3.1. Macro- and Micro-Structures of As-Cast H13 Samples in Super-Gravity Fields
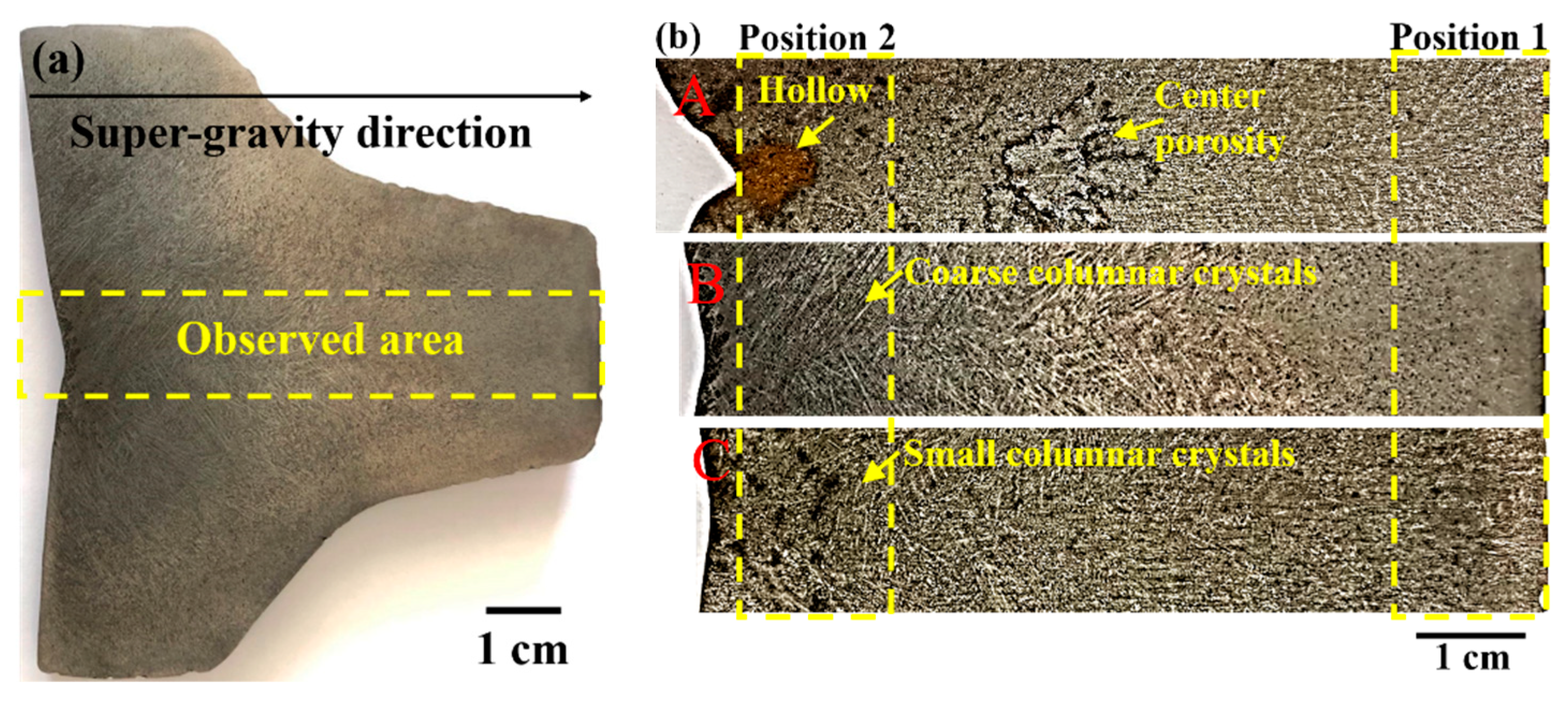
The macro-structure of the as-cast H13 steel samples obtained with different super-gravity fields is shown in
Figure 3. In order to study the influence of different super-gravity fields on the solidified structure of the castings at different positions, the observation area of the solidified structure is selected as shown in
Figure 3a. The macro-structure in the observation area for Samples A, B, and C is shown in
Figure 3b. For Sample A, there are orderly arranged columnar crystals at Position 1, an obvious hollow at Position 2, and center porosity between Position 1 and Position 2. Compared with Sample A, there are no obvious hollows and center porosities for Samples B and C. The possible reason is that during the solidification of Samples B and C, the number of rotational speeds in the super-gravity field is increased, which makes the forced feeding effect of the centrifugal force stronger. In addition, the macro-structures at Position 1 for Samples B and C are finer than that for Sample A. At Position 2, there are coarse columnar crystals for Sample B, and small columnar crystals for Sample C, which could result from the change in the rotational speeds in the super-gravity field at the late solidification stage of Sample C.
