICP analysis were conducted to confirm the purity of the Cu-product. The purity is sufficiently good >99% of Cu, while other impurity contents are critically low 0.4% Sn and 0.5% Zn. Although the waste sludge contains Pb and Sn as the major impurities, they were not significantly observed in the Cu product due to the precipitation to the slimes as PbSO4 and SnO2 [15]. The energy consumption for Cu recovery was found to be 1.7 kWh/kg, and it was not a moderate amount compared to the other investigations and commercial processes wherever the electro-refining step was involved, while the current efficiency was only ~81% (Table 2). It is attributed to the relatively high concentration of total Fe (~5.8 g/L) in the electrolyte, which can result in the consumption of a certain amount of electrical current to reduce Fe3+ to Fe2+ (Equation (7)) and decrease the current efficiency [15]. It is worth mentioning that HER can also consume the current, decreasing the current efficiency of the system. Furthermore, the presence of Fe2+ in the solution increases the kinetics of evolution of the molecular hydrogen [31]. This result opens a rich opportunity to continue with this line of research while considering the next issues involving the search of (i) complexing agents for Fe2+ ions which can decrease the HER kinetics or (ii) benign complexing agents for Fe3+ ions, in order to stabilize the ferric ions avoiding the possibility to re-generate Fe2+.
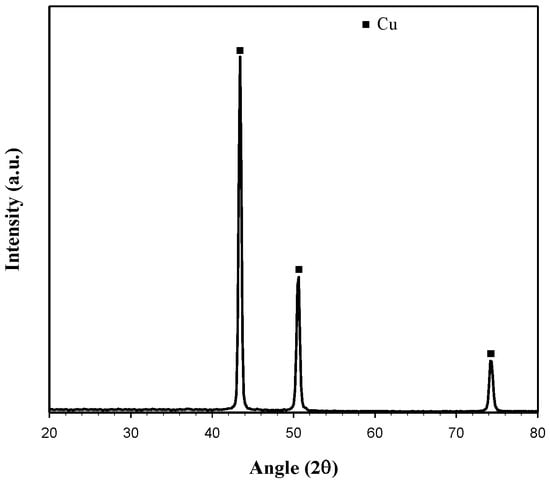
Figure 9.
XRD patterns of deposited Cu product on the cathode at optimal conditions.
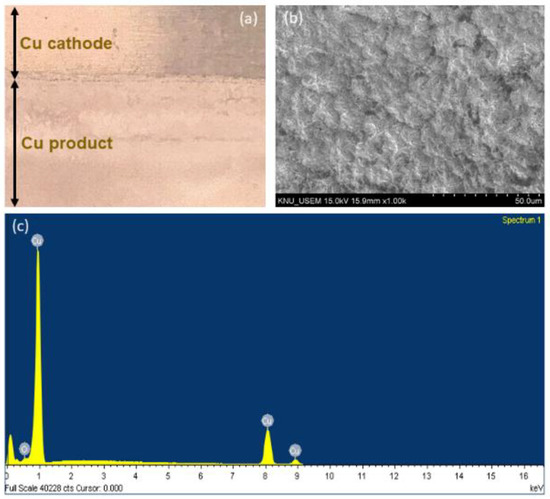
Figure 10.
The deposited Cu product on the cathode at optimal conditions. (a) Images of deposited Cu layer on the cathode; (b,c) SEM-EDS images of the deposited Cu
Table 2.
Comparison of current efficiency and energy consumption of Cu electrodeposition from different resources and processes.
Further investigations are necessary to enhance the current efficiency and the deposited product purity. However, the approach by integrated acid leaching and electrodeposition is still more advantageous to simplify the recovery process and reduce the purification cost based on the combination of extraction and separation stages in the one-step procedure, which is not possible to obtain by acid leaching and chemical precipitation in previous studies. The selective recovery of Cu and Fe by these approaches is obtained through individually leaching and separation steps. For instance, Fe and Cu are dissolved by acid leaching, and further treated using an ammoniac solution, pH adjustment, Jarosite methods, or Fe0 powder to precipitate Fe [9,12,13,14]. As a result, these conventional approaches have several limitations such as the complexity and high cost involved due to the multi-stage process or addition of chemical reagents. Therefore, the present study is a potential alternative with an acceptable energy consumption and high efficiency to recover the value of the Cu metal from the waste solid as a copper-cathode product while other impurities were stabilized in the remaining solution or residue.
