3. Results
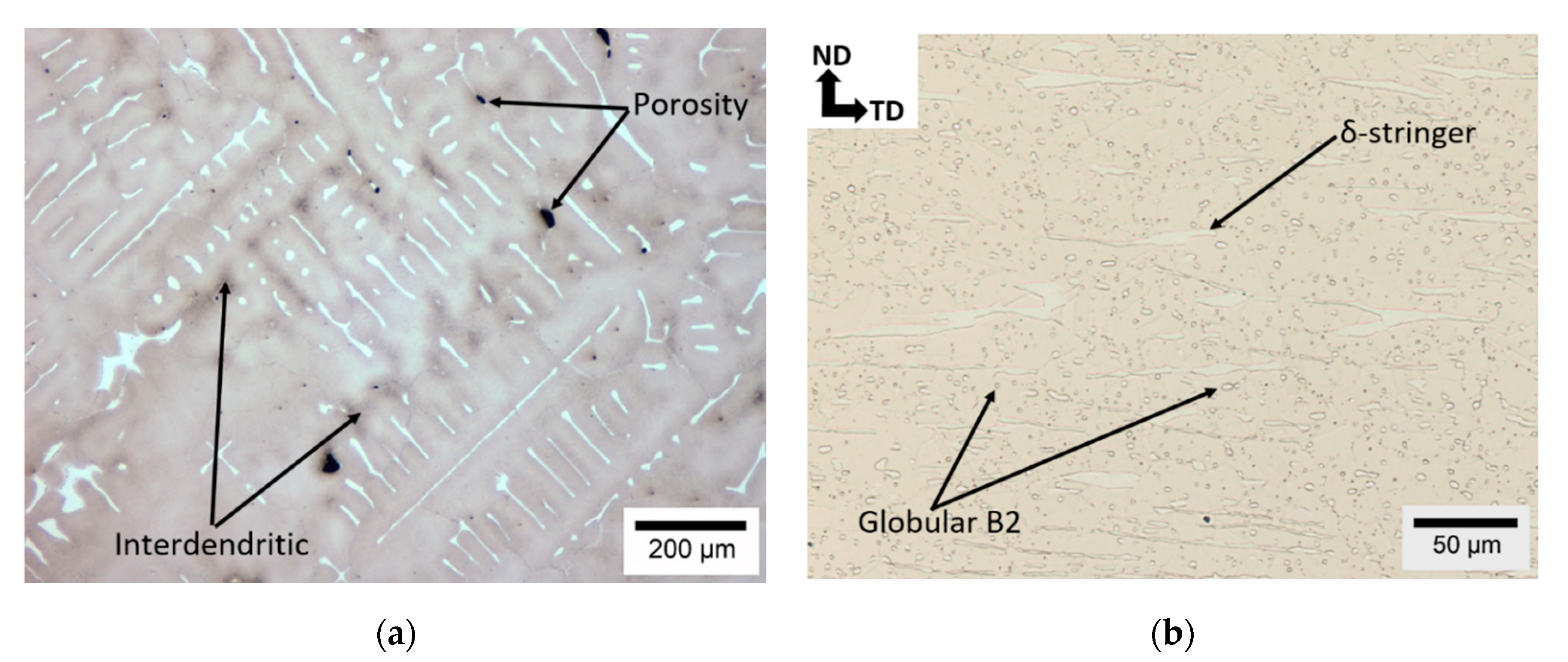
The as-cast microstructure obtained near the chill plate in
Figure 2a is shown to consist of primary δ-ferrite at the center of austenite dendrites. Dark etching regions corresponding to interdendritic regions contained significant precipitation as a result of alloy segregation. The as-rolled and quenched microstructure is shown in
Figure 2b consisting of δ-ferrite stringers elongated during deformation of the primary δ-ferrite. Globular B2 precipitates formed within the matrix and on austenite grain boundaries are also observed in the rolled microstructure.
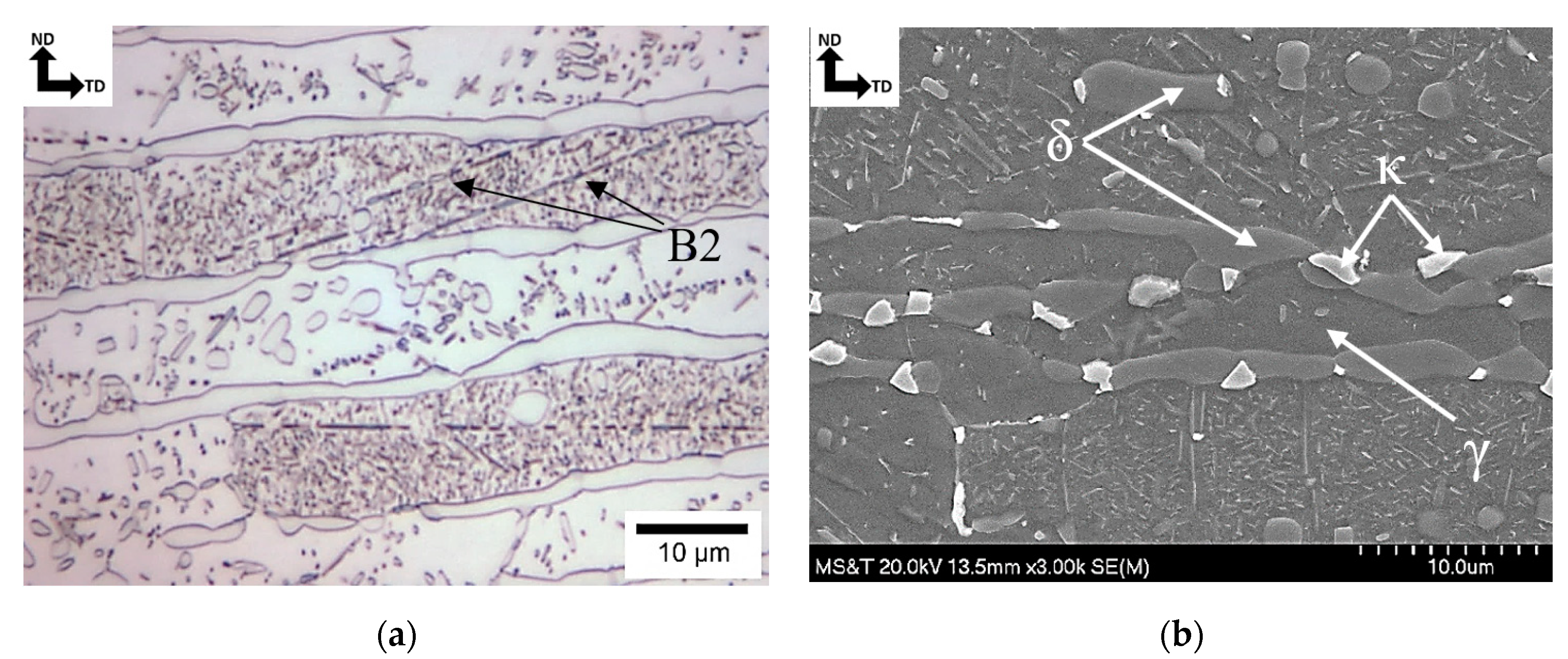
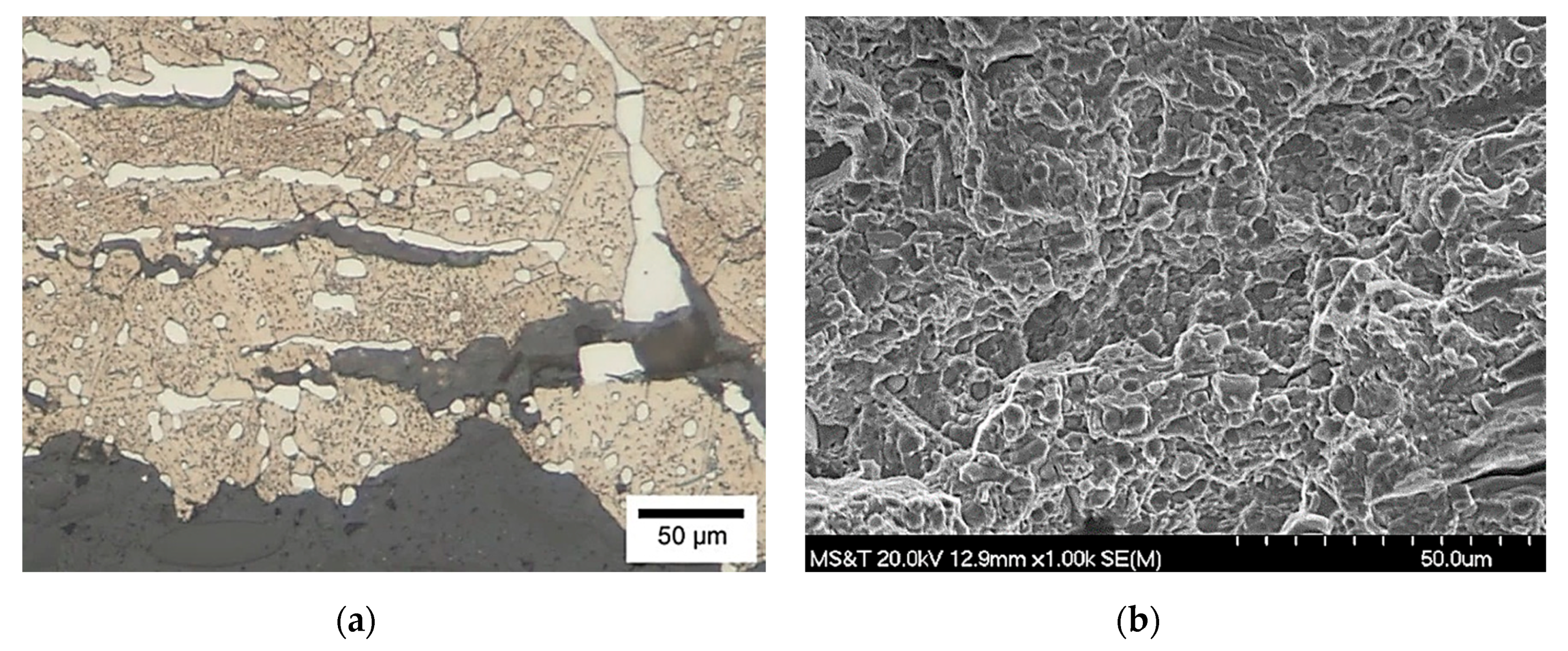
An optical micrograph of the steel after annealing for 2 h at 900 °C is shown in
Figure 3a. Dense regions of sub-micron sized B2 precipitation are formed within austenite grains. In some cases, B2 platelets are observed to precipitate and coarsen along the entire length of shear bands as indicated within
