A Focus on Dynamic Modulus: Effects of External and Internal Morphological Features



Abstract
1. Introduction
- (i)
- The material is tested by ultrasounds and from the measure of the speed υ they travel through the material it is possible to determine the dynamic modulus E according to the relation:being ρ the density;
- (ii)
- Dynamic modulus is determined from the resonance frequency f of probes with suitable geometry (reeds, wires, plates, etc.). The experiments can be carried out by means of different techniques involving a large range of frequencies from some tenths of Hz to GHz; more details about these techniques can be found in refs [1,2,3,4,5,6].
- the effect of roughness and dimensional changes of probes on the value of dynamic modulus obtained in Mechanical Spectroscopy (MS) tests;
- the effect of porosity.
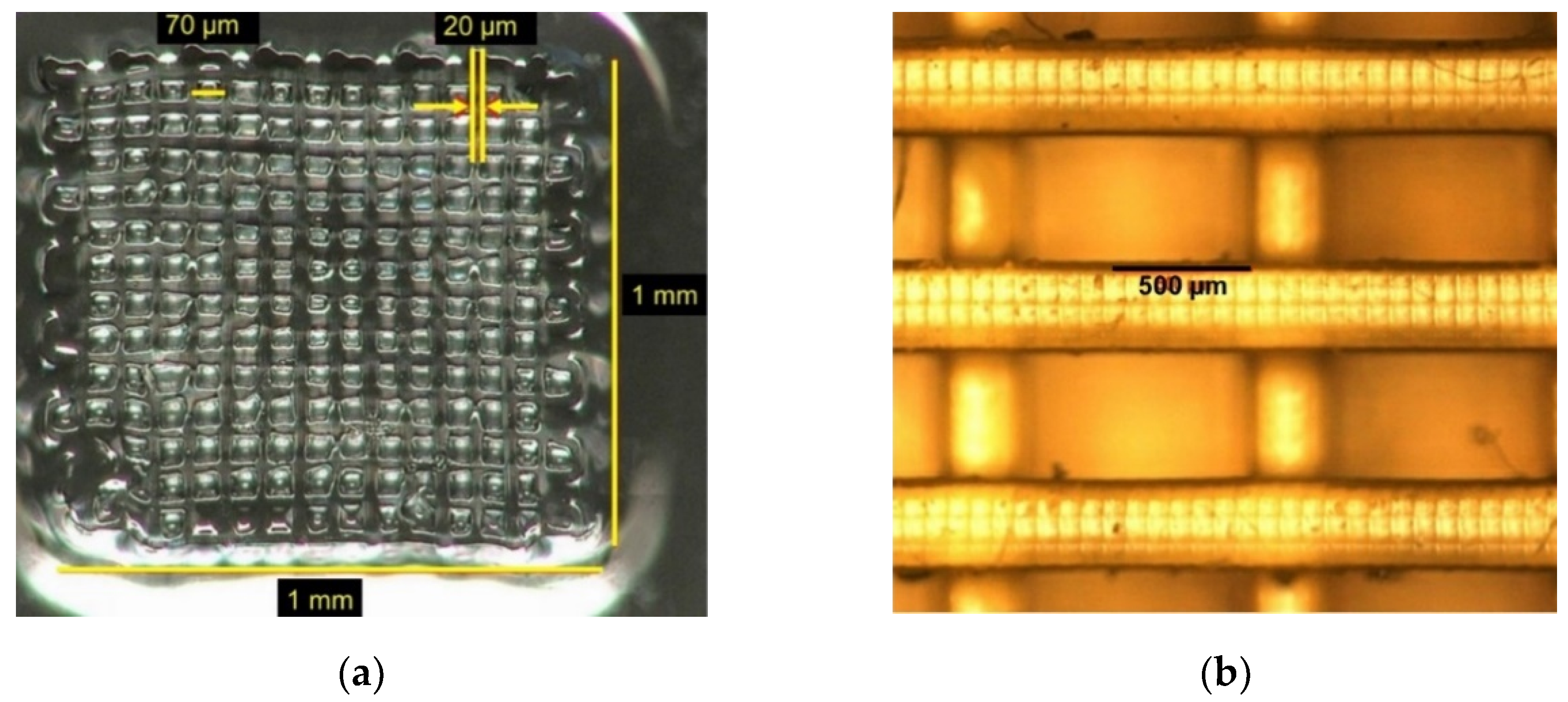
2. The Effect of Roughness, Shape Irregularity, and Dimensional Changes of Probes
3. The Effect of Porosity
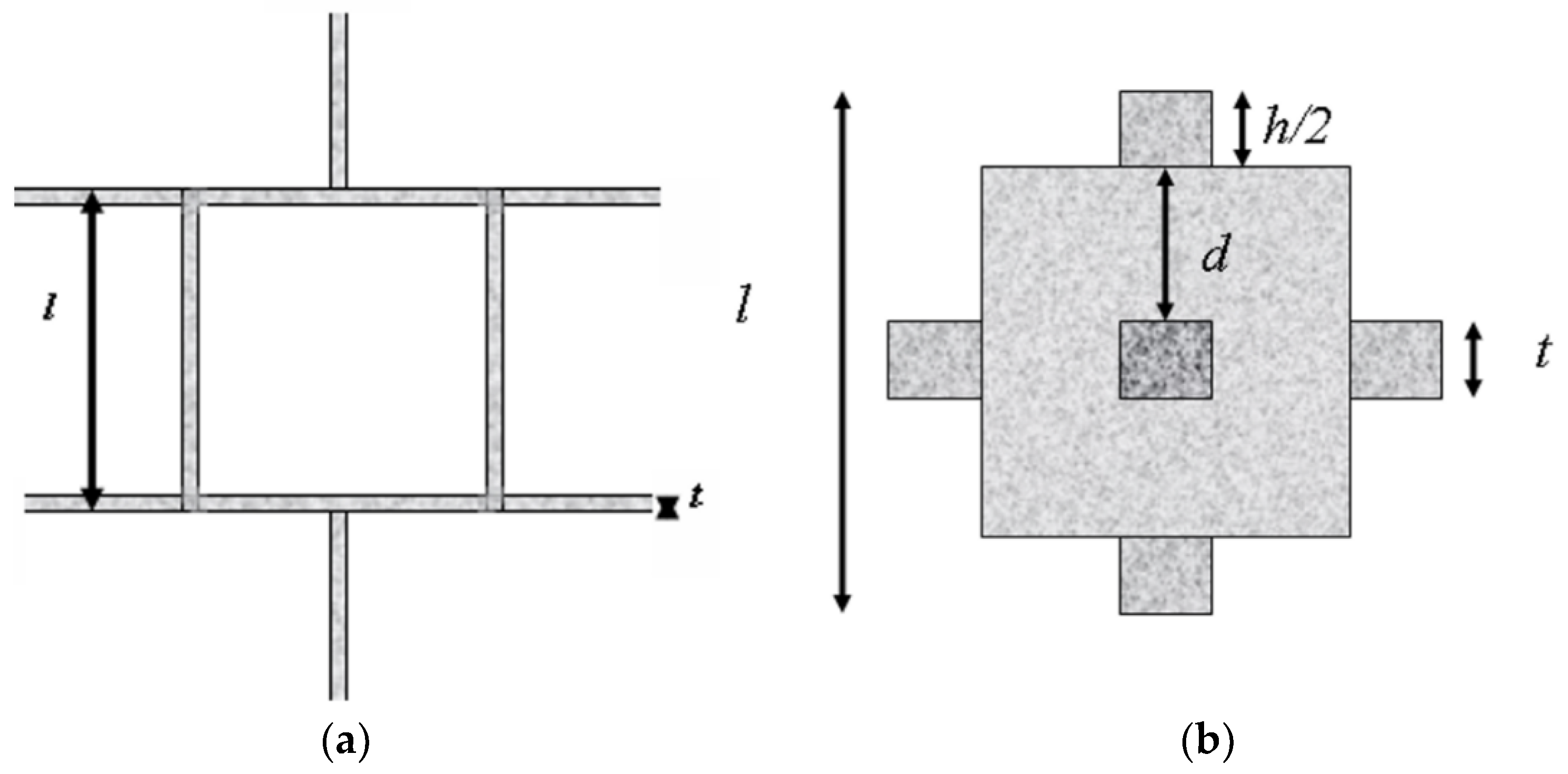
3.1. 3D Arrangement of Connected Beams
3.2. Spheroidal Shape of Pores
- (i)
