The Effect of Drawing Deformation Rate Induced Inhomogeneous Local Distortion on Phase Transformation of 304H Stainless Wire

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
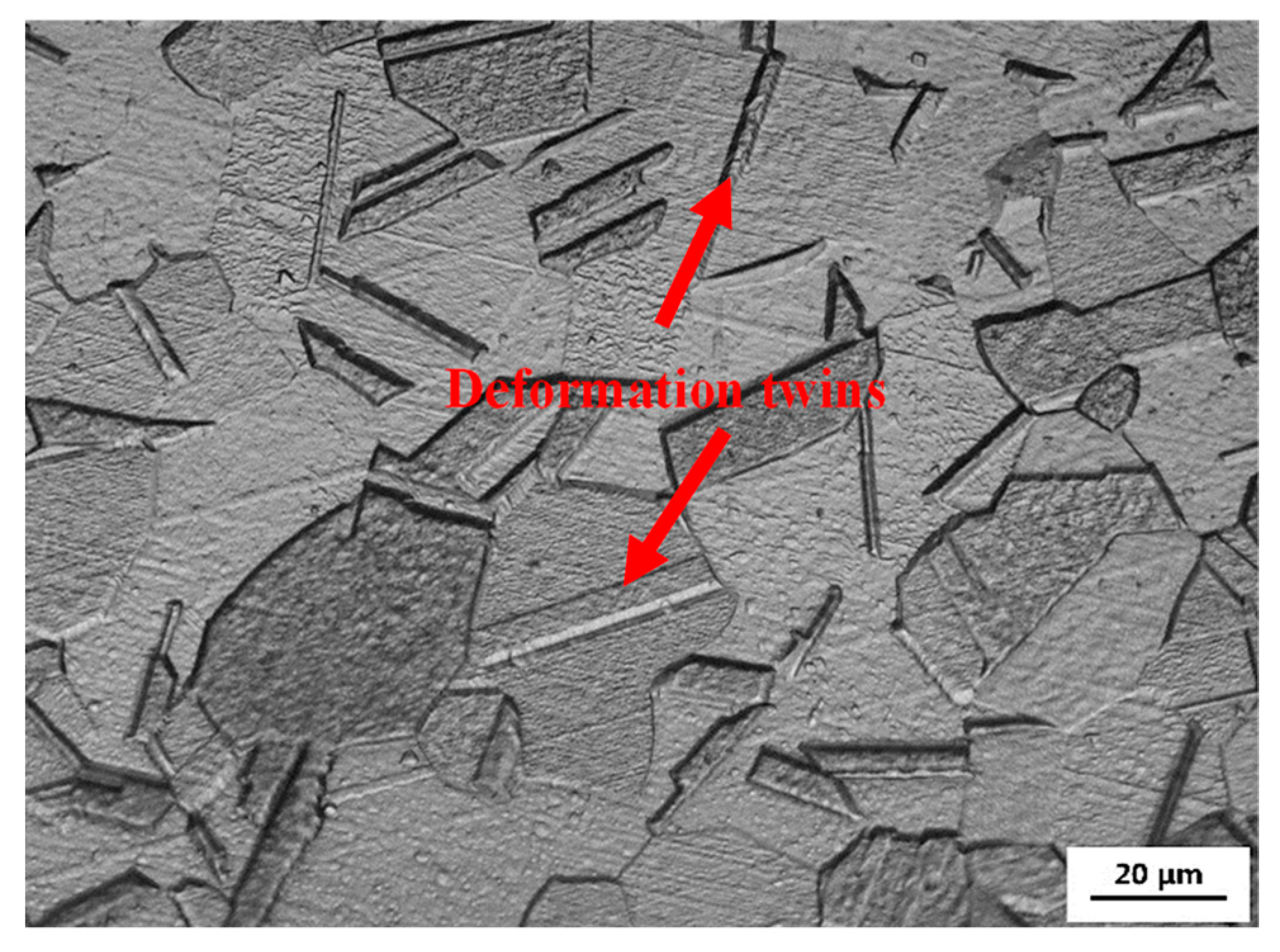
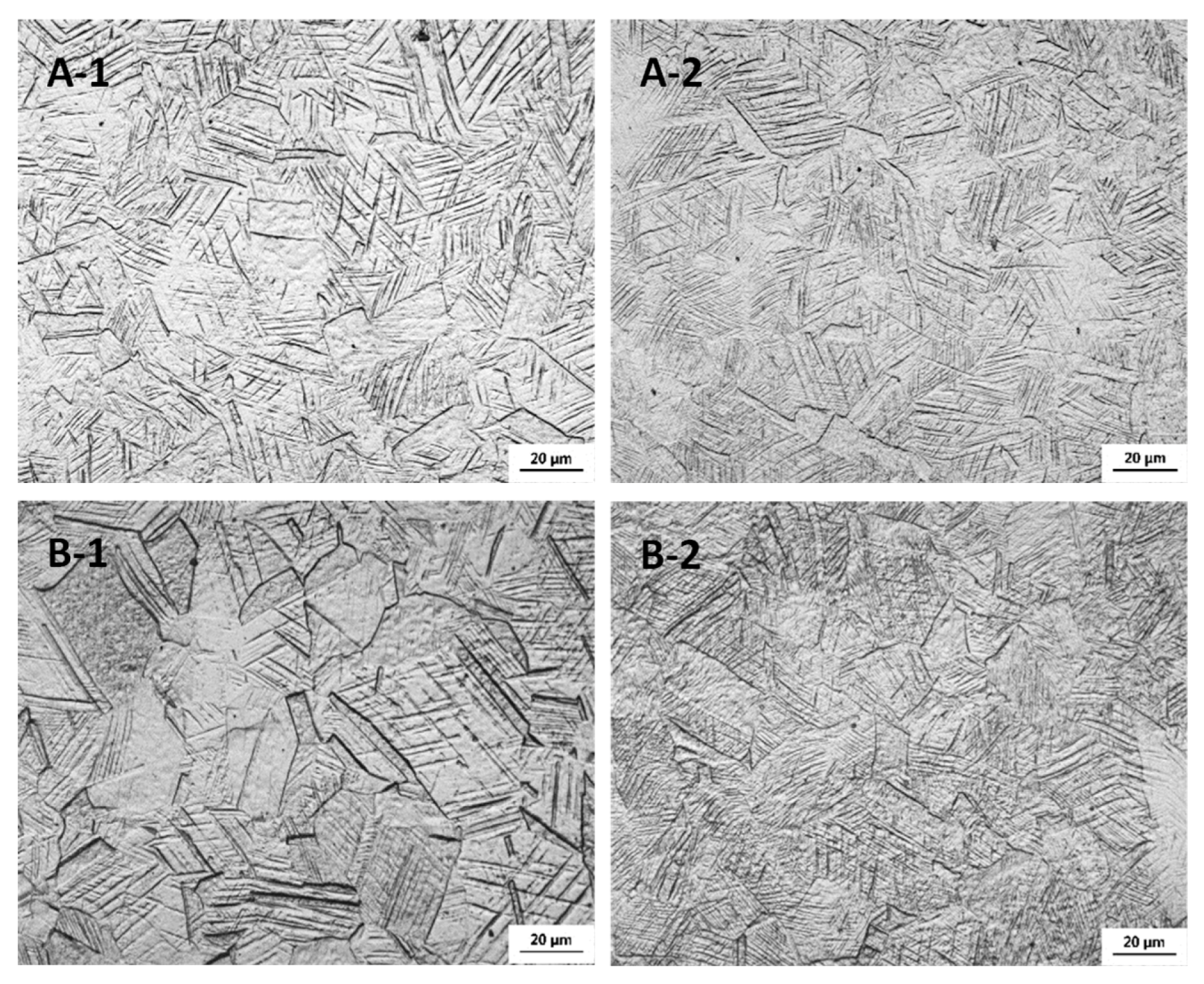
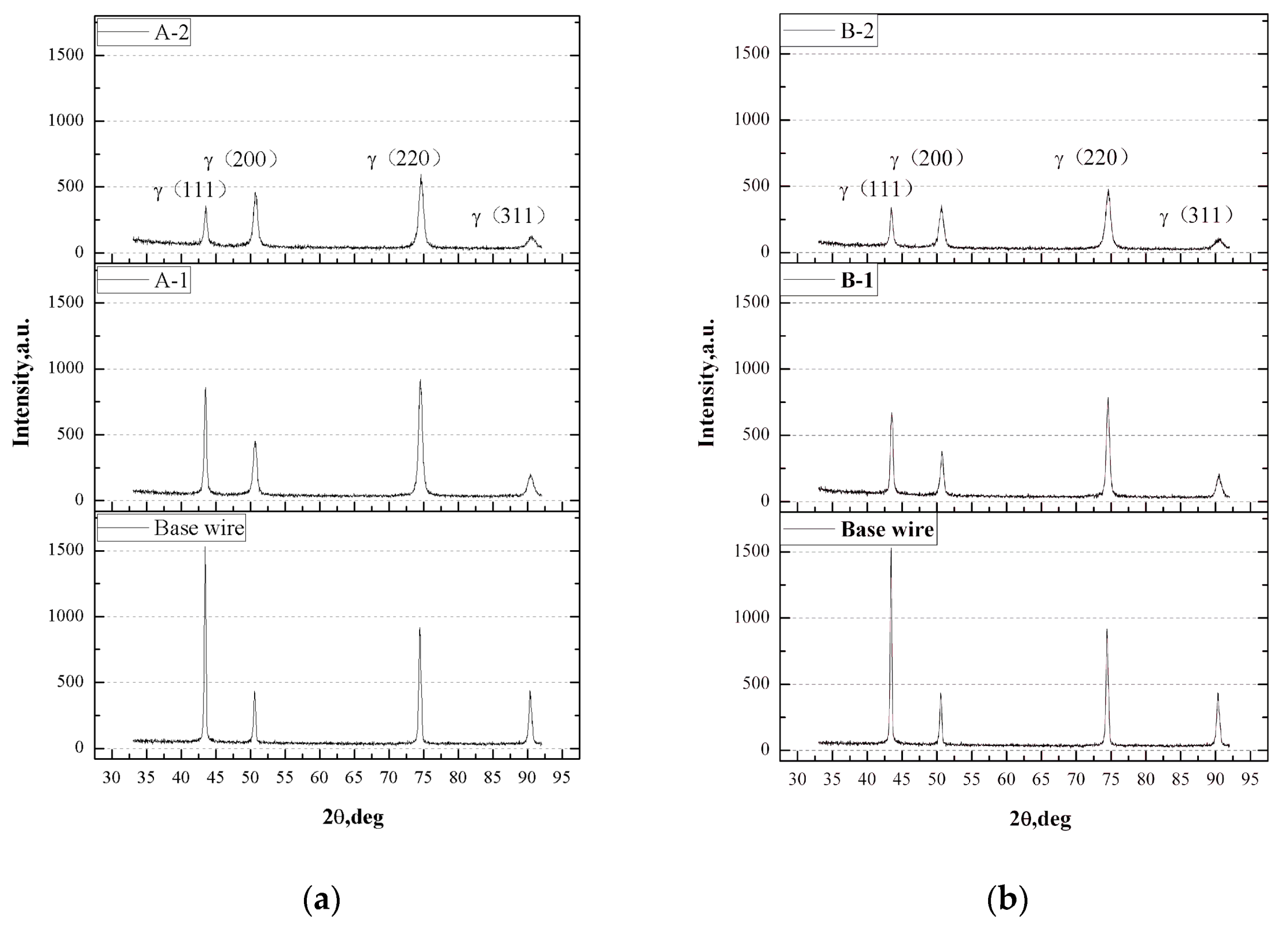
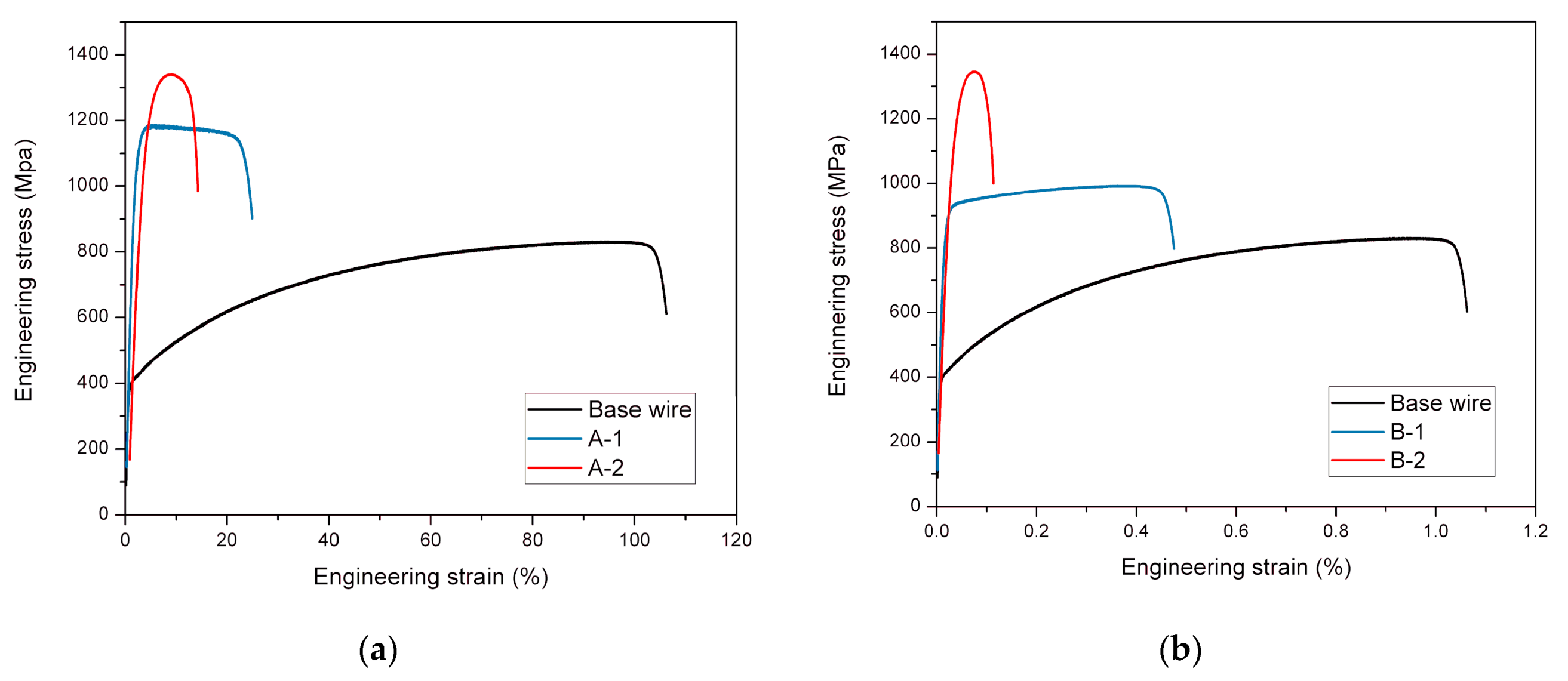
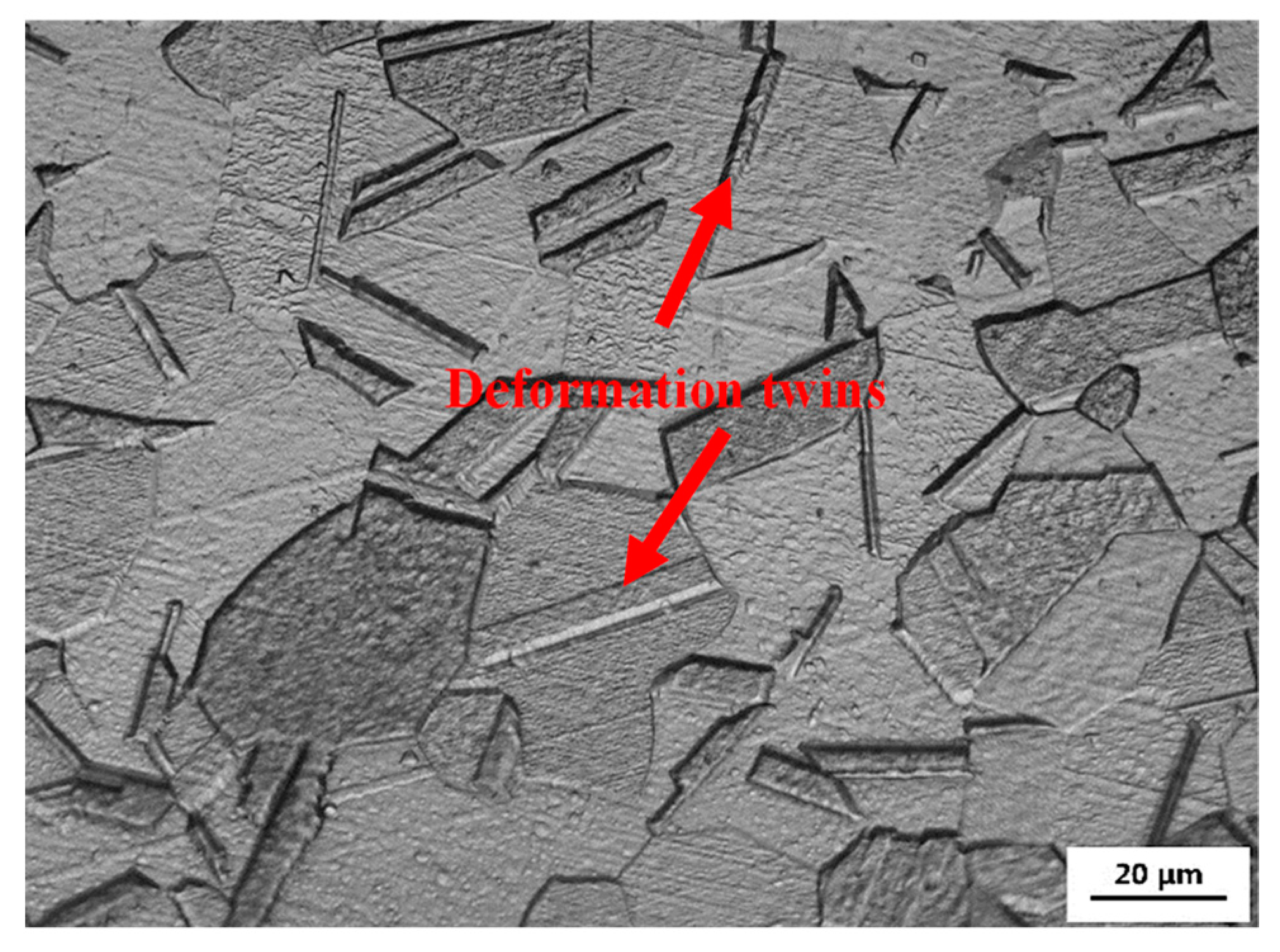
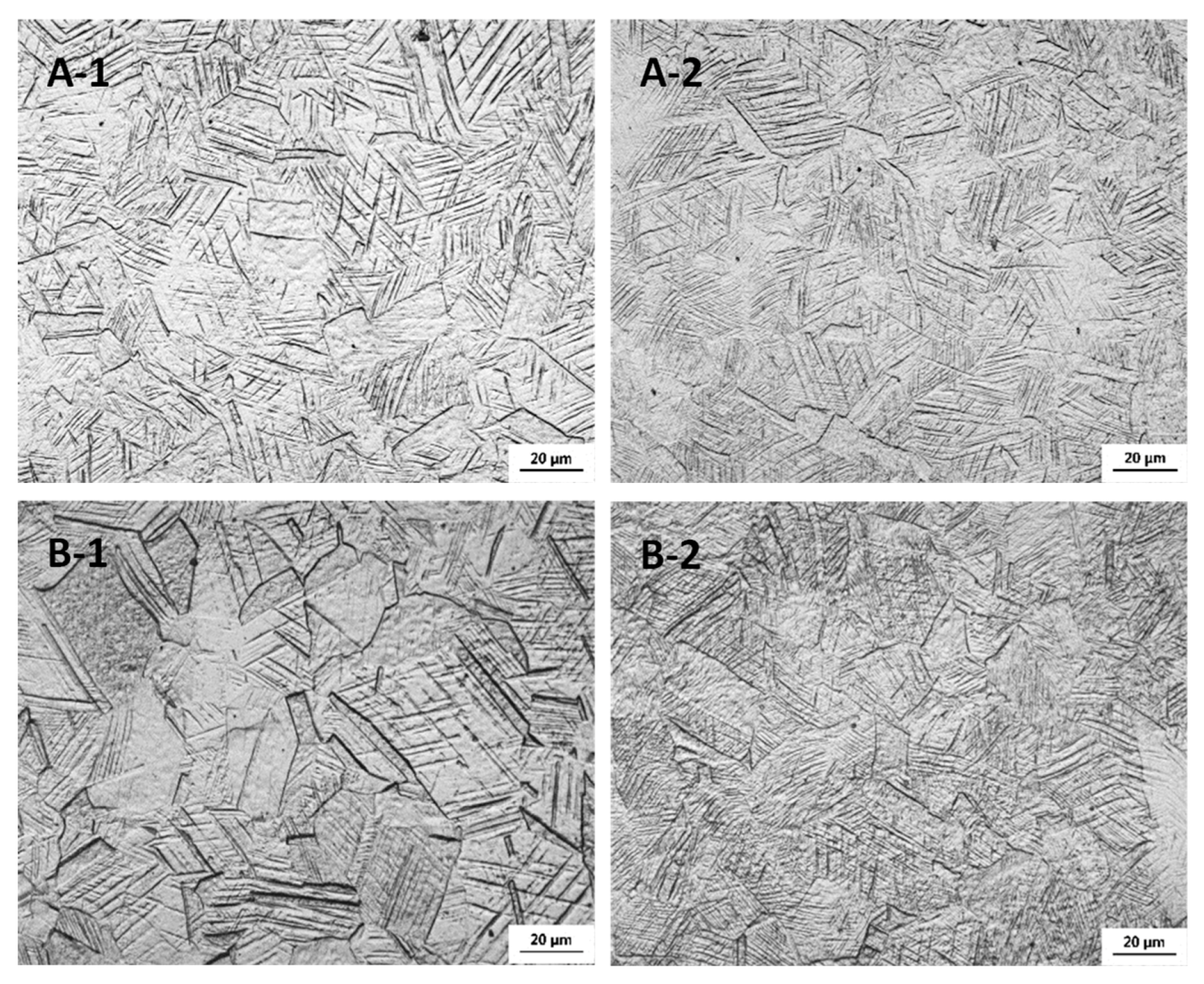
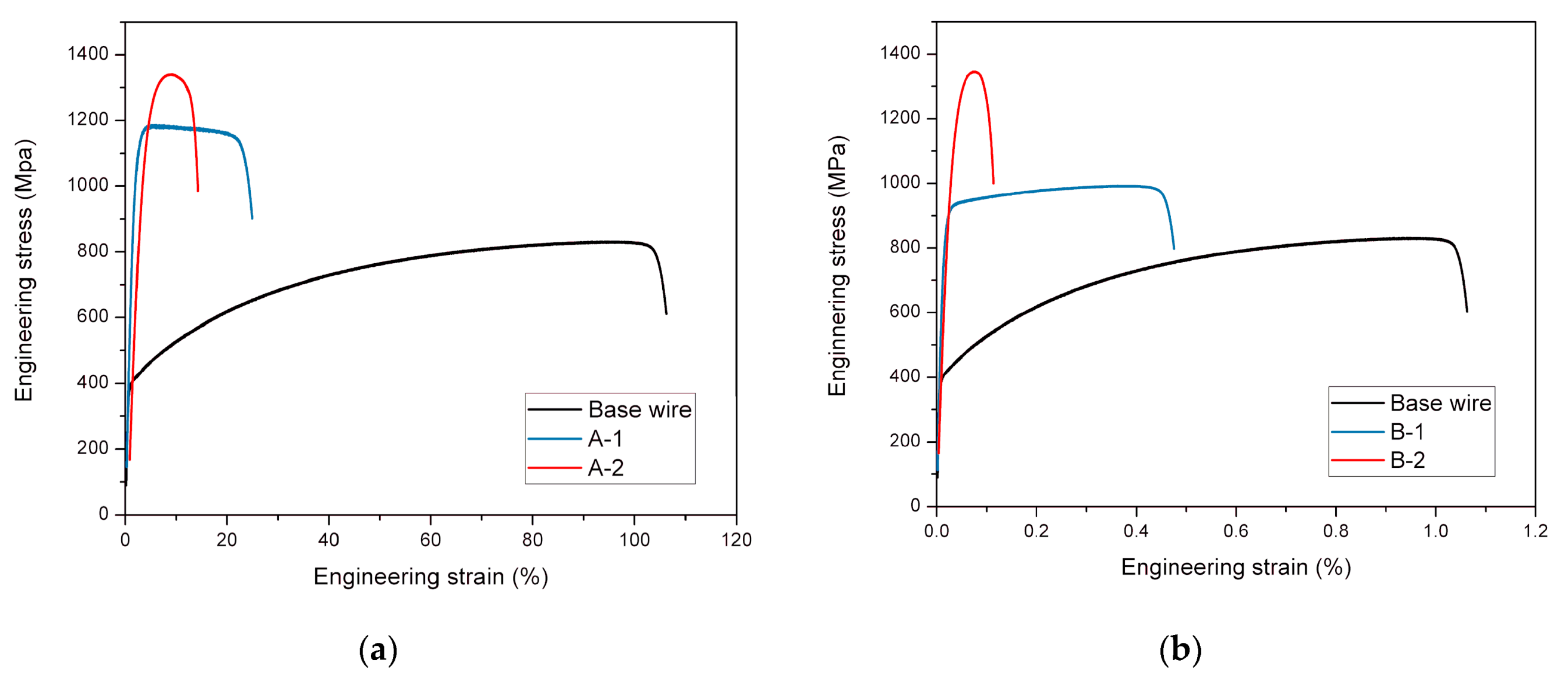
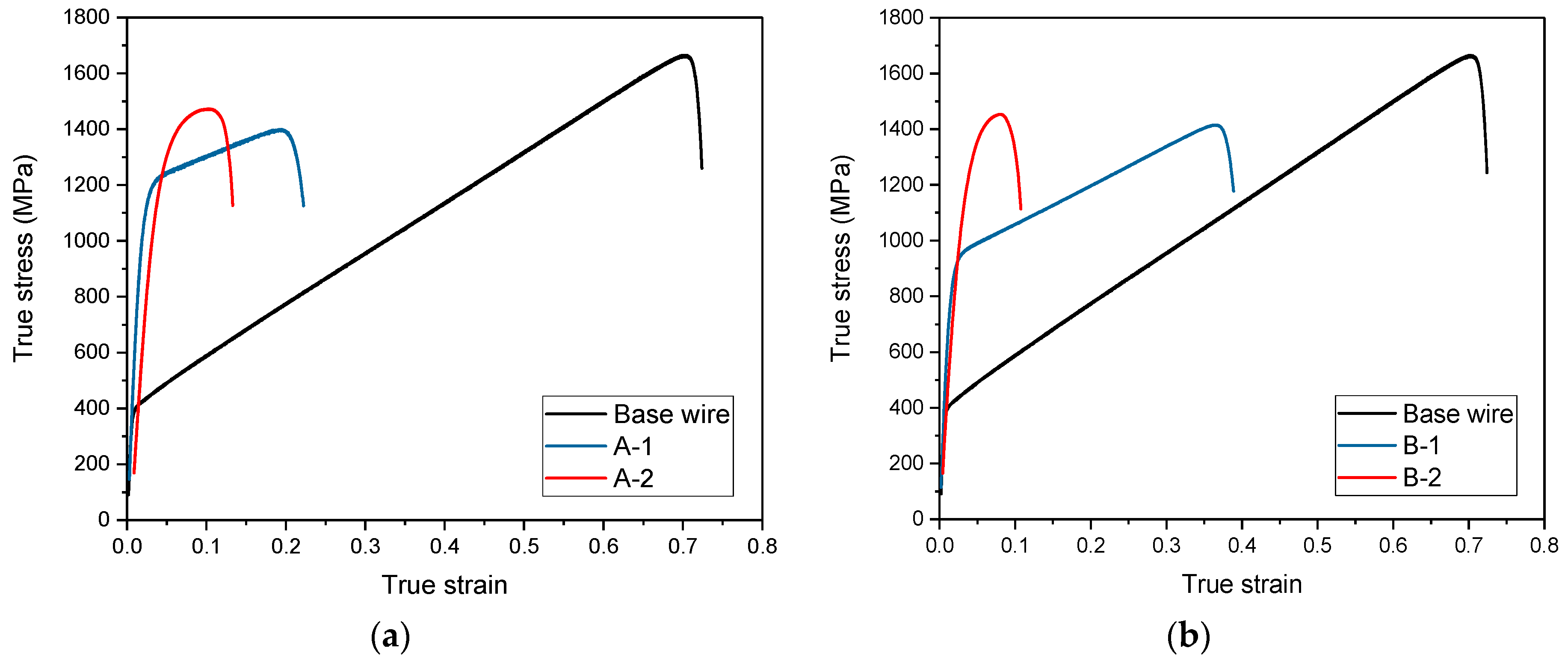
3.1. Microstructure and Mechanical Properties of Steel Wires During Drawing
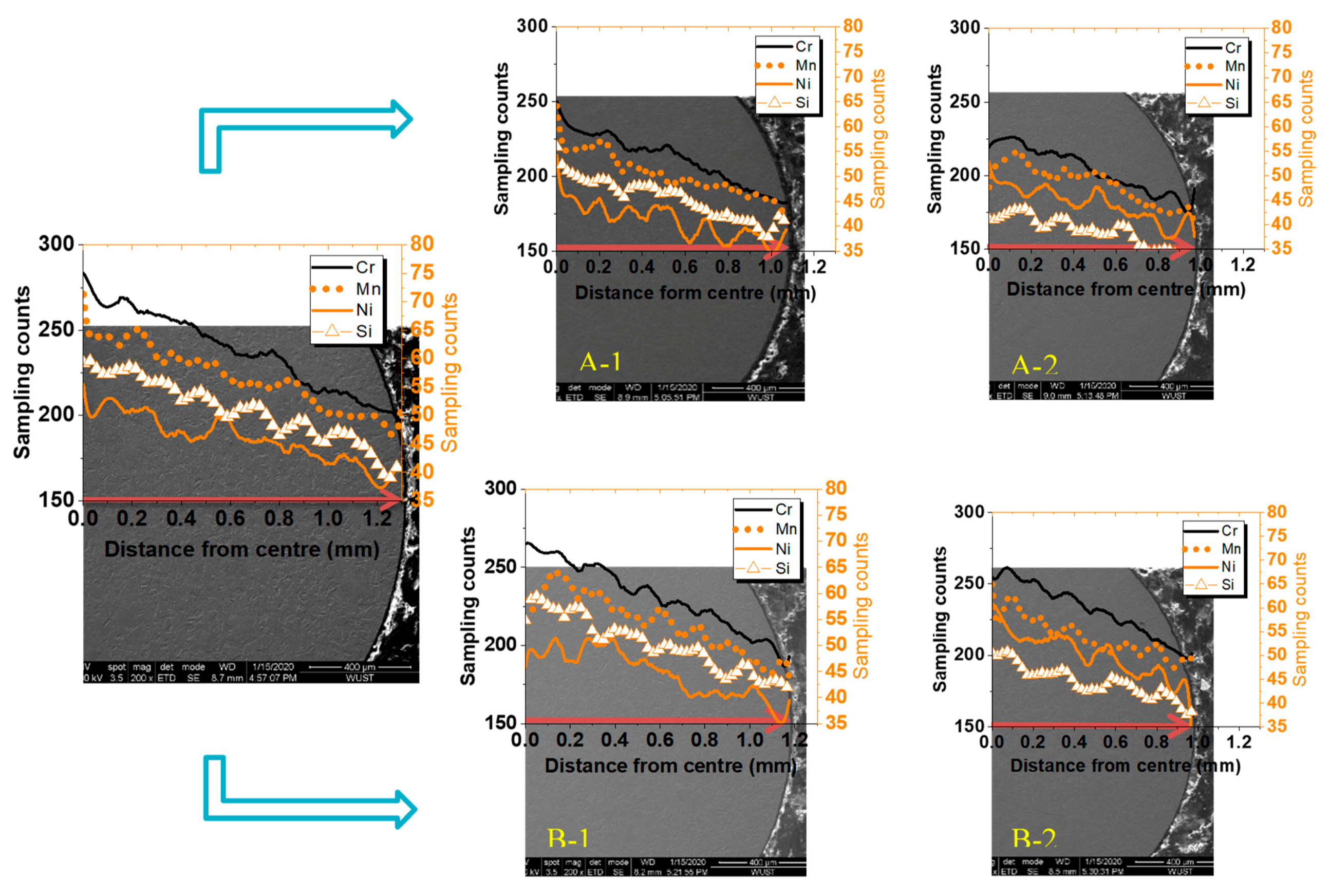
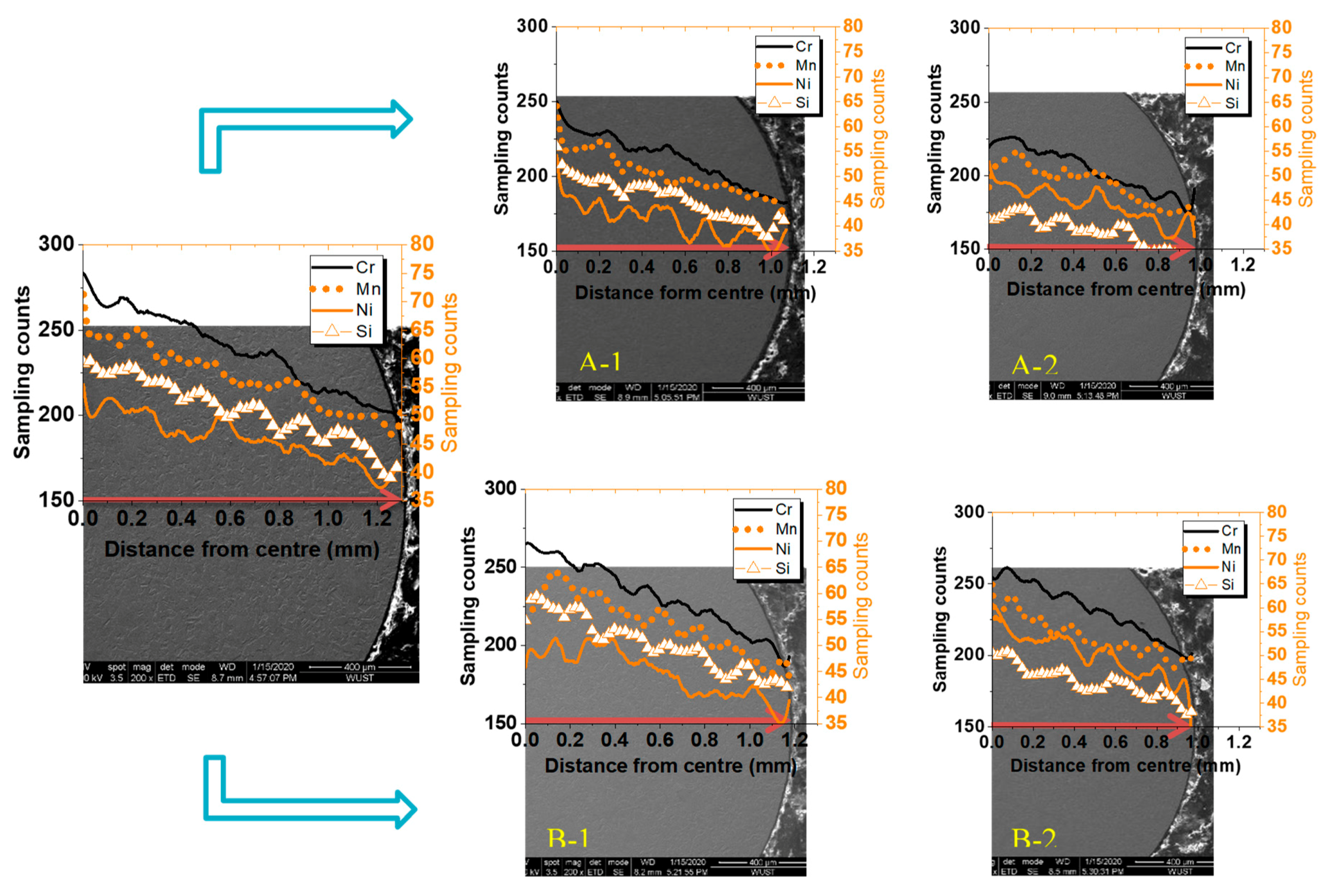
3.2. Elemental Redistribution on Cross-Sections
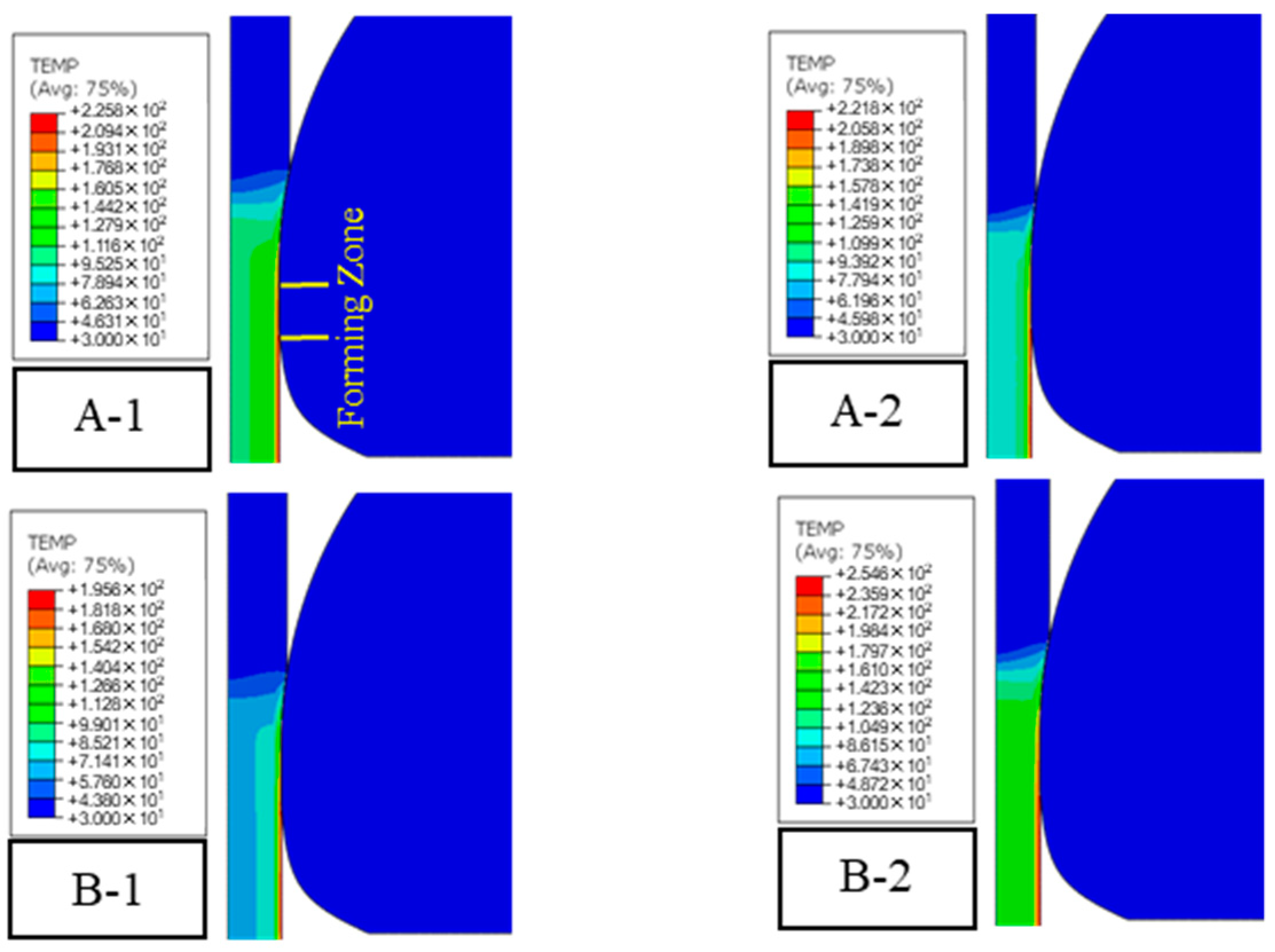
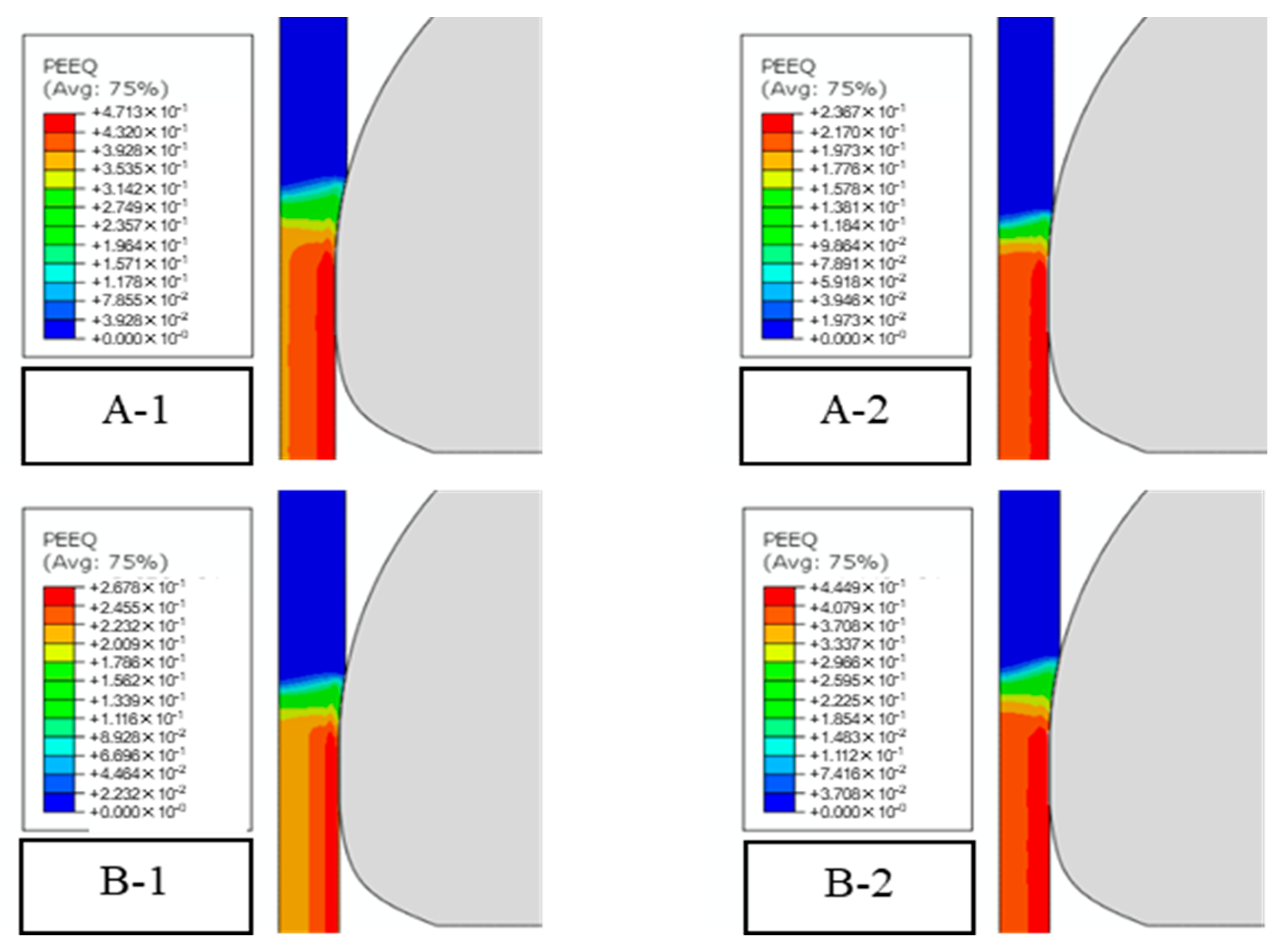
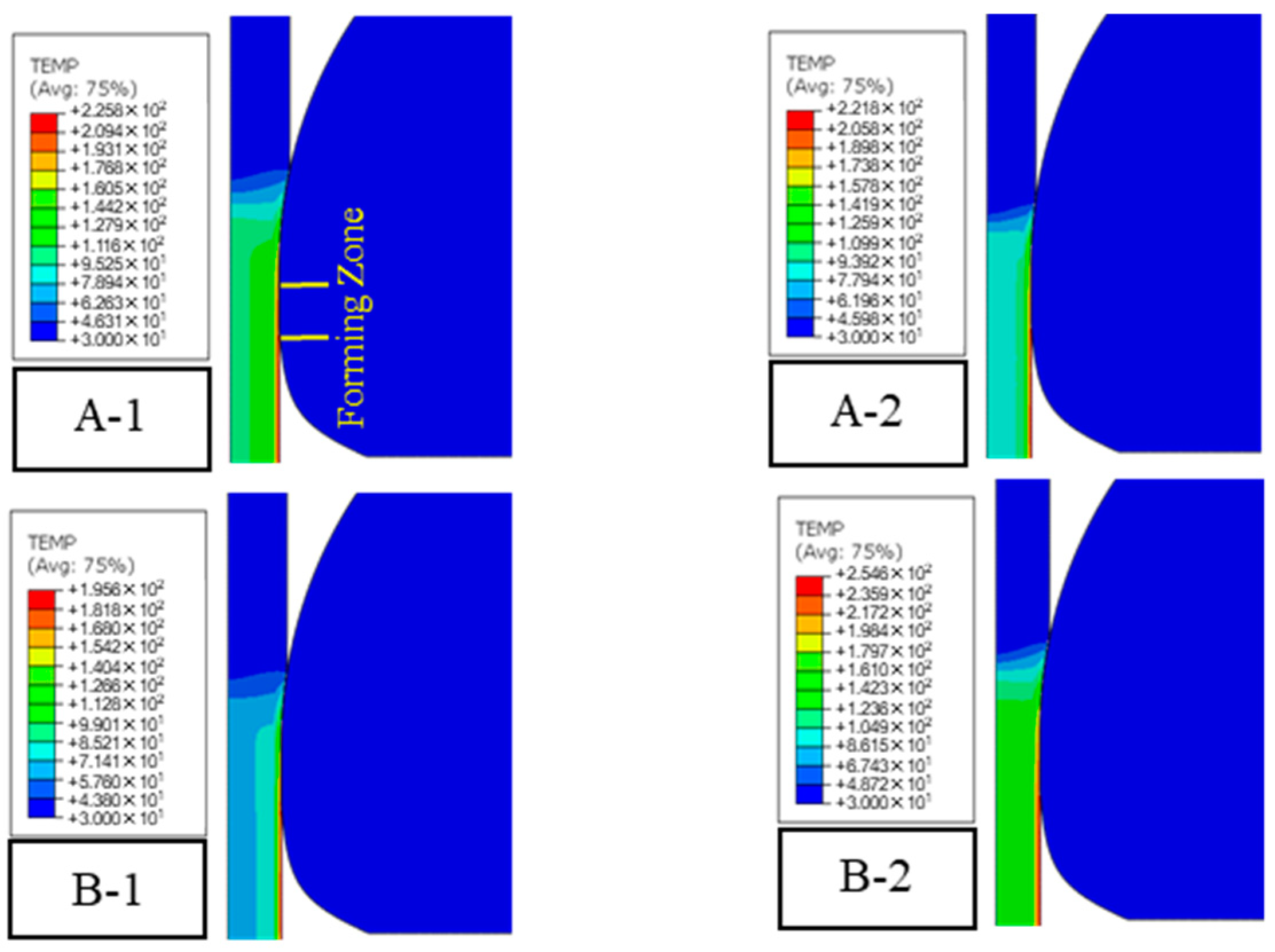
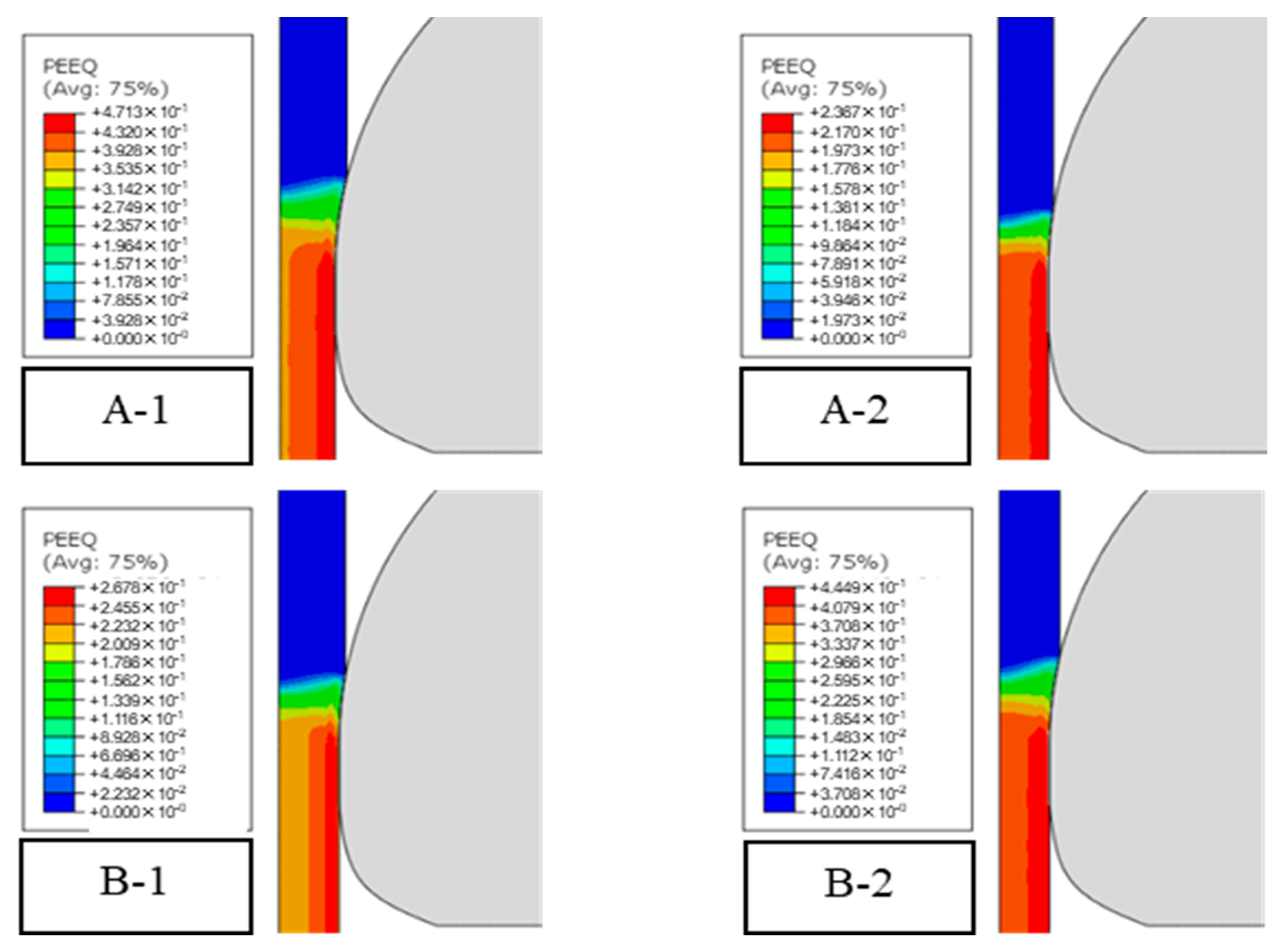
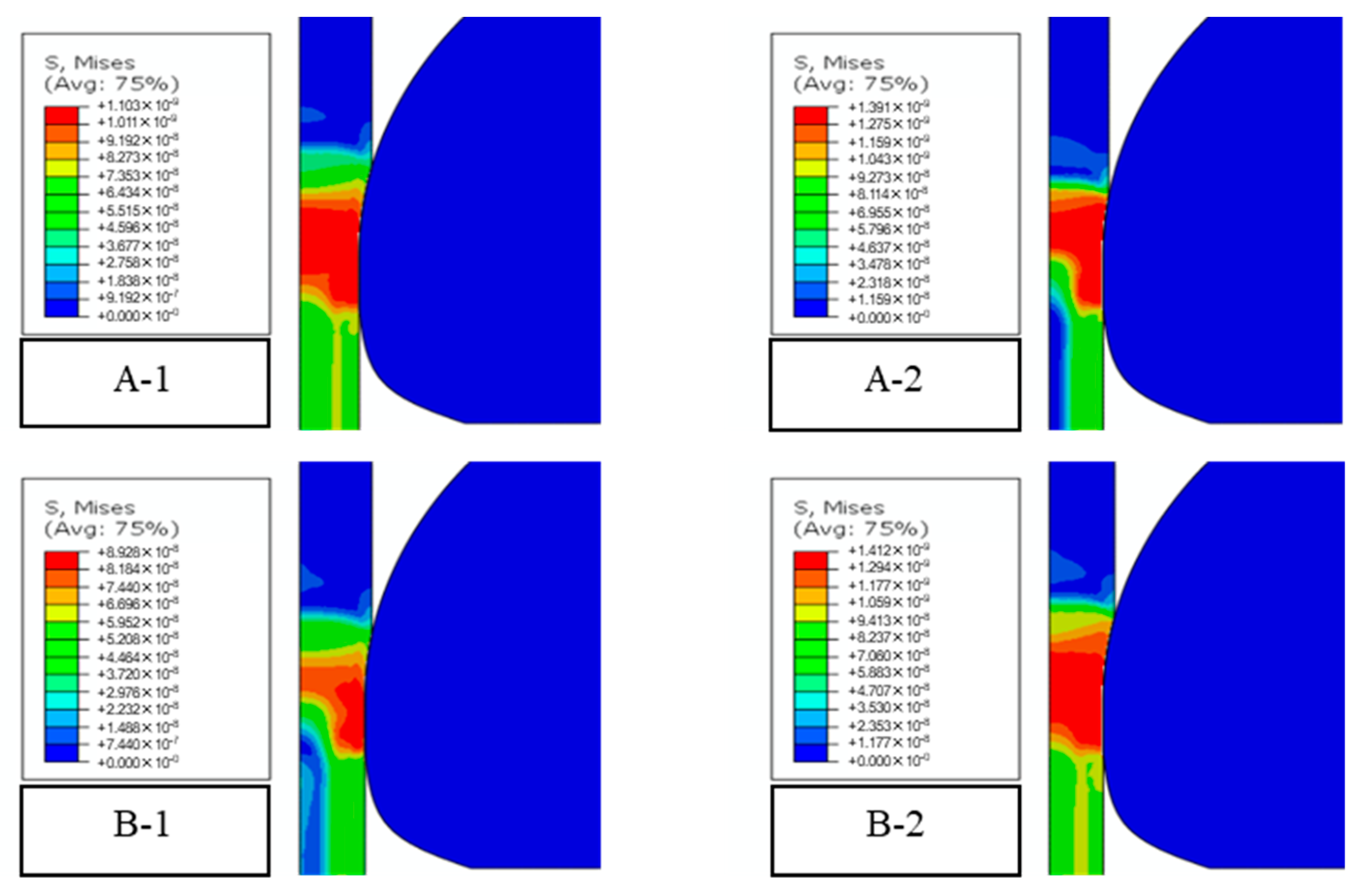
3.3. FEM Simulation on Drawing Induced Heat Distribution
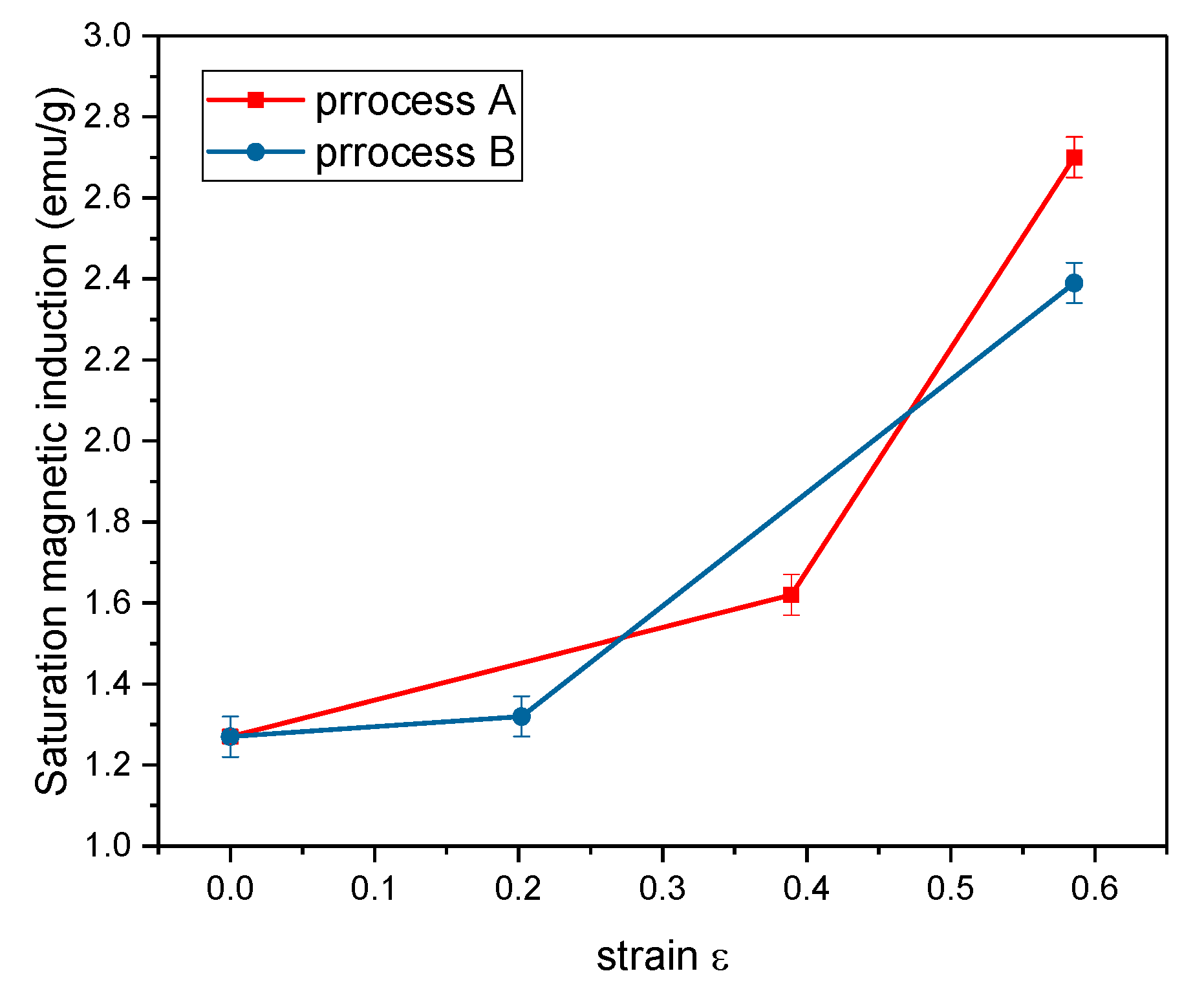
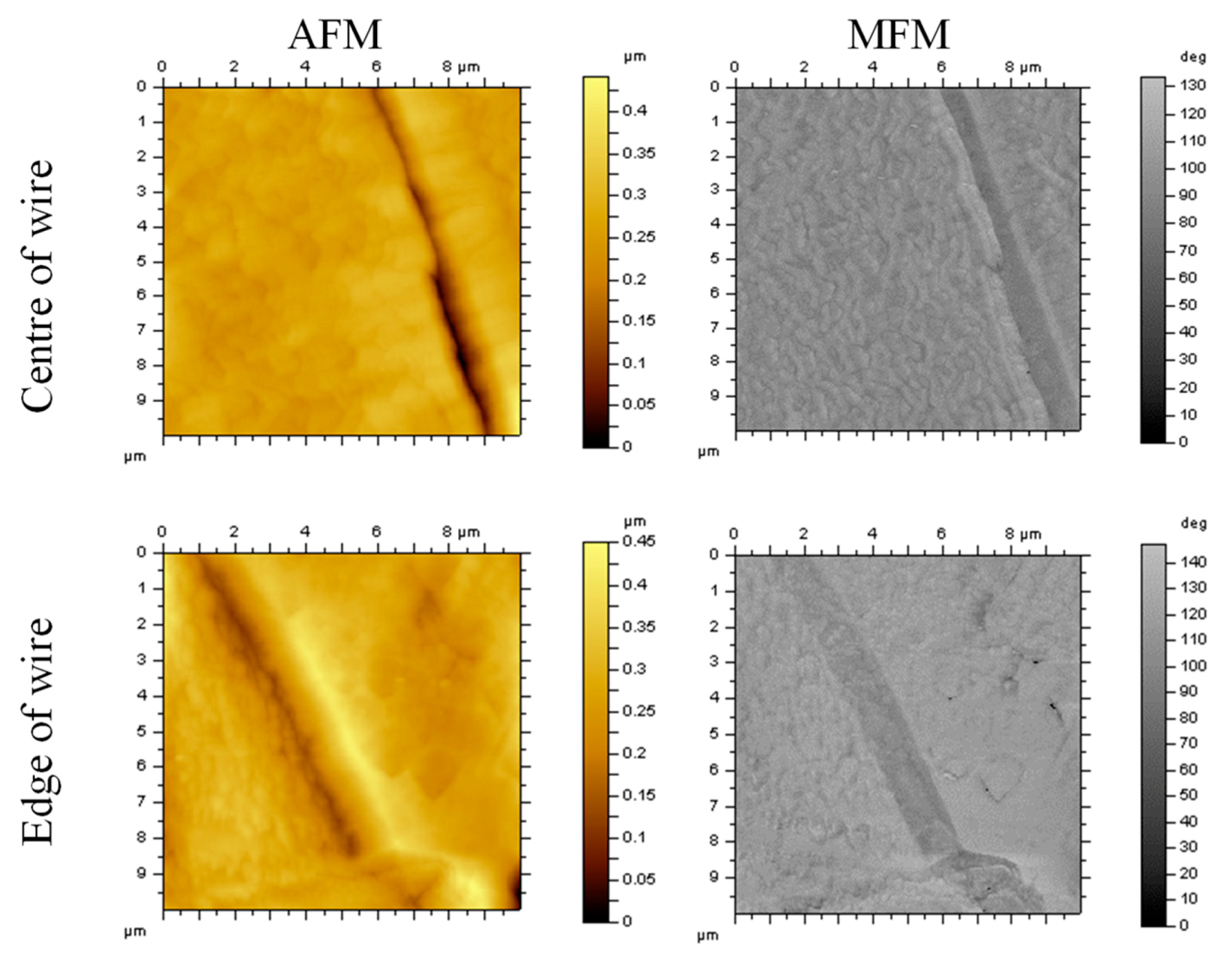
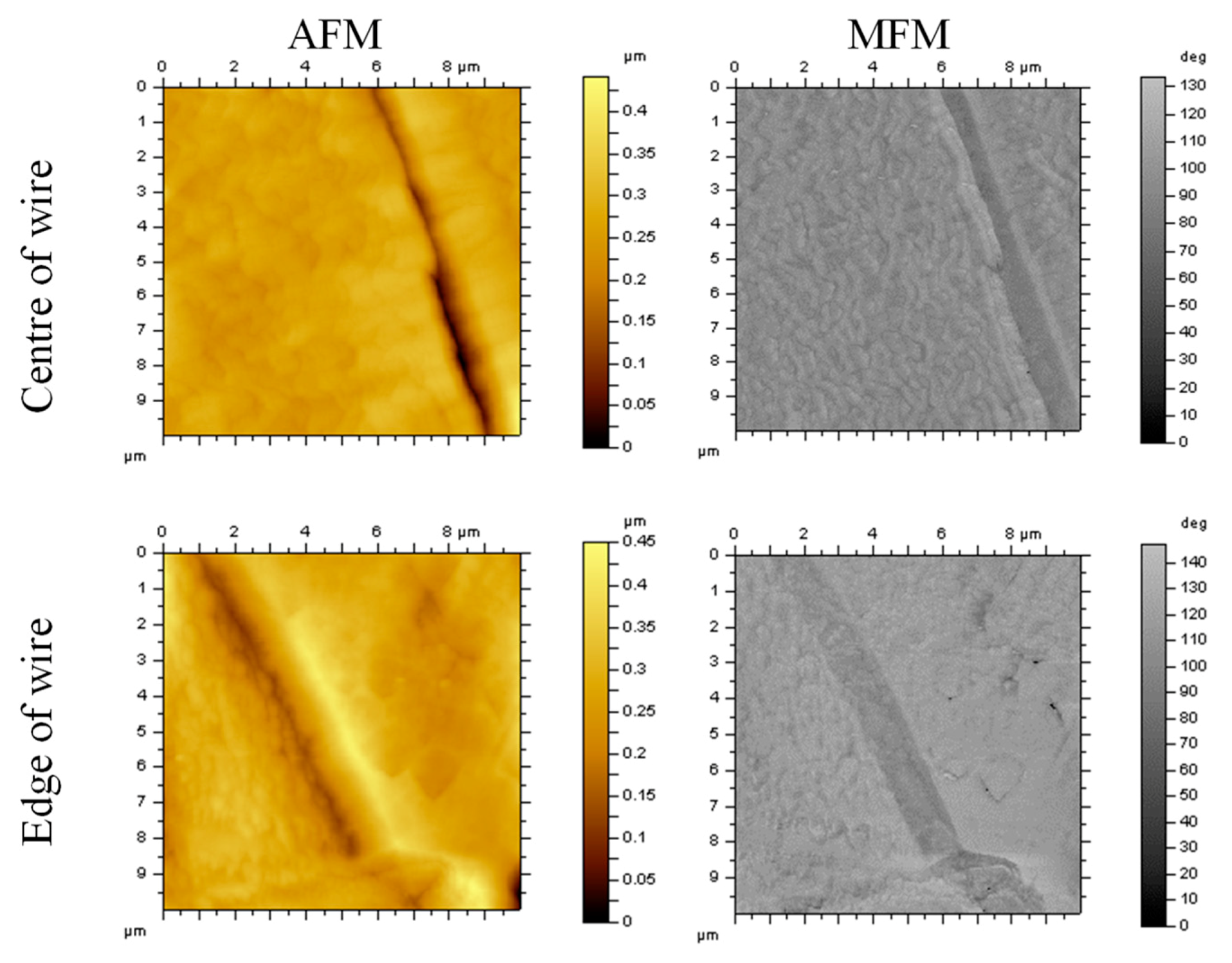
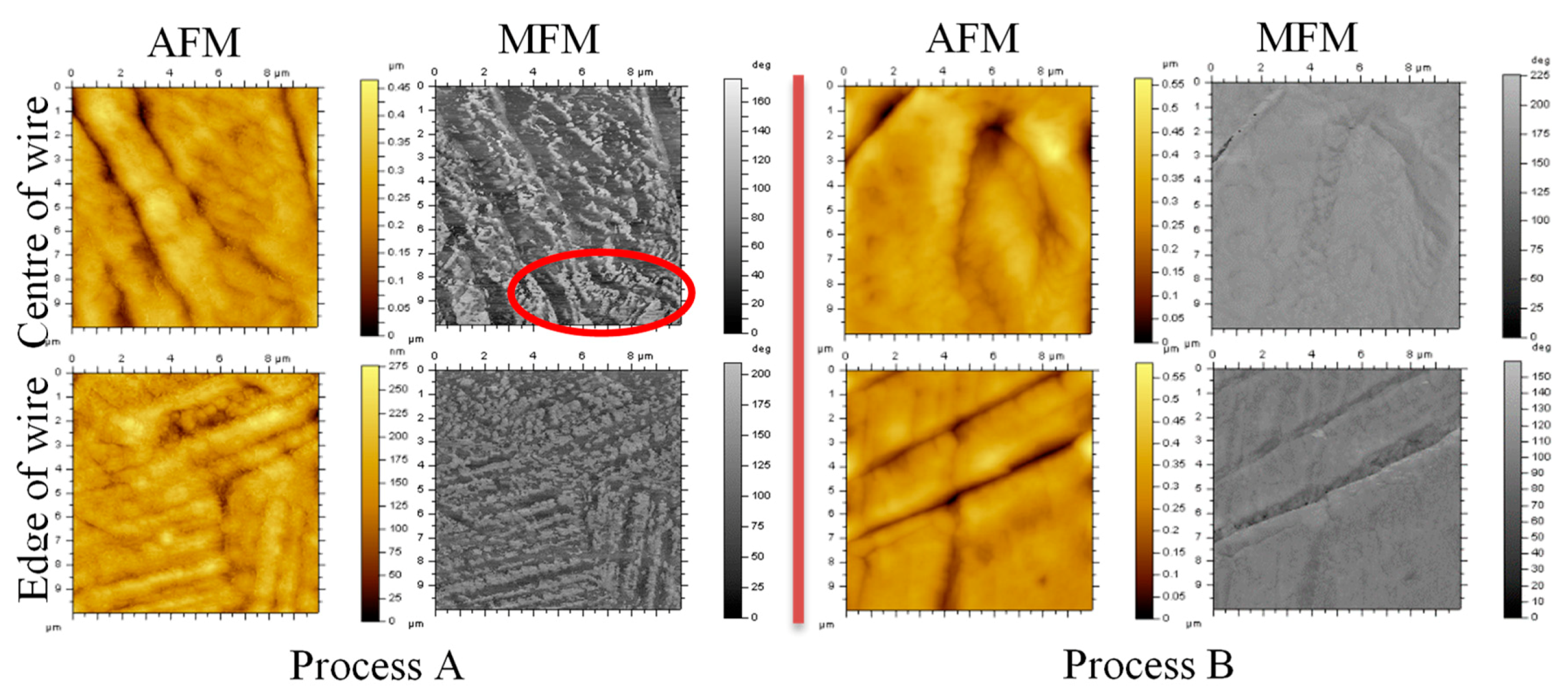
3.4. Magnetic Property Deviation and Local Distribution
4. Discussion
4.1. Effect of Elements on Phase Transformations
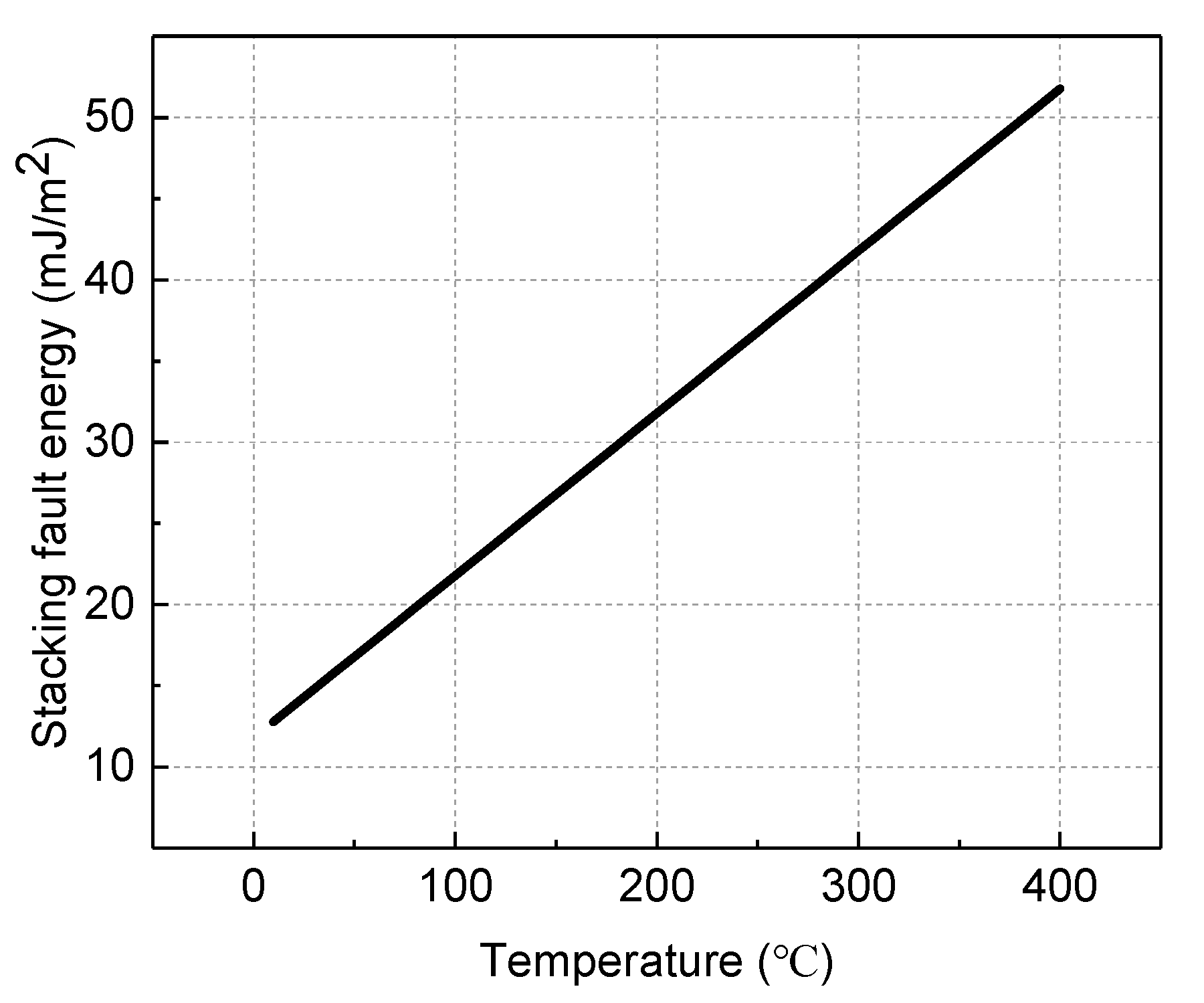
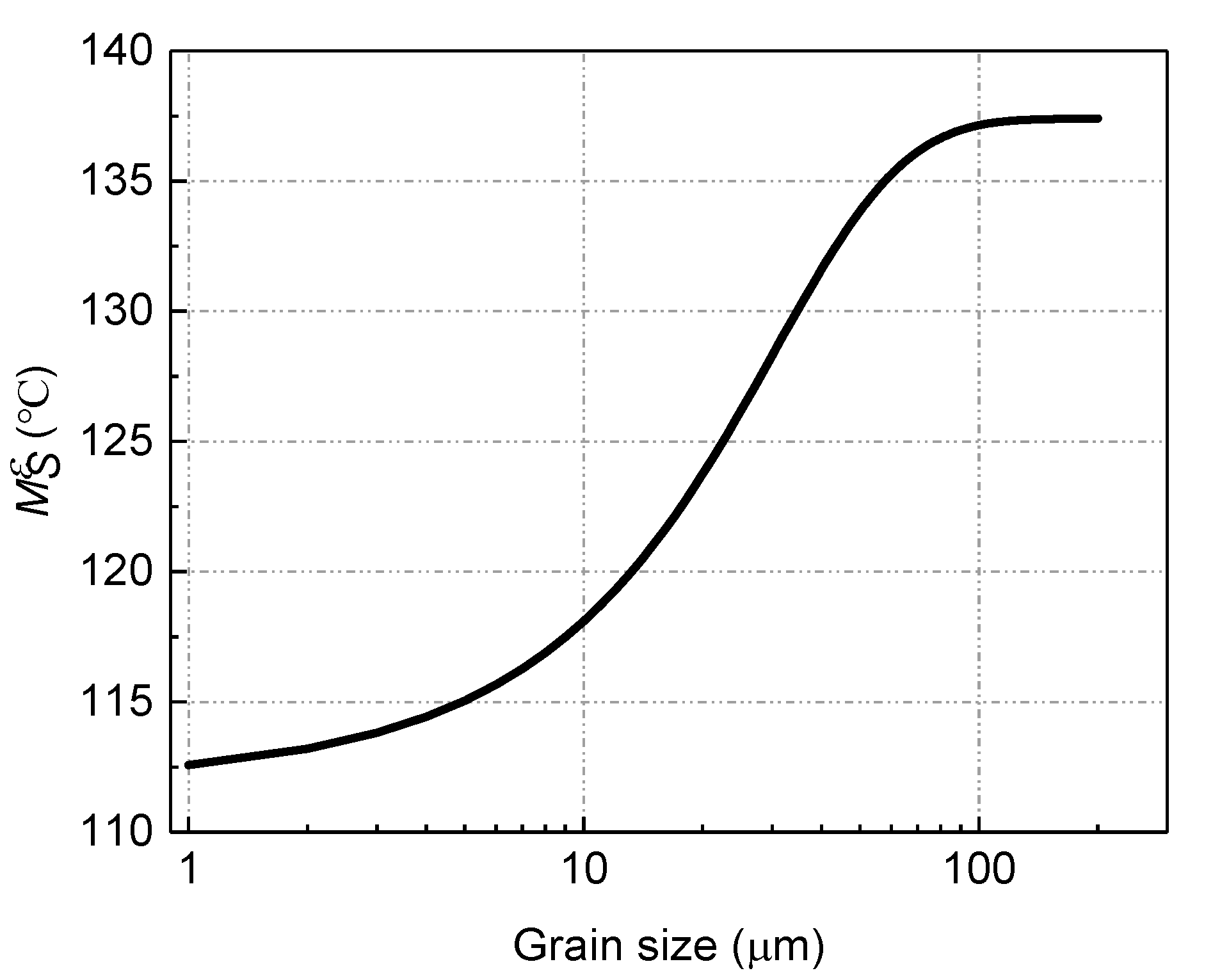
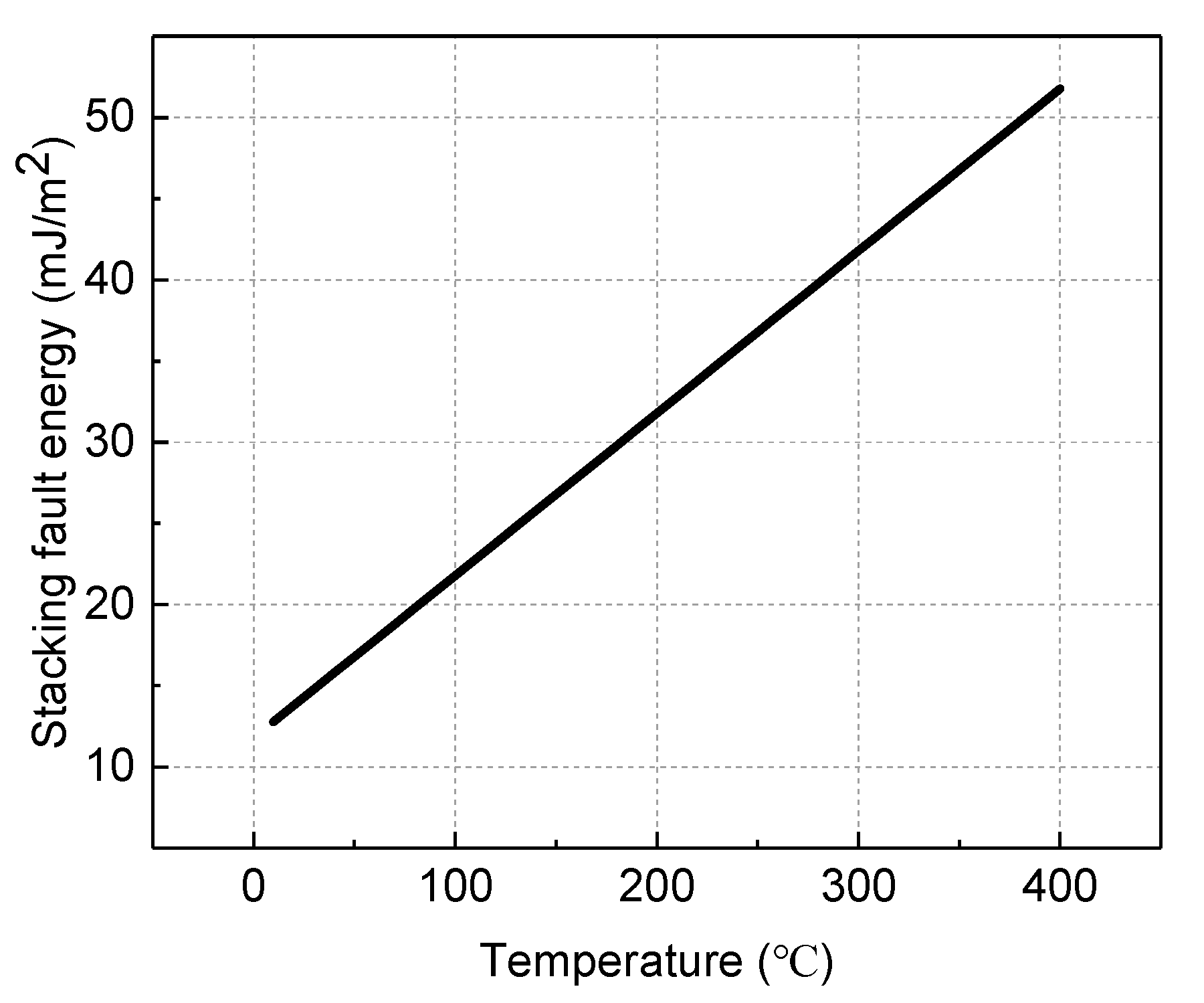
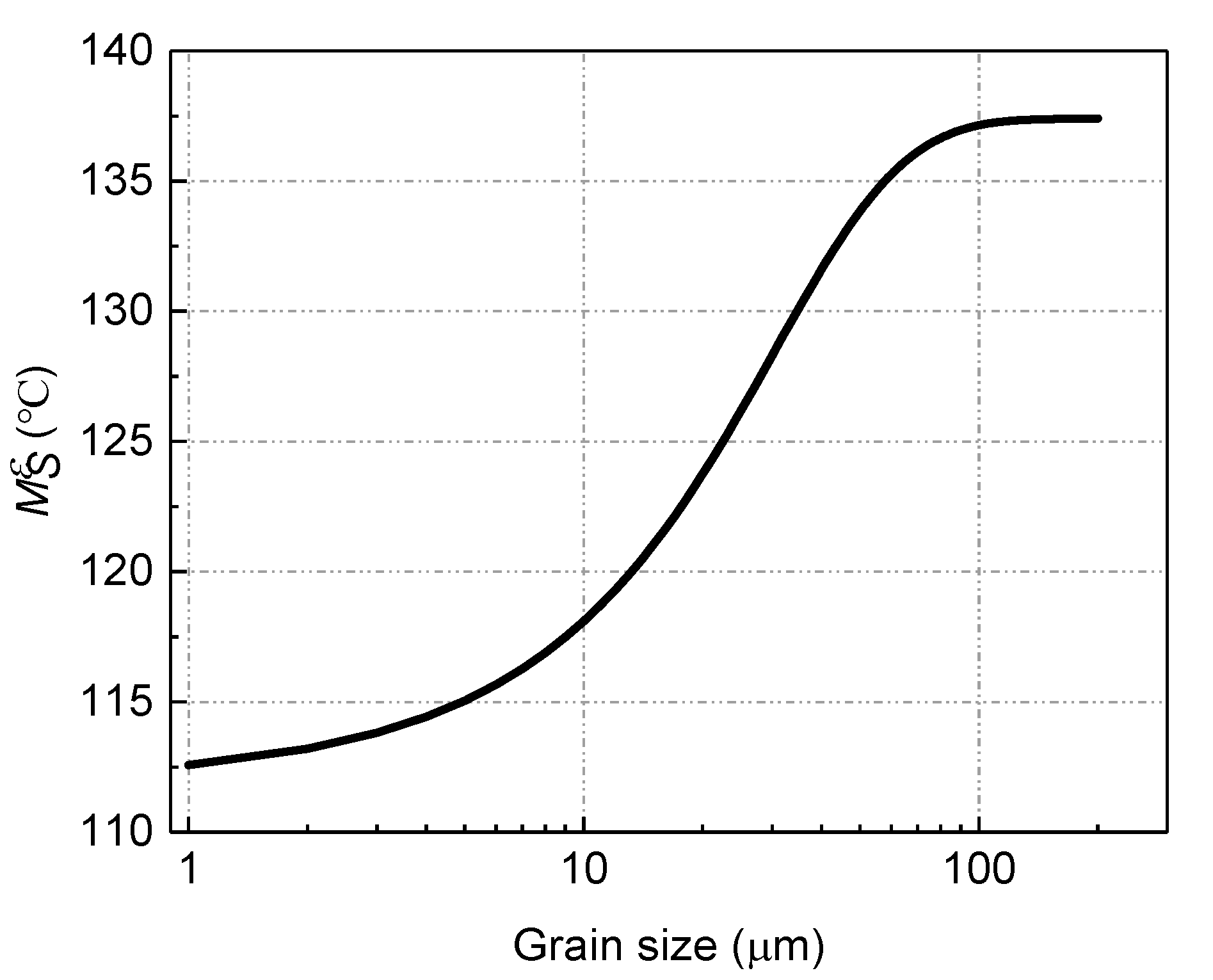
4.2. Synergistic Effects of Grain Size and Temperature on Martensitic Phase Transitions
5. Conclusions
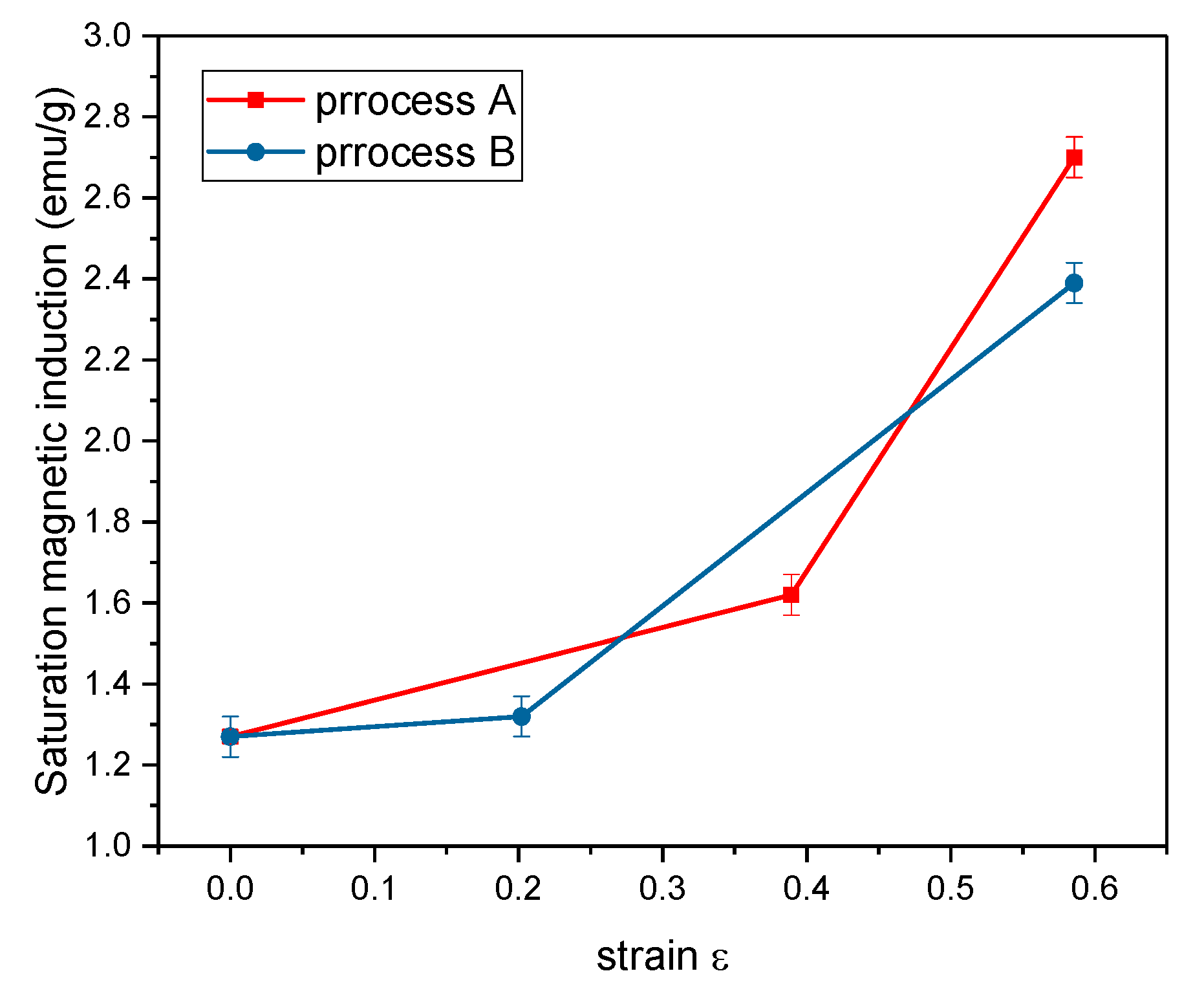
