Effect of Dynamic Recrystallization on the Transformed Ferrite Microstructures in HSLA Steel

 ,
,
Abstract
1. Introduction
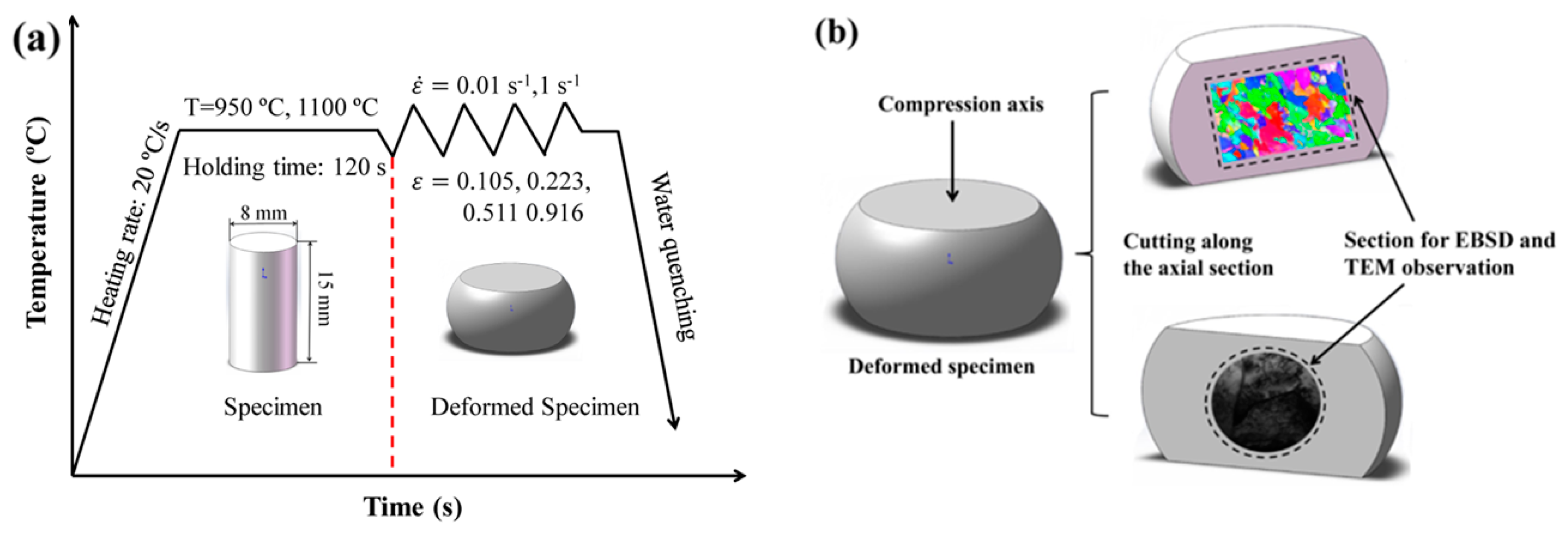
2. Materials and Methods
3. Results and Discussion
3.1. Critical Transition Temperatures of HSLA Steel
3.2. Hot Deformation Behavior
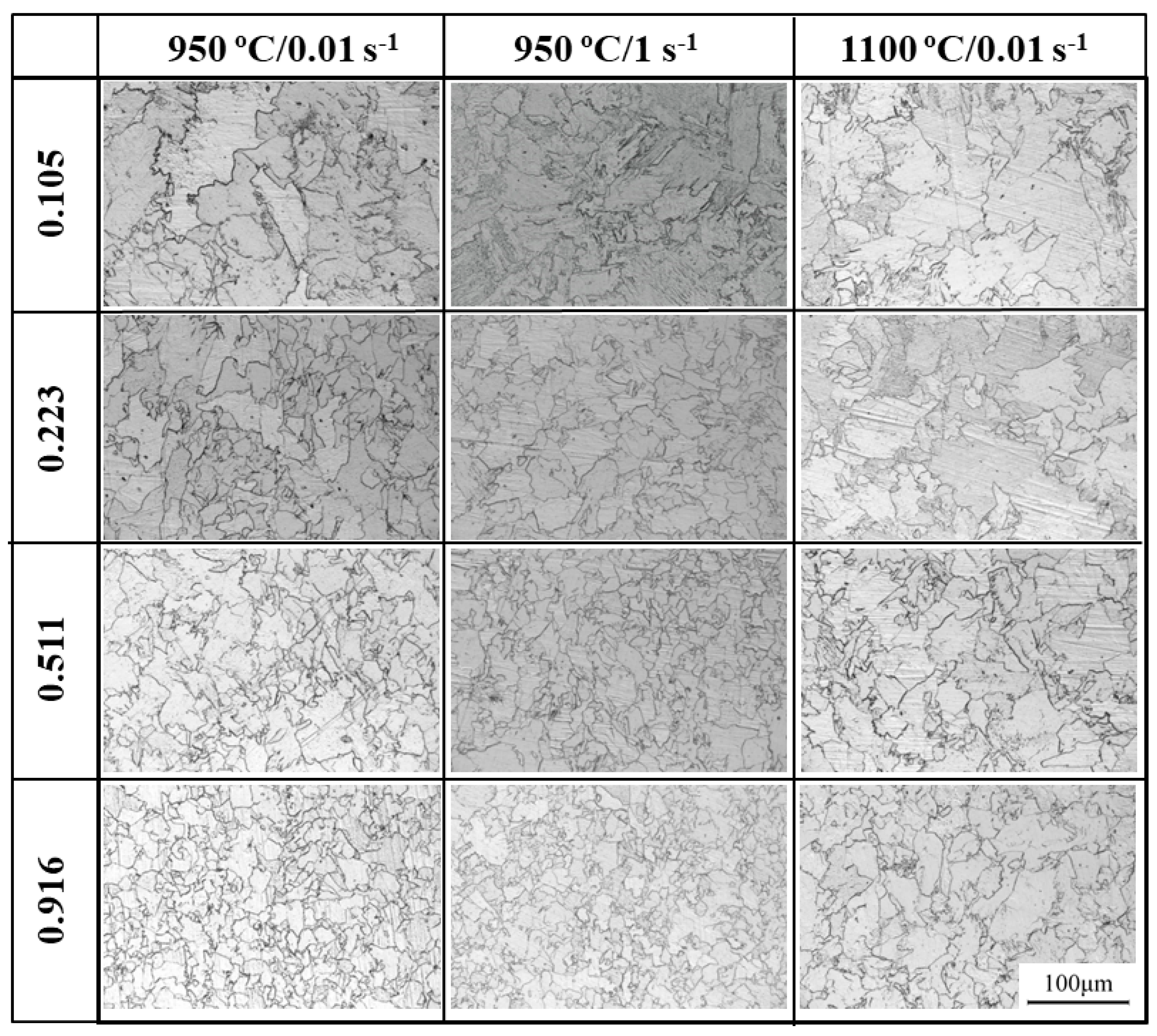
3.3. Microstructures of the Deformed Specimens
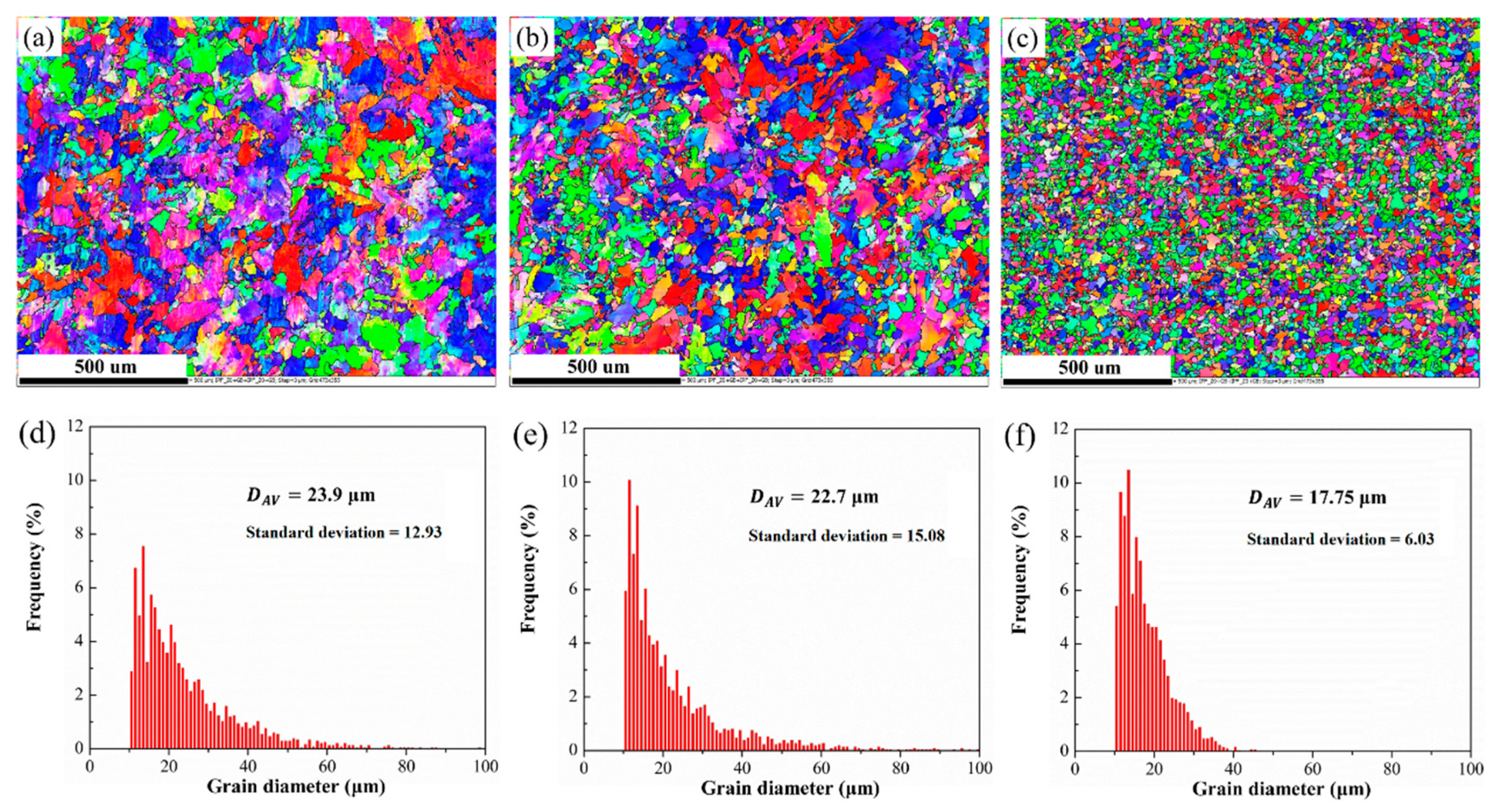
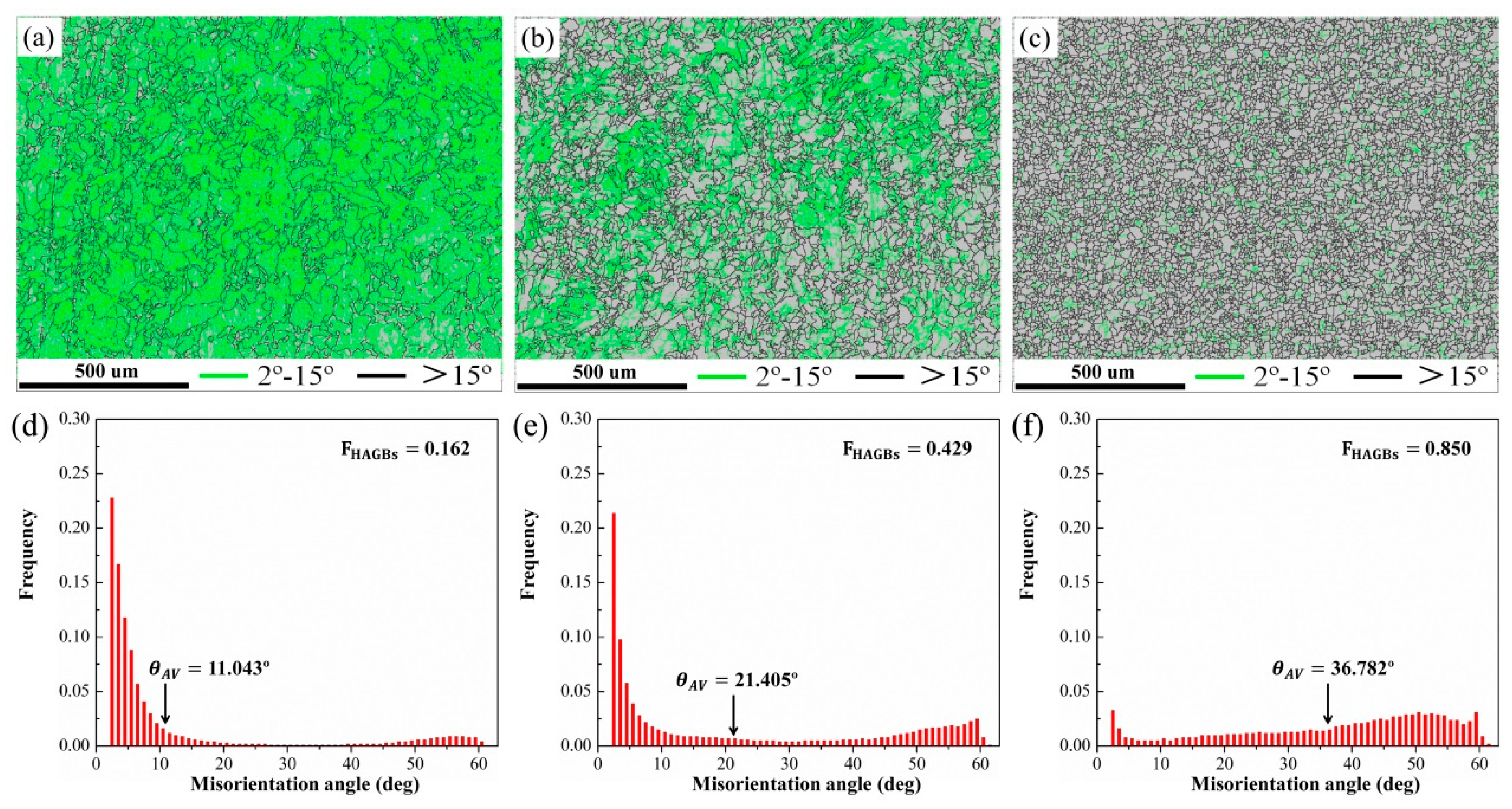
3.4. EBSD Analysis at Different True Strains
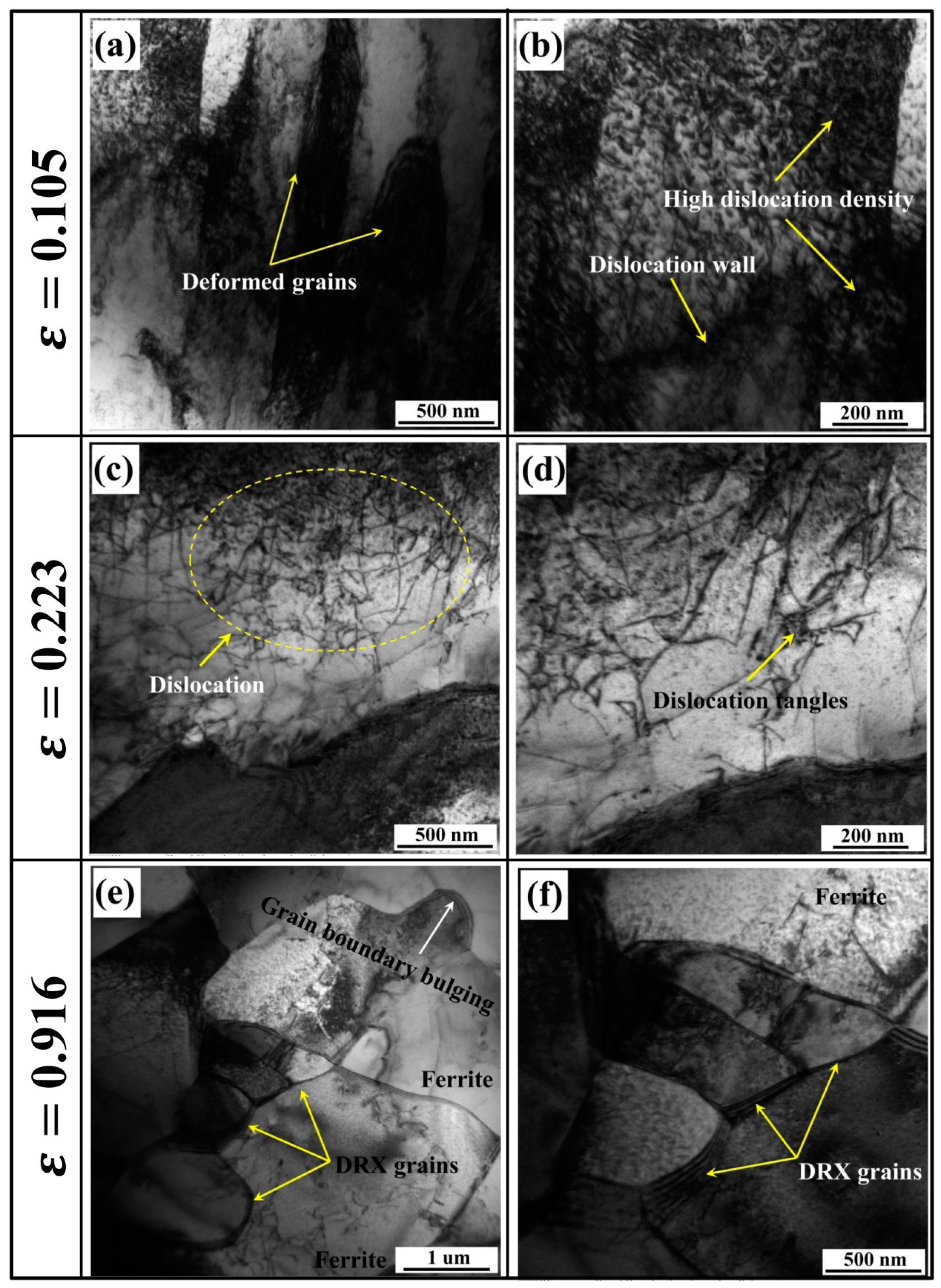
3.5. TEM Analysis at Different True Strains
4. Conclusions
- Ac1 and Ac3 of the tested steel were determined to be 806.1 °C and 870.4 °C, respectively. When the temperature was higher than 870.4 °C, the microstructure of the tested steel was single-phase austenite. The grain size of the deformed specimen decreased with increasing strain at a given temperature and strain rate.
- When the true strain of the specimen increased from 0.105 to 0.916, the average grain size decreased from 23.90 µm to 17.75 µm, the fraction of DRX increased from 2.4% to 80.3%, the fraction of HAGBs increased from 16.2% to 85%, and the average sub-boundary misorientation increased from 13.8 to 18.8°.
- The critical strain value for DRX at 950 °C and 0.01 s−1 was determined to be 0.13 by the true stress–strain curve. TEM observation shows that the nucleation of the dynamically recrystallized grains occurred by the bulging of the original grain boundaries. The DRX nucleation mechanism of the HSLA steel is the SIBM mechanism.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chen, X.Z.; Huang, Y.M. Hot deformation behavior of HSLA steel Q690 and phase transformation during compression. J. Alloys Compd. 2015, 619, 564–571. [Google Scholar] [CrossRef]