- the Maxwell-type approximation
- (ii)
- the self-consistent scheme approximation [32]
- (iii)
- the power–law relation that can be derived via the Coble-Kingery approach [33]
- (iv)
- the Spriggs equation [34] has been largely used and describes an exponential dependence of Er to p where k is a fitting constant
- (v)
- (vi)
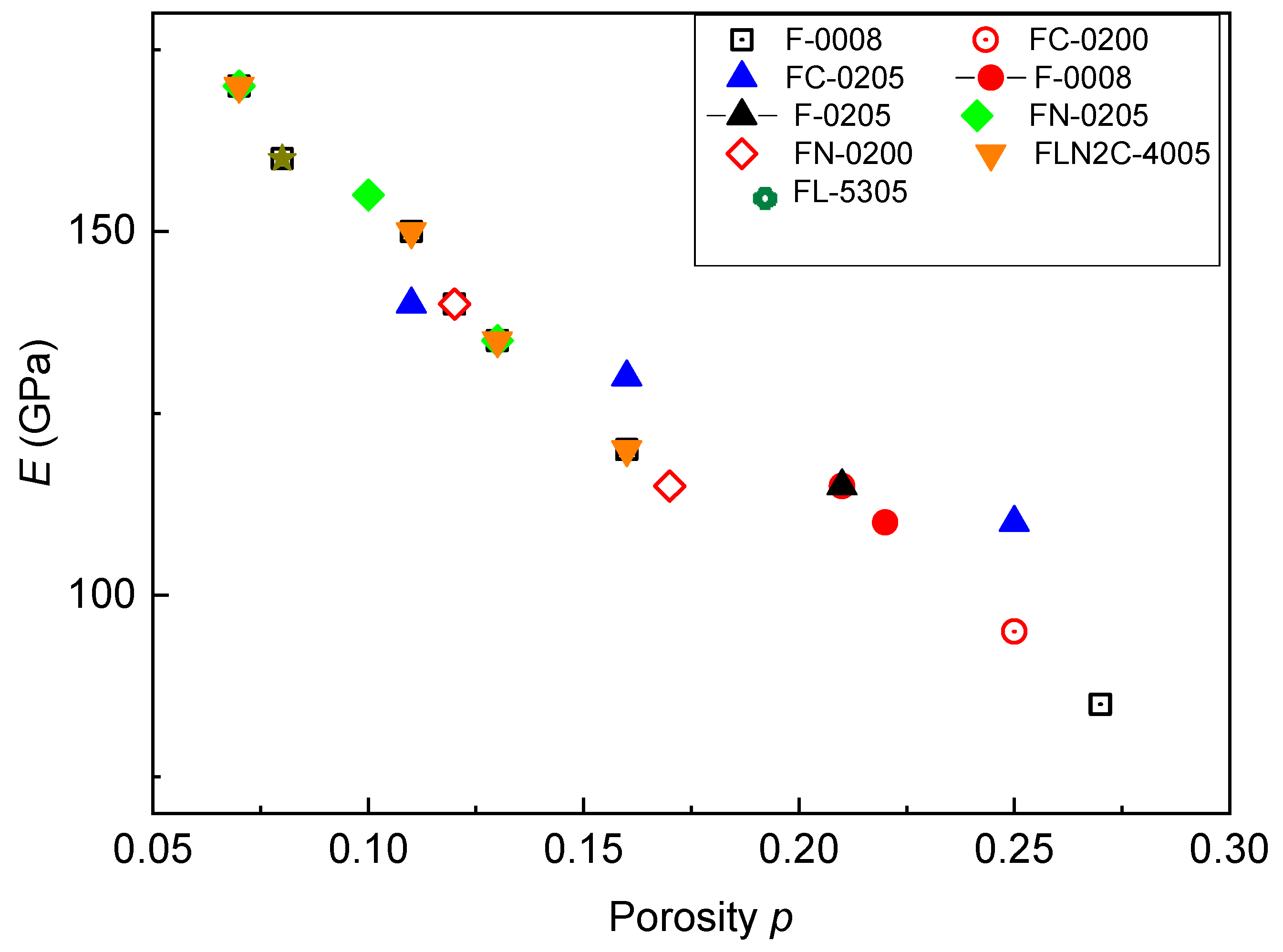
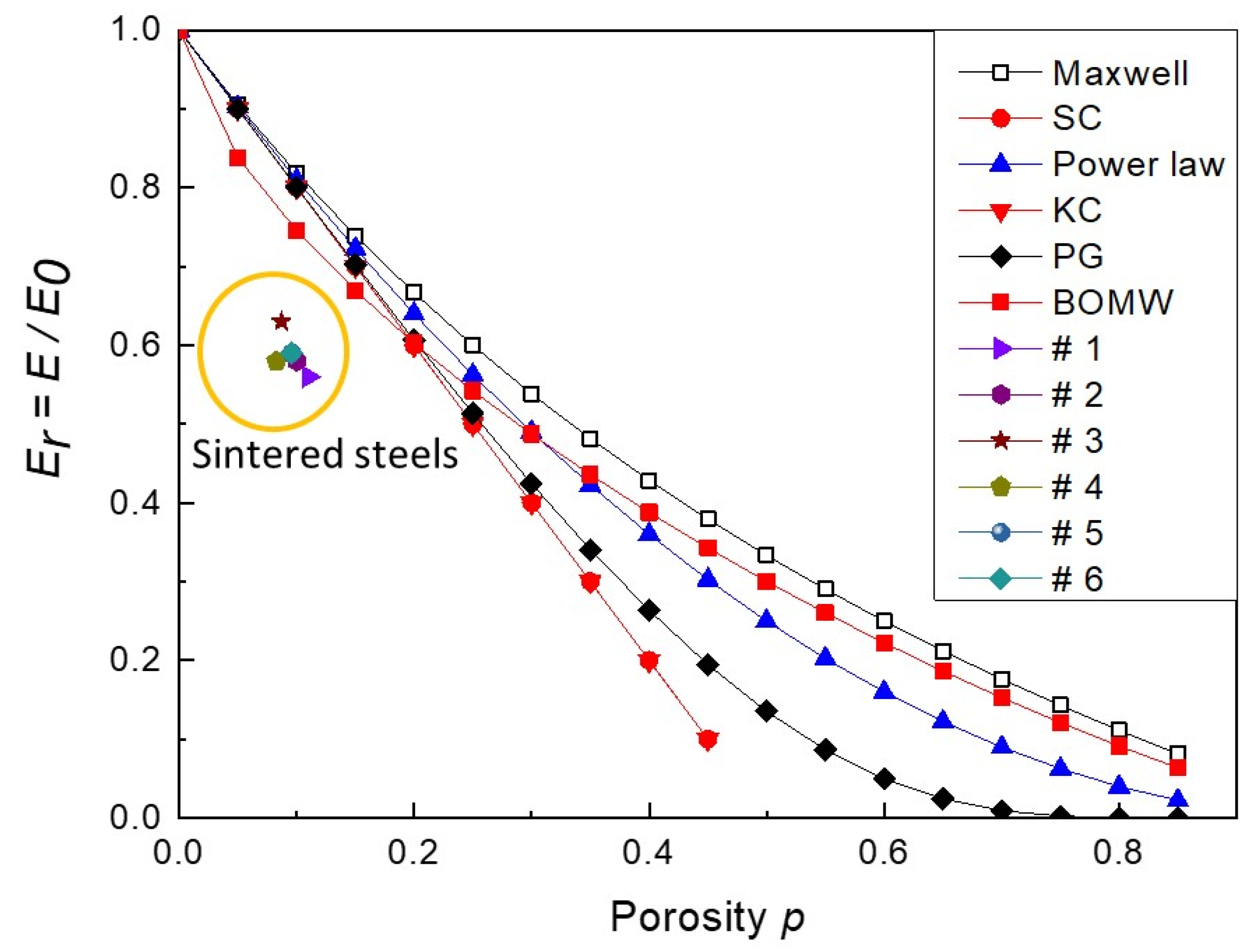
3.3. Prediction of Models and Elastic Behavior of Sintered Steels
4. Conclusions
- (i)
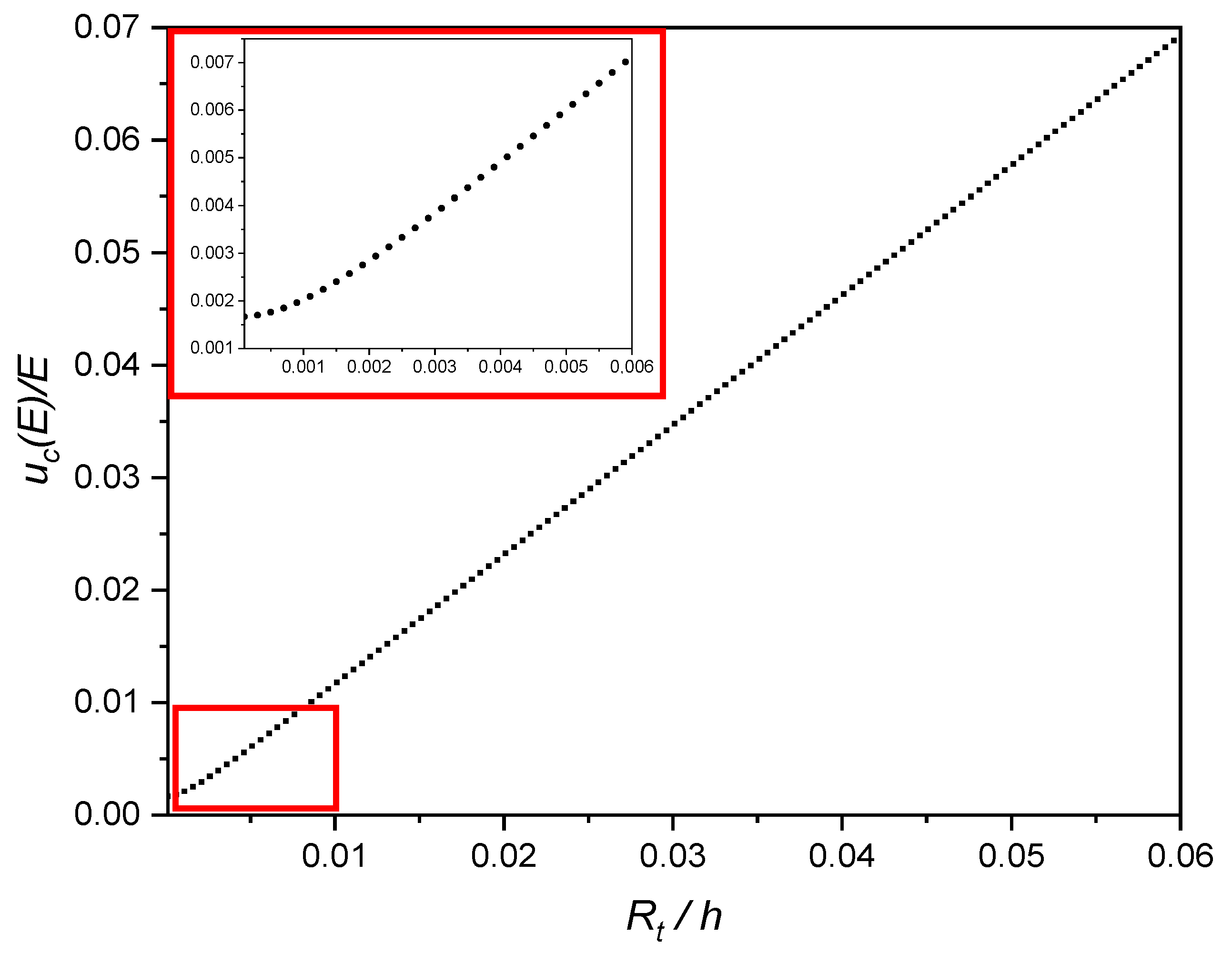