4. Conclusions
The direct dissolution and refining of copper from Cu-bearing waste sludge generated in PCBs manufacturing was investigated by integrated acid leaching and electrodeposition in a one-stage process. The possibility of Cu selective separation from other impurities, especially Fe, could be achieved based on the difference in the reduction order on the cathode by controlling the electrodeposition conditions including the current density, temperature, H2SO4, and total Cu concentration. At the optimal conditions (current density 15 mA/cm2, H2SO4 100 g/L, Cu 20.0 g/L, 45 °C, and 6 h), the completely recovery of Cu could be attained with a high purity of >99% along with an acceptable current efficiency of ~81% and energy consumption of 1.7 kWh/kg, while the impurities remained in the solution (Fe) and some of them were in the residue (Pb, Sn). It is an attractive approach to simplify the procedure of extraction and separation and reduce the processing cost, which appears suitable for further development as a sustainable metallurgical process to recover the value of the metal from the industrial waste.
Author Contributions
Conceptualization, J.L. and S.O.; methodology, J.L, S.O., and H.B.T.; formal analysis, S.K. and H.B.T.; investigation, S.K. and H.B.T.; writing—original draft preparation, H.B.T.; writing—review and editing, J.L., S.O., J.-c.L., and J.C.F.A.; visualization, J.L., S.O., J.-c.L., and J.C.F.A.; supervision, J.L., S.O., J.-c.L., and J.C.F.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by the R&D Center for Valuable Recycling (Global-Top R&BD Program) of the Ministry of Environment (project no. 2019002220002). This research was supported by the Basic Science Research Program through the National Research Foundation of Korea (NRF) funded by the Ministry of Education (project no. 2019R1A6A1A03033167).
Institutional Review Board Statement
Not applicable
Informed Consent Statement
Not applicable
Data Availability Statement
Data available in a publicly accessible repository.
Acknowledgments
The authors would like to thank Do Van Lam (KIMM) for his support in the XRD analysis of the samples.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Printed Circuit Board Recycling Methods, Handout 10, Workshop Materials on WEEE Management in Taiwan; United States Environmental Protection Agency: Washington, DC, USA. Available online: chromeextension://oemmndcbldboiebfnladdacbdfmadadm/https://www.epa.gov/sites/production/files/2014-05/documents/handout-10-circuitboards.pdf (accessed on 1 December 2020).