- Ledermueller, C.; Pratiwi, H.I.; Webster, R.F.; Eizadjou, M.; Ringer, S.P.; Primig, S. Microalloying effects of Mo versus Cr in HSLA steels with ultrafine-grained ferrite microstructures. Mater. Des. 2020, 185, 108278. [Google Scholar] [CrossRef]
- Ouchi, C. Development of steel plates by intensive use of TMCP and direct quenching processes. ISIJ Int. 2001, 41, 542–553. [Google Scholar] [CrossRef]
- Vervynckt, S.; Verbeken, K.; Lopez, B.; Jonas, J.J. Modern HSLA steels and role of non-recrystallisation temperature. Int. Mater. Rev. 2012, 57, 187–207. [Google Scholar] [CrossRef]
- Ebrahimi, G.; Keshmiri, H.; Maldad, A.; Momeni, A. Dynamic recrystallization behavior of 13% Cr martensitic stainless steel under hot working condition. J. Mater. Sci. Technol. 2012, 28, 467–473. [Google Scholar] [CrossRef]
- Jonas, J.J. Dynamic recrystallization-scientific curiosity or industrial tool? Mater. Sci. Eng. A 1994, 184, 155–165. [Google Scholar] [CrossRef]
- Lin, Y.-C.; Chen, M.-S.; Zhang, J. Modeling of flow stress of 42CrMo steel under hot compression. Mater. Sci. Eng. A 2009, 499, 88–92. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Cabrera, J.M.; Prado, J.M.; Najafizadeh, A. Hot deformation behavior of a medium carbon microalloyed steel. Mater. Sci. Eng. A 2011, 528, 3876–3882. [Google Scholar] [CrossRef]