- The order of the strain rate configuration for the second pass affects the micro-region martensitic transformation behaviour of the steel wire. The first pass had a larger area reduction rate, while the later pass was smaller and more α’-Martens occurred inside the wire. The smaller former pass inhibited the α’-martensite phase transformation.
- The temperature of the drawing contact surface was significantly higher than that of the centre area, and the drawing equivalent strain rate also followed the same law. The unevenness of the local drawing strain caused a greater single-pass drawing strain rate. Thus, there was more surface deformation heat when the steel wire was formed in the mould, which significantly suppressed the transformation of austenite to martensite on the steel wire surface.
- The difference in the radial element distribution of the steel wire was not the primary factor that affected the uneven transformation of martensite inside steel wires. Instead, the inhomogeneous thermal distribution of the deformation during the drawing process of the steel wires and the grain refinement that affects the austenite SFE were the main reasons.
- In the production of steel, reducing the area reduction of the first drawing pass will be effective and efficient during the process of producing austenitic wire with a low level of magnetism. On the contrary, enlarging the area reduction of the first drawing pass will also result in the detectable magnetism of wires.
Author Contributions
Funding
Conflicts of Interest
References
- Gallée, S.; Pilvin, P. Deep drawing simulation of a metastable austenitic stainless steel using a two-phase model. J. Mater. Process. Technol. 2010, 210, 835–843. [Google Scholar] [CrossRef]