- Liao, M.-I.; Shih, X.-H.; Ma, H. Secondary copper resource recycling and reuse: A waste input–output model. J. Clean. Prod. 2019, 239. [Google Scholar] [CrossRef]
- Gherghel, A.; Teodosiu, C.; De Gisi, S. A review on wastewater sludge valorisation and its challenges in the context of circular economy. J. Clean. Prod. 2019, 228, 244–263. [Google Scholar] [CrossRef]
- Xie, F.; Cai, T.; Yang, M.; Li, H.; Li, C.; Huang, Z.; Yuan, G. Recovery of Cu and Fe from Printed Circuit Board waste sludge by ultrasound: Evaluation of industrial application. J. Clean. Prod. 2009, 17, 1494–1498. [Google Scholar] [CrossRef]
- Kim, S.; Kim, Y.; Kim, S.; Lee, J. Analyses of Physical Properties of Copper-contained Sludge Pelletized for Applied Pyro-metallurgical Process. J. Korean Inst. Resour. Recycl. 2019, 28, 31–39. [Google Scholar]
- Wu, C.H.; Kuo, C.Y.; Lo, S.L. Removal of Metals from Industrial Sludge by Extraction with Different Acids. J. Environ. Sci Health A Tox Hazard. Subst Environ. Eng. 2004, 39, 2205–2219. [Google Scholar] [CrossRef]
- Kuo, C.Y.; Wu, C.H.; Lo, S.L. Leaching efficiency of copper from industrial sludge with traditional and microwave acid extraction. J. Hazard. Mater. B 2005, 120, 249–256. [Google Scholar] [CrossRef]
- Wu, C.H.; Kuo, C.Y.; Lo, S.L. Recovery of heavy metals from industrial sludge using various acid extraction approaches. Water Sci Technol. 2009, 59, 289–293. [Google Scholar] [CrossRef]
- Huang, Z.; Xie, F.; Ma, Y. Ultrasonic recovery of copper and iron through simultaneous utilization of Printed Circuit Boards (PCB) spent acid etching solution and PCB waste sludge. J. Hazard. Mater. 2011, 185, 155–156. [Google Scholar] [CrossRef]
- Thawornchaisit, U.; Juthaisong, K.; Parsongjeen, K.; Phoengchan, P. Optimizing acid leaching of copper from the wastewater treatment sludge of a printed circuit board industry using factorial experimental design. J. Mater. Cycles Waste Manag. 2019, 21, 1291–1299. [Google Scholar] [CrossRef]
- Gunarathne, V.; Rajapaksha, A.U.; Vithanage, M.; Adassooriya, N.; Cooray, A.; Liyanage, S.; Athapattu, B.; Rajakaruna, N.; Igalavithana, A.D.; Hou, D.; et al. Heavy metal dissolution mechanisms from electrical industrial sludge. Sci. Total Environ. 2019, 696. [Google Scholar] [CrossRef]
- Hu, S.H.; Tsai, M.S.; Yen, F.S.; Onlin, T. Recovery of copper-contaminated sludge in a two-stage leaching process. Environ. Prog. 2006, 25, 72–78. [Google Scholar] [CrossRef]
- Hu, S.H.; Hu, S.C.; Fu, Y.P. Resource Recovery of Copper Contaminated Sludge with Jarosite Process and Selective Precipitation. Environ. Prog. Sustain. Energy 2012, 31, 379–385. [Google Scholar] [CrossRef]
- Tu, Y.-J.; Chang, C.-K.; You, C.-F.; Lou, J.-C. Recycling of Cu powder from industrial sludge by combined acid leaching, chemical exchange and ferrite process. J. Hazard. Mater. 2010, 181, 981–985. [Google Scholar] [CrossRef] [PubMed]
- Schlesinger, M.E.; King, M.J.; Sole, K.C.; Davenport, W.G. Extractive Metallurgy of Copper, 5th ed.; Elsevier: Oxford, UK, 2011. [Google Scholar]
- Kim, E.-Y.; Kim, M.-S.; Lee, J.-C.; Jeong, J.; Pandey, B.D. Leaching kinetics of copper from waste printed circuit boards by electro-generated chlorine in HCl solution. Hydrometallurgy 2011, 107, 124–132. [Google Scholar] [CrossRef]
- Beauchesne, I.; Drogui, P.; Seyhi, B.; Mercier, G.; Blais, J.-F. Simultaneous Electrochemical Leaching and Electrodeposition of Heavy Metals in a Single-Cell Process for Wastewater Sludge Treatment. J. Environ. Eng. 2014, 140. [Google Scholar] [CrossRef]