- Facusseh, C.; Salinas, A.; Flores, A.; Altamirano, G. Study of Static Recrystallization Kinetics and the Evolution of Austenite Grain Size by Dynamic Recrystallization Refinement of an Eutectoid Steel. Metals 2019, 9, 1289. [Google Scholar] [CrossRef]
- Wu, C.; Han, S. Hot Deformation Behavior and Dynamic Recrystallization Characteristics in a Low-Alloy High-Strength Ni-Cr-Mo-V Steel. Acta Metall. Sin. 2018, 31, 963–974. [Google Scholar] [CrossRef]
- Wu, C.; Yang, H.; Li, H.W. Modeling of discontinuous dynamic recrystallization of a near-alpha titanium alloy IMI834 during isothermal hot compression by combining a cellular automaton model with a crystal plasticity finite element method. Comp. Mater. Sci. 2013, 79, 944–959. [Google Scholar]
- Jia, Z.; Gao, Z.X.; Ji, J.J.; Liu, D.X.; Guo, T.B.; Ding, Y.T. Study of the Dynamic Recrystallization Process of the Inconel625 Alloy at a High Strain Rate. Materials 2019, 12, 510. [Google Scholar] [CrossRef]
- Eghbali, B. Effect of strain rate on the microstructural development through continuous dynamic recrystallization in a microalloyed steel. Mater. Sci. Eng. A 2010, 527, 3402–3406. [Google Scholar] [CrossRef]
- Shaban, M.; Eghbali, B. Characterization of Austenite Dynamic Recrystallization under Different Z Parameters in a Microalloyed Steel. J. Mater. Sci. Technol. 2011, 27, 359–363. [Google Scholar] [CrossRef]
- Shen, X.-J.; Li, D.-Z.; Chen, J.; Tang, S.; Wang, G.-D. Microstructure evolution of ferrite during intercritical deformation in low carbon microalloyed steels. Mater. Sci. Technol. 2020, 36, 150–159. [Google Scholar] [CrossRef]