- Smaga, M.; Walther, F.; Eifler, D. Deformation-induced martensitic transformation in metastable austenitic steels. Mater. Sci. Eng. A 2008, 483, 394–397. [Google Scholar] [CrossRef]
- Kaoumi, D.; Liu, J. Deformation induced martensitic transformation in 304 austenitic stainless steel: In-situ vs. ex-situ transmission electron microscopy characterization. Mater. Sci. Eng. A 2018, 715, 73–82. [Google Scholar] [CrossRef]
- Hotz, H.; Kirsch, B.; Becker, S.; Müller, R.; Aurich, J.C. Combination of cold drawing and cryogenic turning for modifying surface morphology of metastable austenitic AISI 347 steel. J. Iron Steel Res. Int. 2019, 26, 1188–1198. [Google Scholar] [CrossRef] [Green Version]
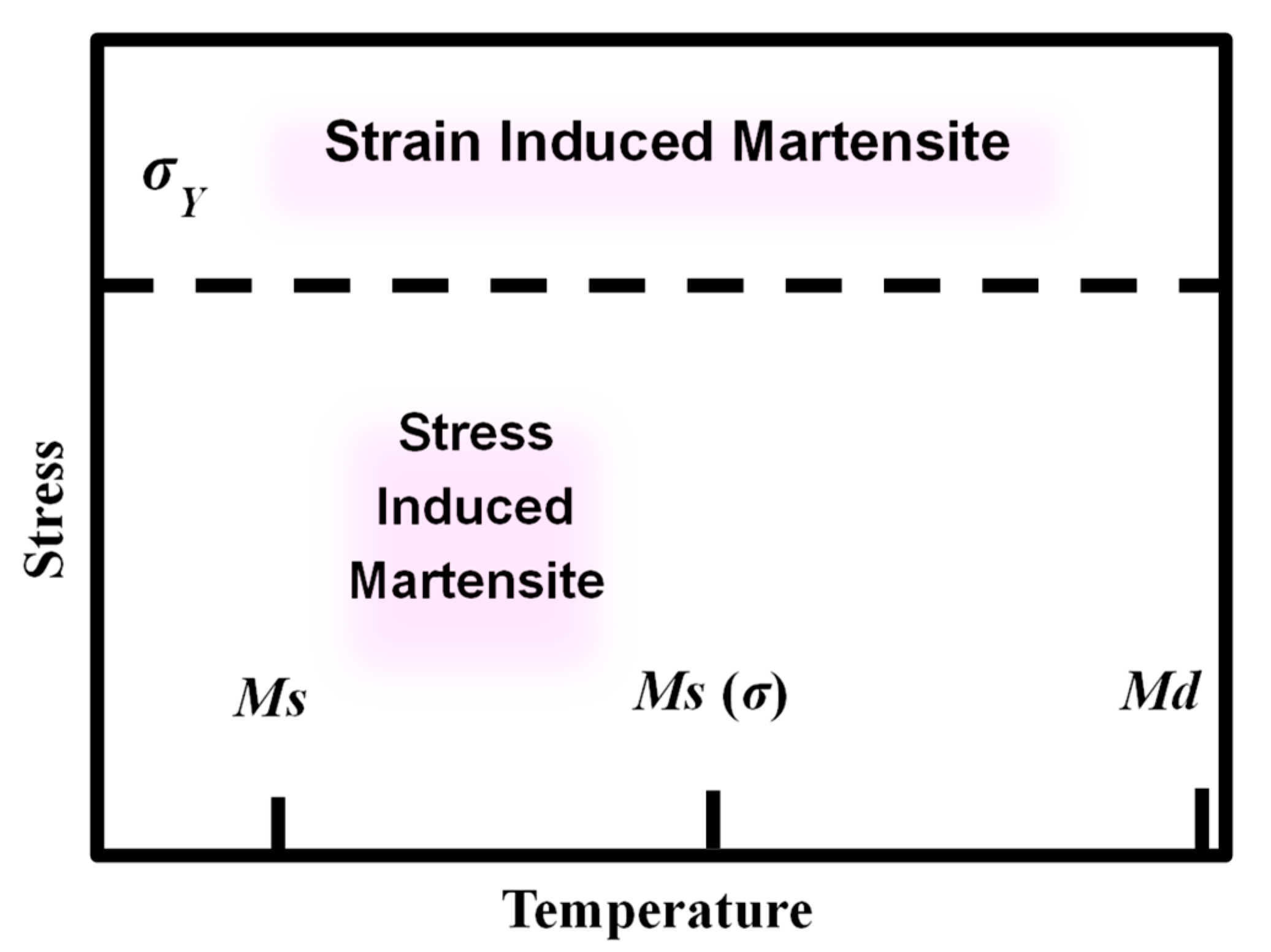
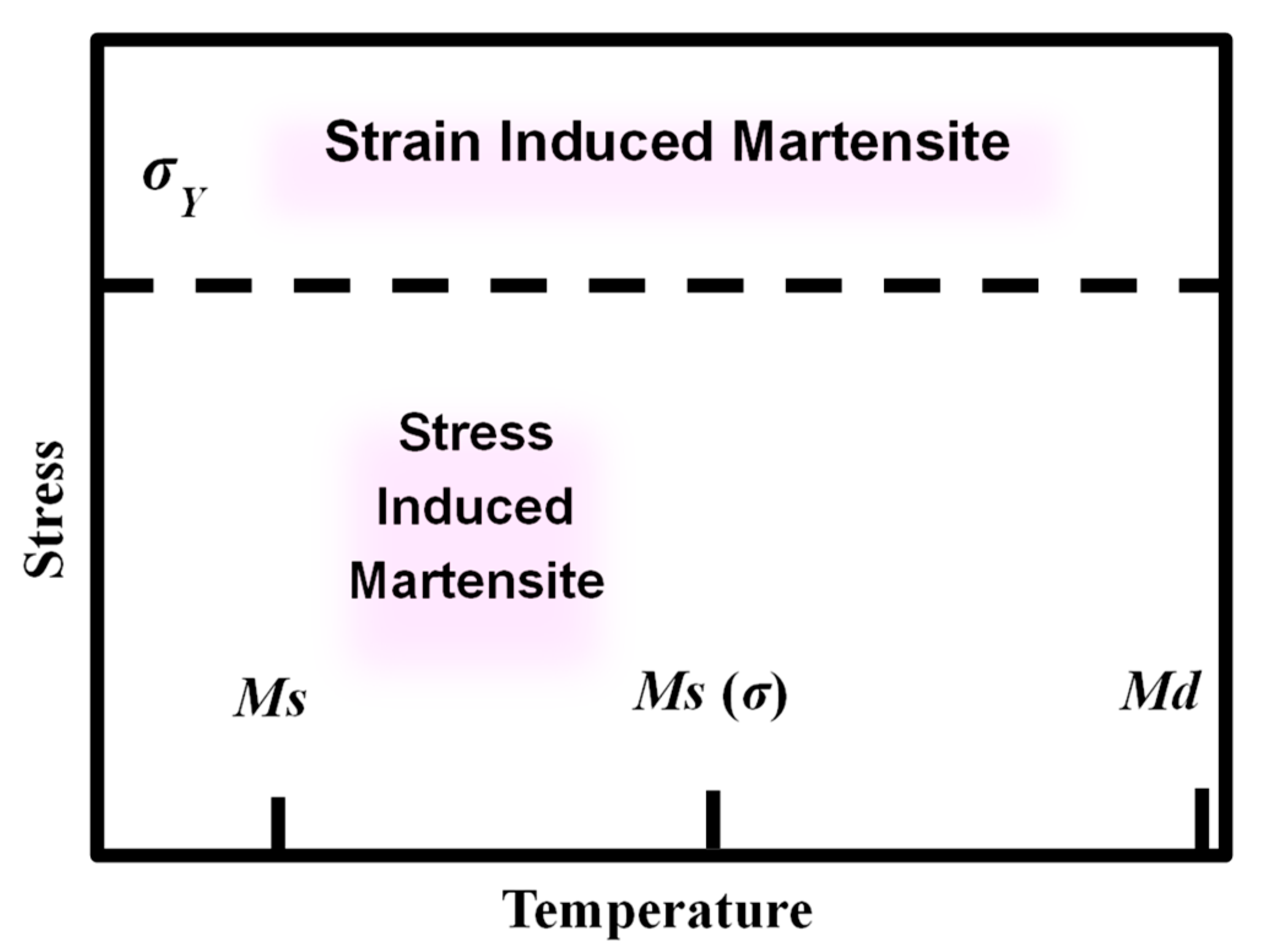
- Eres-Castellanos, A.; Caballero, F.; Garcia-Mateo, C. Stress or Strain Induced Martensitic and Bainitic transformations during ausforming processes. Acta Mater. 2020, 189, 60–72. [Google Scholar] [CrossRef]
- Lu, J.; Hultman, L.; Holmström, E.; Antonsson, K.H.; Grehk, M.; Li, W.; Vitos, L.; Golpayegani, A. Stacking fault energies in austenitic stainless steels. Acta Mater. 2016, 111, 39–46. [Google Scholar] [CrossRef]
- Schramm, R.; Reed, R. Stacking fault energies of seven commercial austenitic stainless steels. Metall. Trans. A 1975, 6, 1345. [Google Scholar] [CrossRef]
- Chandan, A.K.; Mishra, G.; Mahato, B.; Chowdhury, S.; Kundu, S.; Chakraborty, J. Stacking Fault Energy of Austenite Phase in Medium Manganese Steel. Metall. Mater. Trans. A 2019, 50, 4851–4866. [Google Scholar] [CrossRef]
