Melting and Flowing Behavior of Mold Flux in a Continuous Casting Billet Mold for Ultra-High Speed


Abstract
1. Introduction
2. Model Development
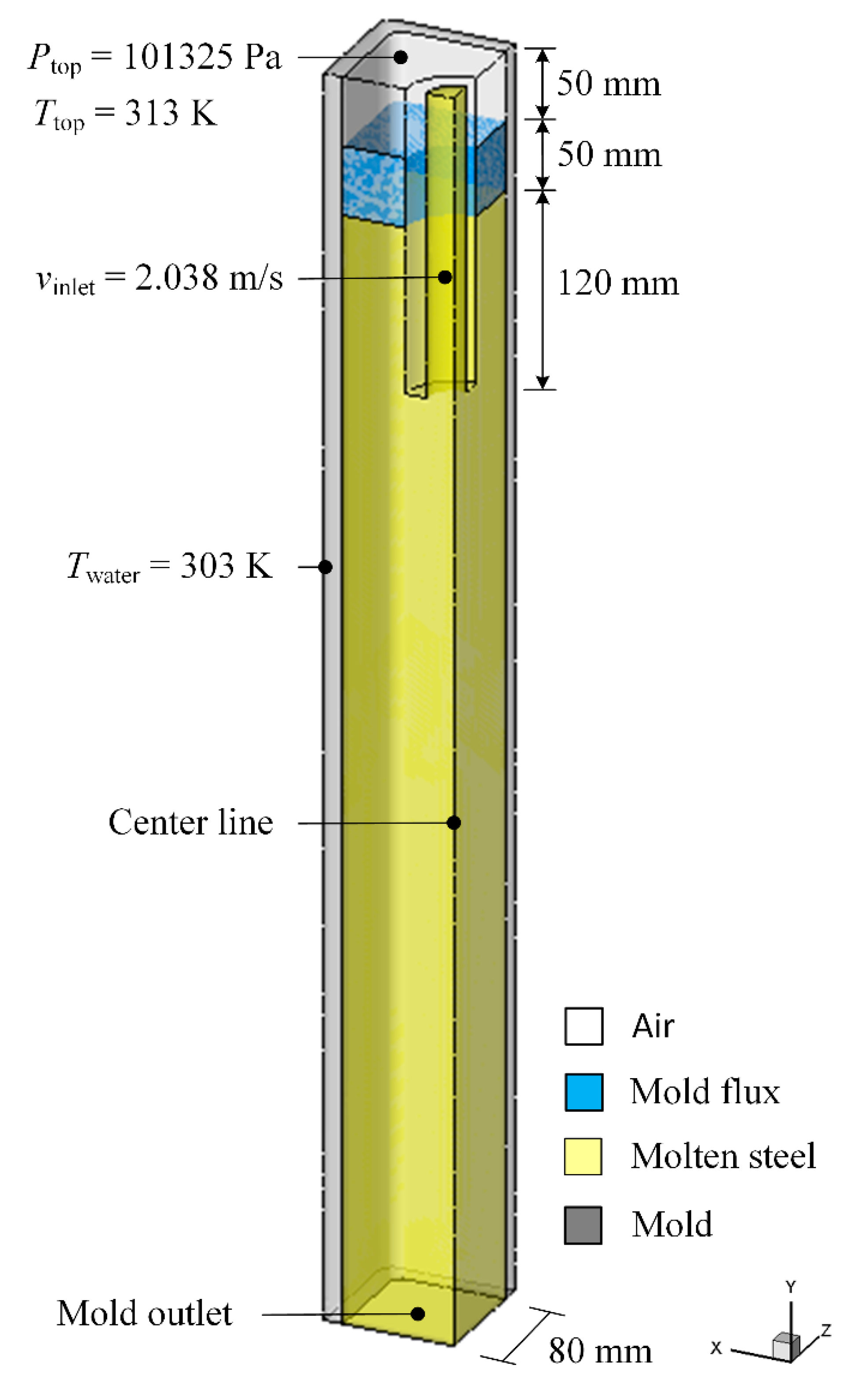
2.1. Model Description
2.2. Material Properties
3. Results and Discussion
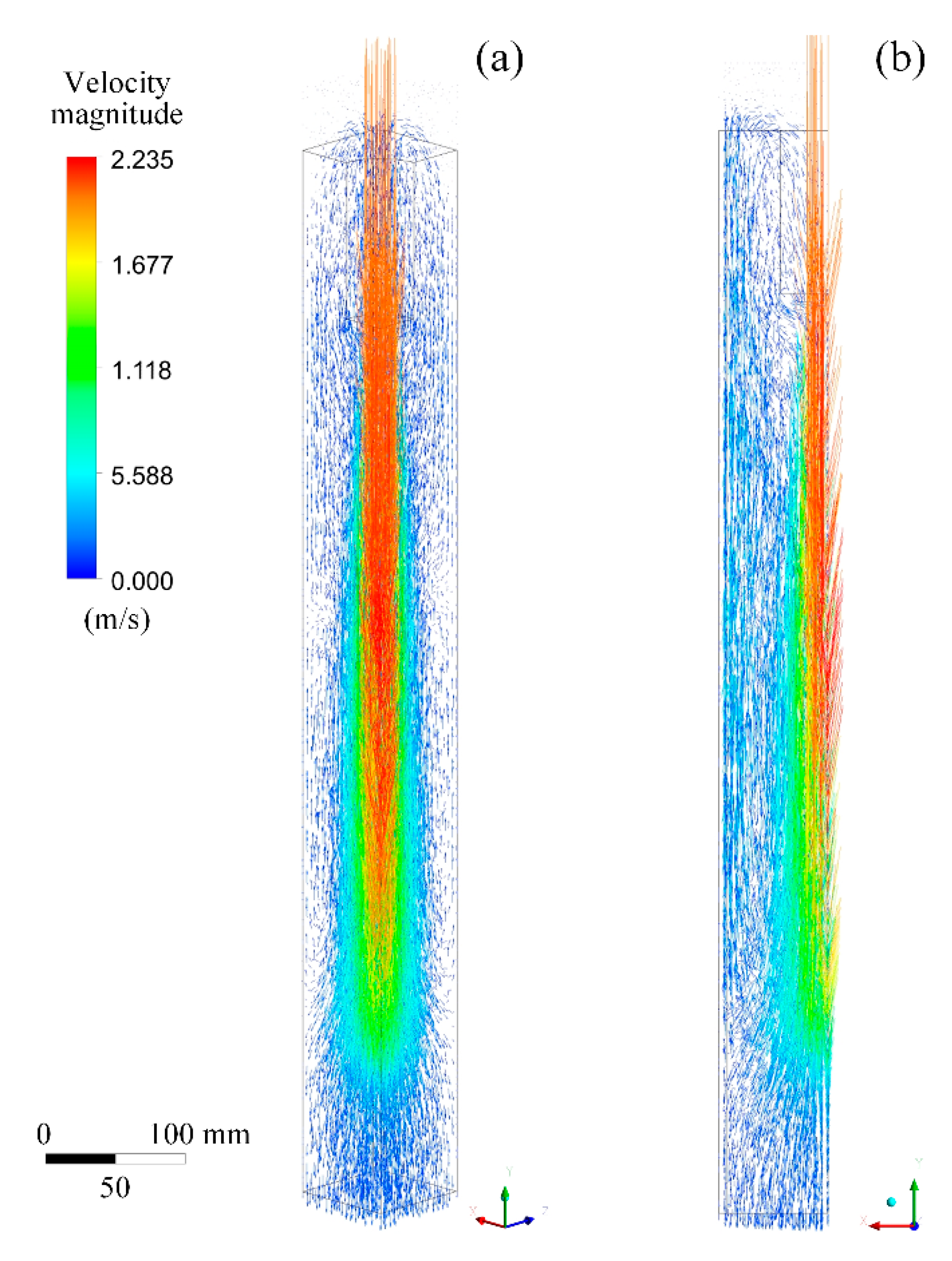
3.1. Flow Field of Molten Steel
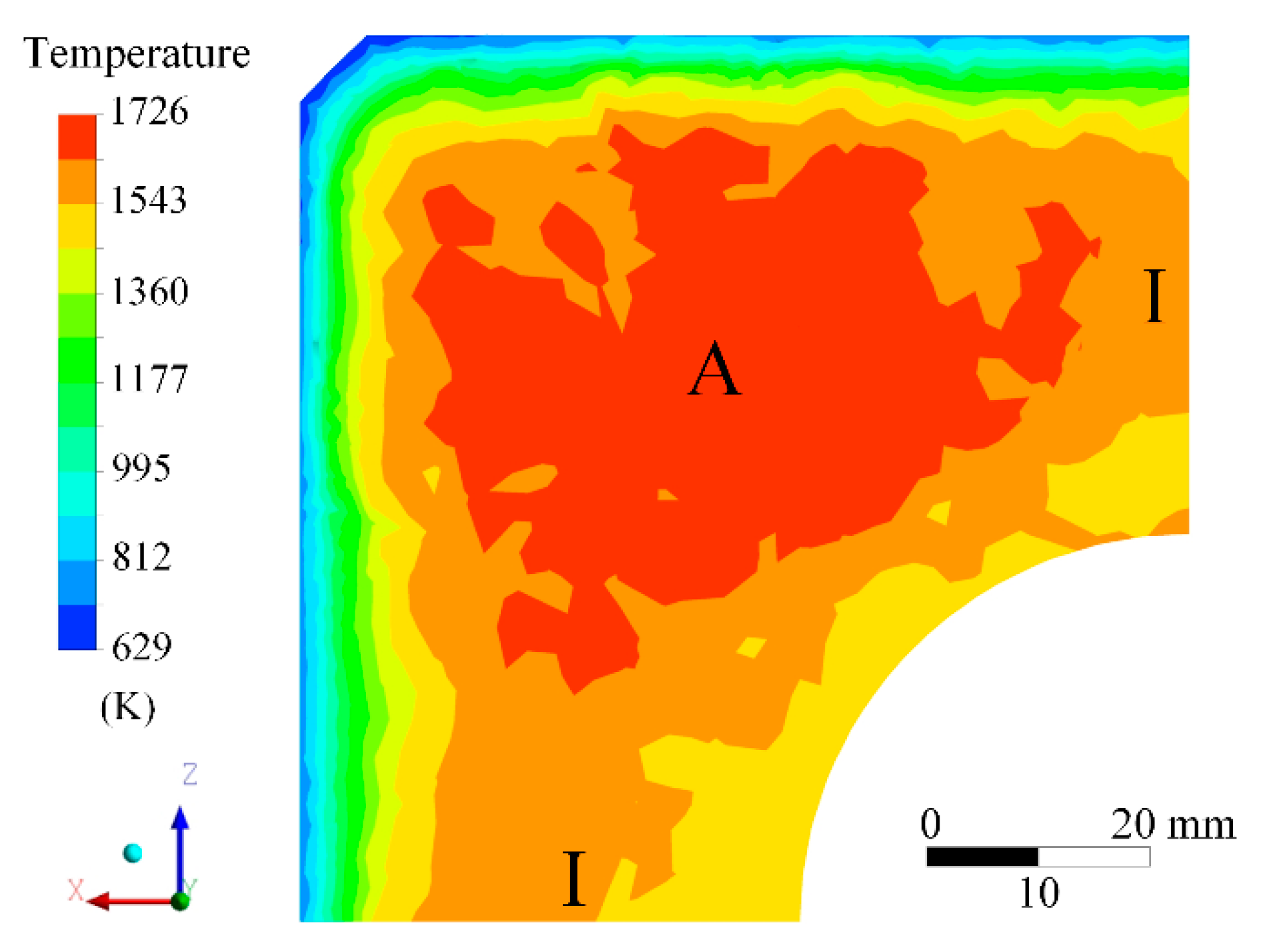