- Fu, H.G.; Wang, X.B.; Xie, L.J.; Hu, X.; Umer, U.; Rehman, A.U.; Abidi, M.H.; Ragab, A.E. Dynamic Behaviors and Microstructure Evolution of Iron-Nickel Based Ultra-High Strength Steel by SHPB Testing. Metals 2020, 10, 62. [Google Scholar] [CrossRef]
- Ren, F.C.; Chen, F.; Chen, J.; Tang, X.Y. Hot deformation behavior and processing maps of AISI 420 martensitic stainless steel. J. Manuf. Process. 2018, 31, 640–649. [Google Scholar] [CrossRef]
- Dai, X.; Yang, B. Study on hot deformation behavior and processing maps of SA508-IV steel for novel nuclear reactor pressure vessels. Vacuum 2018, 155, 637–644. [Google Scholar] [CrossRef]
- Liu, Z.L.; Liu, C.M.; Ding, J.H.; Zhang, H.Q. Characterization and Modelling of High Temperature Flow Behaviour of V Modified 2.25Cr-1Mo Heat Resistant Steel Plate. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2020, 35, 192–199. [Google Scholar] [CrossRef]
- Luo, L.; Liu, Z.; Bai, S.; Zhao, J.; Zeng, D.; Wang, J.; Cao, J.; Hu, Y. Hot Deformation Behavior Considering Strain Effects and Recrystallization Mechanism of an Al-Zn-Mg-Cu Alloy. Materials 2020, 13, 1743. [Google Scholar] [CrossRef]
- Han, Y.; Wu, H.; Zhang, W.; Zou, D.N.; Liu, G.W.; Qiao, G.J. Constitutive equation and dynamic recrystallization behavior of as-cast 254SMO super-austenitic stainless steel. Mater. Des. 2015, 69, 230–240. [Google Scholar] [CrossRef]
- Chen, D.D.; Lin, Y.C.; Zhou, Y.; Chen, M.S.; Wen, D.X. Dislocation substructures evolution and an adaptive-network- based fuzzy inference system model for constitutive behavior of a Ni-based superalloy during hot deformation. J. Alloys Compd. 2017, 708, 938–946. [Google Scholar] [CrossRef]
