Study on Failure Mechanism and Phase Transformation of 304 Stainless Steel during Erosion Wear


Abstract
:1. Introduction
2. Experiment Procedures
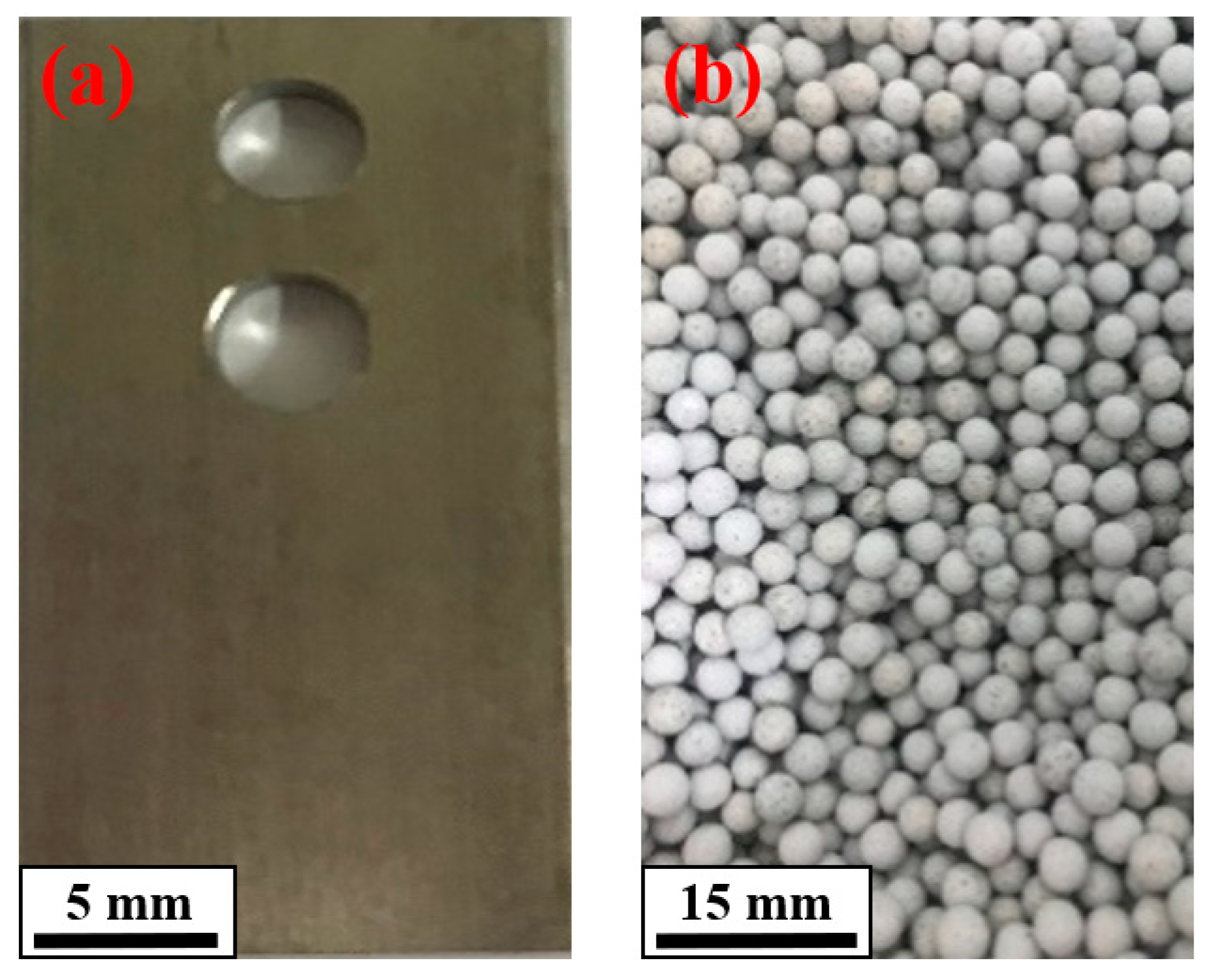
2.1. Material Preparation
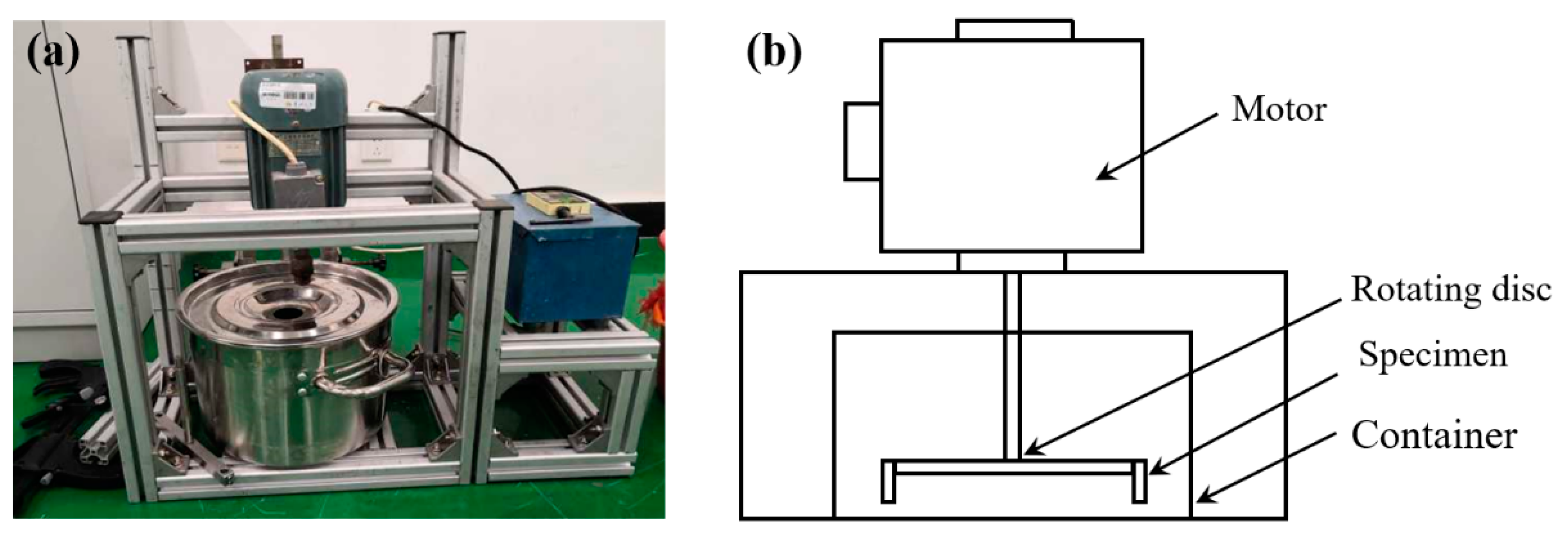
2.2. Erosion Wear Experiment
2.3. Microstructural Observation
2.4. Microhardness Measurement
3. Results and Discussion
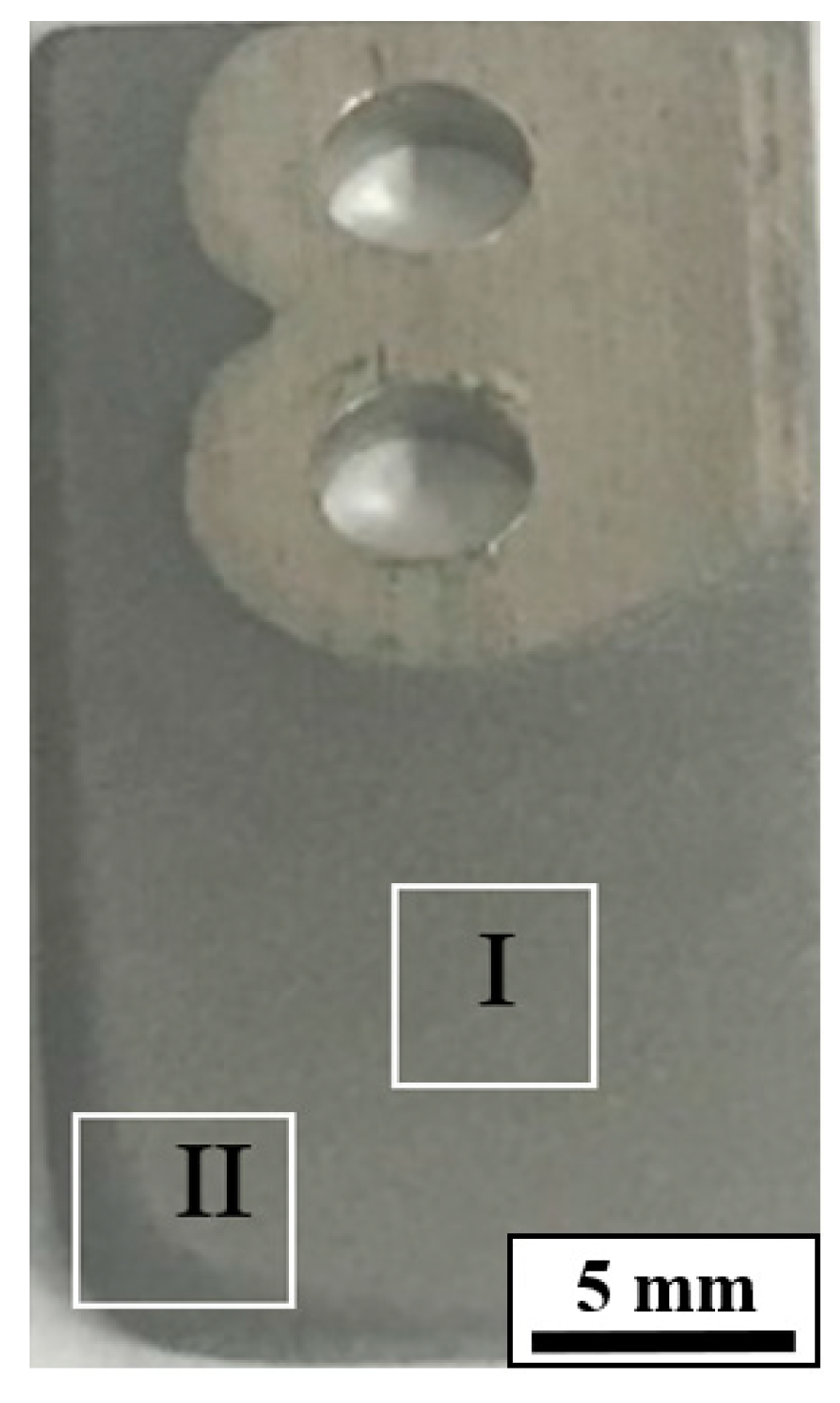
3.1. Worn Morphology Analysis
3.2. Microstructural Evolution Analysis
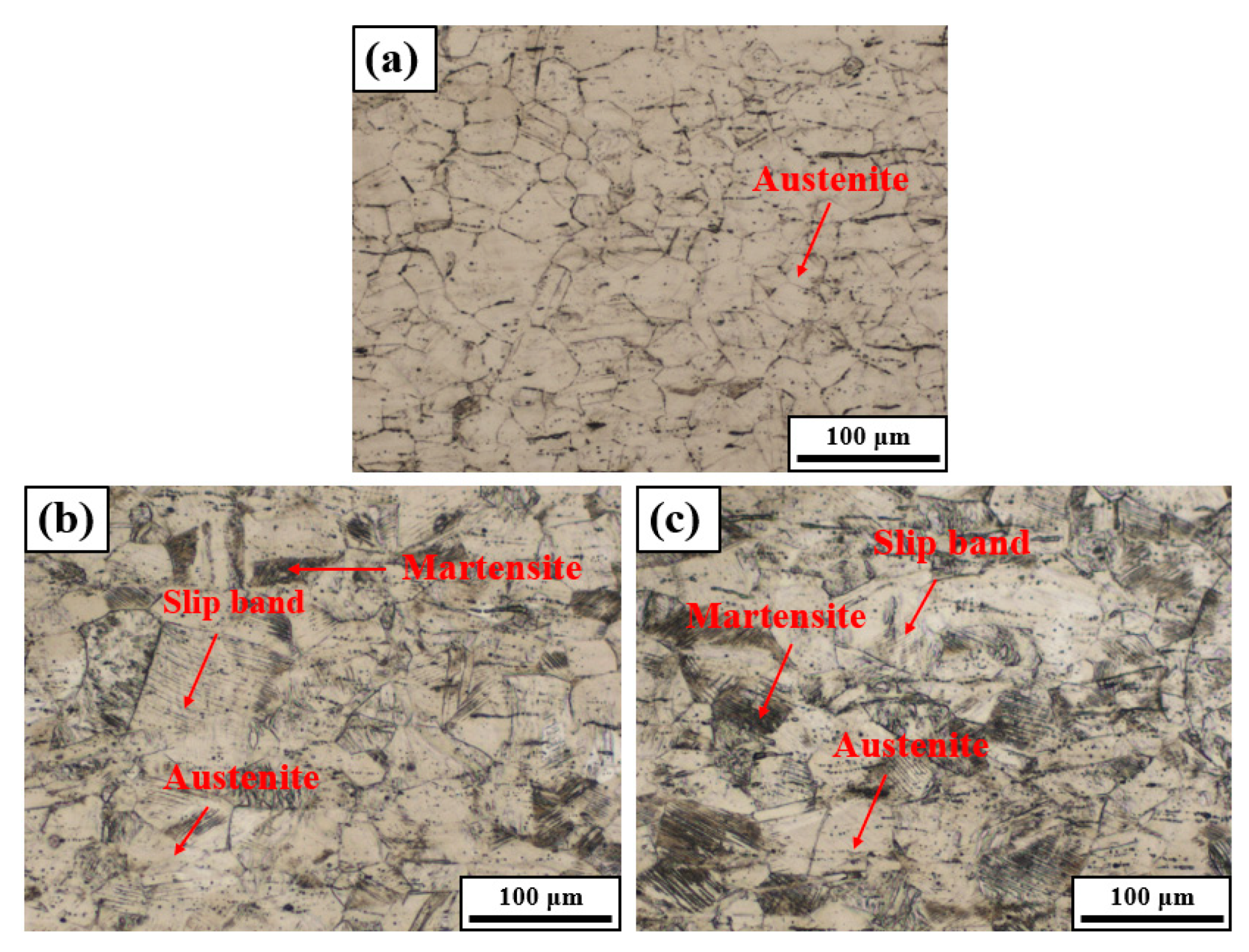
3.2.1. Metallographic Structure
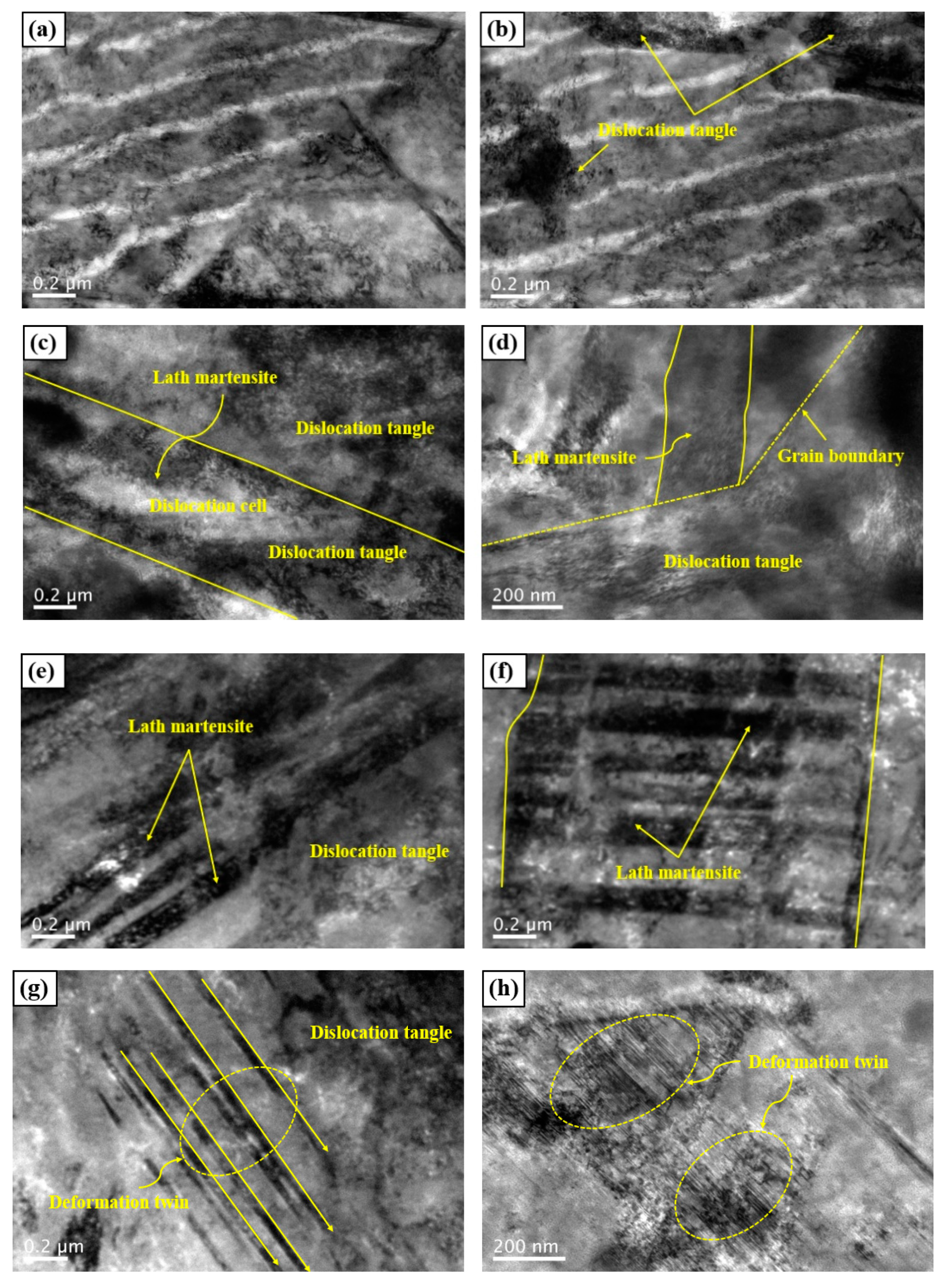
3.2.2. TEM Observation
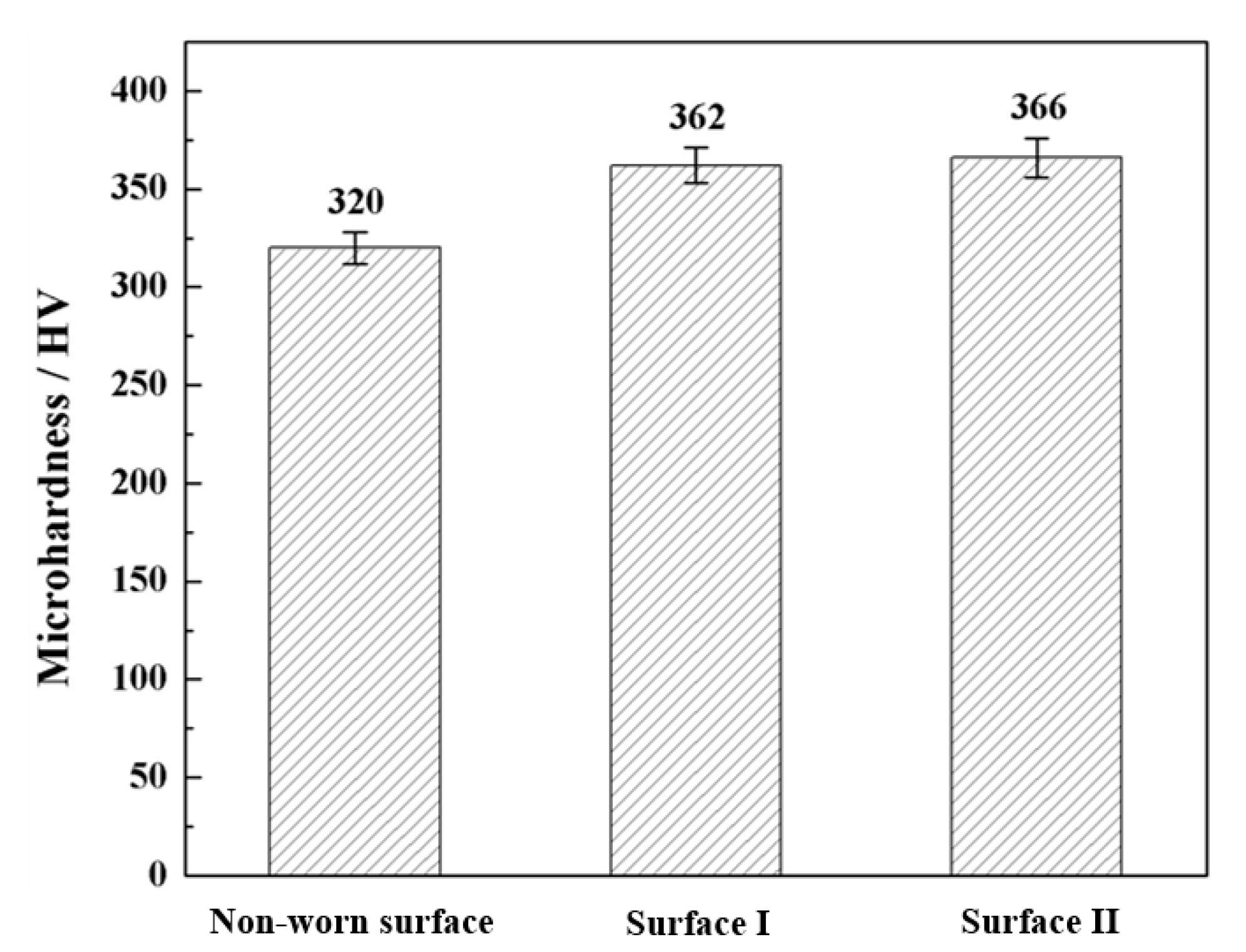
3.3. Microhardness Measurement
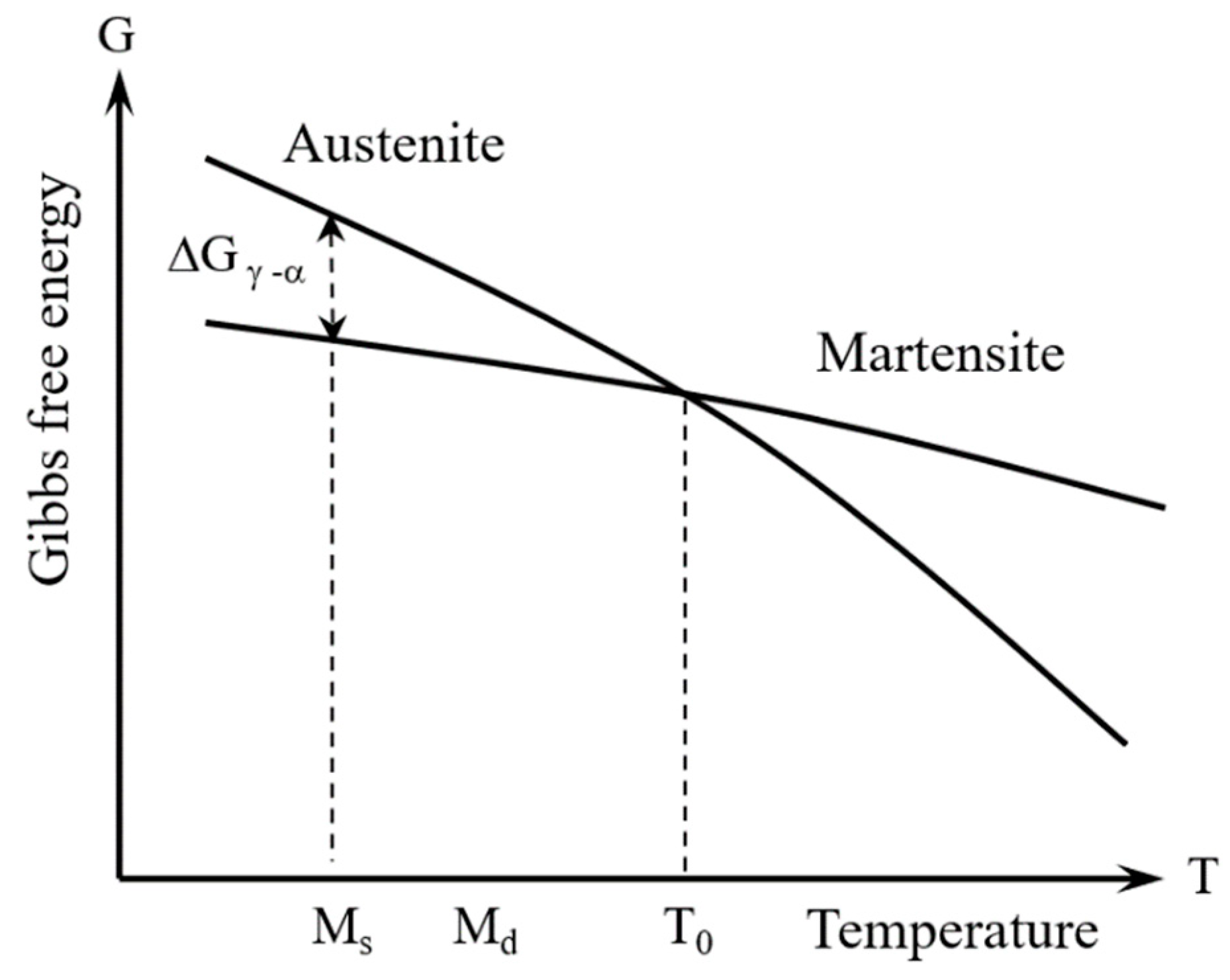
3.4. Formation Mechanism of Martensite Transformation
4. Conclusions
- (1)
- The erosion wear of 304 stainless steel was caused by the relative movement of 304 stainless steel and slurry. The erosion wear surface morphologies of 304 stainless steel were mainly abrasive and ploughing, and the erosion wear failure mechanisms were mainly cutting and spalling caused by plastic deformation.
- (2)
- Before erosion wear, 304 stainless steel was mainly composed of austenite. After erosion wear, both austenite and martensite exist on the worn surface, which indicated that erosion wear caused martensitic transformation. According to the theory of phase transformation driving force, the plastic deformation improved the martensite transformation temperature, which lead to martensitic transformation occurring above MS.