Figure 3a. A corresponding secondary electron image in
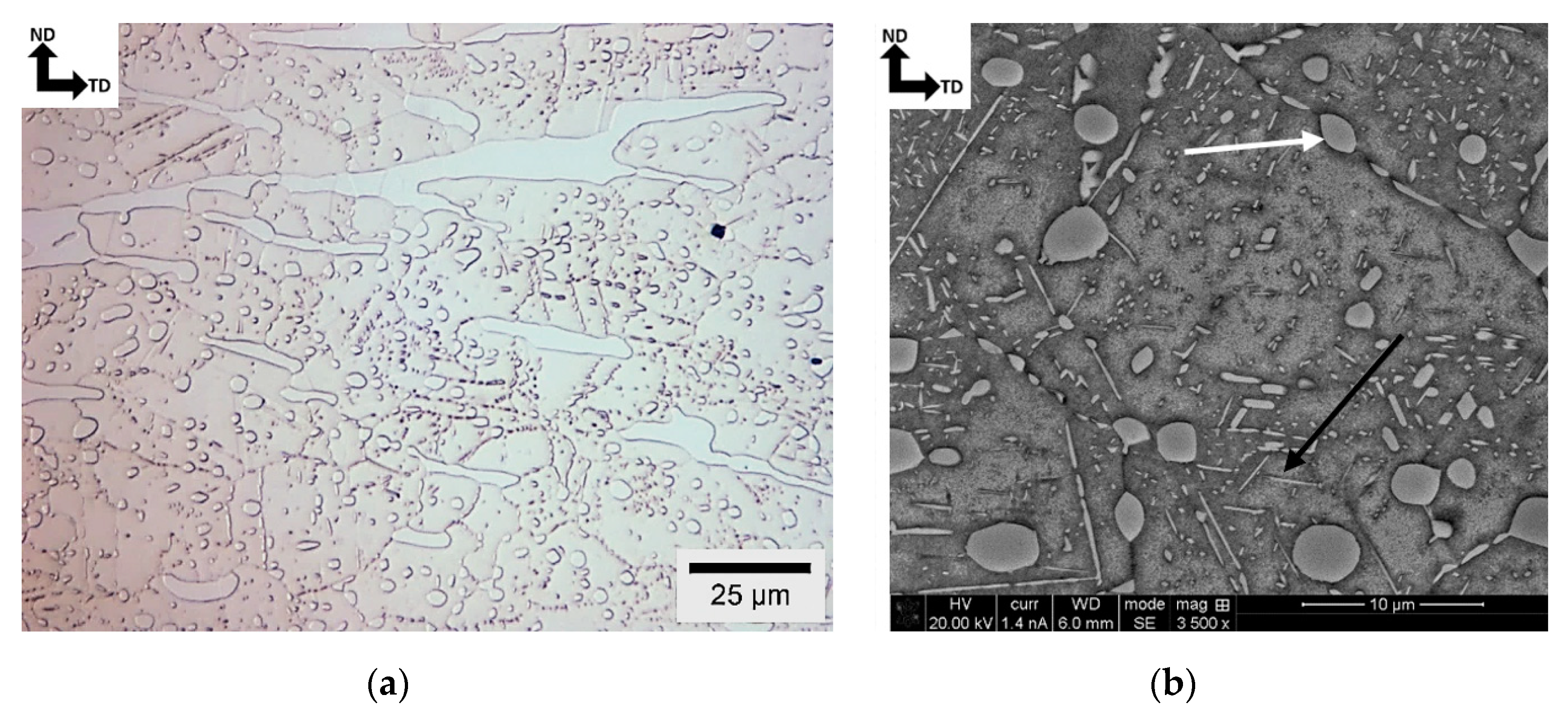
Figure 3b shows a light contrast phase that has a morphology consistent with coarse grained κ-carbide precipitation 2–3 microns in size located on γ-δ interfaces as well as on δ-ferrite grain boundaries, while fine B2 platelets on the order of 250 nm in thickness were observed to have precipitated within the austenite. Due to the undesirable coarse grained κ-carbide, a subsequent 30 min anneal at 950 °C followed by water quenching was performed to dissolve grain boundary κ-carbide. The resulting microstructure is shown in
Figure 4a,b, with no coarse κ-carbide observed. Globular B2, however, was still observed on γ-γ grain boundaries. These globular particles are assumed to have been formed from the coarsening of the B2 plates that were observed before the second annealing step.