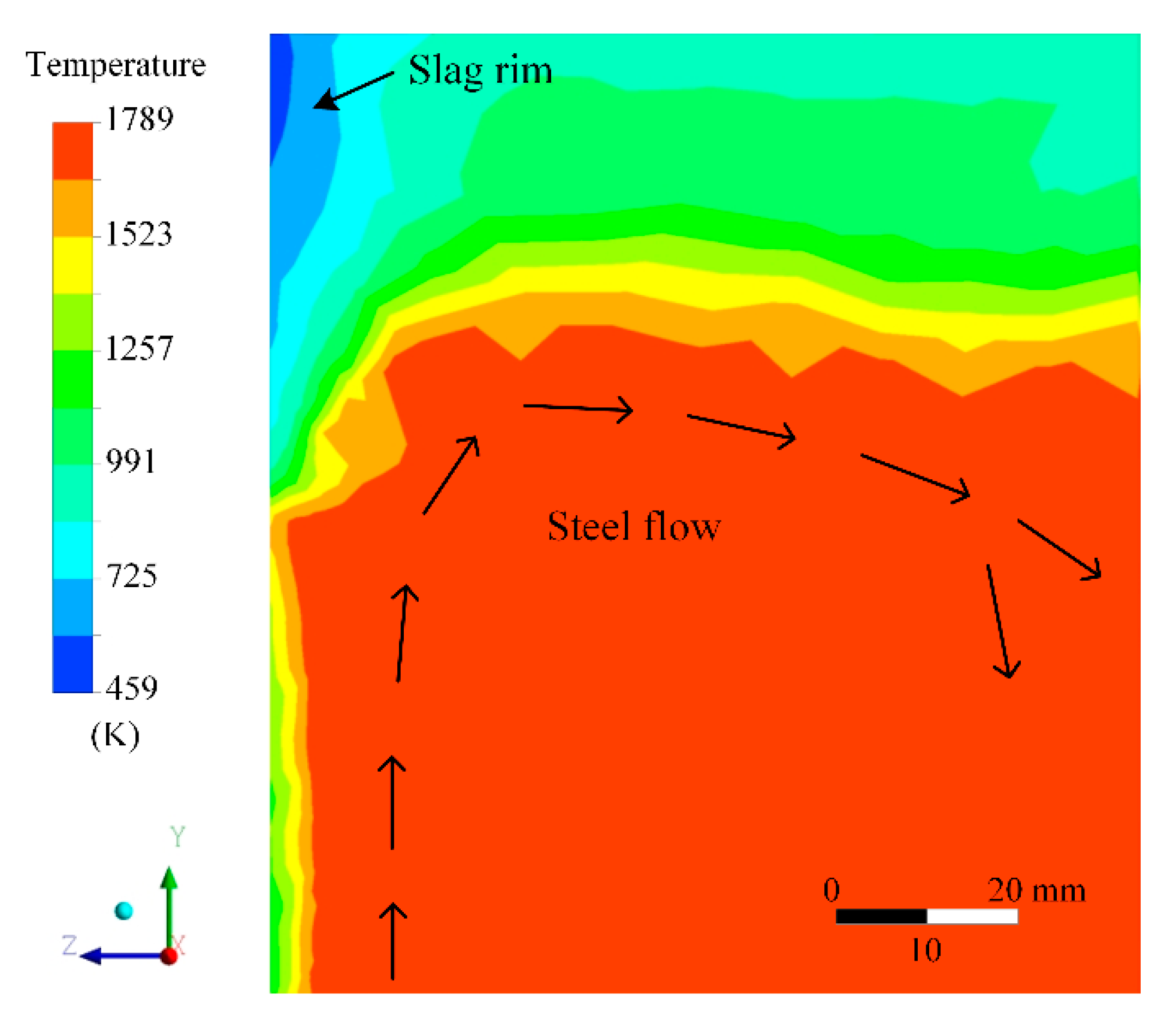
3.2. Temperature Distribution of Mold Flux
3.3. Velocity of Mold Flux in the Pool
3.4. Effect of Flux Properties
4. Conclusions
- The high speed steel flow produces a hump-shaped meniscus at the steel/flux interface and maximum in level fluctuations near the SEN.
- An active region with higher temperature and thicker layer is generated near the mold corner in the liquid flux pool, corresponding to the impact position of the steel flow on the surface. In contrast, the flux temperature between the middle of the mold wall and the nozzle is lower due to the reduced convective heat transfer of molten steel and closer cooling distance from both sides.
- Lower melting temperature of mold flux produces deeper liquid pool, which is expect to contribute to the consumption flow, especially the feeding to the middle of the mold wall. The decreases of melting temperature and viscosity permit larger velocity that generates more convective heat transfer from the steel/flux interface to the active region of the liquid pool.
