A Mechanism for Inducing Compressive Residual Stresses on a Surface by Laser Peening without Coating




Abstract
1. Introduction
2. An LPwC Model to Induce Compressive Residual Stress on a Surface
2.1. Evolution of Surface Stress Due to Single Pulse Irradiation
2.2. Surface Residual Stress after Successive Laser Pulse Irradiation
3. Experimental Procedure for Validation of LPwC Model
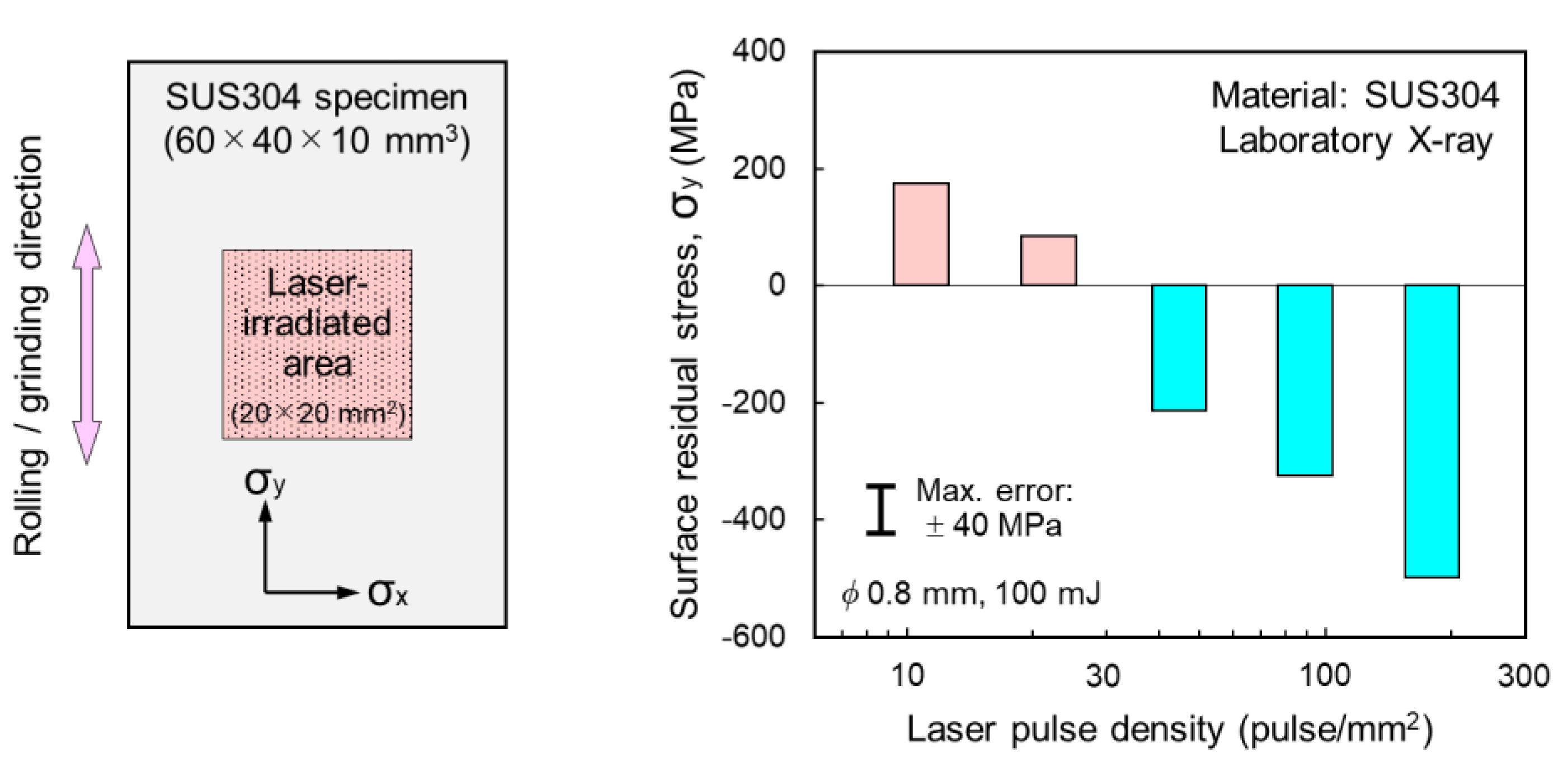
3.1. Preparation of Specimens
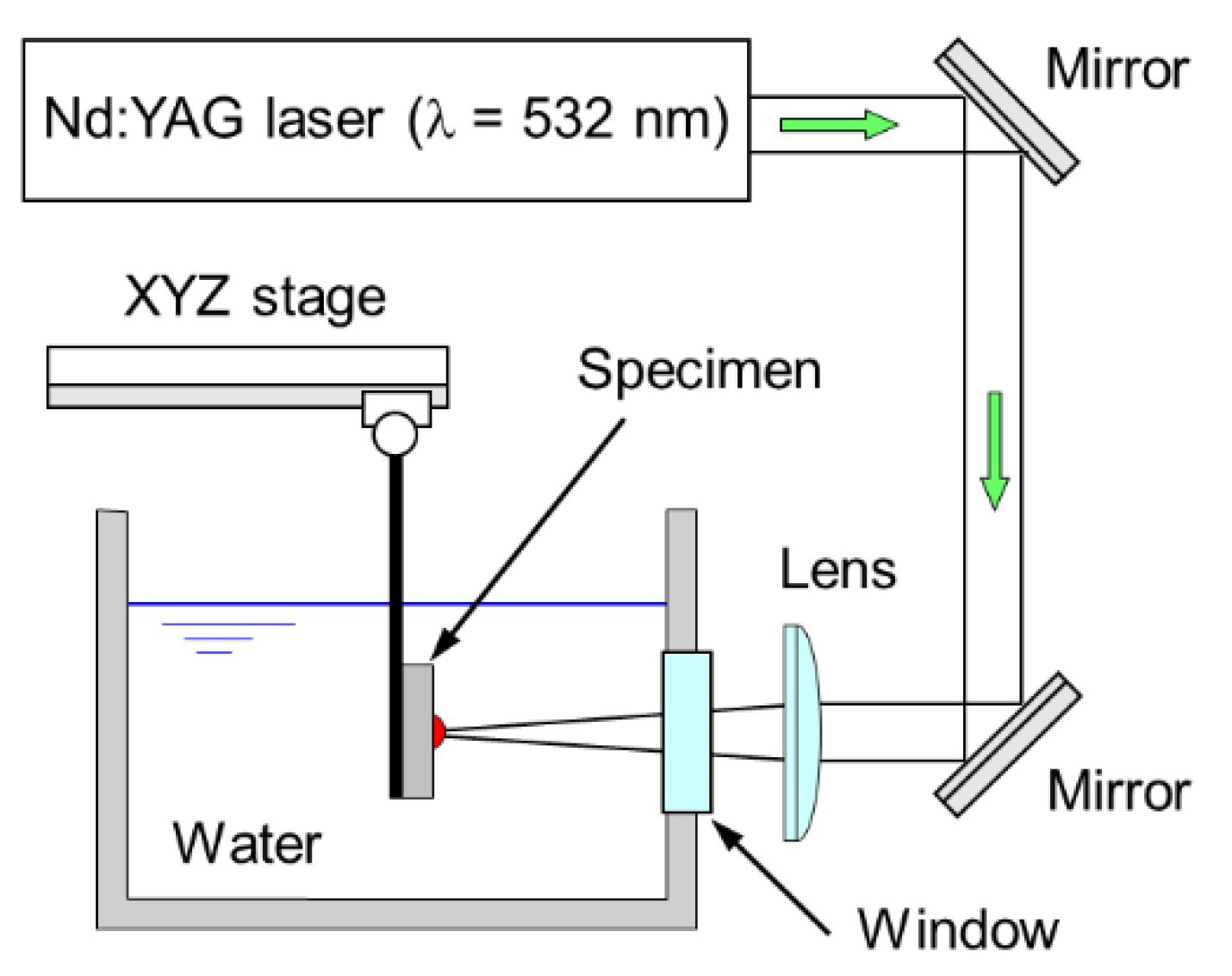
3.2. Setup of Laser Irradiation Experiment