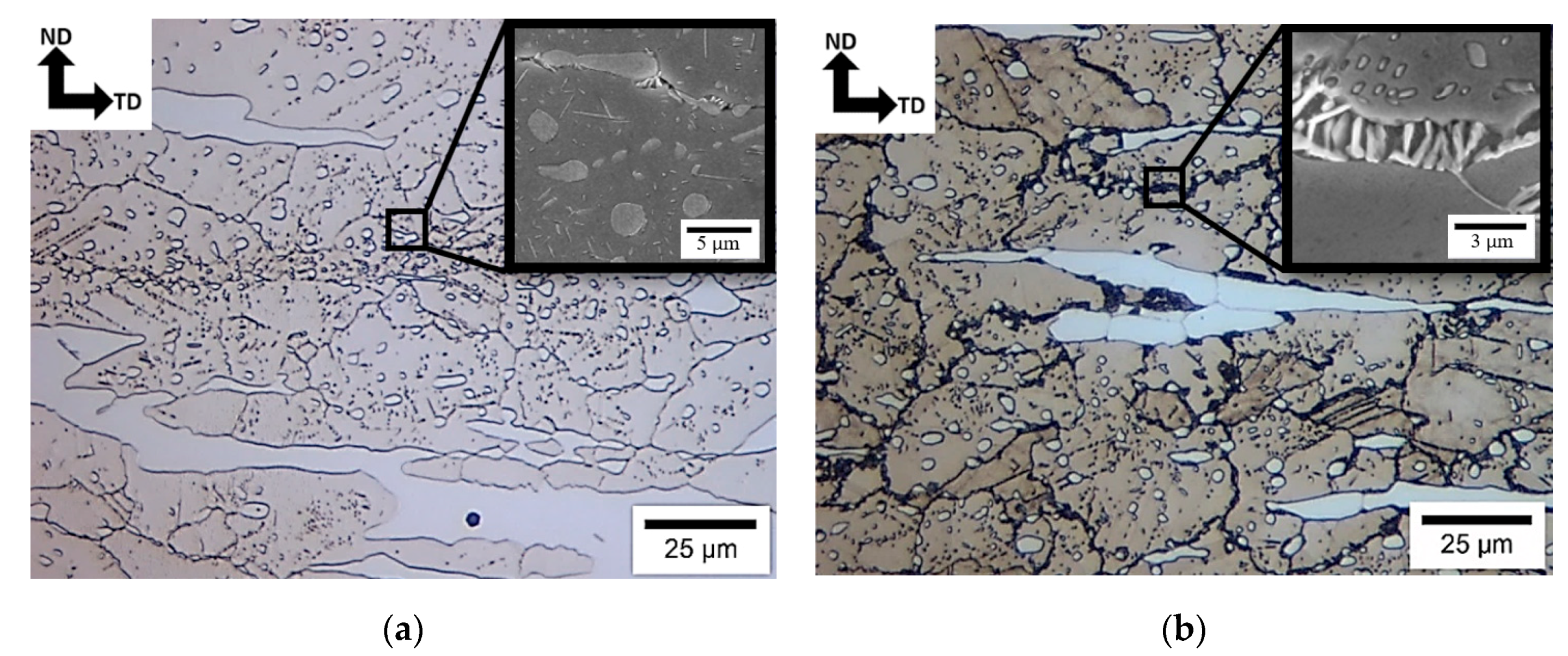
Optical micrographs in
Figure 5a,b show the microstructures after aging for 1 h and 50 h at 530 °C. Extended aging times and higher temperatures produced a lamellar eutectoid decomposition (γ → κ + α) at γ-γ grain boundaries and at γ-B2 interfaces, as shown in
Figure 5b. Grain boundary κ-carbide is expected to have a deleterious effect on ductility and toughness, as noted previously, and should therefore be minimized.
EDS results of the regions shown in
Figure 3 and
Figure 4 are presented in
Table 1. From the EDS compositional analysis, the coarse particles in
Figure 3 are shown to be rich in C and Al, consistent with κ-carbide. It should be noted that carbon is a light element, and quantitative assessment utilizing EDS is not possible, however, qualitative values can be extracted from the spectra. Aluminum and nickel are shown to partition to the ferrite and B2 phases. No significant change in chemistry was observed in the austenite and B2 phases after the additional 950 °C anneal for 30 min compared to the 900 °C anneal. The compositions of the different phases after age hardening for 17 h at 600 °C is shown in
Table 1. After aging, the aluminum content in the austenite decreased, while the carbon content greatly increased. The lamellar κ-carbide phase exhibited enrichment in Mn, Al, and C, compared to the austenite phase. EDS analysis showed that the compositions of the δ-ferrite stringers and B2 were largely unchanged after aging.