- Higher interfacial tension between molten steel and mold flux reduces the interface fluctuations, which is particularly conducive to decrease the incidence of severe level drop near the SEN, minimizing the possibility of slag entrapment.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| α | Phase fraction |
| ρ | Density |
| Velocity vector | |
| m | Mass transfer between the phases |
| p | Pressure |
| g | Gravitational force |
| μ | Viscosity |
| Momentum sink due to the interfacial tension | |
| Flux/steel interfacial tension | |
| κ | Local surface curvature |
| E | Enthalpy |
| K | Thermal conductivity |
References
- Meng, Y.; Thomas, B.G. Heat transfer and solidification model of continuous slab casting: CON1D. Metall. Mater. Trans. B 2003, 34, 685–705. [Google Scholar] [CrossRef]
- Lee, P.D.; Ramirez-Lopez, P.E.; Mills, K.C.; Santillana, B. Review: The “butterfly effect” in continuous casting. Ironmak. Steelmak. 2012, 39, 244–253. [Google Scholar] [CrossRef]
- Takeuchi, E.; Brimacombe, J.K. The formation of oscillation marks in the continuous casting of steel slabs. Metall. Mater. Trans. B 1984, 15, 493–509. [Google Scholar] [CrossRef]
- Schwerdtfeger, K.; Sha, H. Depth of oscillation marks forming in continuous casting of steel. Metall. Mater. Trans. B 2000, 31, 813–826. [Google Scholar] [CrossRef]
- Yamauchi, A.; Emi, T.; Seetharaman, S. A mathematical model for prediction of thickness of mould flux. ISIJ Int. 2002, 42, 1084–1093. [Google Scholar] [CrossRef]
- Yang, J.; Meng, X.; Wang, N.; Zhu, M. Oscillation-mark formation and liquid-Slag consumption in continuous casting mold. Metall. Mater. Trans. B 2017, 48, 1230–1247. [Google Scholar] [CrossRef]
- Okazawa, K.; Kajitani, T.; Yamada, W.; Yamamura, H. Infiltration phenomena of molten powder in continuous casting derived from analysis using Reynolds equation part 2: Unsteady analysis. ISIJ Int. 2006, 46, 234–240. [Google Scholar] [CrossRef][Green Version]
- Kajitani, T.; Okazawa, K.; Yamada, W.; Yamamura, H. Cold model experiment on infiltration of mould flux in continuous casting of steel: Simulation of mould oscillation. ISIJ Int. 2006, 46, 1432–1441. [Google Scholar] [CrossRef][Green Version]
- Suzuki, M.; Suzuki, M.; Nakada, M. Perspectives of research on high-speed conventional slab continuous casting of carbon steels. ISIJ Int. 2001, 41, 670–682. [Google Scholar] [CrossRef]
- Mills, K.C.; Fox, A.B.; Li, Z.; Thackray, R.P. Performance and properties of mould fluxes. Ironmak. Steelmak. 2005, 32, 26–34. [Google Scholar] [CrossRef]
- Araki, T.; Ikeda, M. Optimization of mold oscillation for high speed casting—New criteria for mold oscillation. Can. Metall. Q. 1999, 38, 295–300. [Google Scholar]
- Shin, H.; Kim, S.; Thomas, B.G.; Lee, G.; Park, J.; Sengupta, J. Measurement and prediction of lubrication, powder consumption, and oscillation mark profiles in ultra-low carbon steel slabs. ISIJ Int. 2006, 46, 1635–1644. [Google Scholar] [CrossRef]
- Nakano, T.; Fuji, M.; Nagano, K.; Matsuyama, T.; Masuo, N. Model analysis of melting process of mold powder for continuous casting of steel. Nippon Steel Tech. Rep. 1987, 34, 21–30. [Google Scholar]
- McDavid, R.M.; Thomas, B.G. Flow and thermal behavior of the top surface flux/powder layers in continuous casting molds. Metall. Mater. Trans. B 1996, 27, 672–685. [Google Scholar] [CrossRef]
- Jonayat, A.S.M.; Thomas, B.G. Transient thermo-fluid model of meniscus behavior and slag consumption in steel continuous casting. Metall. Mater. Trans. B 2014, 45, 1842–1864. [Google Scholar] [CrossRef]
