Application of a Novel Chamfered Mold to Suppress Corner Transverse Cracking of Micro-Alloyed Steel Slabs


Abstract
1. Introduction
2. Mathematical Models
2.1. Calculation Model of Thermal Shrinkage
2.1.1. Mesh Division
2.1.2. Heat Transfer Equation
2.1.3. Heat Transfer Boundary Conditions
2.2. Thermomechanical Coupling Model
2.2.1. Mesh Division
2.2.2. Thermomechanical Boundary Conditions
2.3. Steel Grade Parameters
2.3.1. Composition of Different Steel Grades
2.3.2. Coefficient of Thermal Expansion
2.3.3. Constitutive Equation of Slab Deformation
3. Results and Discussion
3.1. Taper Design of the Narrow Face
3.1.1. Thermal Shrinkage of Typical Steel Grades
3.1.2. The Thermal Shrinkage of Typical Steel Grades with Different Casting Speeds
3.1.3. Taper Design
3.2. Design of Chamfered Face Water Channels
3.2.1. Current Situation
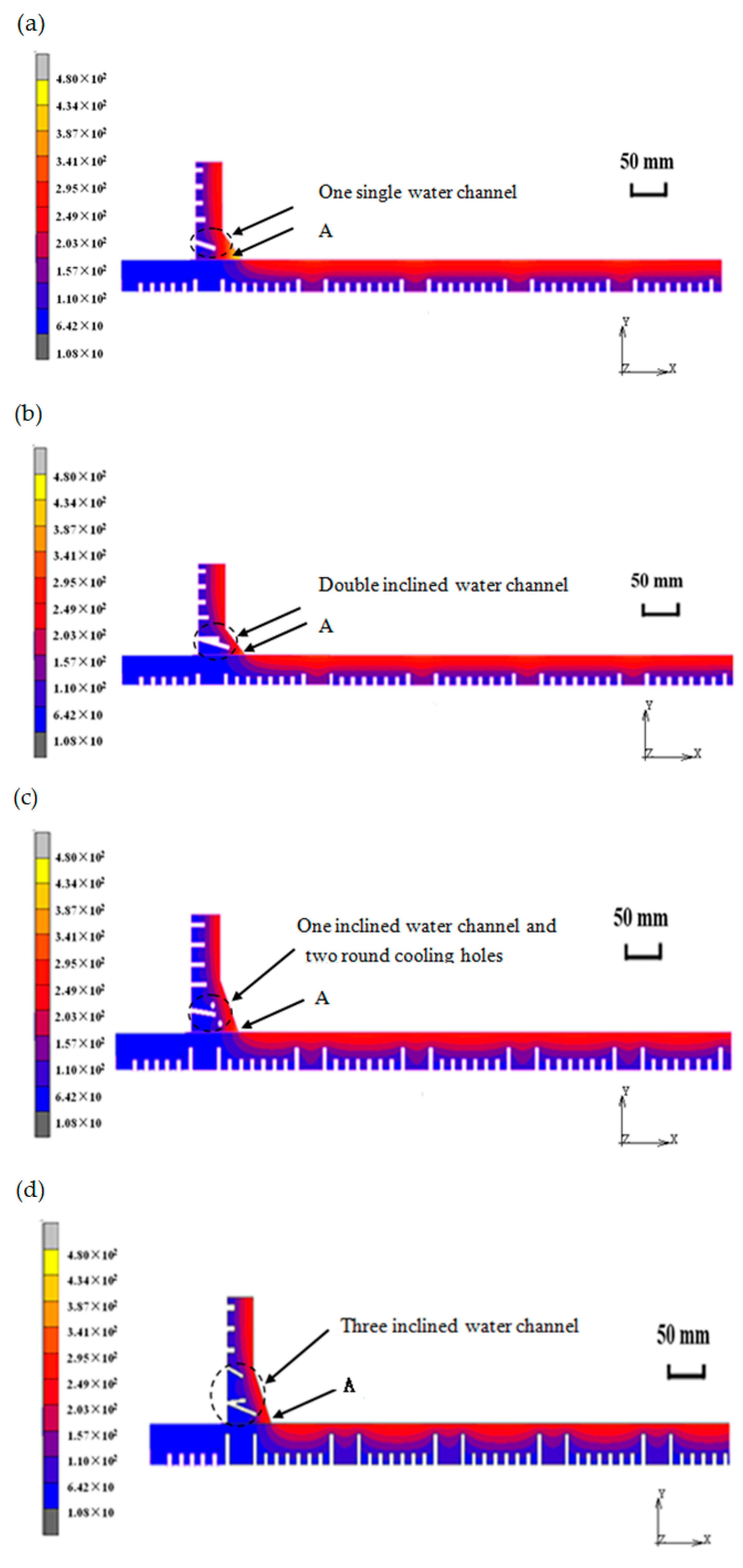
3.2.2. Optimal Design of the Water Channels
4. Industrial Application
4.1. Heat Transfer Process of the Chamfered Mold
4.2. Study on Cooling of the Chamfered Mold
4.3. Research on Taper Control of the Chamfered Mold
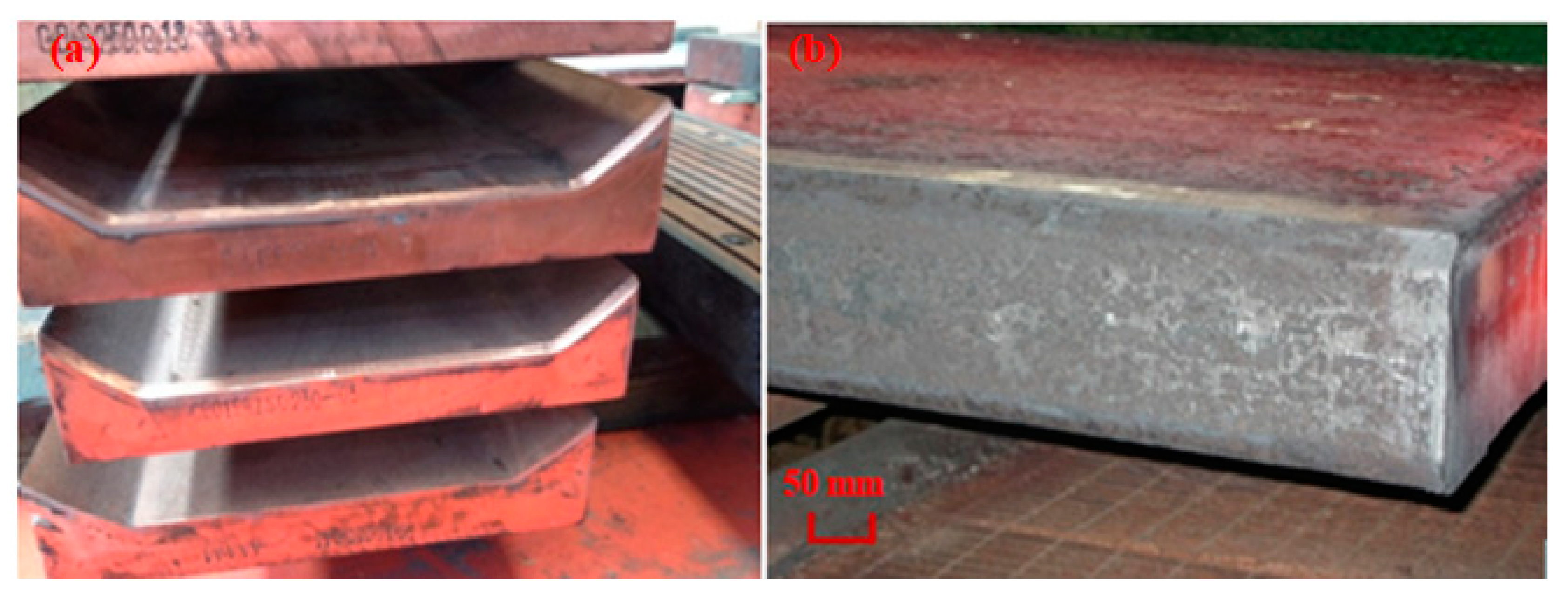
4.4. Application Effect of the Chamfered Mold
- (1)
- The incidence of transverse corner cracks is the number of slabs with corner cracks detected divided by the total number of slabs detected.
- (2)
- The incidence of edge defects is the number of the hot rolled sheet with edge defects detected by the total number of hot rolled sheet detected.
5. Conclusions
- (1)
- The shrinkage of hypo-peritectic steel in a mold is larger than that of medium carbon steel. A double-taper mold is designed according to experimentally obtained characteristics. The first area of the variable taper falls in the range of 250–400 mm from the top of the mold, the best area is 350 mm and the self-taper is within the range of 0.6–3 mm.
- (2)
- The design method of double inclined water channels in the chamfered face is the most helpful for the formation of a uniform initial shell and for reducing mold hotspots.
- (3)
- The average heat fluxes of the broad and narrow faces are 1.43 and 1.58 MW/m2, respectively. The heat flux of the narrow face is larger than that of the broad face. The range of heat flux ratios of the narrow face to the broad face is 0.96–1.18.
- (4)
- When the amount of water for the narrow face increases from 460 to 600 L/min, the water temperature difference between the inlet and outlet of mold decreases from 9.35 to 6.58 °C. When the amount of water increases from 540 to 600 L/min, the water temperature difference does not change much.