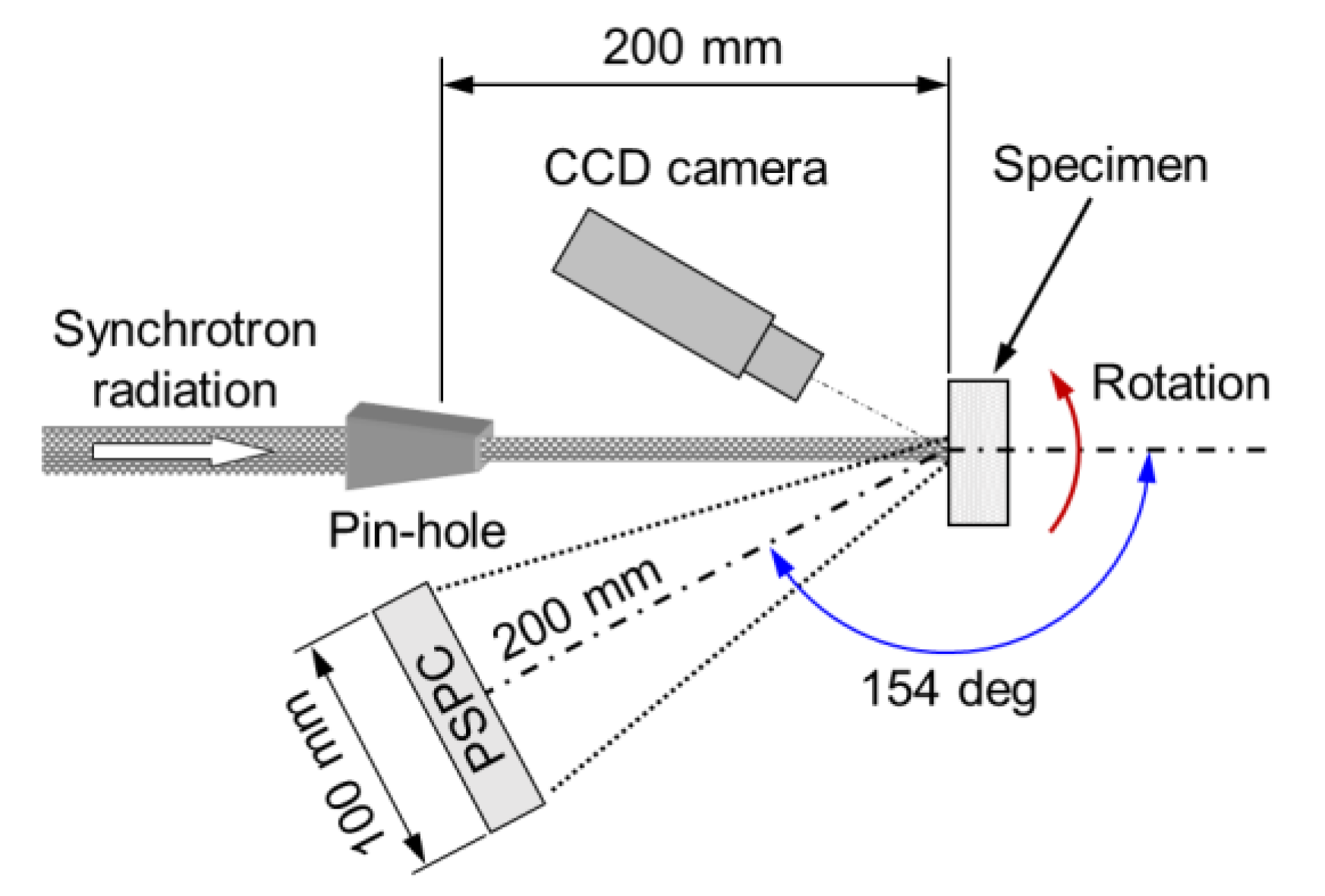
3.3. Residual Stress Measurement by X-Ray Diffraction
4. Results and Discussion
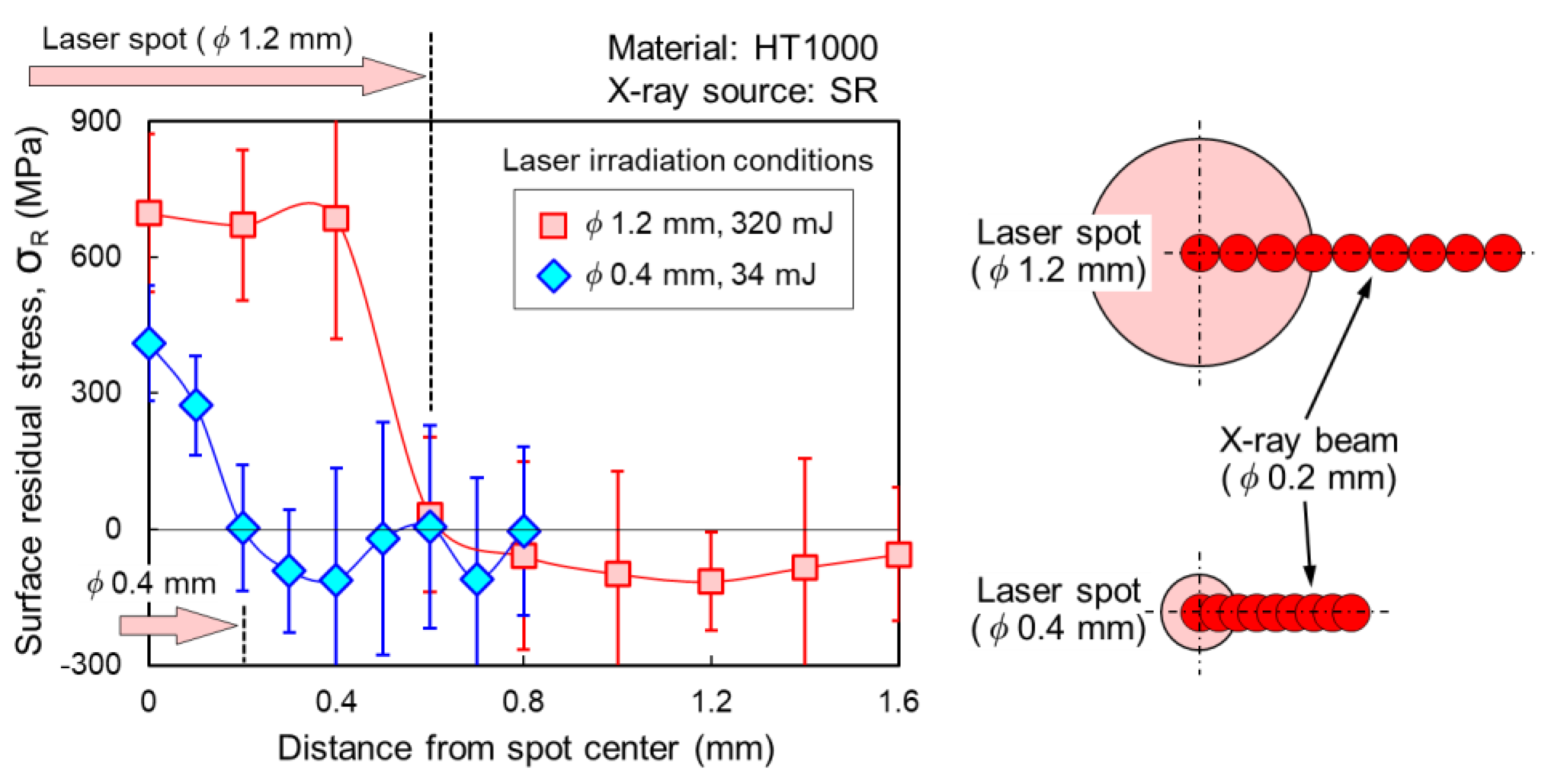
4.1. Surface Residual Stress after 0D Single Pulse Irradiation
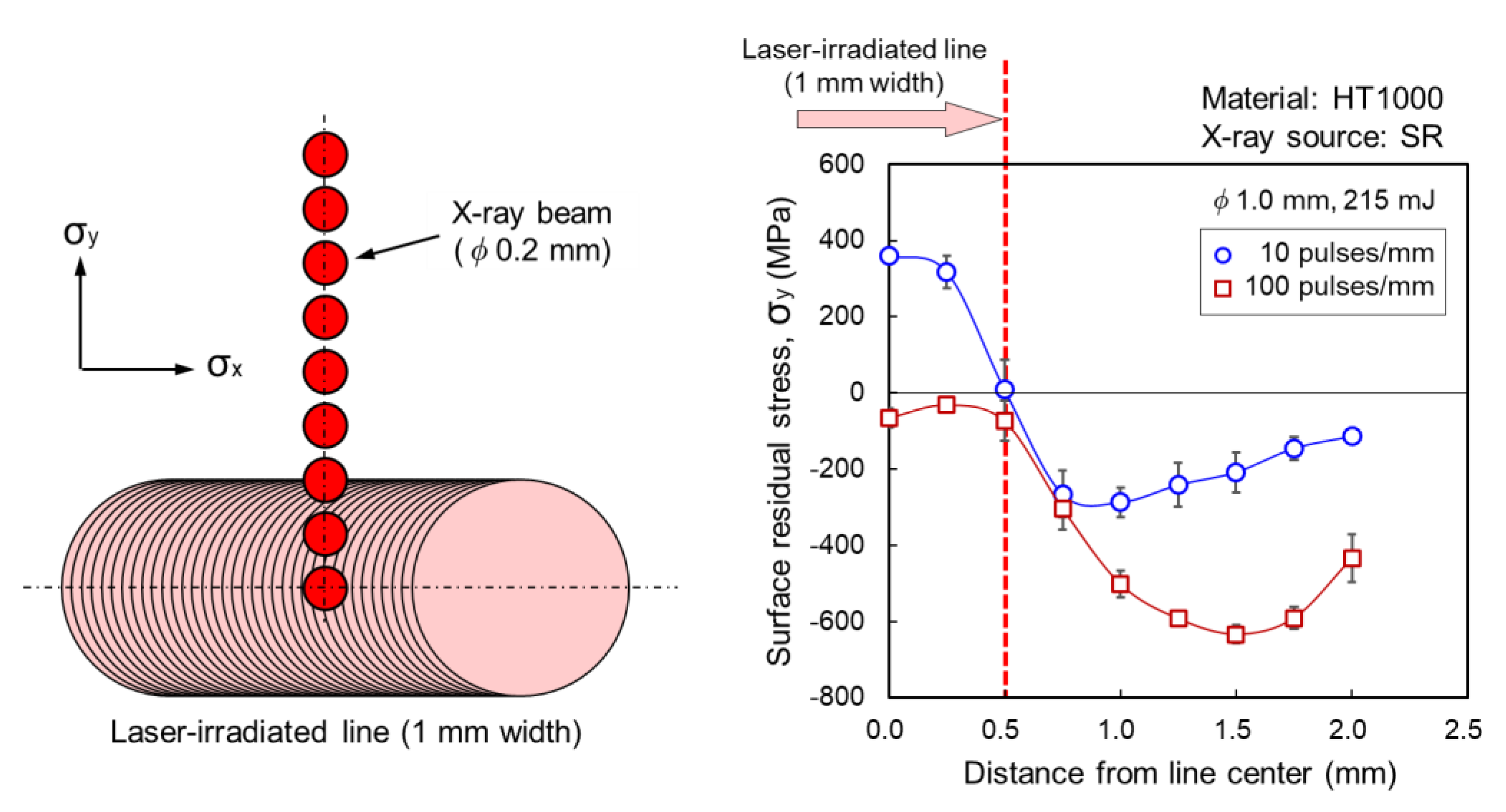
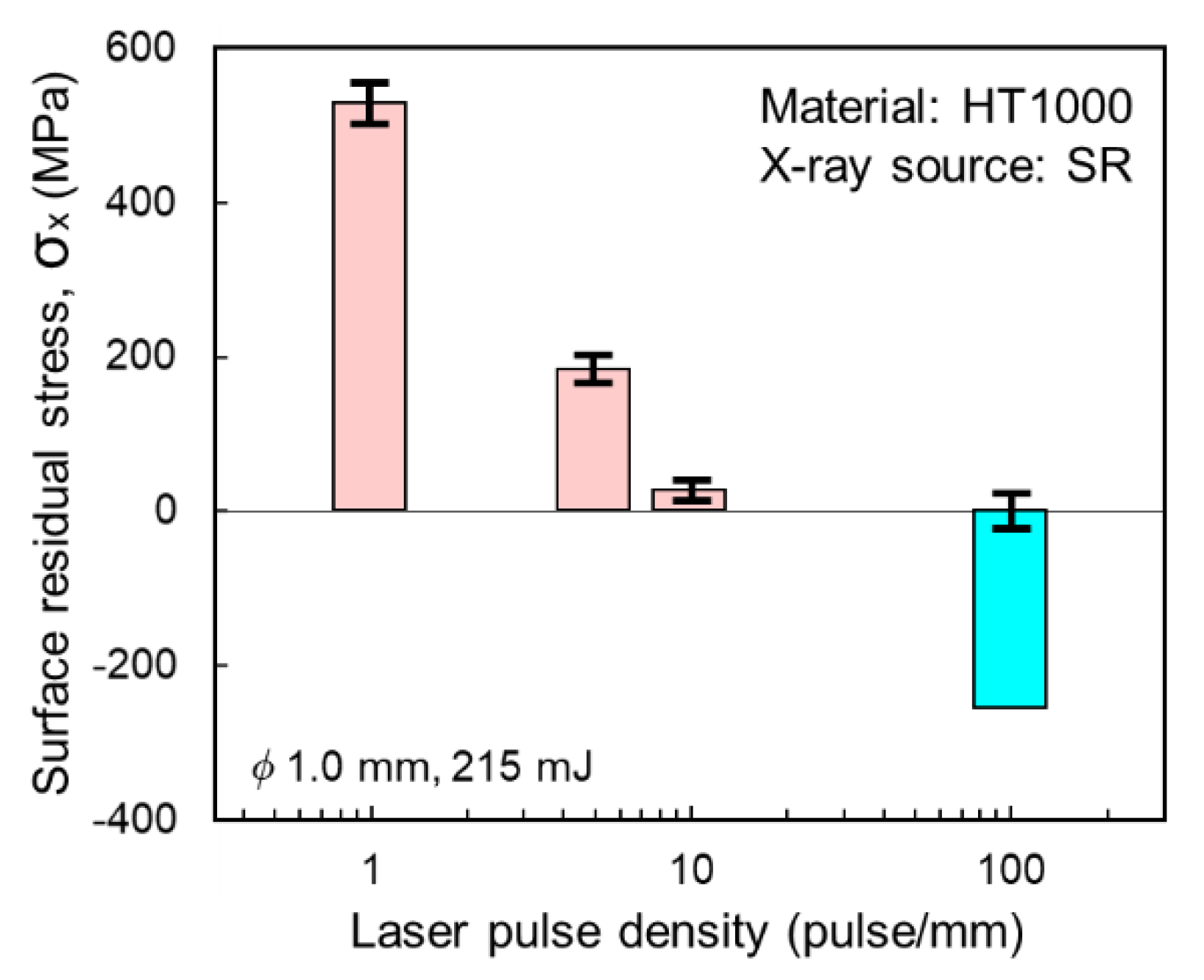
4.2. Surface Residual Stress after 1D Line Irradiation
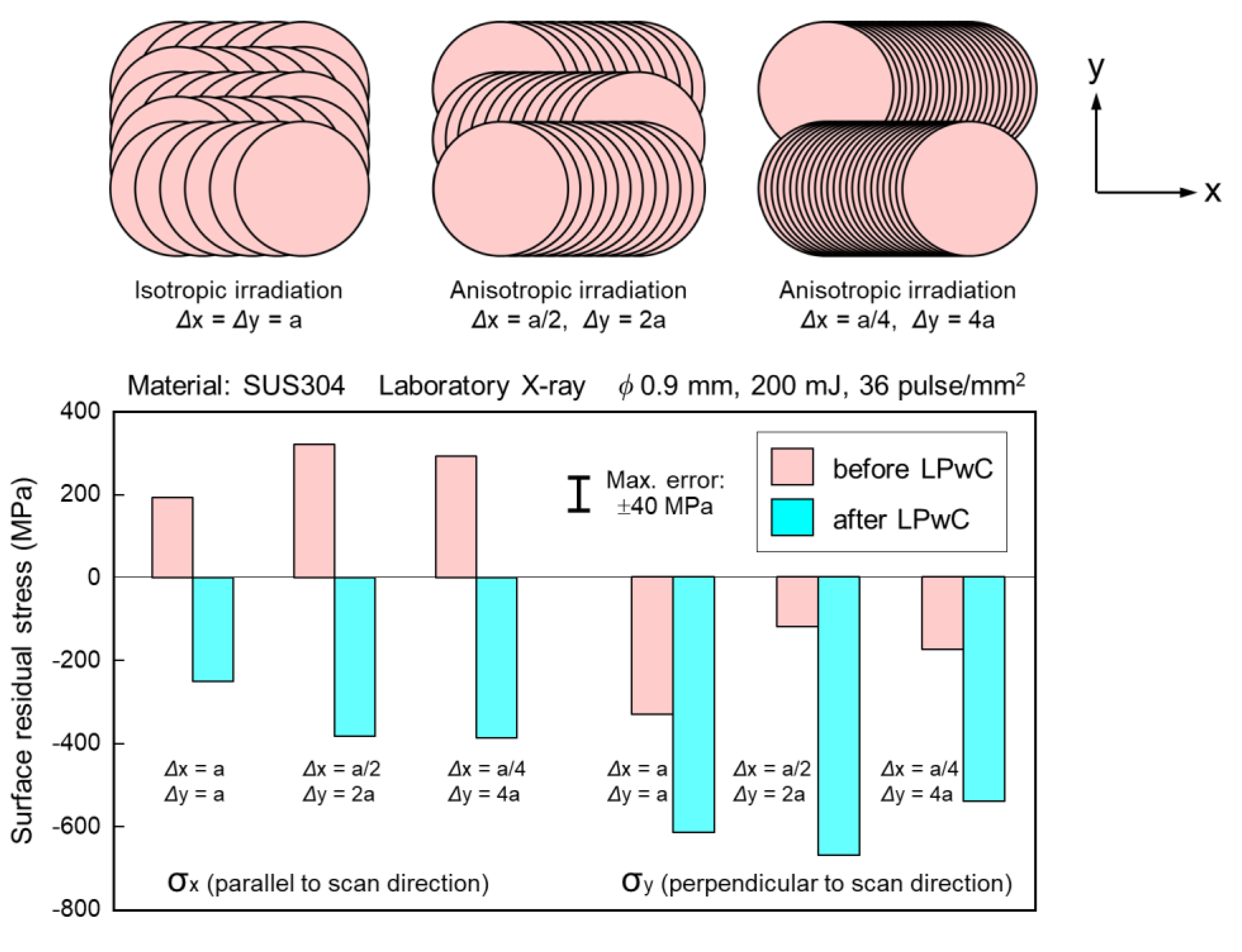
4.3. Surface Residual Stress after 2D Area Irradiation
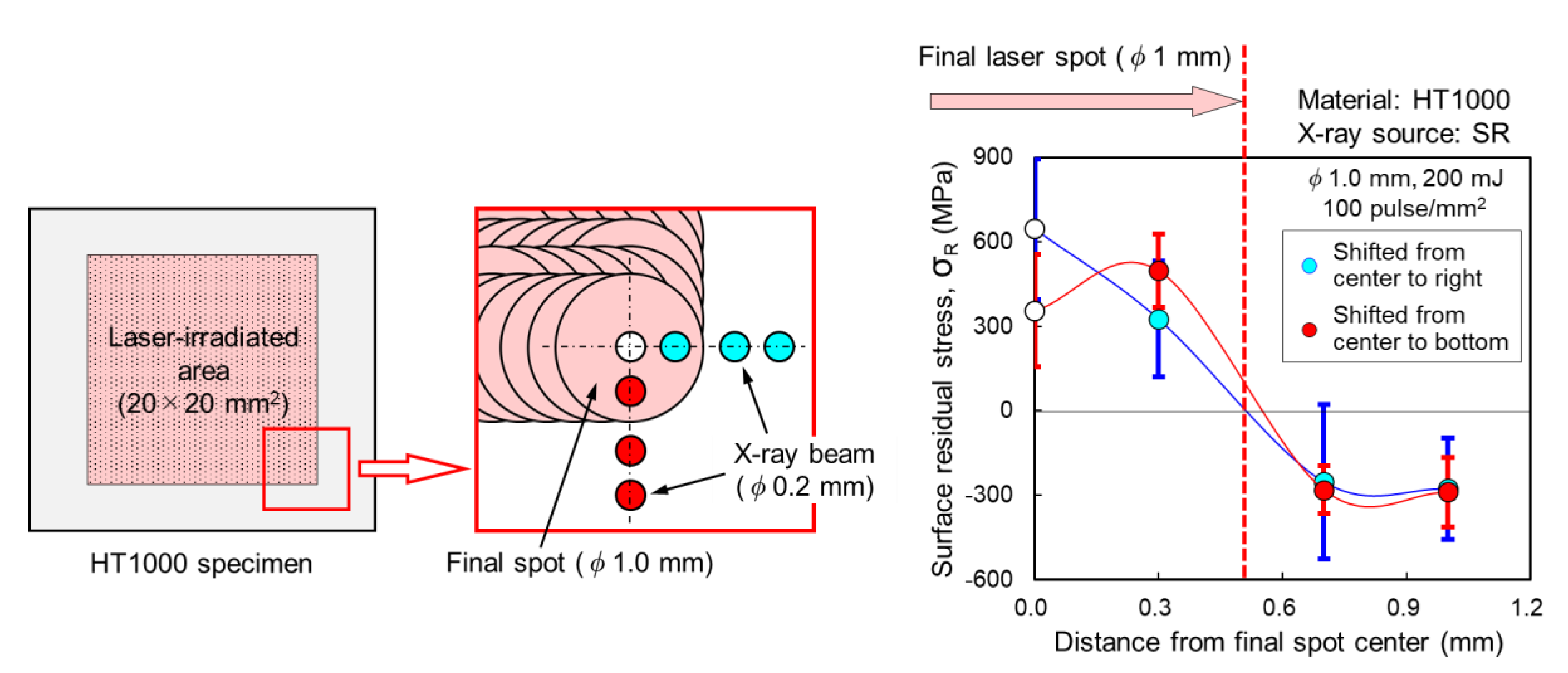
4.4. Surface Residual Stress on the Final Laser-Irradiated Spot in the 2D Area