- Lee, H.; Bae, M.; Lee, E.; Mishra, B. Copper Extraction from Flue Dust of Electronic Waste by Electrowinning and Ion Exchange Process. JOM 2019, 71, 2360–2367. [Google Scholar] [CrossRef]
- Lister, T.E.; Wang, P.; Anderko, A. Electrorecycling of Critical and Value Metals from Mobile Electronics. In Proceedings of the Conference of Metallurgists (COM 2014), Vancouver, BC, Canada, 28 September–1 October 2014. [Google Scholar]
- Liu, X.; Tan, Q.; Li, Y.; Xu, Z.; Chen, M. Copper recovery from waste printed circuit boards concentrated metal scraps by electrolysis. Front. Environ. Sci. Eng. 2017, 11, 10. [Google Scholar] [CrossRef]
- Agrawal, A.; Kumari, S.; Bagchi, D.; Kumar, V.; Pandey, B.D. Recovery of copper powder from copper bleed electrolyte of an Indian copper smelter by electrolysis. Miner. Eng. 2007, 20, 95–97. [Google Scholar] [CrossRef]
- Li, P.P.; Peng, C.S.; Li, F.M.; Song, S.X.; Juan, A.O. Copper and Nickel Recovery from Electroplating Sludge by the Process of Acid-leaching and Electro-depositing. Int. J. Environ. Res. 2011, 5, 797–804. [Google Scholar]
- Chen, T.-C.; Priambodo, R.; Huang, R.-L.; Huang, Y.-H. The Effective Electrolytic Recovery of Dilute Copper from Industrial Wastewater. J. Waste Manag. 2013, 2013. [Google Scholar] [CrossRef]
- Sun, Z.; Cao, H.; Venkatesan, P.; Jin, W.; Xiao, Y.; Sietsma, J.; Yang, Y. Electrochemistry during efficient copper recovery from complex electronic waste using ammonia based solutions. Front. Chem. Sci. Eng. 2017, 11, 308–316. [Google Scholar] [CrossRef]
- Guimarães, Y.F.; Santos, I.D.; Dutra, A.J. Direct recovery of copper from printed circuit boards (PCBs) powder concentrate by a simultaneous electroleaching—Electrodeposition process. Hydrometallurgy 2014, 149, 63–70. [Google Scholar] [CrossRef]
- Wei, X.; Liu, D.; Huang, W.; Huang, W.; Lei, Z. Simultaneously enhanced Cu bioleaching from E-wastes and recovered Cu ions by direct current electric field in a bioelectrical reactor. Bioresour. Technol. 2019, 298. [Google Scholar] [CrossRef] [PubMed]
- Trinh, H.B.; Kim, S.; Lee, J. Selective Copper Recovery by Acid Leaching from Printed Circuit Board Waste Sludge. Metals 2020, 10, 293. [Google Scholar] [CrossRef]
- Bard, A.J.; Parsons, R.; Jordan, J. Standard Potential in Aqueous Solutions; Marcel Dekker: New York, NY, USA, 1985. [Google Scholar]
- Zhang, S.; Li, Y.; Wang, R.; Xu, Z.; Wang, B.; Chen, S.; Chen, M. Superfine copper powders recycled from concentrated metal scraps of waste printed circuit boards by slurry electrolysis. J. Clean. Prod. 2017, 152, 1–6. [Google Scholar] [CrossRef]
- Haccuria, E.; Ninga, P.; Cao, H.; Venkatesan, P.; Jina, W.; Yang, Y.; Sun, Z. Effective treatment for electronic waste—Selective recovery of copper by combining electrochemical dissolution and deposition. J. Clean. Prod. 2017, 152, 150–156. [Google Scholar] [CrossRef]
- Fuentes-Aceituno, J.C.; Lapidus, G.T. A kinetic-mechanistic study of the hydrogen evolution reaction in sulfuric acid solutions with different electrode materials. J. N. Mater. Electrochem. Syst. 2012, 15, 225–231. [Google Scholar] [CrossRef]
- Panda, B.; Das, S.C. Electrowinning of copper from sulfate electrolyte in presence of sulfurous acid. Hydrometallurgy 2001, 59, 55–67. [Google Scholar] [CrossRef]
- Oishi, T.; Koyama, K.; Konishi, H.; Tanaka, M.; Lee, J.-C. Influence of ammonium salt on electrowinning of copper from ammoniacal alkaline solutions. Electrochim. Acta 2007, 53, 127–132. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).