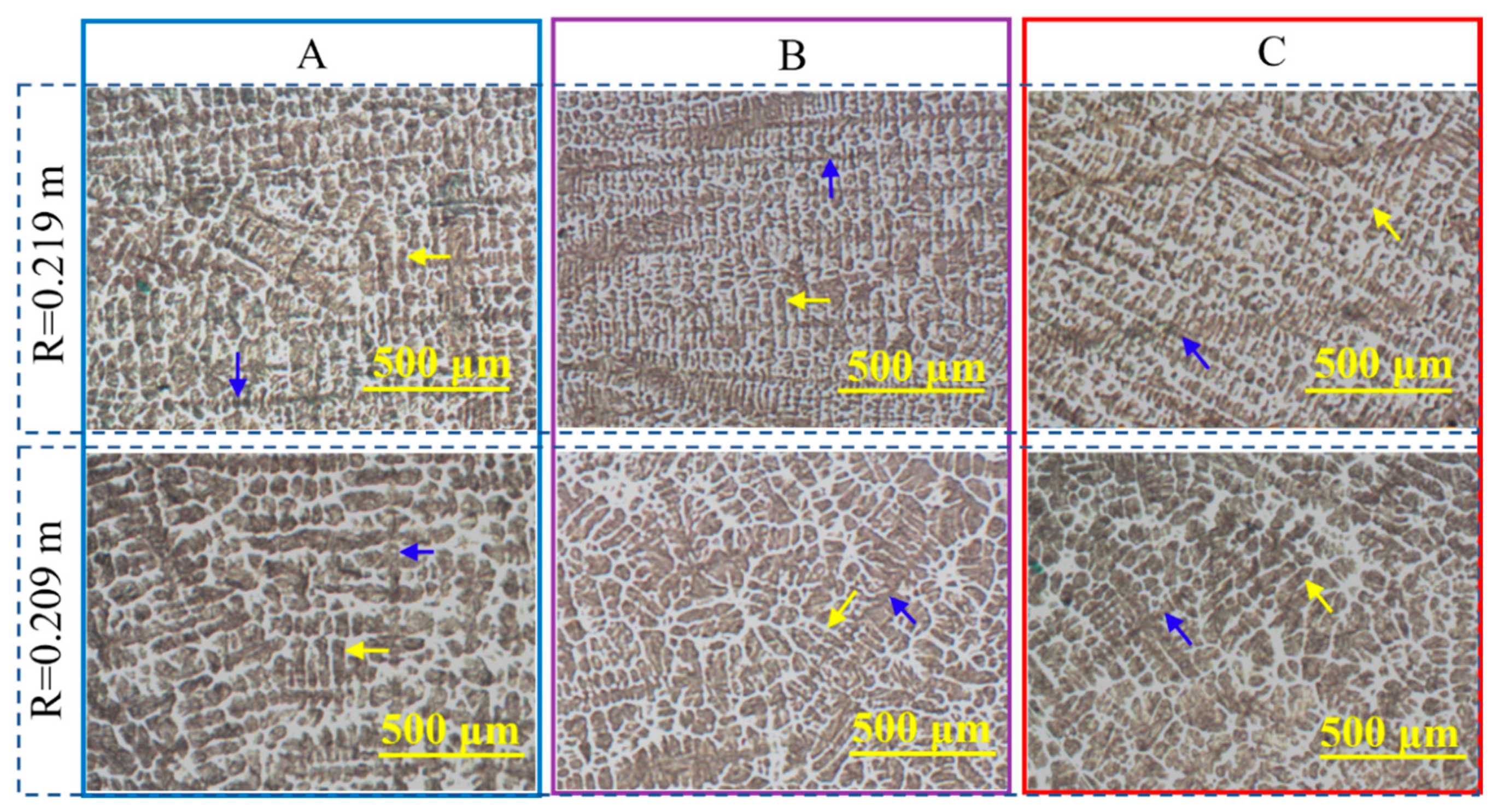
Figure 4 shows the dendrite structures at different locations in the longitudinal section of the samples. It can be found from
Figure 4 that the primary dendrite spacings and the secondary dendrite spacings of Sample A increase with the decrease in R. The crystals are so developed in dendritic morphology that an entire dendrite structure cannot be fully included in the picture at the position of
R = 0.149 m. When the super-gravity field contains three rotational speeds (i.e., Sample B), both the primary and the secondary dendrite sizes decrease at the range of 0.149 m <
R < 0.199 m compared with those of Sample A. When the number of rotational speeds in the super-gravity field is increased to five, the dendrite structure is further refined, especially for the range of 0.149 m <
R < 0.209 m, illustrating that the increase in the number of rotational speeds can greatly refine the solidified structure of the as-cast H13 steel in super-gravity field.
According to the observation of the prior austenite grains at different positions for Samples A, B, and C, it can be found that in the super-gravity field with a constant rotational speed, the grain size of austenite increases with the decrease in
R. When the number of rotational speeds increases during the solidification under the super-gravity field, the prior austenite grains decrease, especially for the range of
R < 0.199 m.
Figure 5 shows the typical prior austenite grains at
R = 0.149 m of the as-cast H13 samples in the three super-gravity fields. As shown in
Figure 5, in a picture at the magnification of 500×, there is more prior austenite grains in Sample B and C than in Sample A. On the whole, the prior austenite size decreases with the increasing number of rotational speeds in the super-gravity field.
In order to further explore the influence of the super-gravity field on the refinement of a solidified structure,
Figure 6a,b summarize the average secondary dendrite arm spacing (SDAS) and the average austenite grain sizes of the samples obtained in super-gravity fields, respectively.