- (3)
- Compared with the sample without erosion wear, the microhardness of the worn surface I and II was increased by 13.13% and 14.38%, respectively. That’s mainly due to the higher density of dislocation structure, deformation twin and martensite induced by the more severe plastic deformation on the worn surface II.
- (4)
- During the martensite transformation process, there are many dislocation structures during 304 stainless steel. The slip bands appear on the surface of 304 stainless steel during the process of erosion wear, and high-density dislocations move along the slip planes between the slip lines, which leads to the formation of martensite between the slip lines.
Author Contributions
Funding
Conflicts of Interest
References
- Qian, H.; Liu, S.; Wang, P.; Huang, Y.; Lou, Y.; Huang, L.; Jiang, C.; Zhang, D. Investigation of microbiologically influenced corrosion of 304 stainless steel by aerobic thermoacidophilic archaeon Metallosphaera cuprina. Bioelectrochemistry 2020, 136, 107635. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.; Liu, M.; Liu, Z.; Du, C.; Li, X. Failure analysis of a 304 stainless steel heat exchanger in liquid sulfur recovery units. Eng. Fail. Anal. 2020, 116, 104729. [Google Scholar] [CrossRef]
- Wu, C.L.; Zhang, S.; Zhang, C.H.; Zhang, H.; Dong, S.Y. Phase evolution and cavitation erosion-corrosion behavior of FeCoCrAlNiTix high entropy alloy coatings on 304 stainless steel by laser surface alloying. J. Alloys Compd. 2017, 698, 761–770. [Google Scholar] [CrossRef]