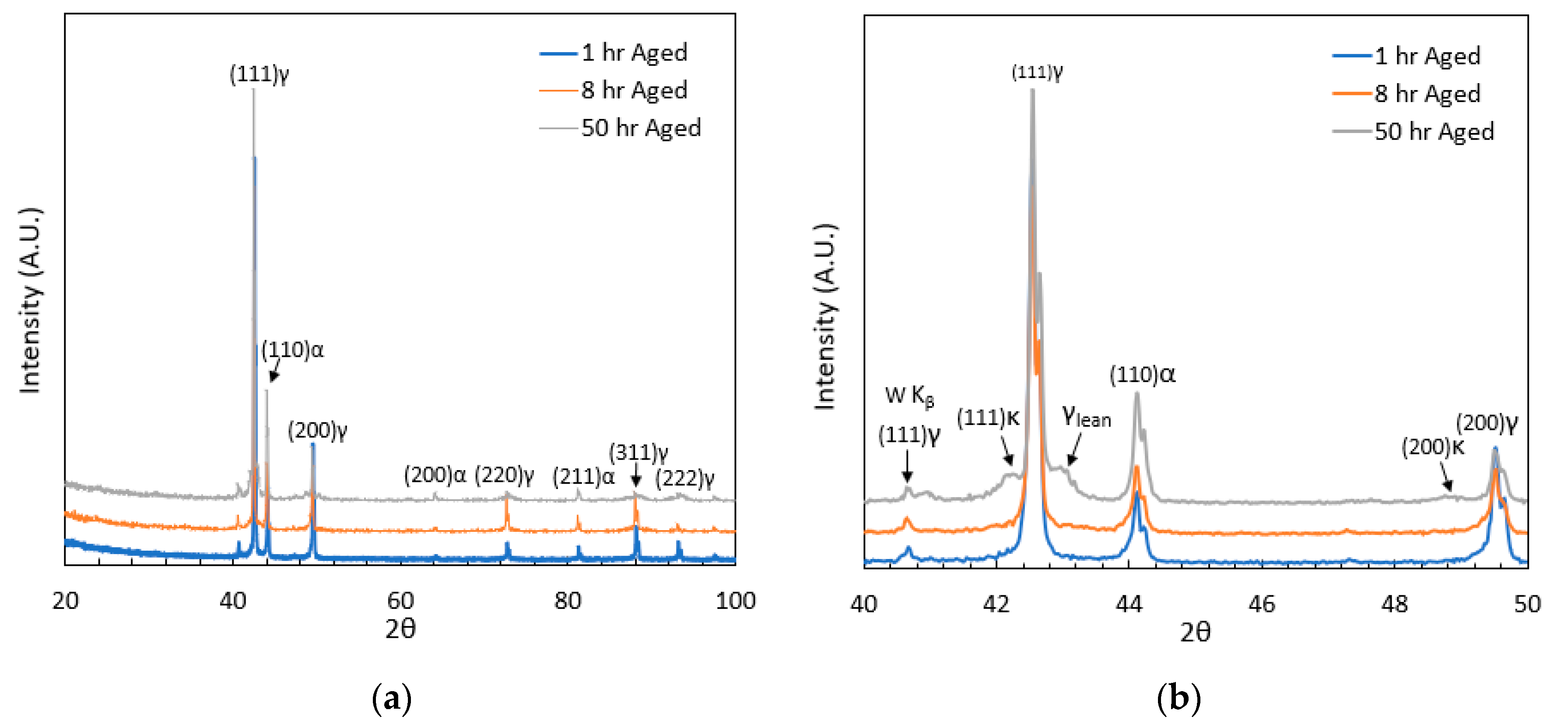
XRD patterns are shown in
Figure 6 for specimens aged 1, 8, and 50 h at 530 °C. The measured weight percent of ferrite and austenite, excluding κ-carbide, are shown in
Table 2. There was no evidence of differentiation between ferrite and B2 ordering in the diffraction patterns in this study. The amount of ferrite/B2 was determined using Rietveld refinement and was found to increase with aging time from 17% to 25%. κ-carbide was observed in the XRD pattern only after 50 h of aging, as shown in
Figure 6b, however, it could not be accurately quantified. The (111) austenite peak at 42.5° shows development of characteristic spinodal decomposition to form side-bands. The side-band at 42.2° is due to lattice parameter dilation associated with carbon ordering in solute rich austenite to form homogeneous κ-carbide precipitation. The side-band at 43.0° is due to lattice parameter contraction of the solute lean austenite zones remaining after homogeneous κ-carbide precipitation and the loss of Al from the matrix. One small tungsten peak was present at 41.5° as the result of an aging X-ray tube.
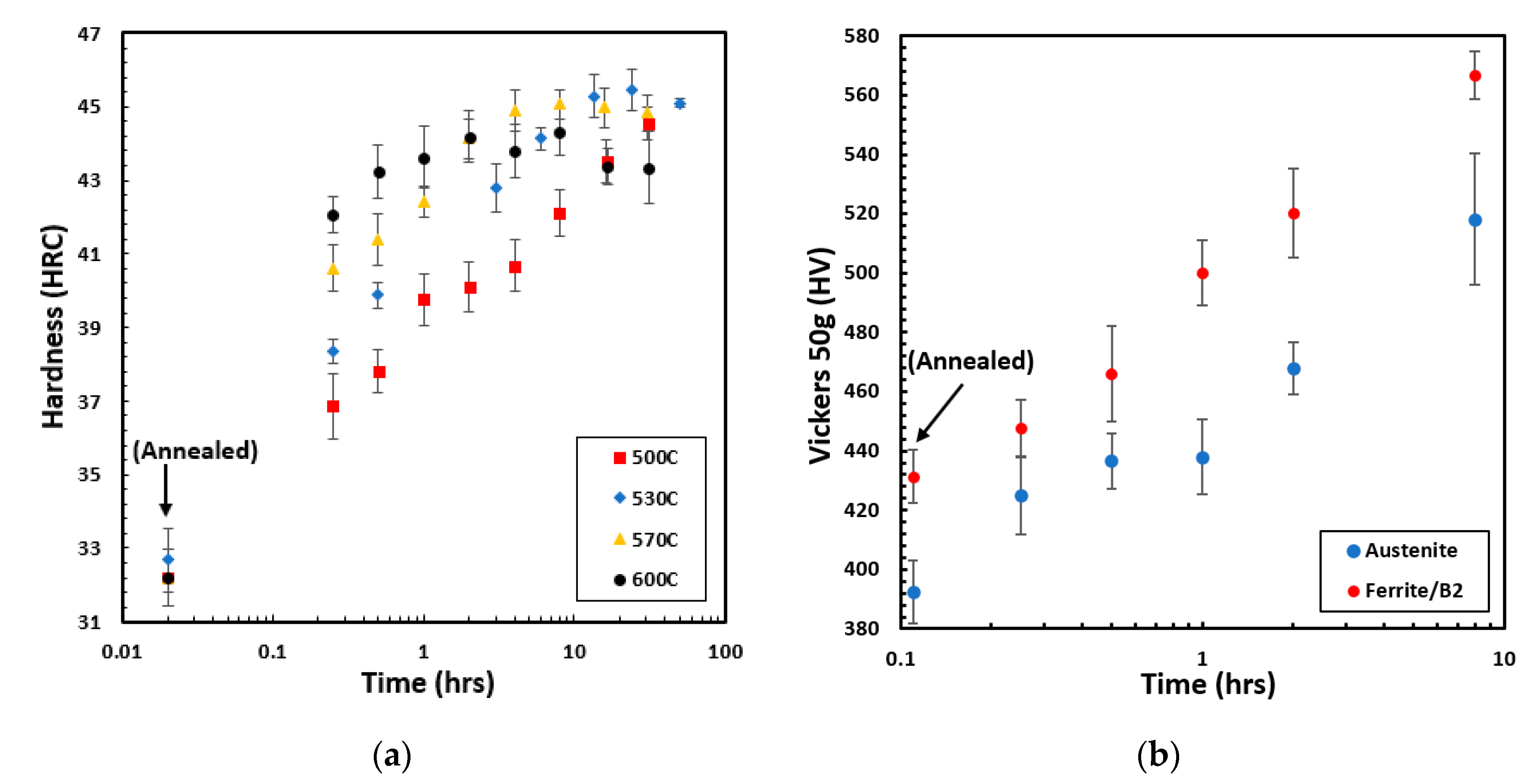
Age hardening curves for specimens aged in the temperature range of 500–600 °C are shown in
Figure 7a. The hardness increases rapidly during aging, from 32 HRC to 37 HRC at 500 °C and 42 HRC at 600 °C after 0.25 h of aging. The results exhibit typical precipitation hardening kinetics in which hardening rate increases with increasing temperature. For 530–600 °C, the peak hardness decreases with increasing temperature. Vicker’s microhardness measurements within both the austenite and primary δ-ferrite stringers were conducted as a function of aging at 500 °C for up to 8 h, as shown in
Figure 7b. The results show that both ferrite and austenite increase in hardness during aging. However, the hardness of the ferrite appears to increase at a faster rate. The aging treatment of 570 °C for 2 h resulted in a hardness of 44 ± 0.5 HRC with minimal grain boundary precipitation, and this aging condition was further explored for comparison of mechanical properties.