- Probe roughness is the main source of uncertainty in dynamic modulus measurements. It involves a systematic error in the thickness measurement that leads to the underestimation of the modulus and its effect increases as the thickness of the probe decreases.
- (ii)
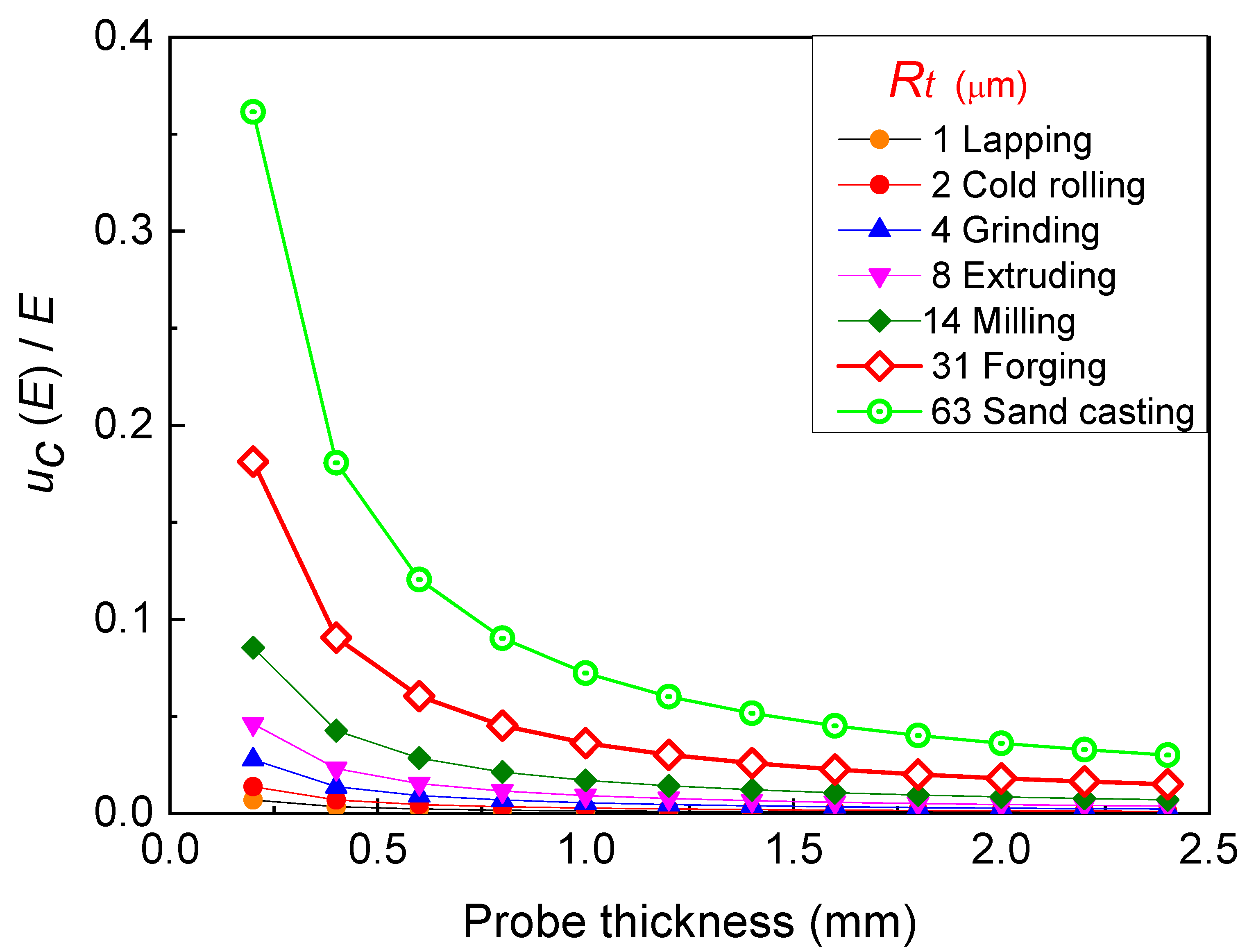
- The analysis of the relative standard deviation uc(E)/E depending on the probe thickness shows that for thicknesses of the order of 0.05 mm (commonly used in tests) it can exceed 10% in the case of probes produced through some conventional industrial