Figure 6c shows the super-gravity coefficients at different positions in the three super-gravity fields. It can be seen that when in the gravity field with a constant rotational speed (i.e., Sample A), with the decrease in R, the super-gravity coefficient decreases, and SDAS and the average grain sizes increase. The minimum values of the secondary dendrite spacing and average grain size appear at
R = 0.225 m, which are 40 and 27 μm, respectively, and the corresponding super-gravity coefficient is 62. When
R decreases to 0.152 m, the coefficient of super-gravity decreases to 42, and SDAS and the average grain sizes reach their own maximum values, which are 92 and 55 μm, respectively. This illustrates that as the super-gravity coefficient increases, the SDAS and the average grain size decrease, which is consistent with the finding of Yang et al. When in super-gravity fields of G = 100, 300, and 600, the average grain sizes of the as-cast Cu-11 wt%Sn are 0.35, 0.173, and 0.074 μm, respectively [
14].
However, the relationship between the refinement of solidified structure and the super-gravity coefficient in Sample A is not is not fully applicable to Sample B and Sample C. When the rotational speed increases during the solidification in the super-gravity field, with the decrease in
R, the secondary dendrite spacings and the austenite grain sizes decrease. For example, in Sample B, the secondary dendrite spacings and the grain sizes decreased from 68 and 39 μm at
R = 0.184 m to 51 and 32 μm at
R = 0.176 m. It can be found that from
Figure 6, the maximum values of the secondary dendrite spacing and the grain sizes in Sample B are 85 and 49 μm at
R = 0.152 m, and the minimums are 38 and 26 μm at
R = 0.219 m. Similarly, when the number of rotational speeds in the super-gravity field is increased to five, compared with Samples A and B, the secondary dendrite arm spacings and grain sizes in Sample C are significantly decreased. In Sample C, the maximum values of the secondary dendrite spacing and the average grain size are decreased to 58 and 37 μm, respectively, which significantly refines the solidified structure of the entire sample. As a whole, compared with the traditional super-gravity field, the multi-rotational speed super-gravity field is more conducive to refine the solidified structure of as-cast H13 steel.