Tensile properties are reported in
Table 3. Results are the average of three specimens per condition with a 68% CI. The annealed and quenched tensile specimens had an ultimate tensile strength (UTS) of 1120 MPa and a total elongation (TE) of 26.4%. The reduction in area (RA) in the annealed condition was determined to be 23.6%. After aging for 2 h at 570 °C, the yield strength increased from 810 to 1150 MPa (42% increase) while the ultimate tensile strength only increased from 1120 to 1230 MPa (10% increase). However, aging sharply reduced the TE from 26.4 to 12.1% (54% decrease), and the RA was reduced to 13.3% (44% decrease).
The Charpy V-notch (CVN) toughness at −40 °C in the annealed and quenched condition and for the steel aged for 2 h at 570 °C is given in
Table 4. It is shown that the alloy exhibits significant anisotropy for both tested conditions. The CVN toughness is reduced nearly 75% when the crack path is oriented parallel to the δ-ferrite stringers in the T-L orientation. After aging, the anisotropy is negligible, and the material now behaves in a brittle fashion with an absorbed energy of only 2 joules.
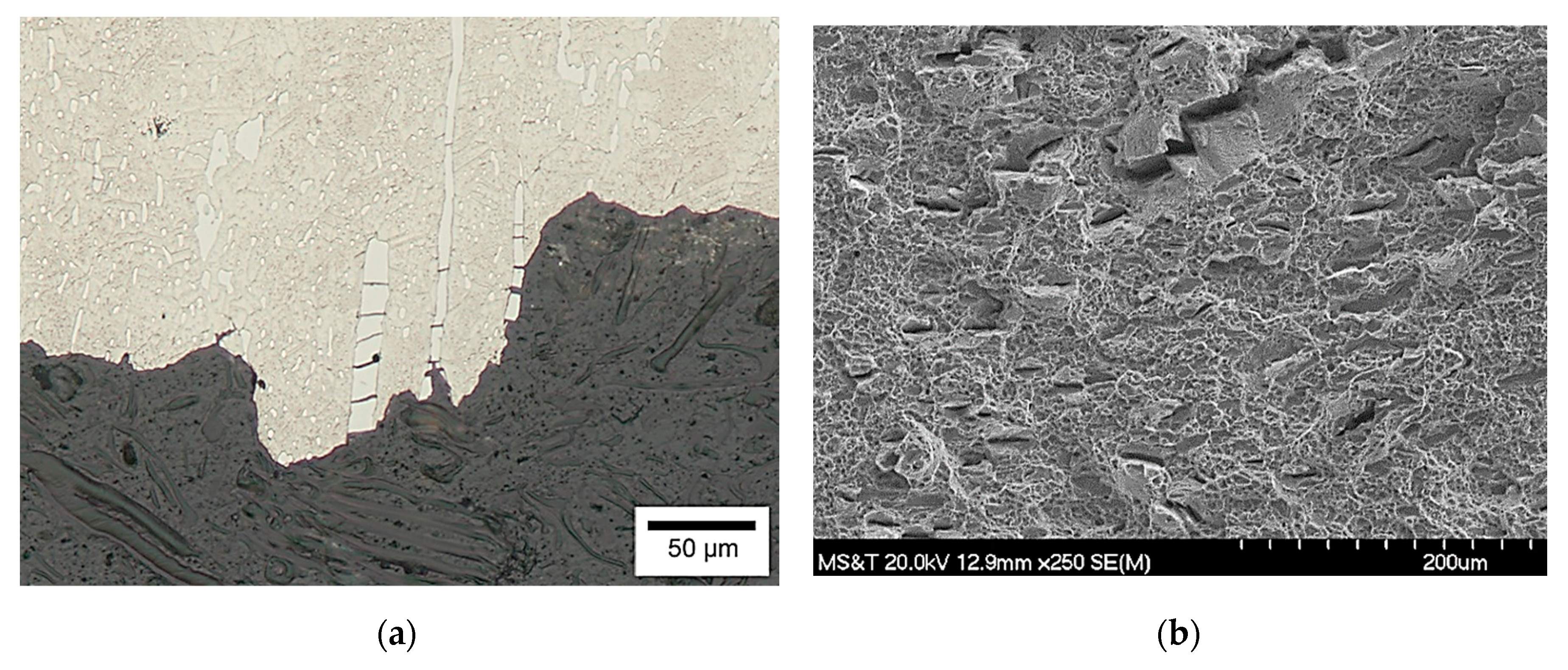
Optical micrographs in
Figure 8a show the polished longitudinal sections of tested tensile bars in the annealed condition and reveal that the ferrite stringers fracture in a brittle manner during deformation. Ferrite stringers on the corners of tensile specimens were determined to be the source of premature failure before the onset of necking. An alloy system with similar Ni and Al levels treated above 900 °C reported forming B2 precipitates in the ferrite rather than full transformation of the ferrite to B2 [
13]. Therefore, this brittle behavior was not anticipated, and it is theorized that the ferrite may have at least partially transformed to B2-FeAl and/or B2-NiAl during cooling from hot rolling and annealing temperatures. This is supported by the observed partitioning of Ni, a traditional austenite stabilizer, to ferrite/B2 shown in
Table 1. Cleavage fracture facets perpendicular to the main fracture plane were associated with the brittle fracture of ferrite/B2 as shown in
Figure 8b. The austenitic matrix exhibits microvoid coalescence around hard B2 precipitates. An optical micrograph of the aged alloy within the tensile fracture area is presented in
Figure 9a. It should be noted that aging for 2 h at 570 °C produced minimal grain boundary precipitation of κ-carbide on γ-γ and γ-α/B2 grain boundaries. Fracture was mainly intergranular with delamination of the ferrite/B2 stringers from the austenite matrix. Cleavage fracture was also observed in the ferrite/B2 stringers. The SEM image in
Figure 9b shows the tensile fracture surface of the aged specimen. A mixed mode fracture is shown in
Figure 9b with both intergranular fracture along grain boundaries as well as some areas of microvoid nucleation and coalescence around B2 particles.