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sano, Y. Quarter century development of laser peening without coating. Metals 2020, 10, 152. [Google Scholar] [CrossRef]
- Prabhakaran, S.; Kulkarni, A.; Vasanth, G.; Kalainathan, S.; Shukla, P.; Vasudevan, V. Laser shock peening without coating induced residual stress distribution, wettability characteristics and enhanced pitting corrosion resistance of austenitic stainless steel. Appl. Surf. Sci. 2018, 428, 17–30. [Google Scholar] [CrossRef]
- Dhakal, B.; Swaroop, S. Review: Laser shock peening as post welding treatment technique. J. Manuf. Process. 2018, 32, 721–733. [Google Scholar] [CrossRef]
- Karthik, D.; Swaroop, S. Influence of laser peening on phase transformation and corrosion resistance of AISI 321 steel. J. Mater. Eng. Perform. 2016, 25, 2642–2650. [Google Scholar] [CrossRef]
- Gujba, A.K.; Medraj, M. Laser peening process and its impact on materials properties in comparison with shot peening and ultrasonic impact peening. Materials 2014, 7, 7925–7974. [Google Scholar] [CrossRef]
- Trdan, U.; Porro, J.A.; Ocaña, J.L.; Grum, J. Laser shock peening without absorbent coating (LSPwC) effect on 3D surface topography and mechanical properties of 6082-T651 Al alloy. Surf. Coat. Technol. 2012, 208, 109–116. [Google Scholar] [CrossRef]
- Sano, Y.; Mukai, N.; Okazaki, K.; Obata, M. Residual stress improvement in metal surface by underwater laser irradiation. Nucl. Instrum. Methods Phys. Res. B 1997, 121, 432–436. [Google Scholar] [CrossRef]
- Mukai, N.; Aoki, N.; Obata, M.; Ito, A.; Sano, Y.; Konagai, C. Laser processing for underwater maintenance in nuclear plants. In Proceedings of the 3rd JSME/ASME International Conference on Nuclear Engineering (ICONE-3), Kyoto, Japan, 23–27 April 1995. S404–3. [Google Scholar]
- Stress Corrosion Cracking in Light Water Reactors: Good Practices and Lessons Learned; IAEA Nuclear Energy Series No. NP-T-3.13; International Atomic Energy Agency: Vienna, Austria, 2011; Available online: https://www.iaea.org/publications/8671/stress-corrosion-cracking-in-light-water-reactors-good-practices-and-lessons-learned (accessed on 18 June 2020).