3.2. The Refinement Mechanism of the H13 Solidified Structure in the Super-Gravity Field
In
Section 3.1, it can be found that in Samples B and C, the secondary dendrite spacings and the average grain sizes at multiple locations are the same, but the super-gravity coefficient is different. For example, in Sample C, the average grain size is 27 μm at the positions of
R = 0.17, 0.18, 0.184, 0.196, and 0.21 m, and the corresponding super-gravity coefficients are 158, 143, 130, 122, and 80, respectively, which is inconsistent with the view of Yang et al. [
13]. Therefore, the possible refining mechanisms for the solidified structure refinement of H13 steel in multi-rotational speed super-gravity fields were explored on the basis of the calculated solidification process via Thermo-Calc software (Thermo-Calc software AB, Pittsburgh, PA, USA) with the TCFE6 database, as shown in
Figure 7.
Figure 7a is the equilibrium phase diagram of H13 steel during solidification. It can be found that during the solidification of δ-Fe, it is first precipitated from the liquid phase at 1480 °C, and then γ-Fe appears in the liquid at 1425 °C. In fact, the actual solidification process of H13 steel is non-equilibrium.
Figure 7b shows the non-equilibrium solidification of H13 steel. The phase of δ-Fe is produced in the temperature range of 1425–1475 °C, and the corresponding solid phase ratio range is 0–0.6. The phases of δ-Fe and γ-Fe coexist in the temperature range of 1200–1425 °C and the stage corresponding to the period that the solid fraction increases from 0.6 to 0.9. When the temperature is less than 1200 °C, δ-Fe disappears and carbides begin to precipitate, such as M
7C
3 and MC.
During the cooling process of molten steel, δ-Fe is produced prior to austenite. In general, γ-Fe preferentially nucleates at the grain boundaries of δ-Fe. The energy required for nucleation of γ-Fe is called as nucleation work, and its value in the super-gravity field can be estimated via Equation (2) [
10].
where Δ
G is the nucleation energy; Δ
GV is the solid–liquid difference of Gibbs free energy per unit volume;
Gg and
Gb represent energy per volume exerted on the nucleus provided by normal gravity and super-gravity, respectively; σ is the solid–liquid interfacial tension;
V is the volume of the solid; and
A is the interfacial area.
To simplify the calculation, the following three assumptions are made in this work.
where
r is the nucleus radius (m); Δ
FT is the change in the chemical potential of the solidification system at the temperature of T (J/m
3, i.e., Δ
GV); k is the conversion factor; ε is the body shrinkage rate, 0.95 [
22];
p the is external pressure (N); and
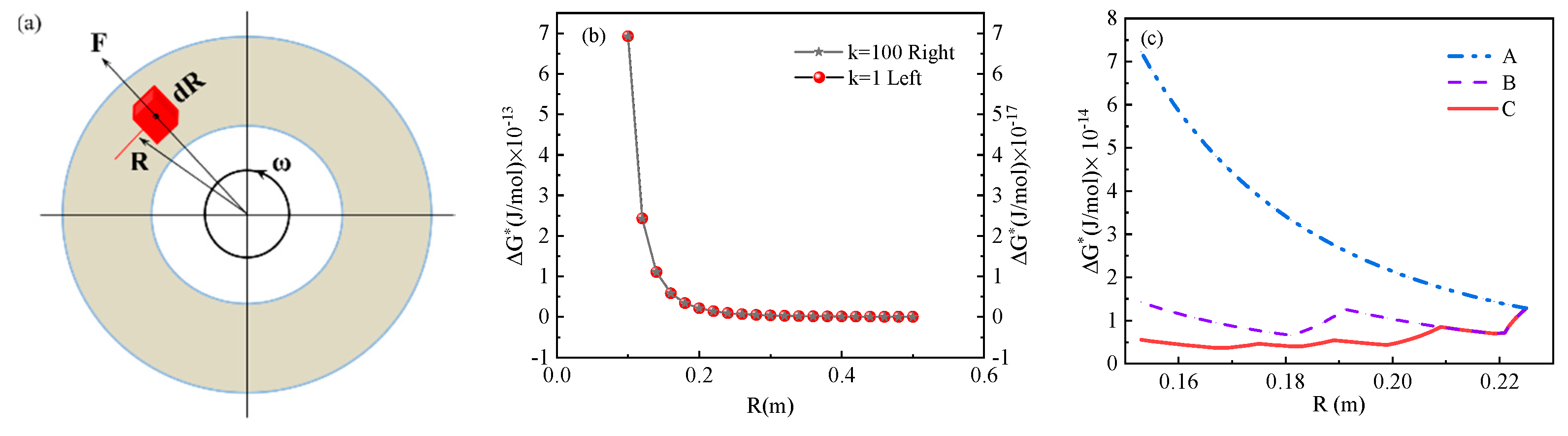
σ is the solid–liquid interfacial tension (N/m). In the super-gravity field, the external pressure is centrifugal force and can be obtained by calculus. A cubic micro-volume (d
R3) is extracted from the radius
R of the liquid metal section, as shown in