- Ramirez-Lopez, P.; Lee, P.D.; Mills, K.C. Explicit modelling of slag infiltration and shell formation during mould oscillation in continuous casting. ISIJ Int. 2010, 50, 425–434. [Google Scholar] [CrossRef]
- Ramirez-Lopez, P.; Lee, P.D.; Mills, K.C.; Santillana, B. A new approach for modelling slag infiltration and solidification in a continuous casting mould. ISIJ Int. 2010, 50, 1797–1804. [Google Scholar] [CrossRef]
- Yang, J.; Cai, Z.; Zhu, M. Transient thermo-fluid and solidification behaviors in continuous casting mold: Evolution phenomena. ISIJ Int. 2018, 58, 299–308. [Google Scholar] [CrossRef]
- Yang, J.; Chen, D.; Long, M.; Duan, H. An approach for modelling slag infiltration and heat transfer in continuous casting mold for high Mn–high Al steel. Metals 2020, 10, 51. [Google Scholar] [CrossRef]
- Yang, J.; Cai, Z.; Chen, D.; Zhu, M. Characteristics of slag infiltration in high Mn steel castings. Metall. Mater. Trans. B 2019, 50, 1104–1113. [Google Scholar] [CrossRef]
- Yang, J.; Chen, D.; Long, M.; Duan, H. Transient flow and mold flux behavior during ultra-high speed continuous casting of billet. J. Mater. Res. Technol. 2020, 9, 3984–3993. [Google Scholar] [CrossRef]
- Meng, Y.; Thomas, B.G. Simulation of microstructure and behavior of interfacial mold slag layers in continuous casting of steel. ISIJ Int. 2006, 46, 660–669. [Google Scholar] [CrossRef]
- Ozawa, S.; Susa, M.; Goto, T.; Endo, R.; Mills, K.C. Lattice and radiation conductivities for mould fluxes from the perspective of degree of crystallinity. ISIJ Int. 2006, 46, 413–419. [Google Scholar] [CrossRef]
- Ramirez-Lopez, P.; Mills, K.C.; Lee, P.D.; Santillana, B. A unified mechanism for the formation of oscillation marks. Metall. Mater. Trans. B 2012, 43, 109–122. [Google Scholar] [CrossRef]
- Cho, S.; Thomas, B.G.; Kim, S. Effect of nozzle port angle on transient flow and surface slag behavior during continuous steel slab casting. Metall. Mater. Trans. B 2019, 50, 52–76. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Unit |
|---|---|---|
| Steel liquidus temperature | 1790 | K |
| Steel solidus temperature | 1761 | K |
| Steel latent heat | 264 | kJ/kg |
| Steel heat capacity | 720 | J/kg⋅K |
| Steel thermal conductivity | 19.32 + 8.35 × 10−3 × (T-273) | W/(m⋅K) |
| Steel viscosity | 0.0065 | Pa⋅s |
| Steel density | 7400 | kg/m3 |
| Flux melting temperature | 1413, 1363, 1313 | K |
| Flux density | 2600 | kg/m3 |
| Flux viscosity at 1573 K | 0.5, 0.3, 0.1 | Pa⋅s |
| Interfacial tension between molten steel and mold flux | 1.60, 1.35, 1.10 | N/m |
| Mold thermal conductivity | 387 | W/(m⋅K) |
| Mold density | 8900 | kg/m3 |
| Mold heat capacity | 390 | J/kg⋅K |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Chen, D.; Qin, F.; Long, M.; Duan, H. Melting and Flowing Behavior of Mold Flux in a Continuous Casting Billet Mold for Ultra-High Speed. Metals 2020, 10, 1165. https://doi.org/10.3390/met10091165
Yang J, Chen D, Qin F, Long M, Duan H. Melting and Flowing Behavior of Mold Flux in a Continuous Casting Billet Mold for Ultra-High Speed. Metals. 2020; 10(9):1165. https://doi.org/10.3390/met10091165
Chicago/Turabian StyleYang, Jie, Dengfu Chen, Fengting Qin, Mujun Long, and Huamei Duan. 2020. "Melting and Flowing Behavior of Mold Flux in a Continuous Casting Billet Mold for Ultra-High Speed" Metals 10, no. 9: 1165. https://doi.org/10.3390/met10091165
APA StyleYang, J., Chen, D., Qin, F., Long, M., & Duan, H. (2020). Melting and Flowing Behavior of Mold Flux in a Continuous Casting Billet Mold for Ultra-High Speed. Metals, 10(9), 1165. https://doi.org/10.3390/met10091165