- Sano, Y.; Obata, M.; Yamamoto, T. Residual stress improvement of weldment by laser peening. Weld. Int. 2006, 20, 598–601. [Google Scholar] [CrossRef]
- Sano, Y.; Mukai, N.; Yoda, M.; Ogawa, K.; Suezono, N. Underwater laser shock processing to introduce residual compressive stress on metals. Mater. Sci. Res. Int. 2001, 2, 453–458. [Google Scholar]
- Sano, Y.; Kimura, M.; Mukai, N.; Yoda, M.; Obata, M.; Ogisu, T. Process and application of shock compression by nanosecond pulses of frequency-doubled Nd: YAG laser. In Proceedings of the International Forum on Advanced High-Power Lasers and Applications (AHPLA’99), Osaka, Japan, 1–5 November 1999. [Google Scholar]
- Sano, Y.; Obata, M.; Kubo, T.; Mukai, N.; Yoda, M.; Masaki, K.; Ochi, Y. Retardation of crack initiation and growth in austenitic stainless steels by laser peening without protective coating. Mater. Sci. Eng. A 2006, 417, 334–340. [Google Scholar] [CrossRef]
- Jiao, Y.; He, W.; Shen, X. Enhanced high cycle fatigue resistance of Ti-17 titanium alloy after multiple laser peening without coating. Int. J. Adv. Manuf. Technol. 2019, 104, 1333–1343. [Google Scholar] [CrossRef]
- Troiani, E.; Zavatta, N. The effect of laser peening without coating on the fatigue of a 6082-T6 aluminum alloy with a curved notch. Metals 2019, 9, 728. [Google Scholar] [CrossRef]
- Ivetic, G.; Meneghin, I.; Troiani, E.; Molinari, G.; Ocaña, J.; Morales, M.; Porro, J.; Lanciotti, A.; Ristori, V.; Polese, C.; et al. Fatigue in laser shock peened open-hole thin aluminium specimens. Mater. Sci. Eng. A 2012, 534, 573–579. [Google Scholar] [CrossRef]
- Altenberger, I.; Nalla, R.K.; Sano, Y.; Wagner, L.; Ritchie, R.O. On the effect of deep-rolling and laser-peening on the stress-controlled low- and high-cycle fatigue behavior of Ti-6Al-4V at elevated temperatures up to 550 °C. Int. J. Fatigue 2012, 44, 292–302. [Google Scholar] [CrossRef]
- Sano, Y.; Masaki, K.; Gushi, T.; Sano, T. Improvement in fatigue performance of friction stir welded A6061-T6 aluminum alloy by laser peening without coating. Mater. Des. 2012, 36, 809–814. [Google Scholar] [CrossRef]
- Sakino, Y.; Sano, Y.; Kim, Y.-C. Application of laser peening without coating on steel welded joints. Int. J. Struct. Integr. 2011, 2, 332–344. [Google Scholar] [CrossRef]
- Masaki, K.; Ochi, Y.; Matsumura, T.; Sano, Y. Effects of laser peening treatment on high cycle fatigue properties of degassing-processed cast aluminum alloy. Mater. Sci. Eng. A 2007, 468–470, 171–175. [Google Scholar] [CrossRef]
- Sims, W.; Elias, V. Laser peening for long term operation. Nucl. Plant J. 2018, 4, 54–56. [Google Scholar]
- Sano, Y.; Kimura, M.; Sato, K.; Obata, M.; Sudo, A.; Hamamoto, Y.; Shima, S.; Ichikawa, Y.; Yamazaki, H.; Naruse, M.; et al. Development and application of laser peening system to prevent stress corrosion cracking of reactor core shroud. In Proceedings of the 8th International Conference on Nuclear Engineering (ICONE-8), Baltimore, MD, USA, 2–6 April 2000. [Google Scholar]
- Yoda, M.; Chida, I.; Okada, S.; Ochiai, M.; Sano, Y.; Mukai, N.; Komotori, G.; Saeki, R.; Takagi, T.; Sugihara, M.; et al. Development and application of laser peening system for PWR power plants. In Proceedings of the 14th International Conference on Nuclear Engineering (ICONE-14), Miami, FL, USA, 17–20 July 2006. [Google Scholar]
- Chida, I.; Hirota, K.; Sano, Y.; Sasaki, H.; Sumiya, R.; Inukai, T.; Murakami, I.; Nomura, H. Development of laser peening technology for low pressure turbine blades, In Proceedings of the 19th International Conference on Nuclear Engineering (ICONE-19), Osaka, Japan, 24–25 October 2011.
- Akita, K.; Sano, Y.; Takahashi, K.; Tanaka, H.; Ohya, S. Strengthening of Si3N4 ceramics by laser peening. Mater. Sci. Forum 2006, 524–525, 141–146. [Google Scholar] [CrossRef]
- Sano, Y.; Akita, K. Evidence of surface compression and stability of laser-peened material without coating. SPring-8 Res. Front. 2005, 127–128. Available online: http://www.spring8.or.jp/pdf/en/res_fro/05/127-128pdf (accessed on 18 June 2020).