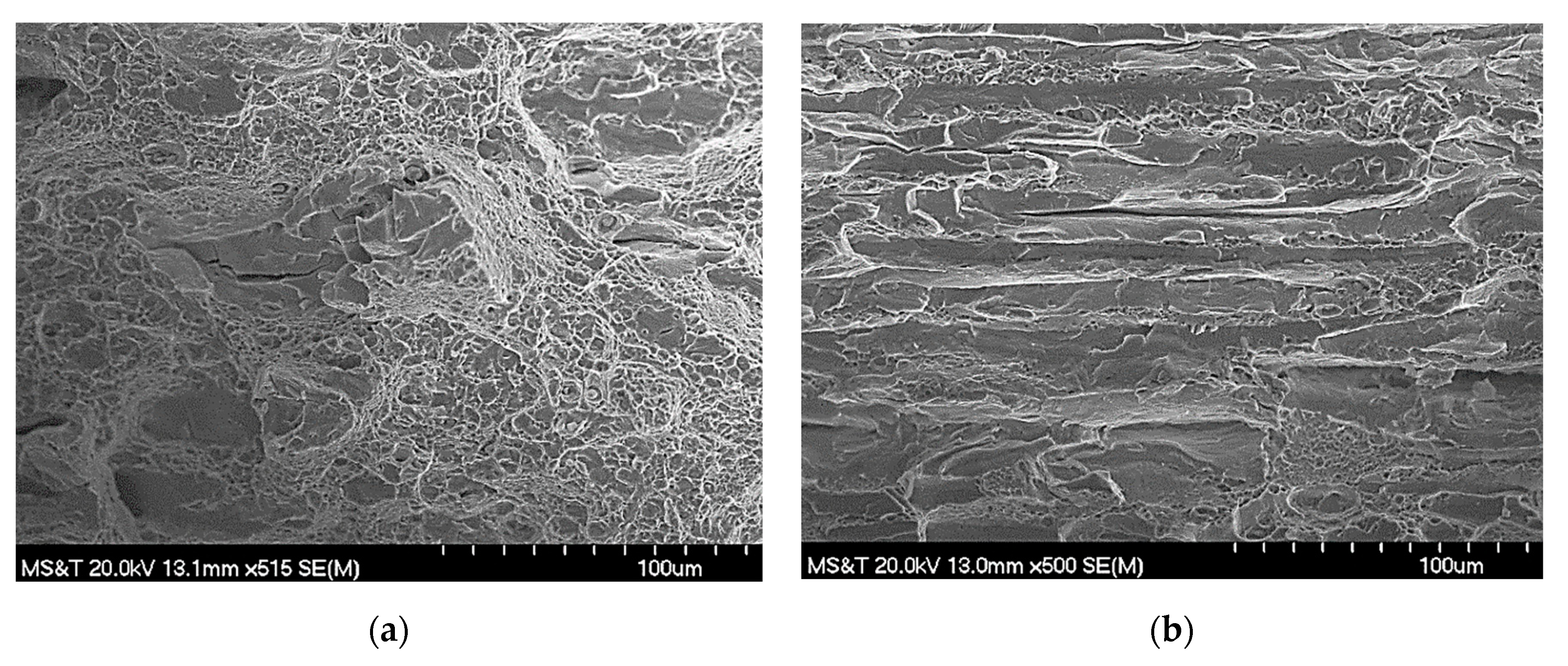
The fracture surfaces of the annealed notched impact toughness specimens that were tested at −40 °C are shown in
Figure 10a,b. Ductile fracture is observed in the austenite matrix, and cleavage fracture is noted within ferrite/B2 stringers. Similar to reinforced composites, toughness in the T-L direction is drastically reduced, with brittle crack propagation along the length of the ferrite/B2 stringers, as shown in
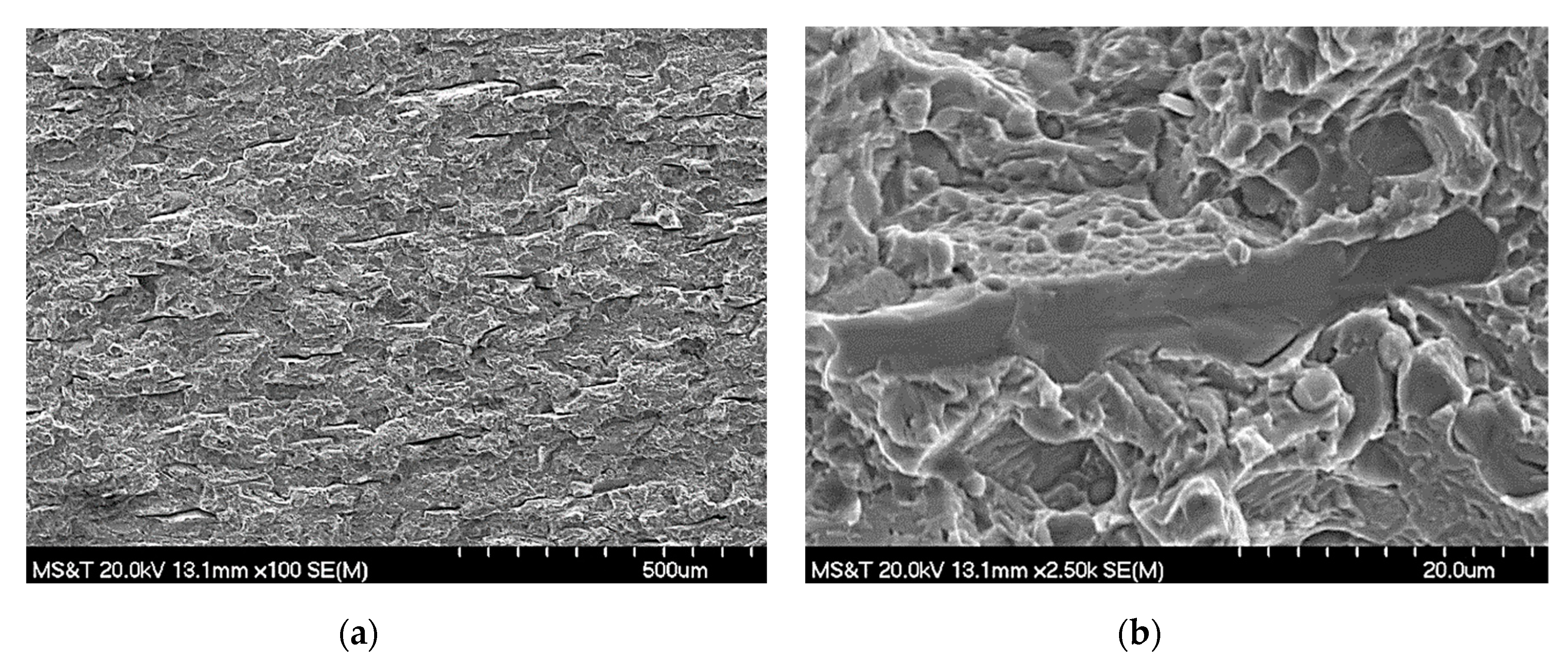
Figure 10b. The fracture surfaces of the aged L-T Charpy specimens are shown in
Figure 11a,b for a specimen that was annealed and aged for 2 h at 570 °C. The aged specimens showed mainly brittle behavior and display both intergranular fracture along grain boundaries and transgranular cleavage fracture through ferrite/B2.
