Reaction Layer Analysis of In Situ Reinforced Titanium Composites: Influence of the Starting Material Composition on the Mechanical Properties

 , ,
, ,  ,
,
Abstract
1. Introduction
2. Materials and Methods
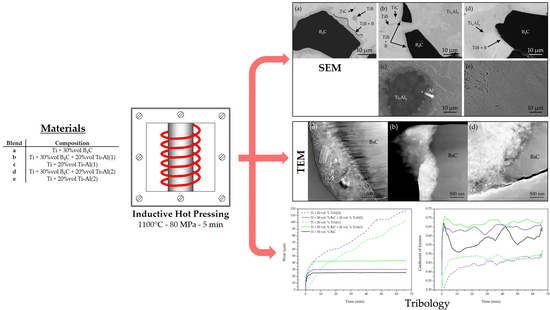
2.1. Materials
2.2. Methods
3. Results and Discussion
3.1. Microstructural Study and XRD Analysis
3.2. Physical and Tribological Properties
4. Conclusions
- (1)
- The presence of intermetallic affected considerably the formation of the secondary phases TiC and TiB. If the aluminium was added as an elementary powder in the blend, it caused less formation of these secondary phases, in comparison to the effect of the prealloyed Ti-Al powder. The presence of Al in the matrix could block the C and B diffusion, leading to a weak reaction between these elements and the titanium.
- (2)
- The reaction layers between B4C and the matrix presented similar characteristics, regardless of the intermetallic powder in the blend. This reaction layer was narrower when only B4C was used. When adding intermetallics, more TiB and TiC were accumulated around the ceramic particles due to the commented screen effect of Al in the matrix. The opposite occurred with the precipitates size of the secondary phases TiB and TiC being bigger when no intermetallic was added.
- (3)
- In relation to the reaction layer of the prealloyed TixAly with titanium, a decomposition occurred allowing the Al to be introduced into the matrix.
- (4)
- Regarding the mechanical and tribological properties, composites with ceramic reinforcement showed excellent behaviour with high hardness values and good wear resistance. Without B4C, the presence of prealloyed intermetallic in the matrix helped to a better performance than with the elementary Ti-Al blend.
Author Contributions
Funding
Conflicts of Interest
References
- Lütjering, G.; Williams, J.C. Titanium, 2nd ed.; Springer: Berlin, Germany, 2007. [Google Scholar]
- Leyends, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications, 1st ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003. [Google Scholar]
- Elias, C.N.; Lima, J.H.C.; Valiev, R.; Meyers, M.A. Biomedical applications of titanium and its alloys. JOM 2008, 60, 46–49. [Google Scholar] [CrossRef]
- Leary, M. Design of titanium implants for additive manufacturing. Titan. Med. Dent. Appl. 2018, 203–224. [Google Scholar] [CrossRef]
- Tjong, S.C.; Mai, Y.-W. Processing-structure-property aspects of particulate- and whisker-reinforced titanium matrix composites. Compos. Sci. Technol. 2008, 68, 583–601. [Google Scholar] [CrossRef]
- Ravi Chandran, K.S.; Panda, K.B.; Sahay, S.S. TiBw-reinforced Ti composites: Processing, properties, application prospects, and research needs. JOM 2004, 56, 42–48. [Google Scholar] [CrossRef]
- Zadra, M.; Girardini, L. High-performance, low-cost titanium metal matrix composites. Mater. Sci. Eng. A 2014, 608, 155–163. [Google Scholar] [CrossRef]
- Neubauer, E.; Vály, L.; Kitzmantel, M.; Grech, D.; Rovira, A.; Montealegre-Meléndez, I.; Arévalo, C. Titanium Matrix Composites with High Specific Stiffness. Key Eng. Mater. 2016, 704, 38–43. [Google Scholar] [CrossRef]
- Cao, Z.; Wang, X.; Li, J.; Wu, Y.; Zhang, H.; Guo, J.; Wang, S. Reinforcement with graphene nanoflakes in titanium matrix composites. J. Alloys Compd. 2017, 696, 498–502. [Google Scholar] [CrossRef]
- Sabahi Namini, A.; Azadbeh, M.; Shahedi Asl, M. Effect of TiB2 content on the characteristics of spark plasma sintered Ti–TiBw composites. Adv. Powder Technol. 2017, 28, 1564–1572. [Google Scholar] [CrossRef]
- Montealegre-Meléndez, I.; Neubauer, E.; Angerer, P.; Danninger, H.; Torralba, J.M. Influence of nano-reinforcements on the mechanical properties and microstructure of titanium matrix composites. Compos. Sci. Technol. 2011, 71, 1154–1162. [Google Scholar] [CrossRef]