- Ding, K.; Ye, L. Laser shock peening. In Woodhead Publishing in Materials; Woodhead: Cambridge, UK, 2006. [Google Scholar]
- Peyre, P.; Berthe, L.; Scherpereel, X.; Fabbro, R. Laser-shock processing of aluminium-coated 55C1 steel in water-confinement regime, characterization and application to high-cycle fatigue behavior. J. Mater. Sci. 1998, 33, 1421–1429. [Google Scholar] [CrossRef]
- Peyre, P.; Chaieb, I.; Braham, C. FEM calculation of residual stresses induced by laser shock processing in stainless steels. Model. Simul. Mater. Sci. Eng. 2007, 15, 205–221. [Google Scholar] [CrossRef]
- Kruusing, A. Underwater and water-assisted laser processing: Part 1-General features, steam cleaning and shock processing. Opt. Lasers Eng. 2004, 41, 307–327. [Google Scholar] [CrossRef]
- Fabbro, R.; Peyre, P.; Berthe, L.; Scherpereel, X. Physics and applications of laser-shock processing. J. Laser Appl. 1998, 10, 265–279. [Google Scholar] [CrossRef]
- Clauer, A.; Lahrman, D. Laser shock processing as a surface enhancement process. Key Eng. Mater. 2001, 197, 121–144. [Google Scholar] [CrossRef]
- Ocaña, J.L.; Morales, M.; Molpeceres, C.; Torres, J. Numerical simulation of surface deformation and residual stresses fields in laser shock processing experiments. Appl. Surf. Sci. 2004, 238, 242–248. [Google Scholar] [CrossRef]
- Morales, M.; Porro, J.A.; Molpeceres, C.; Holgado, M.; Ocaña, J.L. Analysis of plasma thermal surface effects on the residual stress field induced by LSP in Al2024-t351. J. Optoelectron. Adv. Mater. 2010, 12, 718–722. [Google Scholar]
- Measurement of Three-Dimensional Residual Stress Distribution in Single Laser Pulse Irradiated Area. Available online: http://www.spring8.or.jp/pdf/en/user_ex_repo/03B/237.pdf (accessed on 31 May 2020).
- Sato, M.; Sano, Y.; Kajiwara, K.; Tanaka, H.; Akita, K. Non-destructive measurement of residual stress depth profile in a laser-peened steel at SPring-8, Proc. In Proceedings of the 9th International Conference on Synchrotron Radiation Instrumentation (SRI 2006), Daegu, Korea, 28 May–3 June 2006. Paper No. 21030023. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Event over Time | Stress State under Spot | Stress State of Rim | Schematic Figure | ||
|---|---|---|---|---|---|
 | During laser irradiation (typically ≲100 ns) | Expansion of surface under laser spot, generation of plasma | Compressive due to expansion and constraint from surrounding material | Compressive due to thermal expansion under laser spot |  |
| Melting of surface under laser spot | Zero stress due to melting | Compressive with decreased amplitude due to melting under spot |  | ||
| After laser irradiation (≳100 ns) | Dissipation of plasma, cooling of surface under laser spot | Tensile due to shrinkage as cooling proceeds | Compressive with further decreased amplitude due to shrinkage under spot |  | |
| Pattern of Irradiation | Residual Stress (RS) State | Schematic of RS State | |
|---|---|---|---|
| A | 0D (zero-dimensional) single pulse irradiation | Tensile RS under laser spot. Compressive RS on rim |  |
| B | 1D irradiation with sparse overlap | Wipeout of tensile RS is not sufficient. Average RS must be tensile |  |
| C | 1D irradiation with dense overlap | Wipeout of tensile RS is sufficient. Compressive except under final spot |  |
| D | 2D irradiation with sparse overlap (scan direction: X) | Wipeout of tensile RS is not sufficient. Average RS must be tensile |  |
| E | 2D irradiation with dense overlap (scan direction: X) | Wipeout of tensile RS is sufficient. Compressive except under final spot |  |
| F | 2D irradiation with dense overlap in X, sparse in Y (scan direction: X) | Equivalent to multiple laws of 1D irradiation. Compressive except under final spot of each line |  |
| G | 2D irradiation with sparse overlap in X, dense in Y (scan direction: Y) | Equivalent to multiple laws of 1D irradiation. Compressive except under spots of the final line |  |
| Material | 0.2 % Proof Stress | Tensile Strength |
|---|---|---|
| HT1000 | 983 MPa | 1063 MPa |
| SUS304 (20% cold-worked) | 725 MPa | 946 MPa |
| Parameter | Lab X-ray | KEK-PF |
|---|---|---|
| X-ray source | Mn-kα | Synchrotron |
| X-ray energy | 5.9 keV | 5.4 keV |
| X-ray wavelength | 0.210 nm | 0.228 nm |
| X-ray beam size | φ 3 mm | φ 0.2 mm |
| Diffraction plane | γ-Fe311 | α-Fe211 |
| Diffraction angle | 152 deg | 154 deg |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sano, Y.; Akita, K.; Sano, T. A Mechanism for Inducing Compressive Residual Stresses on a Surface by Laser Peening without Coating. Metals 2020, 10, 816. https://doi.org/10.3390/met10060816
Sano Y, Akita K, Sano T. A Mechanism for Inducing Compressive Residual Stresses on a Surface by Laser Peening without Coating. Metals. 2020; 10(6):816. https://doi.org/10.3390/met10060816
Chicago/Turabian StyleSano, Yuji, Koichi Akita, and Tomokazu Sano. 2020. "A Mechanism for Inducing Compressive Residual Stresses on a Surface by Laser Peening without Coating" Metals 10, no. 6: 816. https://doi.org/10.3390/met10060816
APA StyleSano, Y., Akita, K., & Sano, T. (2020). A Mechanism for Inducing Compressive Residual Stresses on a Surface by Laser Peening without Coating. Metals, 10(6), 816. https://doi.org/10.3390/met10060816