- Imbert, C.A.C.; McQueen, H.J. Dynamic recrystallization of A2 and M2 tool steels. Mater. Sci. Eng. A 2001, 313, 104–116. [Google Scholar] [CrossRef]
- Li, B.; Pan, Q.; Yin, Z. Characterization of hot deformation behavior of as-homogenized Al-Cu-Li-Sc-Zr alloy using processing maps. Mater. Sci. Eng. A 2014, 614, 199–206. [Google Scholar] [CrossRef]
- Xu, W.C.; Jin, X.Z.; Shan, D.B.; Chai, B.X. Study on the effect of solution treatment on hot deformation behavior and workability of Mg-7Gd-5Y-0.6Zn-0.8Zr magnesium alloy. J. Alloys Compd. 2017, 720, 309–323. [Google Scholar] [CrossRef]
- Li, M.Y.; Duan, Y.C.; Yao, D.; Guan, Y.P.; Yang, L. Constitutive Model and Flow Behavior of B1500HS High-Strength Steel During the Hot Deformation Process. Metals 2020, 10, 64. [Google Scholar] [CrossRef]
- Jonas, J.J.; Quelennec, X.; Jiang, L.; Martin, E. The Avrami kinetics of dynamic recrystallization. Acta Mater. 2009, 57, 2748–2756. [Google Scholar] [CrossRef]
- Chen, X.-M.; Lin, Y.C.; Chen, M.-S.; Li, H.-B.; Wen, D.-X.; Zhang, J.-L.; He, M. Microstructural evolution of a nickel-based superalloy during hot deformation. Mater. Des. 2015, 77, 41–49. [Google Scholar] [CrossRef]
- Zhou, M.; Lin, Y.C.; Deng, J.; Jiang, Y.Q. Hot tensile deformation behaviors and constitutive model of an Al-Zn-Mg-Cu alloy. Mater. Des. 2014, 59, 141–150. [Google Scholar] [CrossRef]
- Poliak, E.; Jonas, J. A one-parameter approach to determining the critical conditions for the initiation of dynamic recrystallization. Acta Mater. 1996, 44, 127–136. [Google Scholar] [CrossRef]