Figure 8a. The particle position of the micro-volume is
R-d
R/2, and the value of d
R is so small that it can be ignored.
During the process of rotation, for the micro-volume element, the centrifugal force and the pressure generated by the radial direction are marked as Equations (4) and (5), respectively.
where
m is the mass per unit volume (kg);
ρ is the density of the liquid metal (kg/m
3). By substituting Equation (4) into Equation (5), Equation (6) can be obtained [
10].
The radial integral of
p at
R,
obtain
Substituting Equation (8) into Equation (3) can results in Equation (9) [
10].
With the definition of
, the critical nucleation radius under centrifugal pressure can be calculated by Equation (9) [
10].
Substituting Equation (10) into Equation (9), critical nucleation work (Δ
G*) under centrifugal pressure can result in Equation (11) [
10].
The relationship between critical nucleation work (Δ
G*) and the super-gravity coefficient can be expressed in Equation (12) [
10].
where
k, conversion factor;
ε, body shrinkage rate: 0.95;
ρ, a solid–liquid two-phase total density calculated by JmatPro 7.0 software (Thermotech, Hongkong, China): 7.003 kg/m
3; ω, rotational angular speed, rad/s;
R, the distance from observation position to centrifugal center (i.e., rotational radius), m; and
R0, the inner radius, m.
In Ref. [
10], the calculation method of the conversion factor was not mentioned. The effect of the conversion factor on the relationship between critical nucleation work and the outer radius was discussed. In
Figure 8b, the abscissa represents the rotational radius, and the ordinates on the left and right sides represent the critical nucleation work at
k = 1 and
k = 100, respectively. At this time, the rotational speed is assumed to be 300 r/min. It can be found that the size of k value can change the value of Δ
G*, but it has no influence on the variation trend of critical nucleation work with the rotational radius. Therefore, the value of k was defined as 1.
At the present rotational speed’s conditions for Samples A, B, and C, the Δ
G* of Sample A, B, and C was, respectively, calculated by Equation (12), as shown in
Figure 8c.
Figure 8c shows that when
R decreases from 0.225 m to 0.152 m, the value of Δ
G* for Sample A increases from 1.5 × 10
−14 J/mol to 7 × 10
−14 J/mol, which means that as
R decreases in the super-gravity field, the energy required for austenite nucleation increases, and the amount of austenite nucleated decreases. Compared with Sample A, the maximum value of Δ
G* for Sample B evidently decreases, which makes austenite easy to nucleate. It also can be found that as the value of
R decreases, Δ
G* decreases at the range of increasing rotational speed, which can be also proved in the variations trend of Δ
G* with
R in Sample C. In short, during the process of solidification in the super-gravity field, increasing the number of rotational speeds is beneficial to refine the austenite grains.