- Zhang, X.; He, M.; Yang, W.; Wu, K.; Zhan, Y.; Song, F. Structure and mechanical properties of in-situ titanium matrix composites with homogeneous Ti5Si3 equiaxial particle-reinforcements. Mater. Sci. Eng. A 2017, 698, 73–79. [Google Scholar] [CrossRef]
- Ni, D.R.; Geng, L.; Zhang, J.; Zheng, Z.Z. Effect of B4C particle size on microstructure of in situ titanium matrix composites prepared by reactive processing of Ti–B4C system. Scr. Mater. 2006, 55, 429–432. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, J.; Vilar, R. Characterization of (TiB+TiC)/TC4 in situ titanium matrix composites prepared by laser direct deposition. J. Mater. Process. Technol. 2011, 211, 597–601. [Google Scholar] [CrossRef]
- Arévalo, C.; Kitzmantel, M.; Neubauer, E.; Montealegre-Meléndez, I. Development of Ti-MMCs by the use of different reinforcements via conventional Hot-Pressing. Key Eng. Mater. 2016, 704, 400–405. [Google Scholar] [CrossRef]
- Wang, X.; Wang, L.; Luo, L.; Yan, H.; Li, X.; Chen, R.; Su, Y.; Guo, J.; Fu, H. High temperature deformation behavior of melt hydrogenated (TiB+TiC)/Ti-6Al-4V composites. Mater. Des. 2017, 121, 335–344. [Google Scholar] [CrossRef]
- Jia, L.; Li, S.; Imai, H.; Chen, B.; Kondoh, K. Size effect of B4C powders on metallurgical reaction and resulting tensile properties of Ti matrix composites by in-situ reaction from Ti–B4C system under a relatively low temperature. Mater. Sci. Eng. A 2014, 614, 129–135. [Google Scholar] [CrossRef]
- Radhakrishna Bhat, B.V.; Subramanyam, J.; Bhanu Prasad, V.V. Preparation of Ti-TiB-TiC & Ti-TiB composites by in-situ reaction hot pressing. Mater. Sci. Eng. A 2002, 325, 126–130. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Yang, J.-M. In-situ formation of novel TiC-particle-reinforced 316L stainless steel bulk-form composites by selective laser melting. J. Alloys Compd. 2017, 706, 409–418. [Google Scholar] [CrossRef]
- Jia, L.; Wang, X.; Chen, B.; Imai, H.; Li, S.; Lu, Z.; Kondoh, K. Microstructural evolution and competitive reaction behavior of Ti-B4C system under solid-state sintering. J. Alloys Compd. 2016, 687, 1004–1011. [Google Scholar] [CrossRef]
- Li, S.; Kondoh, K.; Imai, H.; Chen, B.; Jia, L.; Umeda, J. Microstructure and mechanical properties of P/M titanium matrix composites reinforced by in-situ synthesized TiC–TiB. Mater. Sci. Eng. A 2015, 628, 75–83. [Google Scholar] [CrossRef]
- Arévalo, C.; Montealegre-Meléndez, I.; Ariza, E.; Kitzmantel, M.; Rubio-Escudero, C.; Neubauer, E. Influence of Sintering Temperature on the Microstructure and Mechanical Properties of In Situ Reinforced Titanium Composites by Inductive Hot Pressing. Materials 2016, 9, 919. [Google Scholar] [CrossRef]
- Ma, F.; Shi, Z.; Liu, P.; Li, W.; Liu, X.; Chen, X.; He, D.; Zhang, K.; Pan, D.; Zhang, D. Strengthening effect of in situ TiC particles in Ti matrix composite at temperature range for hot working. Mater. Charact. 2016, 120, 304–310. [Google Scholar] [CrossRef]
- Ma, F.; Wang, T.; Liu, P.; Li, W.; Liu, X.; Chen, X.; Pan, D.; Lu, W. Mechanical properties and strengthening effects of in situ (TiB+TiC)/Ti-1100 composite at elevated temperatures. Mater. Sci. Eng. A 2016, 654, 352–358. [Google Scholar] [CrossRef]
- Zhao, Q.; Liang, Y.; Zhang, Z.; Li, X.; Ren, L. Effect of Al content on impact resistance behavior of Al-Ti-B4C composite fabricated under air atmosphere. Micron 2016, 91, 11–21. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Lee, J.-M.; Cho, Y.-H.; Kim, S.-H.; Yu, H. Effect of the Ti/B4C mole ratio on the reaction products and reaction mechanism in an Al–Ti–B4C powder mixture. Mater. Chem. Phys. 2014, 147, 925–933. [Google Scholar] [CrossRef]
- Schmidt, J.; Boehling, M.; Burkhardt, U. Preparation of titanium diboride TiB2 by spark plasma sintering at slow heating rate. Sci. Technol. Adv. Mater. 2007, 8, 376–382. [Google Scholar] [CrossRef]