- (5)
- After the chamfered mold technology is applied, the incidence of corner transverse cracks decreases from 4.2% to 0.4%, and the incidence of hot rolled sheet edge defects decreases from 4.7% to 0.6%.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Suzuki, H.G.; Nishimura, T.; Yamaguchi, S. Characteristics of Embrittlement in Steels above 600 °C. Tetsu-to-Hagane 1979, 65, 2038–2046. [Google Scholar] [CrossRef][Green Version]
- Takeuchi, E.; Brimacombe, J.K. The formation of oscillation marks in the continuous casting of steel slabs. Metall. Trans. B 1984, 15, 493–509. [Google Scholar] [CrossRef]
- Furumai, K.; Phillion, A.; Zurob, H. Calculation of Initial Stage of Solidified Shell Deformation during to Transformation in Mold. ISIJ Int. 2019, 59, 2036–2043. [Google Scholar] [CrossRef]
- Toishi, K.; Miki, Y.; Kikuchi, N. Simulation of Crack Initiation on the Slab in Continuous Casting Machine by FEM. ISIJ Int. 2019, 59, 865–871. [Google Scholar] [CrossRef]
- Takeuchi, E.; Brimacombe, J.K. Effect of oscillation-mark formation on the surface quality of continuously cast steel slabs. Metall. Trans. B 1985, 16, 605–625. [Google Scholar] [CrossRef]
- Mintz, B. The Influence to the Problem of Composition of Transverse on the Hot Cracking. ISIJ Int. 1999, 39, 833–855. [Google Scholar] [CrossRef]
- Maehara, Y.; Ohmori, Y. Microstructural change during superplastic deformation of ferrite/austenite duplux stainless steel. Metall. Trans. A 1987, 18, 663–672. [Google Scholar] [CrossRef]
- Mintz, B.; Arrowsmith, J.M. Hot-ductility behaviour of C-Mn-NbAl steels and its relationship to crack propagation during the straightening of continuously cast strand. Met. Technol. 1979, 6, 24–32. [Google Scholar] [CrossRef]
- Zhang, H.; Yang, C.; Wang, M.; Wang, X. Technology Development for Controlling Slab Transverse Corner Crack of Typical Micro-alloyed Steels. J. Iron Steel Res. Int. 2015, 22, 99–105. [Google Scholar] [CrossRef]
- Maehara, Y.; Yasumoto, K.; Sugitani, Y.; Gunji, K. Effect of Carbon on Hot Ductility of As-cast Low Alloy Steels. Trans. Iron Steel Inst. Jpn. 1985, 25, 1045. [Google Scholar] [CrossRef]
- Sato, D.; Ohno, M.; Matsuura, K. Phase-Field Simulations and Analysis of Effect of Dispersed Particles on Migration of Delta to Gamma Transformation Interface. Metall. Mater. Trans. A 2015, 46, 981–988. [Google Scholar] [CrossRef]
- Sricharoenchai, P.; Nagasaki, C.; Kihara, J. Hot Ductility of High Purity Steels Containing Niobium. ISIJ Int. 1992, 10, 1102–1109. [Google Scholar] [CrossRef]
- Kato, T.; Ito, Y.; Kawamoto, M. Prevention of Slab Surface Transverse Cracking by Microstructure Control. ISIJ Int. 2003, 43, 1742–1750. [Google Scholar] [CrossRef]
- Wang, W.J.; Li, B.H.; Zhu, Z.Y.; Liu, Y.; Wang, Y.L.; Guan, C.Y. Development and Application of Mould With Chamfered Corners for Continuous Casting of Slabs. J. Iron Steel Res. 2012, 24, 21–25. [Google Scholar]
- Zong, N.; Liu, Y.; Zhang, H.; Yang, J. Application of a chamfered slab technology to reduce straight edge seam defects of non-oriented silicon electrical steel generated during flexible thin slab casting process. Metall. Res. Technol. 2017, 114, 311. [Google Scholar] [CrossRef]
- Hu, P.; Zhang, H.; Wang, M.; Zhu, M.; Zhang, X.; Zhang, Y.; Zhang, Z. Application of a chamfered mold to improve corner defects of HSLA during slab continuous casting. Metall. Res. Technol. 2015, 112, 104. [Google Scholar] [CrossRef]
- Zong, N.; Liu, Y.; Zhang, H. Application of chamfered narrow face mold technology to reduce longitudinal surface crack defects of hyperperitectic steel generated during flexible thin slab casting process. Metall. Res. Technol. 2017, 114, 413. [Google Scholar] [CrossRef]