- Tobi, A.L.M.; Kamdi, Z.; Ismail, M.I.; Nagentrau, M.; Roslan, L.N.H.; Mohamad, Z.; Omar, A.S.; Latif, N.A. Abrasive Wear Failure Analysis of Tungsten Carbide Hard facing on Carbon Steel Blade. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; Volume 165, p. 012020. [Google Scholar]
- Mann, B.S.; Arya, V. Abrasive and erosive wear characteristics of plasma nitriding and HVOF coatings: Their application in hydro turbines. Wear 2001, 249, 354–360. [Google Scholar] [CrossRef]
- Zhang, J.; Kang, J.; Fan, J.; Gao, J. Research on erosion wear of high-pressure pipes during hydraulic fracturing slurry flow. J. Loss Prev. Process Ind. 2016, 43, 438–448. [Google Scholar] [CrossRef]
- Krishnamurthy, N.; Murali, M.S.; Venkataraman, B.; Mukunda, P.G. Characterization and solid particle erosion behavior of plasma sprayed alumina and calcia-stabilized zirconia coatings on Al-6061 substrate. Wear 2012, 274, 15–27. [Google Scholar] [CrossRef]
- Schino, A.D.; Salvatori, I.; Kenny, J.M. Effects of martensite formation and austenite reversion on grain refining of AISI 304 stainless steel. J. Mater. Sci. 2002, 37, 4561–4565. [Google Scholar] [CrossRef]
- Bahri, A.; Guermazi, N.; Elleuch, K.; Urgen, M. On the erosive wear of 304L stainless steel caused by olive seed particles impact: Modeling and Experiments. Tribol. Int. 2016, 102, 608–619. [Google Scholar] [CrossRef]