- Chaudhuri, A.; Behera, A.N.; Sarkar, A.; Kapoor, R.; Ray, R.K.; Suwas, S. Hot deformation behaviour of Mo-TZM and understanding the restoration processes involved. Acta Mater. 2019, 164, 153–164. [Google Scholar] [CrossRef]
- Sarkar, A.; Chandanshive, S.A.; Thota, M.K.; Kapoor, R. High temperature deformation behavior of Zr-1Nb alloy. J. Alloys Compd. 2017, 703, 56–66. [Google Scholar] [CrossRef]
- Sarkar, A.; Marchattiwar, A.; Chakravartty, J.K.; Kashyap, B.P. Kinetics of dynamic recrystallization in Ti-modified 15Cr-15Ni-2Mo austenitic stainless steel. J. Nucl. Mater. 2013, 432, 9–15. [Google Scholar] [CrossRef]
- Lee, J.-W.; Son, H.-W.; Hyun, S.-K. Hot deformation behavior of AA6005 modified with CaO-added Mg at high strains. J. Alloys Compd. 2019, 774, 1081–1091. [Google Scholar] [CrossRef]
- Cui, H.B.; Xie, G.M.; Luo, Z.A.; Ma, J.; Wang, G.D.; Misra, R.D.K. The microstructural evolution and impact toughness of nugget zone in friction stir welded X100 pipeline steel. J. Alloys Compd. 2016, 681, 426–433. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.X.; Wang, J.J.; Gao, C.R. Effect of welding heat input on microstructures and toughness in simulated CGHAZ of V-N high strength steel. Mater. Sci. Eng. A 2013, 577, 161–168. [Google Scholar] [CrossRef]
- Kitahara, H.; Ueji, R.; Tsuji, N.; Minamino, Y. Crystallographic features of lath martensite in low-carbon steel. Acta Mater. 2006, 54, 1279–1288. [Google Scholar] [CrossRef]