- Kondoh, K. 16—Titanium metal matrix composites by powder metallurgy (PM) routes. In Titanium Powder Metallurgy; Qian, M., Froes, F.H., Eds.; Butterworth-Heinemann: Oxford, UK, 2015; pp. 277–297. [Google Scholar]
- Montealegre-Meléndez, I.; Neubauer, E.; Arévalo, C.; Rovira, A.; Kitzmantel, M. Study of Titanium Metal Matrix Composites Reinforced by Boron Carbides and Amorphous Boron Particles Produced via Direct Hot Pressing. Key Eng. Mater. 2016, 704, 85–93. [Google Scholar] [CrossRef]
- Montealegre-Meléndez, I.; Arévalo, C.; Perez-Soriano, E.M.; Kitzmantel, M.; Neubauer, E. Microstructural and XRD Analysis and Study of the Properties of the System Ti-TiAl-B4C Processed under Different Operational Conditions. Metals 2018, 8, 367. [Google Scholar] [CrossRef]
- ASM-International. Nondestructive Evaluation and Quality Control, 9th ed.; ASM-International: Materials Park, OH, USA, 1989. [Google Scholar]
- ASTM C373-14. Standard Test Method for Water Absorption, Bulk Density, Apparent Porosity, and Apparent Specific Gravity of Fired Whiteware Products, Ceramic Tiles, and Glass Tiles; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Okulov, A.V.; Volegov, A.S.; Weissmüller, J.; Markmann, J.; Okulov, I.V. Dealloying-Based Metal-Polymer Composites for Biomedical Applications. Scr. Mater. 2018, 146, 290–294. [Google Scholar] [CrossRef]
- Okulov, I.V.; Okulov, A.V.; Volegov, A.S.; Markmann, J. Tuning Microstructure and Mechanical Properties of Open Porous TiNb and TiFe Alloys by Optimization of Dealloying Parameters. Scr. Mater. 2018, 154, 68–72. [Google Scholar] [CrossRef]
- Okulov, I.V.; Sarmanova, M.F.; Volegov, A.S.; Okulov, A.; Kühn, U.; Skrotzki, W.; Eckert, J. Effect of Boron on Microstructure and Mechanical Properties of Multicomponent Titanium Alloys. Mater. Lett. 2015, 158, 111–114. [Google Scholar] [CrossRef]
- Okulov, I.V.; Bönisch, M.; Okulov, A.V.; Volegov, A.S.; Attar, H.; Ehtermam-Haghighi, S.; Calin, M.; Wang, Z.; Hohenwarter, A.; Kaban, I.; et al. Phase Formation, Microstructure and Deformation Behavior of Heavily Alloyed TiNb- and TiV-Based Titanium Alloys. Mater. Sci. Eng. A 2018, 733, 80–86. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blend | Materials | B4C [Volume %] | Ti:Al [Volume %] |
|---|---|---|---|
| 1 | Ti + B4C | 30 | - |
| 2 | Ti + B4C + Ti-Al(1) | 30 | 20 |
| 3 | Ti + Ti-Al(1) | - | 20 |
| 4 | Ti + B4C + Ti-Al(2) | 30 | 20 |
| 5 | Ti + Ti-Al(2) | - | 20 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Montealegre-Meléndez, I.; Arévalo, C.; Beltrán, A.M.; Kitzmantel, M.; Neubauer, E.; Pérez Soriano, E.M. Reaction Layer Analysis of In Situ Reinforced Titanium Composites: Influence of the Starting Material Composition on the Mechanical Properties. Metals 2020, 10, 265. https://doi.org/10.3390/met10020265
Montealegre-Meléndez I, Arévalo C, Beltrán AM, Kitzmantel M, Neubauer E, Pérez Soriano EM. Reaction Layer Analysis of In Situ Reinforced Titanium Composites: Influence of the Starting Material Composition on the Mechanical Properties. Metals. 2020; 10(2):265. https://doi.org/10.3390/met10020265
Chicago/Turabian StyleMontealegre-Meléndez, Isabel, Cristina Arévalo, Ana M. Beltrán, Michael Kitzmantel, Erich Neubauer, and Eva María Pérez Soriano. 2020. "Reaction Layer Analysis of In Situ Reinforced Titanium Composites: Influence of the Starting Material Composition on the Mechanical Properties" Metals 10, no. 2: 265. https://doi.org/10.3390/met10020265
APA StyleMontealegre-Meléndez, I., Arévalo, C., Beltrán, A. M., Kitzmantel, M., Neubauer, E., & Pérez Soriano, E. M. (2020). Reaction Layer Analysis of In Situ Reinforced Titanium Composites: Influence of the Starting Material Composition on the Mechanical Properties. Metals, 10(2), 265. https://doi.org/10.3390/met10020265