- Huttunen-Saarivirta, E.; Kinnunen, H.; Tuiremo, J.; Uusitalo, M.; Antonov, M. Erosive wear of boiler steels by sand and ash. Wear 2014, 317, 213–224. [Google Scholar] [CrossRef]
- Singh, J.; Kumar, S.; Mohapatra, S.K. Optimization of Erosion Wear Influencing Parameters of HVOF Sprayed Pumping Material for Coal-Water Slurry. Mater. Today Proc. 2018, 5 Pt 3, 23789–23795. [Google Scholar]
- Gautam, V.; Kumar, A.; Prasad, L.; Patel, V.K. An Experimental Investigation on Slurry Erosion Wear Characteristics of Brass Alloy. Mater. Today Proc. 2017, 4, 9879–9882. [Google Scholar] [CrossRef]
- Wang, B.; Barber, G.C.; Qiu, F.; Zou, Q.; Yang, H. A review: Phase transformation and wear mechanisms of single-step and dual-step austempered ductile irons. J. Mater. Res. Technol. 2020, 9, 1054–1069. [Google Scholar] [CrossRef]
- Smag, M.; Boemke, A.; Daniel, T.; Klein, M.W. Metastability and fatigue behavior of austenitic stainless steels. In MATEC Web of Conferences; EDP Sciences: Ulis, France, 2018; Volume 165, p. 04010. [Google Scholar]
- ASTM G73-10, Standard test method for liquid impingement erosion using rotating apparatus [S]. Astm Int. 2010, 1–19. [CrossRef]
- Singh, G.; Singh, S.; Grewal, J.S. Erosion wear characterisation of DLC and AlCrN-based coated AISI-304/316 steels. Surf. Eng. 2018, 35, 304–316. [Google Scholar] [CrossRef]
- Li, T.Z.; Li, L.; Lu, H.; Parent, L.; Tian, H.; Chung, R.J.; Li, D.Y. Effect of trace Ni on the resistance of high-Cr cast iron to slurry erosion. Wear 2019, 426, 605–611. [Google Scholar] [CrossRef]