- Lambert-Perlade, A.; Gourgues, A.F.; Pineau, A. Austenite to bainite phase transformation in the heat-affected zone of a high strength low alloy steel. Acta Mater. 2004, 52, 2337–2348. [Google Scholar] [CrossRef]
- Li, X.Y.; Xi, W.J.; Yan, H.G.; Chen, J.H.; Su, B.; Song, M.; Li, Z.Z.; Li, Y.L. Dynamic recrystallization behaviors of high Mg alloyed Al-Mg alloy during high strain rate rolling deformation. Mater. Sci. Eng. A 2019, 753, 59–69. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Miura, H. Ultrafine grain formation in ferritic stainless steel during severe plastic deformation. Metall. Mater. Trans. A 2008, 39A, 2206–2214. [Google Scholar] [CrossRef]
- Qian, P.P.; Tang, Z.H.; Wang, L.; Siyasiya, C.W. Hot Deformation Characteristics and 3-D Processing Map of a High-Titanium Nb-Micro-alloyed Steel. Materials 2020, 13, 1501. [Google Scholar] [CrossRef]
- Liu, D.; Ding, H.; Hu, X.; Han, D.; Cai, M. Dynamic recrystallization and precipitation behaviors during hot deformation of a kappa-carbide-bearing multiphase Fe-11Mn-10Al-0.9C lightweight steel. Mater. Sci. Eng. A 2020, 772, 138682. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, X.-Y.; Chen, X.-M.; Chen, J.; Wen, D.-X.; Zhang, J.-L.; Li, L.-T. EBSD study of a hot deformed nickel-based superalloy. J. Alloys Compd. 2015, 640, 101–113. [Google Scholar] [CrossRef]
- Wang, X.X.; Zhan, M.; Gao, P.F.; Ma, P.Y.; Yang, K.; Lei, Y.D.; Li, Z.X. Deformation mode dependent mechanism and kinetics of dynamic recrystallization in hot working of titanium alloy. Mater. Sci. Eng. A 2020, 772, 138804. [Google Scholar] [CrossRef]