4. Discussion
The as-hot rolled microstructure of the Fe-18Mn-10Al-0.9C-5Ni steel consisted of an austenitic matrix with primary ferrite stringers that may have partially or fully transformed to B2 after rolling and globular B2 precipitation on recrystallized austenite grain boundaries and annealing twins (
Figure 2). After initial annealing at 900 °C, fine B2 platelets were observed that were coarsened upon subsequent annealing at 950 °C (
Figure 3 and
Figure 4). This range of B2/ferrite morphology is in good agreement with Kim et al. [
12], who observed three different morphologies of (Fe,Ni)Al type B2, although the B2 formed within this study was significantly coarser than the nano-scaled particles observed in the work by Kim et al. because the high dislocation density obtained through cold working of sheet product was not possible with thick plate. The nanoscale B2 (Fe,Ni)Al precipitation on the dislocation networks was instead observed as coarsened plates after annealing in this study.
The stringers in the 950 °C annealed steel are brittle and exhibit cleavage fracture at room temperature during quasi-static tensile deformation (
Figure 8). In contrast, Rahnama et al. [
13,
15] reported greater ductility in a similar alloy after annealing at 900 °C when the stringers were comprised of disordered ferrite with nano-sized B2 precipitates. The B2 precipitates appeared as a uniform distribution of rounded or disc shaped <200 nm ordered domains with a cube-on-cube relationship with ferrite [
13]. This suggests that there is a larger degree of ordering in the stringers in the present study, due in part to the subsequent annealing at 950 °C. Annealing of the present alloy only at 900 °C resulted in the formation of a deleterious coarse grained κ-carbide, hypothesized to be stabilized by the higher Mn and C content.
The precipitation of equiaxed B2 on austenite grain boundaries and within austenite grains in the as-hot rolled and annealed specimens (
Figure 3 and
Figure 4) is consistent with the morphology and size reported in previous studies with similar processing [
12,
13]. Nano-sized precipitation of B2 within austenite grains enhances strength, however, coarse B2 on austenite grain boundaries and preferential crack nucleation along γ-B2 interfaces have been shown to significantly reduce ductility [
13,
16].
B2 precipitation on dislocations or on shear bands within the austenite results in a fine distribution of nano-sized (50–300 nm) particles that greatly strengthen the matrix while minimizing degradation of ductility. However, after subsequent annealing at 950 °C, the B2 in the austenite matrix coarsened substantially into long plates that were as much as 10 microns in size (
Figure 4). Coarsening of elongated B2 from transmission electron microscopy and atom probe tomography analyses have been reported to be the result of fast pipe diffusion of Ni and Al along dislocations [
15]. Balluffi reported that diffusion of substitutional elements like Ni and Al through dislocation cores is typically 40 to 70% of the activation energy required for bulk diffusion [
17]. Kim et al. showed that B2 precipitates under 80 nm in diameter behave as hard Orowan barriers that are not sheared but looped by dislocations [
12]. Coarsening of the B2 precipitates should be carefully controlled during heat treatment because it is well known that Orowan strengthening is inversely proportional to the spacing of the particles.
Ni and Al were shown to partition to the ferrite/B2 phases with no significant differences measured for changes in morphology or annealing temperature (
Table 1). Ni and Al were enriched from bulk composition of 4.5 and 10.1 wt% to 10–11 and 14–15 wt% in the ferrite/B2, respectively. For globular B2, the Ni enrichment values are consistent with those reported by Rahnama et al. [
13] after a 900 °C anneal as shown in
Table 5. The lower Al enrichment levels observed in this study may be related to the increased Mn and C of the bulk composition and the effect on Al solubility in the ferrite/B2. Interestingly, Rahnama et al. reported that increasing the annealing temperature increased the partitioning of Ni and Al into the B2. Although the annealing times were not provided, this may suggest that the times used in this study were shorter, resulting in less enrichment of the ferrite/B2. The Ni and Al enrichment reported by Rahnama in the stringer was also significantly higher for isothermal holds of a comparable temperature.
Age hardening between 500–600 °C produced a significant hardening effect (
Figure 7a) accompanied by a range of observed microstructural modifications: Coarsening of B2, grain boundary eutectoid decomposition of the austenite to lamellar κ-carbide and ferrite, and precipitation of κ-carbide. The hardening was shown to occur in both the ferrite/B2 and austenite phases (
Figure 7b). The hardening observed in the ferrite/B2 is attributed to the B2 ordering reaction, which has been shown to greatly increase the hardness of the ferrite matrix [
18]. Further, the partitioning of Ni to the B2 has been suggested to lead to an increase in B2 hardness because of the greater bond strength between Ni-Al compared to that of Fe-Al in the B2 structure [
13]. The degree of hardening observed in the ferrite/B2 is consistent with the hardness of ferrite/B2 reported for another B2-NiAl strengthened alloy aged at similar conditions [
19]. The austenite hardening is presumed to be due to κ-carbide formation, as qualitatively shown with XRD (
Figure 6) and by the appropriate composition space for κ-carbide formation at these temperatures measured by EDS (
Table 1).
The annealed and quenched condition showed a good combination of strength and ductility with an average ultimate tensile strength (UTS) of 1120 MPa and an average total elongation of 26% (
Table 3). This can be compared with a Fe-15Mn-10Al-0.8C-5Ni steel hot rolled with a UTS of 1335 MPa and 10% elongation, which was annealed at 900 °C [
13]. During tensile deformation of the annealed specimens, B2 stringers were observed to fracture, while austenite accommodates the tensile strain without fracturing and remains quite ductile, as seen in
Figure 8a,b. Fractography of the annealed tensile specimen fracture surface in
Figure 8b revealed that these stringers were the initial source of failure. These observations are in agreement with fractography performed on duplex Ni-25Al-xFe alloys tensile specimens that reported cleavage fracture of the B2 dendrites and γ-B2 interfaces ruptured and were the primary crack propagation path [
16]. This early failure is also the source of the wide standard deviation in reported mechanical properties in
Table 3. The current steel has about 200 MPa less strength and more than twice the ductility, as previously reported in a hot rolled steel in Rahnama’s study. The differences in mechanical properties are suggested to be due to a combination of effects including the amount of austenite present, degree of ordering in the ferrite after annealing, and possible variations in annealing time that results in over-coarsening matrix NiAl precipitates. Recent studies have shown that increasing the annealing time from 2 to 15 min at 900 °C produced almost a 200 MPa drop in UTS in cold rolled and annealed sheet steels with a corresponding 10% increase in ductility [
20]. Therefore, annealing times should be minimized to prevent coarsening of B2 that results in reduced strength.