- Laguna-Camacho, J.R.; Marquina-Chávez, A.; Méndez-Méndez, J.V.; Vite-Torres, M.; Gallardo-Hernández, E.A. Solid particle erosion of AISI 304, 316 and 420 stainless steels. Wear 2013, 301, 398–405. [Google Scholar] [CrossRef]
- Nandre, B.D.; Desale, G.R. Study the Effect of Impact Angle on Slurry Erosion Wear of Four Different Ductile Materials. Mater. Today Proc. 2018, 5 Pt 2, 7561–7570. [Google Scholar] [CrossRef]
- Liang, C.G.; Xin-Mei, L.I.; Zhang, P.F. Erosion Wear Behavior of WC-12Co Coatings Prepared by APS. Surf. Technol. 2017, 9, 2. [Google Scholar]
- Swain, B.; Patnaik, A.; Bhuyan, S.K.; Barik, K.N.; Sethi, S.K.; Samal, S.; Mishra, S.C.; Behera, A. Solid particle erosion wear on plasma sprayed mild steel and copper surface. Mater. Today Proc. 2018, 5 Pt 3, 20403–20412. [Google Scholar] [CrossRef]
- Zhou, G.; Ding, H.; Yue, Z.; Li, N. Corrosion–erosion wear behaviors of 13Cr24Mn0.44N stainless steel in saline–sand slurry. Tribol. Int. 2010, 43, 891–896. [Google Scholar]
- Fu, Y.; Xiao, W.; Wang, J.; Ren, L.; Zhao, X.; Ma, C. Oxygen induced crystal structure transition of martensite in Ti–Nb–Fe alloys. Mater. Lett. 2020, 262, 127026. [Google Scholar] [CrossRef]
- Hou, Y.; You, W.; Pan, Z.; Lili, Y.U. Influence of rare earth nanoparticles and inoculants on performance and microstructure of high chromium cast iron. J. Rare Earths 2012, 30, 283–288. [Google Scholar] [CrossRef]