- Zhang, F.; Zhang, M. Effect of distribution of carbon and alloying element on martensite transformation in metastable austenitic manganese steel. J. Mater. Sci. Lett. 2003, 22, 573–574. [Google Scholar] [CrossRef]
- Lee, T.-H.; Oh, C.-S.; Kim, S.-J. Effects of nitrogen on deformation-induced martensitic transformation in metastable austenitic Fe–18Cr–10Mn–N steels. Scr. Mater. 2008, 58, 110–113. [Google Scholar] [CrossRef]
- Kisko, A.; Misra, R.D.K.; Talonen, J.; Karjalainen, L.P. The influence of grain size on the strain-induced martensite formation in tensile straining of an austenitic 15Cr–9Mn–Ni–Cu stainless steel. Mater. Sci. Eng. A 2013, 578, 408–416. [Google Scholar] [CrossRef]
- Shin, H.C.; Ha, T.K.; Chang, Y.W. Kinetics of deformation induced martensitic transformation in a 304 stainless steel. Scr. Mater. 2001, 45, 823–829. [Google Scholar] [CrossRef]
- Sun, G.; Du, L.; Hu, J.; Zhang, B. Significant influence of rolling modes on martensitic transformation, microstructural evolution and texture development in a 304 stainless steel. Mater. Charact. 2020, 159, 110073. [Google Scholar] [CrossRef]
- Staudhammer, K.; Murr, L.; Hecker, S. Nucleation and evolution of strain-induced martensitic (bcc) embryos and substructure in stainless steel: A transmission electron microscope study. Acta Metall. 1983, 31, 267–274. [Google Scholar] [CrossRef]
- Sinclair, C.; Hoagland, R. A molecular dynamics study of the fcc→bcc transformation at fault intersections. Acta Mater. 2008, 56, 4160–4171. [Google Scholar] [CrossRef]