processes (sawing, sand casting, hot forging, etc.). Therefore, it is of utmost importance a careful preparation of the surface to reduce the roughness as much as possible as stated by the standards. Nevertheless, an analysis of the roughness effect seems mandatory to estimate the standard deviation.
- (iii)
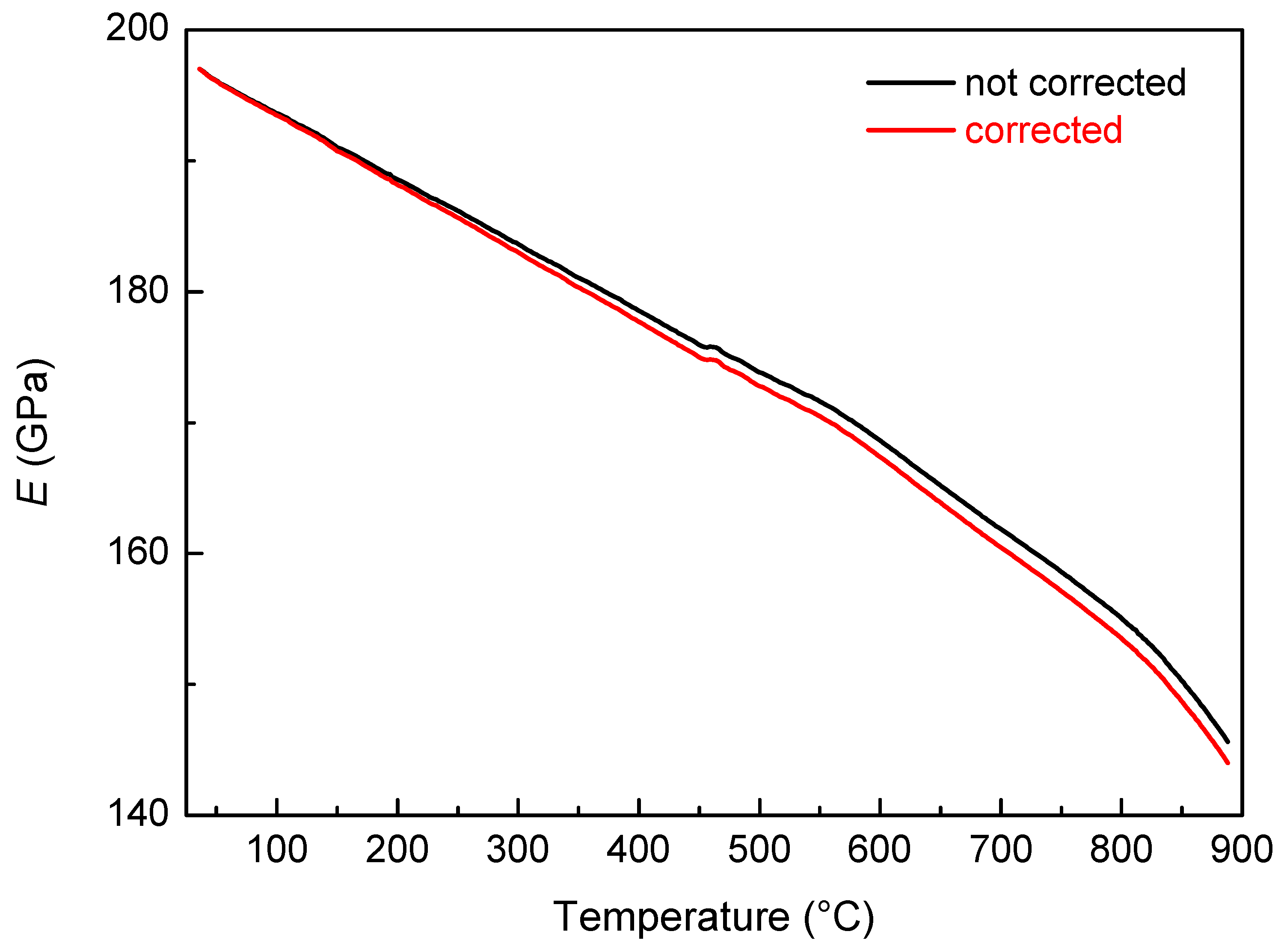
- Data obtained by tests carried out in temperature need to be corrected from thermal expansion of the probe; however the error is small (<1% for temperature variations of about 900–1000 °C).