- Prakash, M.O.; Raghavendra, G.; Panchal, M.; Ojha, S.; Reddy, B.A. Effects of environmental exposure on tribological properties of Arhar particulate/epoxy composites. Polym. Compos. 2018, 39, 3012–3019. [Google Scholar] [CrossRef]
- Praveen, A.S.; Sarangan, J.; Suresh, S.; Channabasappa, B.H. Optimization and erosion wear response of nicrsib/wc-co hvof coating using taguchi method. Ceram. Int. 2016, 42, 1094–1104. [Google Scholar] [CrossRef]
- Lychagin, D.V.; Filippov, A.V.; Novitskaia, O.S.; Chumlyakov, Y.I.; Kolubaev, E.A.; Sizova, O.V. Friction-induced slip band relief of -Hadfield steel single crystal oriented for multiple slip deformation. Wear 2017, 374–375, 5–14. [Google Scholar] [CrossRef]
- Lu, J.Z.; Luo, K.Y.; Zhang, Y.K.; Sun, G.F.; Gu, Y.Y.; Zhou, J.Z.; Ren, X.D.; Zhang, X.C.; Zhang, L.F.; Chen, K.M.; et al. Grain refinement mechanism of multiple laser shock processing impacts on ANSI 304 stainless steel. Acta Mater. 2010, 58, 5354–5362. [Google Scholar] [CrossRef]
- Farias, F.; Alvarez-Armas, I.; Armas, A.F. On the strain-induced martensitic transformation process of the commercial AISI 304 stainless steel during cyclic loading. Int. J. Fatigue 2020, 140, 105809. [Google Scholar] [CrossRef]
- Li, J.; Zhou, J.; Sun, Y.; Feng, A.; Meng, X.; Huang, S.; Sun, Y. Study on mechanical properties and microstructure of 2024-T351 aluminum alloy treated by cryogenic laser peening. Opt. Laser Technol. 2019, 120, 105670. [Google Scholar] [CrossRef]