- Nakada, N.; Ito, H.; Matsuoka, Y.; Tsuchiyama, T.; Takaki, S. Deformation-induced martensitic transformation behavior in cold-rolled and cold-drawn type 316 stainless steels. Acta Mater. 2010, 58, 895–903. [Google Scholar] [CrossRef]
- Jayahari, L.; Naik, B.B.; Singh, S.K. Effect of Process Parameters and Metallographic Studies of ASS-304 Stainless Steel at Various Temperatures under Warm Deep Drawing. Procedia Mater. Sci. 2014, 6, 115–122. [Google Scholar] [CrossRef] [Green Version]
- Parnian, P.; Parsa, M.H.; Mirzadeh, H.; Jafarian, H.R. Effect of drawing strain on development of martensitic transformation and mechanical properties in AISI 304L stainless steel wire. Steel Res. Int. 2017, 88, 1600423. [Google Scholar] [CrossRef]
- Hwang, J.-K. Effect of grain size on tensile and wire drawing behaviors in twinning-induced plasticity steel. Mater. Sci. Eng. A 2020, 772, 138709. [Google Scholar] [CrossRef]
- Ohsaki, S.; Yamazaki, K.; Hono, K. Alloying of immiscible phases in wire-drawn Cu–Ag filamentary composites. Scr. Mater. 2003, 48, 1569–1574. [Google Scholar] [CrossRef]
- Assael, M.J.; Gialou, K. Measurement of the Thermal Conductivity of Stainless Steel AISI 304L Up to 550 K. Int. J. Thermophys. 2003, 24, 1145–1153. [Google Scholar] [CrossRef]
- De, A.K.; Murdock, D.C.; Mataya, M.C.; Speer, J.G.; Matlock, D.K. Quantitative measurement of deformation-induced martensite in 304 stainless steel by X-ray diffraction. Scr. Mater. 2004, 50, 1445–1449. [Google Scholar] [CrossRef]