- (iv)
- The work examined several equations proposed in the literature to relate Young’s modulus of porous materials to porosity. These are mainly based on the modeling of porosity as an ideal regular microstructure and predict similar values of the relative modulus Er for materials with low porosity (p < 0.2) whereas when p > 0.2, namely in presence of interconnected pores, data from different expressions strongly diverge. Moreover, also with low porosity (~10%) the comparison of experimental data obtained from a steel sintered with irregular and oriented pores shows significant deviations from the values predicted by these models. This is a further limit to the applicability of the examined equations.
- (v)
- In the case of materials with irregular shape of pores a different approach may be considered by means of FEM simulations based on the 3D reconstruction of real spatial microstructures obtained from tomography techniques employing either X-ray or FIB/SEM.
Author Contributions
Funding
Conflicts of Interest
References
- Nowick, A.S.; Berry, B.S. Anelastic Relaxation in Crystalline Solids; Academic Press: New York, NY, USA; London, UK, 1972. [Google Scholar]
- Lakes, R.S. Viscoelastic Solids; CRC: Boca Raton, FL, USA, 1999. [Google Scholar]
- ASTM E1876. Standard Test Method for Dynamic Young’s Modulus, Shear Modulus and Poisson’s Ratio by Impulse Excitation of Vibration; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar] [CrossRef]
- ASTM E1875. Standard Test Method for Dynamic Young’s Modulus, Shear Modulus and Poisson’s Ratio by Sonic Resonance; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar] [CrossRef]
- Wolfenden, A.; Harmouche, M.R.; Blessing, G.V.; Chen, Y.T.; Terranova, P.; Dayal, V.; Kinra, V.K.; Lemmens, J.W.; Phillips, R.R.; Smith, J.S.; et al. Dynamic Young’s modulus measurements in metallic ma-terials: Results of an interlaboratory testing program. J. Test. Eval. 1989, 17, 2–13. [Google Scholar] [CrossRef]
- Roebben, G.; Bollen, B.; Brebels, A.; Van Humbeeck, J.; Van Biest, O. Impulse excitation apparatus to measure reso-nant frequencies, elastic moduli, and internal friction at room and high temperature. Rev. Sci. Instrum. 1997, 68, 4511–4515. [Google Scholar] [CrossRef]
- Costanza, G.; Gusmano, G.; Montanari, R.; Tata, M.E.; Ucciardello, N. Effect of powder mix composition on Al foam morphology. J. Mater. Des. Appl. 2008, 222, 131–140. [Google Scholar] [CrossRef]
- Amadori, S.; Campari, E.G.; Fiorini, A.L.; Montanari, R.; Pasquini, L.; Savini, L.; Bonetti, E. Automated resonant vibrating reed analyzer apparatus for a non destructive characterization of materials for industrial applications. Mater. Sci. Eng. A 2006, 442, 543–546. [Google Scholar] [CrossRef]
- Birch, K. Estimating uncertainties in testing. In Measurement Good Practice Guide No. 36; Addison-Wesley Publishing Company, Inc.: London, UK, 2001. [Google Scholar]
- Jurowski, K.; Grzeszczyk, S. Non-destructive method of concrete compressive strength determine based on dynam-ic Young’s modulus. In Monografie Technologii Betonu; Stowarzyszenie Producentów Cementu: Kraków, Poland, 2016; Volume 2, pp. 567–579. [Google Scholar]
- Montanari, R.; Sili, A.; Costanza, G. Improvement of the fatigue behaviour of an Al6061/20%SiCp composite by means of Titanium coatings. Compos. Sci. Technol. 2001, 61, 2047–2054. [Google Scholar] [CrossRef]
- DeGarmo, E.P.; Black, J.T.; Kohser, R.A. Materials and Process in Manufacturing; John Wiley & Sons: Hoboken, NJ, USA, 2003; p. 227. [Google Scholar]
- Danninger, H.; Jangg, G.; Weiss, B.; Stickler, R. Microstructure and mechanical properties of sintered iron. Part I: Basic considerations and review of literature. Powder Metall. Int. 1993, 25, 170–219. [Google Scholar]
- MPIF Standard 35. Materials Standards for PM Structural Parts, Rev. 2009; Metal Powder Industries Federation: Princeton, NJ, USA, 2009. [Google Scholar]
- Eudier, M. The mechanical properties of sintered low-alloy steels. Powder Metall. 1962, 9, 278–290. [Google Scholar] [CrossRef]
- Moon, J.R. Elastic moduli of powder metallurgy steels. Powder Metall. 1989, 32, 132–139. [Google Scholar] [CrossRef]