- Xu, C.; Hu, G.; Ng, W.Y. Relationship between the martensite phase transition and pitting susceptibility of AISI-321 stainless steel in acidic solutions of NaCl. Mater. Sci. 2004, 40, 252–259. [Google Scholar]
- Wang, Q.; Zhang, M.; Liu, W.; Wei, X.; Xu, J.; Chen, J.; Lu, H.; Yu, C. Cr or C controlled formation of transition martensite in dissimilar metal weld. Mater. Charact. 2019, 147, 434–442. [Google Scholar] [CrossRef]
- Guimarães, J.R.C.; Rios, P.R. The mechanical-induced martensite transformation in Fe–Ni–C alloys. Acta Mater. 2015, 84, 436–442. [Google Scholar] [CrossRef]
- Frölich, D.; Magyar, B.; Sauer, B.; Mayer, P.; Kirsch, B.; Aurich, J.C.; Skorupski, R.; Smaga, M.; Beck, T.; Eifler, D. Investigation of wear resistance of dry and cryogenic turned metastable austenitic steel shafts and dry turned and ground carburized steel shafts in the radial shaft seal ring system. Wear 2015, 328–329, 123–131. [Google Scholar]
- Ye, C.; Suslov, S.; Lin, D.; Cheng, G.J. Deformation-induced martensite and nanotwins by cryogenic laser shock peening of AISI 304 stainless steel and the effects on mechanical properties. Philos. Mag. 2012, 92, 1369–1389. [Google Scholar] [CrossRef]
- Smaga, M.; Walther, F.; Eifler, D. Deformation-induced martensitic transformation in metastable austenitic steels. Mater. Sci. Eng. A 2008, 483–484, 394–397. [Google Scholar] [CrossRef]