- Moser, N.H.; Gross, T.S.; Korkolis, Y.P. Martensite formation in conventional and isothermal tension of 304 austenitic stainless steel measured by X-ray diffraction. Metall. Mater. Trans. A 2014, 45, 4891–4896. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: Discussion of results. Proc. Phys. Soc. 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Hou, C.; Li, Z.; Huang, M.; Ouyang, C. Discrete dislocation plasticity analysis of single crystalline thin beam under combined cyclic tension and bending. Acta Mater. 2008, 56, 1435–1446. [Google Scholar] [CrossRef]
- Kocks, U.F.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Malygin, G.A. Plasticity and strength of micro- and nanocrystalline materials. Phys. Solid State 2007, 49, 1013–1033. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.-T.; Oikari, A.; Talonen, J.; Hänninen, H. Thermodynamic modeling of the stacking fault energy of austenitic steels. Acta Mater. 2011, 59, 1068–1076. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. A General Mechanism of Martensitic Nucleation: Part III. Kinetics of Martensitic Nucleation. Metall. Mater. Trans. A 1976, 7, 1915–1923. [Google Scholar] [CrossRef]
- Olson, G.; Cohen, M. Kinetics of strain-induced martensitic nucleation. Metall. Trans. A 1975, 6, 791. [Google Scholar] [CrossRef]
- Mosecker, L.; Pierce, D.; Schwedt, A.; Beighmohamadi, M.; Mayer, J.; Bleck, W.; Wittig, J. Temperature effect on deformation mechanisms and mechanical properties of a high manganese C + N alloyed austenitic stainless steel. Mater. Sci. Eng. A 2015, 642, 71–83. [Google Scholar] [CrossRef]
- Talonen, J.; Hänninen, H. Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater. 2007, 55, 6108–6118. [Google Scholar] [CrossRef]