The aged tensile specimens in the current study achieved higher strengths with an average UTS of 1230 MPa, while total elongation was lowered to an average of only 12%. The increase in strength and decrease in elongation with aging is likely the result of B2 ordering within stringers and nano-sized κ-carbide precipitation within the austenite matrix. The micrographs in
Figure 9a,b of the aged tensile specimen reveal that the fracture mode changes to intergranular where fracture now occurs along austenite grain boundaries, as well as in areas with κ-carbide precipitation at the interface between austenite and B2. Fractography of the aged tensile fracture surface in
Figure 9b reveals that large B2 stringers remain the source of premature failure.
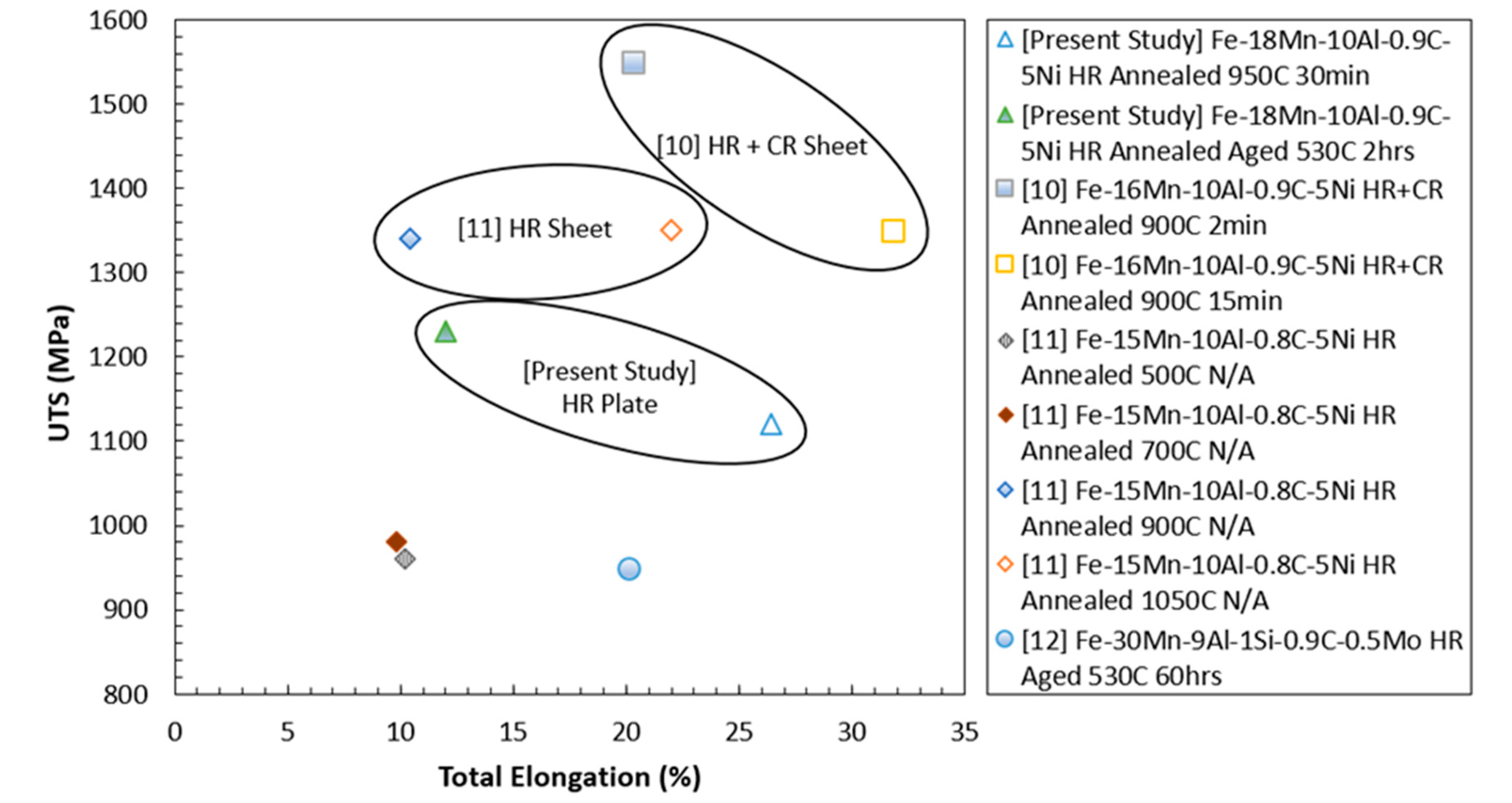
Figure 12 shows the tensile properties of the current steel in comparison to similar composition steels with 5% Ni and a fully austenitic hot rolled Fe-30Mn-9Al-1Si-0.9C-0.5Mo steel with a similar grain size. The results show that the current steel has higher combinations of strength and ductility when compared to the Fe-30Mn-9Al-1Si-0.9C-0.5Mo steel and similar 5% Ni alloys annealed below 700 °C.
The Charpy V-notch toughness of this steel was highly dependent on heat treatment and sample orientation with the rolling direction, with the presence of the brittle B2 stringers having a significantly deleterious effect on notch toughness (
Table 4). The annealed condition had the highest toughness of 28.5 J in the L-T direction with crack propagation perpendicular to B2 stringers. Once fracture occurs along the stringers in the T-L direction, notch toughness drastically reduces to less than 8 J. After aging at 570 °C for 2 h, notch toughness is significantly reduced in both the L-T and T-L direction to an average of 2 J. Fractography of the annealed specimens (
Figure 10) reveals ductile fracture in the austenite with brittle fracture across the ferrite stringers in the L-T orientation. However, the L-T fracture surface in the annealed condition was notably different (
Figure 10b) due to fracture along the ferrite stringers that caused a severe drop in notch toughness for this orientation. Fractography of the Charpy specimens in the aged condition (
Figure 11) continued to show brittle cleavage of the B2 now accompanied by less ductile austenite. The significant loss of ductility in the aged condition is consistent with precipitation of κ-carbide on grain boundaries and promoting intergranular fracture.
These results show that brittle B2 stringers should be eliminated as much as possible for maximum toughness and ductility and to provide less anisotropy in the rolled structure. Increasing the amount of Mn and C while slightly reducing the amount of Al may be one strategy to eliminate primary ferrite stringers. Shorter annealing times at 950 °C should be utilized to prevent over-coarsening of B2 along shear bands and on grain boundaries. In addition, heat treatments or an alloying approach to reduce the amount of κ-carbide precipitation on grain boundaries may be effective at increasing the toughness of this steel after aging.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}