- Guo, M.; Long, Y.; Jie, Z.; Tong, L.; Li, M. Strain-induced martensitic transformation of particles in a copper-based composite and its effect on mechanical properties. Mater. Charact. 2016, 120, 109–114. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| N | C | Si | Mn | Cr | Ni | S | P | Fe |
|---|---|---|---|---|---|---|---|---|
| ≤0.10 | ≤0.08 | ≤1.0 | ≤2.0 | 18.0–20.0 | 8.0–10.5 | ≤0.03 | ≤0.035 | Bal |
| Tensile Strength σ (MPa) | Conditional Yield Strength σ0.2 (MPa) | Elongation δ (100%) | Reduction of Area Ψ (100%) | Md30 in °C |
|---|---|---|---|---|
| ≥520 | ≥205 | ≥40 | ≥60 | 12 |
| Density/kg·m−3 | Diameter/mm | Poisson’s Ratio | Shear Modulus/Pa |
|---|---|---|---|
| 2650 | 3.0 | 0.5 | 1.0 × 106 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ye, Y.; Li, J.; Lv, X.; Liu, L. Study on Failure Mechanism and Phase Transformation of 304 Stainless Steel during Erosion Wear. Metals 2020, 10, 1427. https://doi.org/10.3390/met10111427
Ye Y, Li J, Lv X, Liu L. Study on Failure Mechanism and Phase Transformation of 304 Stainless Steel during Erosion Wear. Metals. 2020; 10(11):1427. https://doi.org/10.3390/met10111427
Chicago/Turabian StyleYe, Youjun, Jing Li, Xingxing Lv, and Lin Liu. 2020. "Study on Failure Mechanism and Phase Transformation of 304 Stainless Steel during Erosion Wear" Metals 10, no. 11: 1427. https://doi.org/10.3390/met10111427
APA StyleYe, Y., Li, J., Lv, X., & Liu, L. (2020). Study on Failure Mechanism and Phase Transformation of 304 Stainless Steel during Erosion Wear. Metals, 10(11), 1427. https://doi.org/10.3390/met10111427