- Saeed-Akbari, A.; Imlau, J.; Prahl, U.; Bleck, W. Derivation and Variation in Composition-Dependent Stacking Fault Energy Maps Based on Subregular Solution Model in High-Manganese Steels. Metall. Mater. Trans. A 2009, 40, 3076–3090. [Google Scholar] [CrossRef]
- Jun, J.-H.; Choi, C.-S. Variation of stacking fault energy with austenite grain size and its effect on the MS temperature of γ→ε martensitic transformation in Fe–Mn alloy. Mater. Sci. Eng. A 1998, 257, 353–356. [Google Scholar] [CrossRef]
- Souza Filho, I.R.; Sandim, M.J.R.; Cohen, R.; Nagamine, L.C.C.M.; Sandim, H.R.Z.; Raabe, D. Magnetic properties of a 17.6Mn-TRIP steel: Study of strain-induced martensite formation, austenite reversion, and athermal α’-formation. J. Magn. Magn. Mater. 2019, 473, 109–118. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Ni | Si | Mn | P | S | Mo | N |
|---|---|---|---|---|---|---|---|---|
| 0.06 | 17.88 | 8.11 | 0.44 | 1.30 | 0.032 | 0.006 | 0.035 | 0.1 |
| Drawing Chain Sequences | Parameters | Base Steel | 1st Drawn Wire | 2nd Drawn Wire |
|---|---|---|---|---|
| Chain A | Diameter/mm | 2.6 | 2.14 | 1.94 |
| Area reduction (AR) | 0 | 32% | 18% | |
| True strain ε | 0 | 0.39 | 0.59 | |
| Temperature before and after drawing/°C | 25 | 44 → 186 | 28 → 175 | |
| Chain B | Diameter/mm | 2.6 | 2.35 | 1.94 |
| Area reduction (AR) | 0 | 18% | 32% | |
| True strain ε | 0 | 0.20 | 0.59 | |
| Temperature before and after drawing/°C | 25 | 45 → 180 | 31 → 210 |
| Sample | The Maximum or Minimum Detected Counting Number of Elements | Cr | Mn | Ni | Si |
|---|---|---|---|---|---|
| Base wire | Max. | 18.46 | 1.34 | 7.88 | 0.56 |