- Zong, N.; Liu, Y.; Ma, S.; Sun, W.; Jing, T.; Zhang, H. A review of chamfer technology in continuous casting process. Metall. Res. Technol. 2020, 117, 204. [Google Scholar] [CrossRef]
- Meng, X.; Zhu, M. Thermal Behavior of Hot Copper Plates for Slab Continuous Casting Mold with High Casting Speed. ISIJ Int. 2009, 49, 1356–1361. [Google Scholar] [CrossRef]
- Liu, X.D.; Zhu, M.Y. Finite Element Analysis of Thermal and Mechanical Behavior in a Slab Continuous Casting Mold. ISIJ Int. 2006, 46, 1652–1659. [Google Scholar] [CrossRef]
- Hibbeler, L.C.; Xu, K.; Thomas, B.G. Thermomechanical Modelling of Beam Blank Casting. Iron Steel Technol. 2009, 6, 60–73. [Google Scholar]
- Won, Y.M.; Thomas, B.G. Simple model of microsegregation during solidification of steels. Metall. Mater. Trans. A 2001, 32, 1755–1767. [Google Scholar] [CrossRef]
- Kozlowski, P.F.; Thomas, B.G.; Azzi, J.A.; Wang, H. Simple constitutive equations for steel at high temperature. Metall. Mater. Trans. A 1992, 23, 903–918. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Numerical Value |
|---|---|
| Amount of water for broad face, (L/min) | 4800 |
| Water temperature difference of the broad face of the mold, °C | 5.5 |
| Amount of water for narrow face, (L/min) | 510 |
| Water temperature difference of the narrow face of the mold, °C | 7.0 |
| Item | Numerical Value |
|---|---|
| Hydraulic diameter of cooling channel (DH), mm | 5 |
| Thermal conductivity of cooling water (kw), Wm−1 K−1 | 0.614 |
| Density of cooling water (ρw), kg m−3 | 1 × 103 |
| Flow velocity of cooling water (uw), m s−1 | 7.0 |
| Viscosity of cooling water (μw), N s m−2 | 7.92 × 10−4 |
| Specific heat of cooling water (CPw), J kg−1 K−1 | 4.178 × 103 |
| Steel Grade | C | Si | Mn | P | S |
|---|---|---|---|---|---|
| Q345X | 0.16 | 0.35 | 1.3 | 0.012 | 0.016 |
| 510L | 0.10 | 0.20 | 1.2 | 0.014 | 0.008 |
| Steel Grade | Liquidus Temperature (°C) | Solidus Temperature (°C) |
|---|---|---|
| Q345X | 1511 | 1449 |
| 510L | 1519 | 1479 |
| Experiment Scheme | Distance from the Mold Top/mm | Self-Taper/mm | Results |
|---|---|---|---|
| 1 | 350 | 0.8 | Good |
| 2 | 350 | 1.2 | Good |
| 3 | 350 | 1.5 | Good |
| 4 | 350 | 2.2 | Longitudinal crack |
| 5 | 240 | 1.2 | Longitudinal crack |
| 6 | 0 | 0 | Longitudinal crack |
| Scheme | Description |
|---|---|
| 1 | One single water channel |
| 2 | Double inclined water channels |
| 3 | One inclined water channel joint and two round cooling holes |
| 4 | Three inclined water channels |
| Mold | Length of the Broad Face (mm) | Length of the Narrow Face (mm) |
|---|---|---|
| Common mold | 1600 | 244 |
| Chamfered mold | 1540 | 264 |
| Chamfered mold/common mold | 0.96 | 1.08 |
| Steel Grade | Slab Width | Slab Thickness | Casting Speed |
|---|---|---|---|
| Q345X | 1600 mm | 230 mm | 1.1 m/min |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, G.; Liu, Q.; Ji, C.; Chen, B.; Li, H.; Liu, K. Application of a Novel Chamfered Mold to Suppress Corner Transverse Cracking of Micro-Alloyed Steel Slabs. Metals 2020, 10, 1289. https://doi.org/10.3390/met10101289
Liu G, Liu Q, Ji C, Chen B, Li H, Liu K. Application of a Novel Chamfered Mold to Suppress Corner Transverse Cracking of Micro-Alloyed Steel Slabs. Metals. 2020; 10(10):1289. https://doi.org/10.3390/met10101289
Chicago/Turabian StyleLiu, Guoliang, Qing Liu, Chenxi Ji, Bin Chen, Haibo Li, and Ke Liu. 2020. "Application of a Novel Chamfered Mold to Suppress Corner Transverse Cracking of Micro-Alloyed Steel Slabs" Metals 10, no. 10: 1289. https://doi.org/10.3390/met10101289
APA StyleLiu, G., Liu, Q., Ji, C., Chen, B., Li, H., & Liu, K. (2020). Application of a Novel Chamfered Mold to Suppress Corner Transverse Cracking of Micro-Alloyed Steel Slabs. Metals, 10(10), 1289. https://doi.org/10.3390/met10101289