- Beiss, P. Landolt Bōrnstein, Group VIII: Advanced Materials and Technologies. In Powder Metallurgy Data; Part 1: Metals and Magnets; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 2003; Volume 2. [Google Scholar]
- Bocchini, G.F.; Montanari, R.; Varone, A. Influence of probe test orientation, sintering degree and morphological anisotropy of porosity on the Young’s modulus of homogeneous sintered steel. In Proceedings of the EPMA 2013, Gothenburg, Sweden, 15–18 September 2013. [Google Scholar]
- Gibson, L.J.; Ashby, M.F. Cellular solids. In Structure and Properties, 2nd ed.; Cambridge University Press: Cambridge, UK, 1989. [Google Scholar]
- Timoshenko, S.; Goodier, J. Theory of Elasticity, 3rd ed.; McGraw-Hill Book Company: New York, NY, USA, 1970. [Google Scholar]
- Liu, R.; Antoniou, A. A relationship between the geometrical structure of a nanoporous metal foam and its modulus. Acta Mater. 2013, 61, 2390–2402. [Google Scholar] [CrossRef]
- Pia, G.; Delogu, F. On the elastic deformation behavior of nanoporous metal foams. Scr. Mater. 2013, 69, 781–784. [Google Scholar] [CrossRef]
- Eshelby, J.D. The determination of the elastic field of an ellipsoidal inclusion, and related problems. Proc. R. Soc. Lond. A 1957, 241, 376–396. [Google Scholar]
- Wu, T.T. The effect of inclusion shape on the elastic moduli of a two-phase material. Int. J. Solids Struct. 1966, 2, 1–8. [Google Scholar] [CrossRef]
- Torquato, S. Random Heterogeneous Materials—Microstructure and Macroscopic Properties; Springer: New York, NY, USA, 2002; pp. 437–563. [Google Scholar]
- Krivoglaz, M.A.; Cherevko, A. On the elastic moduli of a solid mixture. Fiz. Met. Metalloved. 1959, 8, 161–164. [Google Scholar]
- Vavakin, A.S.; Salganik, R.L. Effective characteristics of nonhomogeneous media with isolated non-homogeneities. Mech. Solids 1975, 10, 65–75. [Google Scholar]
- Vavakin, A.S.; Salganik, R.L. Effective elastic characteristics of bodies with isolated cracks, cavities, and rigid non-homogeneities. Mech. Solids 1978, 13, 87–97. [Google Scholar]
- Manoylov, A.V.; Borodich, F.M.; Evans, H.P. Modelling of elastic properties of sintered porous materials. Proc. R. Soc. A 2013, 469, 1–19. [Google Scholar] [CrossRef]
- Boccaccini, A.R.; Ondracek, G.; Mazilu, P.; Windelberg, D. On the Effective Young’s Modulus of Elasticity for Po-rous Materials: Microstructure Modelling and Comparison between Calculated and Experimental Values. J. Mech. Behav. Mater. 1993, 4, 119–128. [Google Scholar] [CrossRef]
- Ondracek, G. The Quantitative Microstructure Field Property Correlation of Multiphase and Porous Materials. Rev. Powder Metall. Phys. Ceram. 1987, 3, 205–322. [Google Scholar]
- Markov, K.Z. Elementary Micromechanics of Heterogeneous Media. In Heterogeneous Media, Modeling and Simu-Lation in Science, Engineering and Technology; Markov, K., Preziosi, L., Eds.; Spinger Birkhäuser: Boston, MA, USA, 2000; p. 119. [Google Scholar]
- Coble, R.L.; Kingery, W.D. Effect of porosity on physical properties of sintered alumina. J. Am. Ceram. Soc. 1956, 39, 377–385. [Google Scholar] [CrossRef]
- Spriggs, R.M. Expression for Effect of Porosity on Elastic Modulus of Polycrystalline Refractory Materials, Particu-larly Aluminum Oxide. J. Am. Ceram. Soc. 1961, 44, 628–629. [Google Scholar] [CrossRef]
- Phani, K.K.; Niyogi, S.K. Young’s modulus of porous brittle solids. J. Mater. Sci. 1987, 22, 257–263. [Google Scholar] [CrossRef]
- Kovačik, J. Correlation between Young’s modulus and porosity in porous materials. J. Mater. Sci. Lett. 1999, 18, 1007–1010. [Google Scholar] [CrossRef]
- Sahimi, M. Applications of Percolation Theory; Taylor & Francis: London, UK, 1994; p. 185. [Google Scholar]
- Lam, D.C.; Lange, F.F.; Evans, A.G. Mechanical Properties of Partially Dense Alumina Produced from Powder Compacts. J. Am. Ceram. Soc. 1994, 77, 2113–2117. [Google Scholar] [CrossRef]
- Pabst, W.; Gregorova, E. Mooney-type relation for the porosity dependence of the effective tensile modulus of ceramics. J. Mater. Sci. 2004, 39, 3213–3215. [Google Scholar] [CrossRef]
- Pabst, W.; Gregorová, E. Effective elastic properties of alumina–zirconia composite ceramics—Part II: Microme-chanical modeling. Ceram. Silik. 2004, 48, 14–23. [Google Scholar]