In general, γ-Fe easily nucleates on the grain boundaries of δ-Fe during the normal gravity solidification process of steel. The “free” γ dendrites are coarsened and polymerized with the surrounding δ-Fe. Under the same cooling conditions, the degree of polymerization of γ dendrites at the grain boundaries of δ-Fe is significantly higher than that inside the δ-Fe grains. During the cooling process, the dendrites coarsen and compete for growth, thereby forming the dendritic structure. In the super-gravity field, the preferentially precipitated solid phase (dendrite) will undergo centrifugation or centripetal motion, and the dendrite can be broken owing to the difference in density between the solid phase and liquid phase. Because of the fracture of dendrites, known as “fragments”, the crystal nuclei created in the melt cause refinement of the solidified structure during casting. This phenomenon is regarded as the “heavy crystal rain” mechanism [
7,
8,
11].
According to Stokes’ law [
23,
24], the super-gravity coefficient is positively correlated with the moving speed of the solid phase particles, as shown in Equation (13).
where d is the equivalent diameter of the fragment (m);
ρl and
ρp are the densities of the liquid and fragment (kg/m
3); η is the dynamic viscosity of the liquid (Pa·s); and
s is the displacement of the fragment (m).
When the fragment’s movement reaches equilibrium, the right side of Equation (13) equals zero, and the fragment’s moving speed
Vr can be expressed as
According to Equation (14), the fragment’s moving speed in equilibrium is proportional to the square of its diameter, gravity coefficient and the difference value of the solid–liquid two-phase density. The moving speed of dendrite fragments represents the ability of super-gravity to break dendrites, that is, the number of dendritic fragments increases as the moving speed of fragments increases. In the calculation, the equivalent diameter of fragment is 2 × 10
−10 m [
20], and the viscosity of the molten steel is 0.0025 Pa·s [
25]. According to the calculation results of Jmat-Pro 7.0 of thermo-physical properties, the difference value of the solid–liquid two-phase density was discussed.
In
Figure 9a, the solid line represents the proportion of each phase, and the dotted line represents the density of each phase during solidification. In the initial stage of solidification, the liquid phase ratio is more than 50%, and the solid phase is high-temperature ferrite. The density of high-temperature ferrite and liquid is 6.98 and 7.24 g/cm
3, respectively. In the middle of solidification, the liquid phase ratio is less than 50% and greater than 5%, and the solid phase is austenite. The densities of austenite and liquid are 6.98 and 7.28 g/cm
3, respectively. At the end of solidification, the liquid phase ratio is less than 5%, and the solid phase is austenite. The density of austenite slightly elevated but not exceeding 7.3 g/cm
3. The density of liquid decreased to 6.93 from 6.98 g/cm
3. The super-gravity treatment at the nucleation stage had the best refining effect, while the solidified structures were slightly refined with treatment at the beginning and end of crystal growth [
26]. The ranges of refinement super-gravity are a solidification fraction of less than 59.18 wt% for Al-4.5 wt% Cu alloys and 23.16% for Al-8 wt% Cu alloys [
11]. We assumed that with the liquid phase ratio of more than 50% in H13 steel, the super-gravity can refine the solidified structure. Within this range, the difference value of
ρl and
ρp almost unchanged, and the value of
ρlρp is defined as 0.26 g/cm
3. The moving speed of the fragment was calculated by the crystal rain mechanism, as shown in
Figure 9b.
As
R decreases from 0.225 to 0.153 m, the value of
vr for Sample A decreases from 1.4 × 10
−13 to 1.0 × 10
−13 m/s. For Samples B and C,
vr increases with the decrease in
R in the range of increasing rotational speed, which leads to the reduction of secondary dendrite spacings. For Samples B and C, the variations trends of secondary dendrite spacings with
R are opposite to the variation trends of
vr with
R. If the refinement mechanism of the dendritic structure is only the “heavy crystal rain” mechanism, the difference in SDAS depends on that of
vr. Combined with
Figure 6a, the differences of SDAS between
R = 0.225 m and
R = 0.152 m for Samples A and C are 50 and 24 μm, respectively, and the corresponding differences of
vr between
R = 0.225 m and
R = 0.152 m for Samples A and C are 0.5 × 10
−13 and 3.2 × 10
−13 m/s, respectively. Obviously, the values of SDAS are not completely related to
vr, which means that other mechanisms have an effect on SDAS.