| Min. | 17.88 | 1.14 | 7.52 | 0.55 | |
| A-1 | Max. | 18.30 | 1.28 | 7.75 | 0.56 |
| Min. | 17.56 | 1.04 | 7.36 | 0.54 | |
| A-2 | Max. | 18.45 | 1.33 | 7.56 | 0.56 |
| Min. | 17.65 | 1.07 | 7.15 | 0.56 | |
| B-1 | Max. | 18.56 | 1.24 | 7.71 | 0.61 |
| Min. | 17.71 | 0.98 | 7.27 | 0.59 | |
| B-2 | Max. | 18.41 | 1.13 | 7.72 | 0.58 |
| Min. | 17.79 | 0.92 | 7.33 | 0.57 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Q.; Peng, Z.; Zhu, J.; Li, M.; Zong, Y.; Yan, L.; Li, C.; Peng, K.; Cheng, Z.; Liu, J. The Effect of Drawing Deformation Rate Induced Inhomogeneous Local Distortion on Phase Transformation of 304H Stainless Wire. Metals 2020, 10, 1304. https://doi.org/10.3390/met10101304
Xu Q, Peng Z, Zhu J, Li M, Zong Y, Yan L, Li C, Peng K, Cheng Z, Liu J. The Effect of Drawing Deformation Rate Induced Inhomogeneous Local Distortion on Phase Transformation of 304H Stainless Wire. Metals. 2020; 10(10):1304. https://doi.org/10.3390/met10101304
Chicago/Turabian StyleXu, Qinhua, Zhixian Peng, Jianxin Zhu, Mingyang Li, Yong Zong, Lei Yan, Chaoqun Li, Ke Peng, Zhaoyang Cheng, and Jing Liu. 2020. "The Effect of Drawing Deformation Rate Induced Inhomogeneous Local Distortion on Phase Transformation of 304H Stainless Wire" Metals 10, no. 10: 1304. https://doi.org/10.3390/met10101304
APA StyleXu, Q., Peng, Z., Zhu, J., Li, M., Zong, Y., Yan, L., Li, C., Peng, K., Cheng, Z., & Liu, J. (2020). The Effect of Drawing Deformation Rate Induced Inhomogeneous Local Distortion on Phase Transformation of 304H Stainless Wire. Metals, 10(10), 1304. https://doi.org/10.3390/met10101304