- Pabst, W.; Gregorová, E. Young’s modulus of isotropic porous materials with spheroidal pores. J. Eur. Ceram. Soc. 2014, 34, 3195–3207. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, X.; Giuliani, F.; Atkinson, A. Microstructural characteristics and elastic modulus of porous solids. Acta Mater. 2015, 89, 268–277. [Google Scholar] [CrossRef]
- Maire, E.; Withers, P. Quantitative X-ray tomography. Int. Mater. Rev. 2014, 59, 1–43. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Production Process | Ra (µm) | Rt (µm) | ||
|---|---|---|---|---|
| Less Frequent | Common | Less Frequent | ||
| Metal Cutting | ||||
| sawing | 50–25 | 25–0.8 | 0.8–0.4 | 52 |
| drilling | 12.5–6.3 | 6.3–0.8 | 0.8–0.4 | 14 |
| milling | 25–6.3 | 6.3–0.5 | 0.5–0.12 | 14 |
| Abrasive | ||||
| grinding | 6.3–1.6 | 1.6–0.05 | 0.05–0.012 | 4 |
| electro-polishing | 6.3–1.6 | 1.6–0.05 | 0.05–0.006 | 4 |
| electrolytic grinding | 1.6–1.64 | 1.64–0.1 | 0.1–0.05 | 4 |
| polishing | 1.6–0.4 | 0.4–0.05 | 0.05–0.006 | 1 |
| lapping | 1.6–0.2 | 0.2–0.012 | 0.012–0.006 | 1 |
| Casting | ||||
| sand casting | 50–25 | 25–6.3 | 6.3–3.2 | 63 |
| investment casting | 6.3–3.2 | 3.2–1.6 | 1.6–0.4 | 11 |
| die casting | 3.2–1.6 | 1.6–0.8 | 0.8–0.4 | 6 |
| Forming | ||||
| hot rolling | 50–25 | 25–12.5 | 12.5–3.2 | 75 |
| forging | 25–12.5 | 12.5–3.2 | 3.2–1.6 | 31 |
| extruding | 12.5–3.2 | 3.2–0.8 | 0.8–0.4 | 8 |
| cold rolling, drawing | 0.8–0.4 | 0.4–0.2 | 0.2–0.1 | 2 |
| Other | ||||
| electron beam cutting | – | 6.3–0.4 | 0.4–0.2 | 14 |
| laser cutting | – | 6.3–0.4 | 0.4–0.2 | 14 |
| EBM | 12.5–3.2 | 3.2–0.8 | 0.8–0.4 | 9 |
| Source of Uncertainty | u(xi) | Measured Mean Value xi | u(xi)/xi % | Probability Distribution | Divisor di | ci | (ci/di) [u(xi)/xi] % |
|---|---|---|---|---|---|---|---|
| Density ρ | ±0.01 g/cm3 | 2.70 g/cm3 | 3.70 × 10−3 | Rectangular | 1 | 2.14 × 10−3 | |
| Frequency f | ±0.002 Hz | 481.220 Hz | 4.15 × 10−6 | Rectangular | 2 | 4.80 × 10−6 | |
| Length L | ±0.02 mm | 27.80 mm | 7.19 × 10−4 | Rectangular | 4 | 1.66 × 10−3 | |
| Thickness h | ±0.008 mm | 0.460 mm | 1.74 × 10−2 | Rectangular | 2 | 2.01 × 10−2 |
| Steel | Chemical Composition wt. % | ||||||
|---|---|---|---|---|---|---|---|
| Fe | C | Cu | Ni | Mo | Cr | Mn | |
| F-0000 | to balance | <0.3 | |||||
| F-0008 | to balance | 0.6 ÷ 0.9 | |||||
| FC-0200 | to balance | <0.3 | 1.5 ÷ 3.9 | ||||
| FC-0205 | to balance | 0.3 ÷ 0.6 | 1.5 ÷ 3.9 | ||||
| FN-0200 | to balance | <0.3 | 0.0 ÷ 2.5 | 1.0 ÷ 3.0 | |||
| FN-0205 | to balance | 0.3 ÷ 0.6 | 0.0 ÷ 2.5 | 1.0 ÷ 3.0 | |||
| FL-4405 | to balance | 0.4 ÷ 0.7 | 0.75 ÷ 0.95 | 0.05 ÷ 0.3 | |||
| FL-5305 | to balance | 0.4 ÷ 0.6 | 0.40 ÷ 0.60 | 2.7 ÷ 3.3 | 0.05 ÷ 0.3 | ||
| FLN2C-4005 | to balance | 0.4 ÷ 0.7 | 1.3 ÷ 1.7 | 1.55 ÷ 1.95 | 0.40 ÷ 0.60 | 0.05 ÷ 0.3 | |
| Samples | Porosity p | E/E0 | |
|---|---|---|---|
| # 1 | 1160 °C–30 min/Parallel | 0.11 ± 0.01 | 0.56 ± 0.02 |
| # 2 | 1160 °C–30 min/Perpendicular | 0.10 ± 0.01 | 0.58 ± 0.02 |
| # 3 | 1160 °C–30 min/1260 °C–90 min/Parallel | 0.09 ± 0.03 | 0.63 ± 0.02 |
| # 4 | 1160 °C–30 min/1260 °C–90 min/Perpendicular | 0.08 ± 0.03 | 0.58 ± 0.04 |
| # 5 | 1160 °C–30 min/1260 °C–45 min/Parallel | 0.10 ± 0.01 | 0.59 ± 0.01 |
| # 6 | 1160 °C–30 min/1260 °C–45 min/Perpendicular | 0.10 ± 0.03 | 0.59 ± 0.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Richetta, M.; Varone, A. A Focus on Dynamic Modulus: Effects of External and Internal Morphological Features. Metals 2021, 11, 40. https://doi.org/10.3390/met11010040
Richetta M, Varone A. A Focus on Dynamic Modulus: Effects of External and Internal Morphological Features. Metals. 2021; 11(1):40. https://doi.org/10.3390/met11010040
Chicago/Turabian StyleRichetta, Maria, and Alessandra Varone. 2021. "A Focus on Dynamic Modulus: Effects of External and Internal Morphological Features" Metals 11, no. 1: 40. https://doi.org/10.3390/met11010040
APA StyleRichetta, M., & Varone, A. (2021). A Focus on Dynamic Modulus: Effects of External and Internal Morphological Features. Metals, 11(1), 40. https://doi.org/10.3390/met11010040