- Wan, Z.P.; Sun, Y.; Hu, L.X.; Yu, H. Experimental study and numerical simulation of dynamic recrystallization behavior of TiAl-based alloy. Mater. Des. 2017, 122, 11–20. [Google Scholar] [CrossRef]
- Wu, Y.; Kou, H.; Wu, Z.; Tang, B.; Li, J. Dynamic recrystallization and texture evolution of Ti-22Al-25Nb alloy during plane-strain compression. J. Alloys Compd. 2018, 749, 844–852. [Google Scholar] [CrossRef]
- Huang, K.; Loge, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cu | Cr | Mo | Ni | Nb | Al | Ti | V |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.013 | 0.15 | 0.93 | 0.37 | 0.20 | 0.11 | 0.53 | 0.038 | 0.014 | 0.009 | 0.011 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, N.; Kingkam, W.; Han, R.; Tang, M.; Zhang, H.; Zhao, C. Effect of Dynamic Recrystallization on the Transformed Ferrite Microstructures in HSLA Steel. Metals 2020, 10, 817. https://doi.org/10.3390/met10060817
Li N, Kingkam W, Han R, Tang M, Zhang H, Zhao C. Effect of Dynamic Recrystallization on the Transformed Ferrite Microstructures in HSLA Steel. Metals. 2020; 10(6):817. https://doi.org/10.3390/met10060817
Chicago/Turabian StyleLi, Ning, Wilasinee Kingkam, Renheng Han, Ming Tang, Hexin Zhang, and Chengzhi Zhao. 2020. "Effect of Dynamic Recrystallization on the Transformed Ferrite Microstructures in HSLA Steel" Metals 10, no. 6: 817. https://doi.org/10.3390/met10060817
APA StyleLi, N., Kingkam, W., Han, R., Tang, M., Zhang, H., & Zhao, C. (2020). Effect of Dynamic Recrystallization on the Transformed Ferrite Microstructures in HSLA Steel. Metals, 10(6), 817. https://doi.org/10.3390/met10060817