In the process of super-gravity casting, the tangential force is generated by the increase or decrease in the rotational speed of the mold, which will change the motion state of the molten metal and break the dendrites, thus refining the solidified structure. This refinement of solidified structure is called the dynamic effect [
27,
28]. The dynamic effect on the movement state of molten metal can be explained by the Reynolds number (Re) formula of fluid mechanics. For centrifugal casting, the Reynolds number can be expressed by Equation (15) [
28].
where
v is the average linear speed of the liquid relative to the mold (m/s);
b is the thickness of the liquid layer in the mold (m); and
ν is the kinematic viscosity coefficient of the liquid (m
2/s). In the super-gravity casting process,
v quickly becomes smaller, and Re also becomes smaller. At the moment, the flow of the liquid steel to the inner wall of the mold is laminar, and the crystal front is in the laminar layer, which will promote the precipitation of small grains along the solid–liquid interface in one direction, thus forming inclined columnar crystals.
After the implementation of the dynamic effect, both
v and Re increase significantly. If Re is greater than a certain value, the flow of liquid steel against the inner wall forms a turbulent layer. The crystallization front is in the turbulent layer, which hinders the normal floating and sinking of the heterogeneous particles. This results in the chaotic motion of particles at different temperatures in the whole turbulent layer, which reduces the temperature difference between the liquid layers and accelerates the melting of the dendrites, thus promoting the transformation of columnar crystals into equiaxed crystals. In the dynamic effect, the tangential force
F acting on the dendrite vertex and breaking the dendrite can be expressed as:
where
m is the mass of the liquid layer at the dendrite front;
a is the tangential acceleration of the dendrite front, which is determined by the angular acceleration of the liquid layer (
ωa) and the distance from its center of gravity to the axis of rotation (
R)
If the angular speed of the dendritic liquid layer relative to the solidified layer changes by Δω during Δt, then
By combining Equations (17) and (18), the following Equation (19) can be obtained:
when
F is greater than a certain value sufficient to break the crystallization front dendrites, the crystallization front will form dendritic fragments that act as the nuclear cores of the grains. Tangential acceleration of the liquid layer at the dendrite front (
a) is expressed as Equation (20).
It can be found that the fragment’s tangential acceleration is caused by the change in rotational speed. When the angular acceleration in the super-gravity field is a fixed value, the tangential acceleration of the fragment is positively correlated to the radius.
Figure 9c shows the tangential accelerations of the dendrites front for Samples A, B, and C. As shown by the blue dotted line in
Figure 9c, the value of
a at each position of Sample A is zero, which demonstrates that there is no dynamic effect mechanism in Sample A. The value of
a is not zero at the range of increasing rotational speed. The value of
a is proportional to
R, and
a at
R = 0.22 m, it is much more than that at other positions such as
R = 0.22, 0.203, 0.185, and 0.17 m. Compared with Sample B, there are many more positions of
a > 0 for Sample C, which leads to the value of SDAS being the smallest in this sample at the same position.
In summary, the refinement mechanisms of the solidification microstructure for H13 steel in the super-gravity field include the lower critical nucleation work, the “crystal rain” mechanism, and the dynamic effect mechanism. Among them, the “crystal rain” mechanism does not contribute much more to the refinement effect of H13 solidified structure than binary alloy such as Al-Cu alloys. The reason for this is that during solidification in super-gravity fields, the density difference between the solid and liquid phases is an important factor in the generation of dendritic rain, and compared with the density difference between the solid and liquid phases of the Al-Cu alloy (i.e., 0.9 g/cm3), the density difference between the solid and liquid phases of H13 (0.27 g/cm3) is smaller.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}